

Способы и методы цинкования
- горячее;
- холодное;
- гальванизация;
- термодиффузионное цинковое покрытие;
- напыление под воздействием термических газов.
При выборе технологии цинкования металла нужно отталкиваться от предназначения изделия и способов его эксплуатации. Заранее необходимо определить класс толщины цинкового слоя, так как от этого зависит весь технологический процесс, включая настройку производных температур.
Горячее цинкование
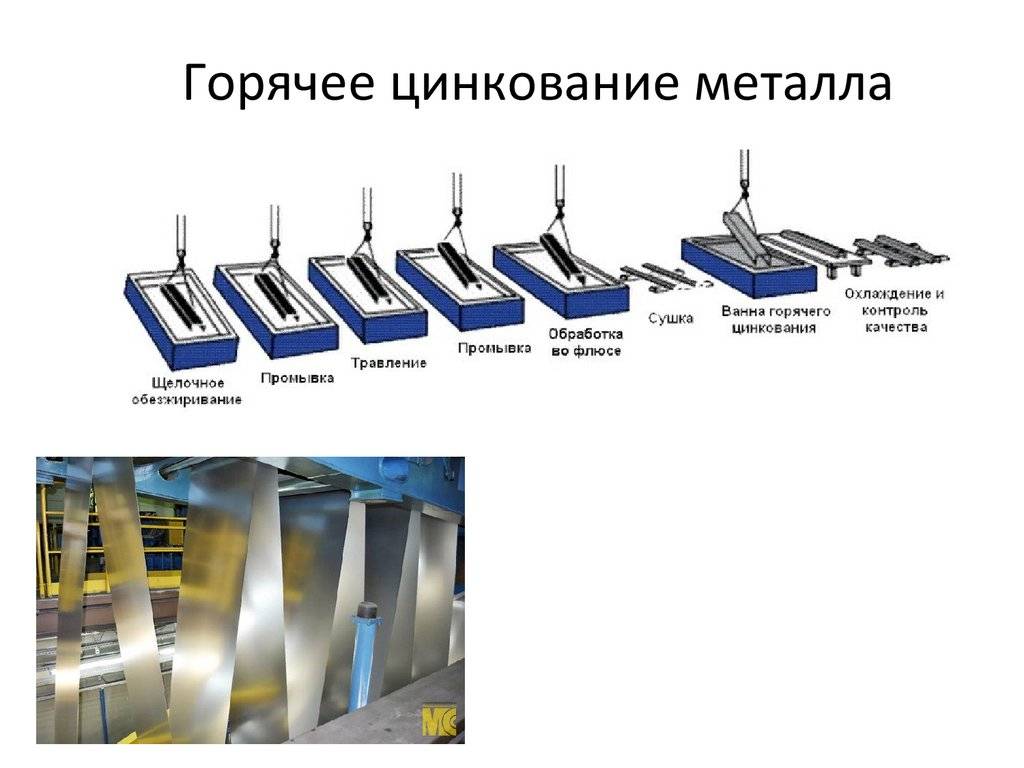
Сталь цинкуется горячим методом в 2 этапа:
- Подготовительные меры.
- Процесс цинкования.
Подготовка изделий также делится на следующие друг за другом производственные стадии:
- Зачистка и обезжиривание поверхности.
- Травление с помощью кислот.
- Промывание деталей.
- Флюсование (вычленение из металла солей и оксидов).
- Просушка.
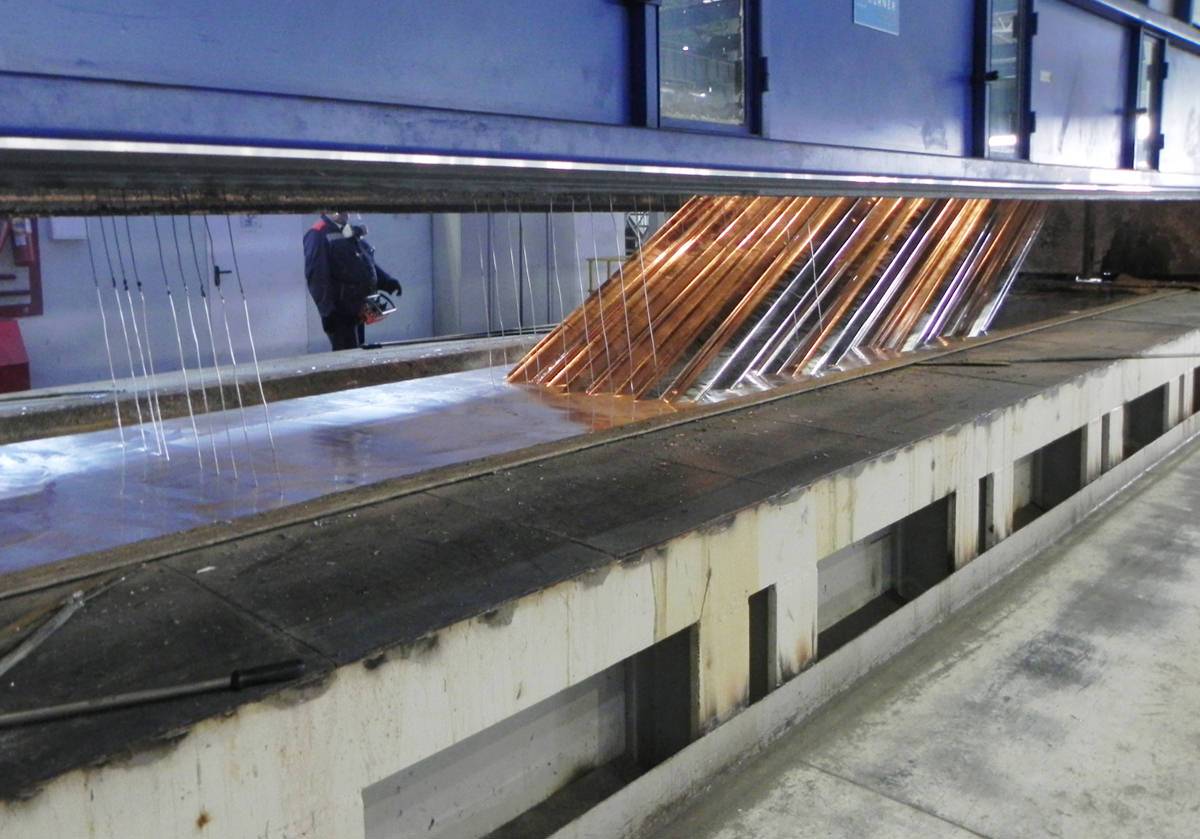
После завершения этапа 1 деталь погружают в специальный резервуар с расплавленным цинком, после чего начинает формироваться тонкий защитный слой из железа и цинка. Далее изделие подвергается продуванию, которое призвано обеспечить полное высыхание изделия, а также удаление лишних образований.
Холодное цинкование
Для холодного цинкования потребуется специальный цинковый состав (например «Цинокол») и малярный инструмент (кисть, валик). Смесь включает от 86% цинка, благодаря чему защитное покрытие образуется сразу после нанесения состава на металлическую поверхность.
Если конфигурация поверхности не позволяет нанести цинковую смесь малярным инструментом равномерно, применяют краскопульт – устройство для распыления различных материалов.
Холодный метод цинкования не имеет аналогов, если речь идет о нанесении или восстановлении защитного слоя металлоконструкций, в отношении которых невозможно применить иные способы цинкования (например, уже смонтированное оборудование, леса или трубы). Также такой метод является лучшим решением для проведения ремонтных работ.
Холодный способ цинкования можно производить в широком температурном диапазоне, при этом защитный покров сохраняет гибкость и устойчивость к различным повреждениям.
Гальванический метод
Гальванизация сопровождается высокой адгезией элементов металла и цинка, соединенных на молекулярном уровне. Можно достичь не только максимально равномерного цинкового покрытия по всей площади детали, но и придать ему декоративный вид.
Процесс электрохимической гальванизации происходит так:
- пластины или другие объекты из металла погружаются в специальную электролитическую жидкость;
- объект обработки подключается к источникам тока с разными зарядами;
- разность потенциала заставляет материал разрешаться, после чего молекулы цинка начинают подниматься к поверхности изделия, образуя тем самым защитный слой.
Главный недостаток процедуры – высокая стоимость, которая складывается из цен на электроэнергию, состав электролита, оборудование и другие производственные элементы.
Термодиффузионное покрытие цинком
Подготовка самих деталей происходит по стандарту. Термодиффузионный метод, как и другие технологии, обладает рядом положительных и отрицательных черт.
Преимущества:
- безопасность и экологичность;
- возможность контролировать толщину цинковой наслойки;
- высокое качество защитного покрытия без образования пор;
- после процедуры не остается специфических отходов, нуждающихся в особом виде утилизации;
- можно осуществить цинкование изделий даже со сложной геометрической конструкцией.
Недостатки:
- наличие налета на оцинкованных деталях, отсутствие зеркального блеска;
- образование цинковой пыли в окружающей среде;
- средний уровень производительности;
- цинкование может получиться неравномерным.
Области применения оцинкованных конструкций
- Строительные работы разного профиля: дорожное, мостовое, строительство зданий и сооружений.
- Нефтедобыча и нефтепереработка.
- Газодобывающая и газоперерабатывающая промышленность.
- Энергетическая сфера.
- Связь.
- Автомобилестроение.
- Сельское хозяйство и другие направления.

Метод применим для конструкций, которые эксплуатируются в разных условиях
- Опоры высоковольтных линий передач.
- Опорные металлические конструкции мостов, трубопроводов.
- Различное оборудование.
- Задвижки и запоры гидротехнических систем.
- Каркасы домов и заграждений.
- Сваи, поддерживающие перекрытия различного типа.
- Лестничные ступени и пролеты.
- Трубы различных систем, в том числе вентиляционных.
- Корпуса кораблей.
- Памятники и архитектурные сооружения.
Отличия болтов
Основное отличие болтов, изготовленных по нормам данных стандартов – класс точности размерных характеристик.
- Крепежные элементы, соответствующие требованиям ГОСТ 7805, характеризуются повышенной точностью, соответствующей требованиям класса «A».
- Болты, произведенные согласно нормам стандарта ГОСТ 7798, имеют нормальную точность рабочих параметров – класс «B».
По состоянию на настоящее время для большинства производств, связанных со сборкой конструкций, точность болтов класса «B» вполне достаточна.

А меньшая стоимость по сравнению с изделиями высокой точности обусловила факт большей востребованности крепежных элементов ГОСТ 7798.
Завод горячего цинкования: новое оборудование и дедовские секреты
— Для России это новая технология?
— Не новая, но и не отработанная. В Европе этот метод применяют уже более 100 лет, а в России – лишь около 10 лет. Дело в том, что в СССР металл для защиты от ржавчины предпочитали не цинковать, а красить. Считалось, что это проще и дешевле. Это не всегда дешевле и уж точно не надежнее. В итоге у нас цинковать начали не так давно, хотя предприятий, занимающихся этим в России уже достаточно много.
— А где может применяться горячее цинкование?
— Где угодно – в любых металлических изделиях, которые по габаритам помещаются в ванну с цинком. На Западе вообще цинкуют все, что возможно, – от садовых скамеек до строительных металлоконструкций. Наших строителей пока не обязывают использовать оцинкованные детали, но, я думаю, это уже не за горами. Вообще, эта технология в ближайшие годы в России получит самое широкое применение.
Дедовские секреты из Германии
— Ваше предприятие привнесло в отрасль что-то новое в пределах России?
— Да. У нас, прежде всего, свой подход к оборудованию. Горячее цинкование – это три технологических элемента: подъемные механизмы, линия химподготовки металла и, собственно, ванна для цинка. В мире нет ни одного производителя, который делал бы все это сразу, причем, качественно. В России предпочитают обращаться к итальянским инжиниринговым компаниям, которые подбирают уже готовые решения.
В итоге получается, что в таком комплексе или что-то не работает или характеристики не соответствуют заявленным. Мы пошли другим путем – объехали множество заводов в Европе, сами занимались инжинирингом и нашли немецкое оборудование. Там три разных производителя, но все они из Германии. Как ни странно, техника оказалась дешевле итальянской, но нас устраивает больше.
— Помимо оборудования, есть какие-то новшества?
— Да, есть еще кадровый вопрос. Как вы понимаете, в России этому никого нигде никогда не учили, и специальностей таких нет. Те, кто этим занимается, все осваивали сами. Мы же пригласили руководителя производства из Германии – у него за плечами 20-летний собственный опыт и знания, накопленные за более чем 100 лет использования технологии в Европе.
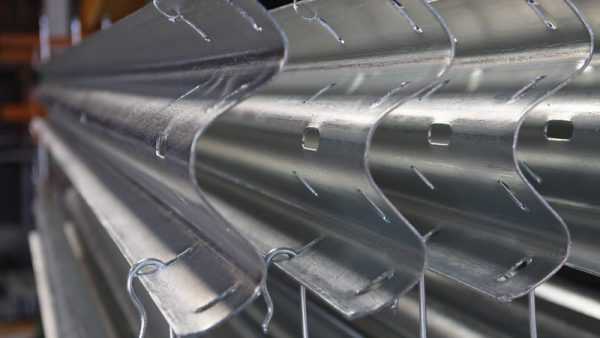
Этот человек владеет такими «дедовскими секретами». С его помощью мы, например, научились оцинковывать металлические кабель-каналы. Они тонкие и при погружении в ванну с цинком обычно деформируются. Вот как раз опыт немецкого специалиста и подсказал, как этого избежать.
— Вы рассчитываете перенять опыт за счет одного человека?
— Согласно контракту, он не только руководит производством, но и обучает других людей. Мы сейчас как раз подбираем двух первых кандидатов, которые в течение года будут у него учиться. Таким образом, мы сформируем круг компетентных специалистов, которые, в свою очередь, будут работать и учить других.
Оцинковка для «Газпрома»
— Зачем вообще группе понадобился завод горячего цинкования?
— Основная продукция «ЭЛСИ» – опоры для линий электропередач. Это металлические конструкции и, согласно требованиям наших заказчиков, таких как «Газпром» и «Роснефть», они должны быть защищены от коррозии методом горячего цинкования. Никаких красок, никакого цинкования другими способами – этого они не принимают.
Технология цинкования металла

Технология цинкования металлов подразумевает полное покрытие пленкой из цинка любых видов металлических изделий. Для данной процедуры требуется специальное оборудование, сделанное из материалов, которые способны противостоять агрессивной среде.








Цинкование металлических поверхностей осуществляется в несколько этапов:
Подготовительный
На данном этапе происходит работа с материалом. Для этого его сначала обезжиривают и удаляют с поверхности различные загрязнения. После этого осуществляется травление металла при помощи кисло среды. Чаще всего применяется раствор серной кислоты. В результате на металле появляется оксидная пленка. Она необходима для наилучшего сцепления цинка и обрабатываемого металла. После этого устраняются все остатки кислоты, и поверхность тщательно просушивается.
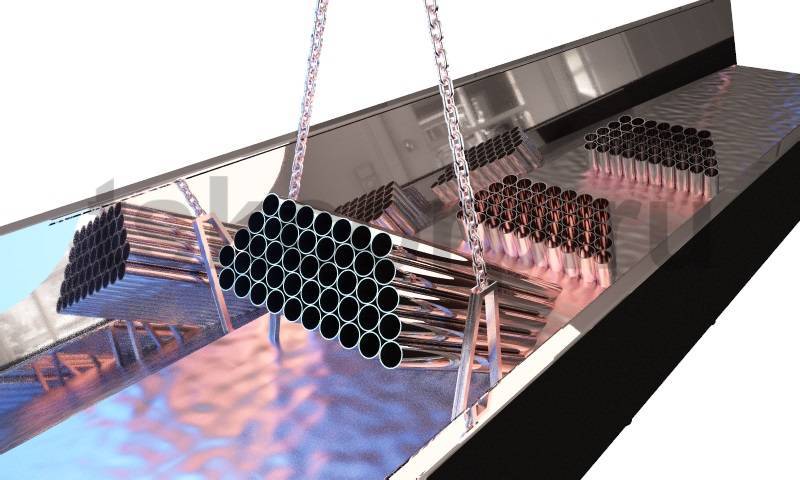
Процесс нанесения цинкового сплава.
Данный этап подразумевает нанесение на высушенную поверхность металла цинковой пленки. Для этого в ванне расплавляют цинк под действием температуры не менее 450 градусов Цельсия. Только после этого туда погружают металлическое изделие, которое необходимо обработать. Процедура длится несколько минут.
Просушивание металла.
На этом этапе готовое изделие сушится при комнатной температуре.
В результате процедуры на поверхности металла образуется плотная пленка. Она делает его более прочным и твердым.
Цинкование металлических изделий осуществляется в специализированных ваннах. Они должны быть оснащены устройством для подключения электрического тока при необходимости. Их объем может быть разным. Однако в любой такой ванне может поместиться большое количество мелких металлических изделий для обработки.
Ванны для цинкования делятся на:
- малогабаритные конструкции,
- среднегабаритные конструкции,
- крупногабаритные конструкции.
Физико-химические показатели качества покрытия
5.1 Физико-химические показатели качества покрытия приведены в таблице 2.
Таблица 2 — Показатели качества покрытия
| Наименование показателя | Норма | Метод контроля |
| Внешний вид покрытия | Покрытие матово-серого цвета, равномерное, сплошное, гладкое или шероховатое* | По 7.4 |
| Минимальная толщина цинкового покрытия, мкм | По таблице 1 с учетом 5.2 | По 7.5 |
| Прочность сцепления** | Не должно быть отслаивания, обдирки или шелушения покрытия | По 6.11.2 |
| Остаточная (водородная) хрупкость** | Отсутствие растрескивания образца и наличия трещин | По 7.6 |
| Коррозионная стойкость*** | Отсутствие ржавчины основного металла | По 7.7 |
| Защитные свойства покрытия | По ГОСТ 9.301 (таблица 1) | По 6.11.4.4 |
| * На покрытии допускаются поверхностные царапины, риски от соприкосновения изделий друг с другом, измерительным инструментом и подъемными приспособлениями без разрушения покрытия до основного металла. На покрытии не допускаются: — вздутия, раковины, трещины, наросты, отслоения, вкрапления; — отсутствие покрытия на ответственных поверхностях, а также на отдельных частях (местах) поверхности или полостях изделий, если это отсутствие не установлено в НД на изделие; — несмываемые остатки технологических смесей. ** Испытание проводят по требованию потребителя. *** Испытание проводят в рамках приемосдаточных испытаний по требованию потребителя и периодических не реже одного раза в год. Примечание — Номенклатура контролируемых физико-механических (химических) показателей для покрытий с дополнительной обработкой по 3.2 — по НД на конкретный материал (состав, покрытие), применяемый для дополнительной обработки. |
5.2 В деталях и арматуре, имеющих глухие отверстия и пазы шириной до 12 мм, а также сквозные гладкие и резьбовые отверстия и пазы шириной до 6 мм, толщину покрытия на глубине более одного диаметра или одной ширины не нормируют, при этом на этих участках не допускается отсутствие покрытия. Наличие покрытия в данных местах, а также в резьбах и глухих отверстиях контролируют металлографическим методом по ГОСТ 9.302.
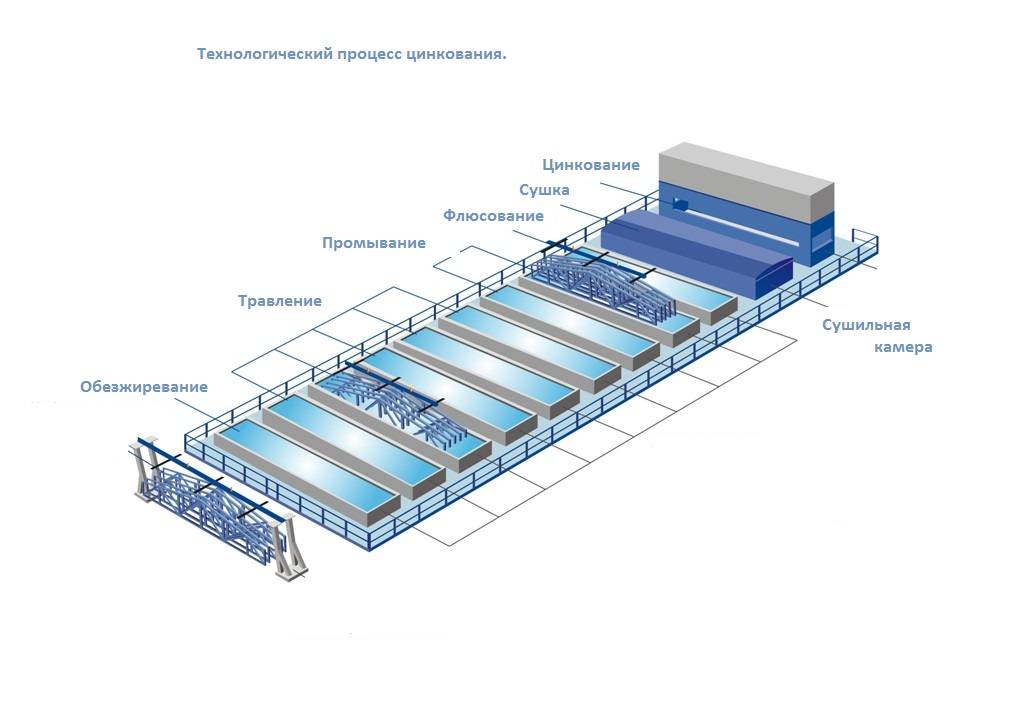
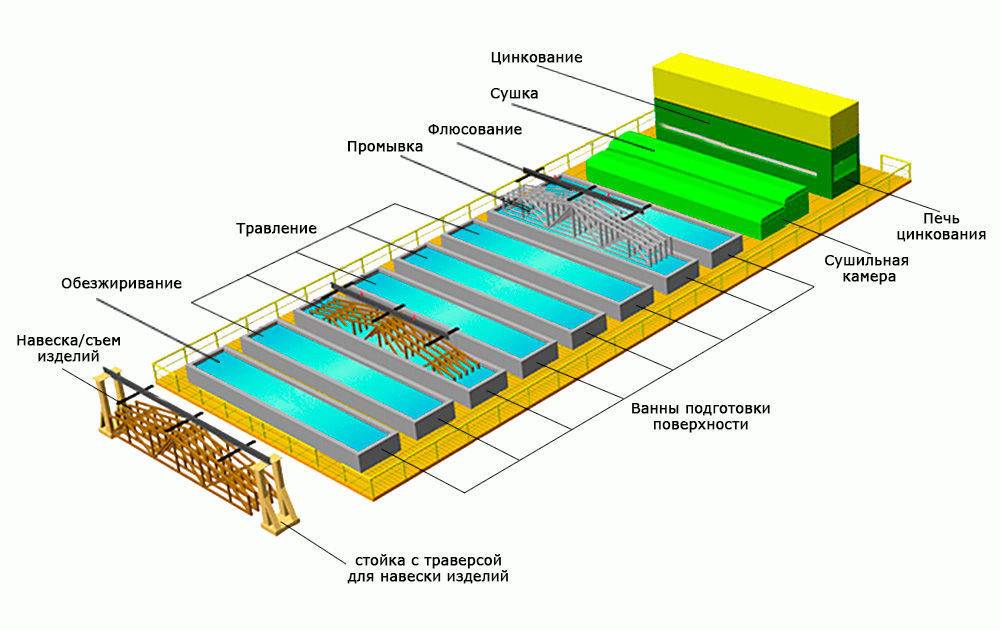
Цинкование горячим способом проводится в следующей последовательности
Обезжиривание
Процедура удаляет с поверхности деталей загрязнения (например, масла). Проводится при температуре от 60°C до 80°C с применением обезжиривающих реагентов, выбор которых определяется в зависимости от вида загрязнения. Обезжиривание исключает расслоение цинкового покрытия после его нанесения.
Травление
Очистка поверхностей изделий путем удаления с них ржавчины (при хранении в недопустимых условиях) или окалины (образуется после горячей обработки). Операция проводится в температурном режиме от 20°C до 25°C с применением соляной кислоты в концентрации 120 – 210 г/л.
Благодаря этому обеспечивается высокая растворимость хлоридов железа. Чтобы предупредить водородное насыщение и добиться удаления с поверхности только гидроксилов и окислов, раствор соляной кислоты рекомендуется дополнять ингибиторами.
Чтобы нейтрализовать остаточные следы кислоты, а также для удаления солей, требуется повторная промывка деталей. Применение сразу нескольких промывочных ванн оптимизирует процесс промывки и одновременно сократить расход воды.
Флюсование
Это заключительный процесс подготовки поверхности деталей, на которых при промывке могли вновь появиться оксиды железа. Флюсование предупреждает последующее окисление металла за счет образования на поверхности пассивированной пленки флюса, а также гарантирует высокую степень смачиваемости расплавленным цинком.
Обработка проводится при температуре 60°C с использованием концентрированного раствора флюса 400 – 600 г/л, состав которого включает хлорид аммония и хлорид цинка.
Очистка выполняется с добавлением перекиси водорода, которая постоянно осаждает соли трехвалентного железа на дно ванны. Впоследствии осадок поступает в систему отстаивания и фильтрации.
Предварительный нагрев и сушка
На данном этапе с поверхности изделий удаляются остатки влаги, что позволяет исключить выплескивание цинка парами воды при обработке пустотелых элементов в момент погружения деталей в печь и их деформации.
Операция способствует нагреву металла до 100°C, увеличивая эффективность печи, экономит энергию и снижает себестоимость цинкования.
Поскольку сушка занимает больше времени, нежели горячее оцинкование металла, целесообразно в сушильной печи предусмотреть минимум 2 камеры.
Цинкование
Цинковый сплав наносят на поверхность металла при температуре от 445°C до 460°C, что уменьшает появление оксидов, штейна и других образований. Вытяжка отходящих газов происходит благодаря системе аспирации и фильтрации.
Преимущества горячего цинкования
При горячем цинковании металлоконструкций поверхность металлического изделия покрываются слоем цинка, и по популярности метод уступает лишь гальванической технологии. По стоимости выполнения и долговечности формируемых покрытий этот способ превосходит электрохимический.
Метод предполагает нанесение на поверхность металлоизделия слоя цинка толщиной 40−65 мкм. Это покрытие обеспечивает барьерную и электрохимическую защиту от коррозии. Главным образом цинкуется сталь.
Горячая оцинковка, в сравнении с другими технологиями, отличается оптимальным сочетанием стоимости процесса и обеспечения высоких защитных свойств слоя цинка. Обработанное изделие даже в очень неблагоприятных условиях может прослужить 65−70 лет, сохраняя эти свойства.
Плюсы метода следующие:
- Данная технология применяется даже для обработки изделий сложной геометрической формы. В частности, так обрабатываются трубы.
- Поврежденные механическим воздействием участки цинкового покрытия могут восстанавливаться сами без постороннего вмешательства.
- Устойчивость покрытия при взаимодействии с жидкими средами в 6 раз выше, чем в случае с другими методами оцинковки. Поэтому к данной технологии прибегают при обработке труб и емкостей.
- Эффективно устраняются многие дефекты: поры, раковины и пр.
- Эксплуатация труб и метизов, покрытых цинком по этой технологии, требует минимум финансовых затрат. Поверхности не требуется регулярная окраска, так как уже имеется защита от негативного воздействия внешней среды. Это весьма актуально для труб, эксплуатирующихся в труднодоступных местах (под землей, в стенах).
Требования к надежности покрытия и контролю основного металла
Проверке подлежат 2 – 5% продукции из партии, но не меньше 3-х единиц. Контролю продукции единичного производства подлежат все изделия. Перед нанесением защитного покрытия указанные изделия проходят проверку на предмет соответствия нормам, которые предъявляются к конструкции и качеству поверхности основного металла.
Полуфабрикаты (трубный прокат, проволока и т.д.) подлежат входному контролю, предполагающему проверку деталей на соответствие нормам, которые предъявляются к конструкциям и качеству поверхности основного металла, а также требованиям, которые регламентируют нормативно-технические документы на поставку.
После нанесения проводится проверка цинкового покрытия по нескольким параметрам таким, как толщина, внешний вид и прочность сцепления. Проверке подлежат все партии товара (под партией понимают единицу груза, который включает одно и более единиц с идентичными параметрами, которые относятся к одному заказу). При этом контролю подлежат изделия, на которые слой цинка нанесли в течение одной рабочей смены с погружением в одну и ту же ванну.
Контроль прочности сцепления и толщины покрытия выполняется в отношении следующего металлопроката:
- Сварные механизмы в объеме до 5% от партии, но не меньше 1 единицы;
- Части стальных деталей в объеме до 1% от партии, но не меньше 2 единиц;
- Крепежные элементы с резьбой в объеме до 0.5% от партии, но не меньше 3 единиц.
Для проведения проверок используются методы статистического контроля горячего цинкования по ГОСТ 18242. В России действуют следующие стандарты ГОСТ Р 50779.71-99 и ГОСТ Р ИСО 2859-1-2007.










Проверку толщины оцинкованного покрытия по металлографической методике контроля разрешено выполнять только на одном изделии из партии.
Конструкции, на которых проверка выполнялась с применением разрушающих методов, допускается представлять к приемке по завершению работ по восстановлению покрытия.
Проверке внешнего вида оцинкованного покрытия подлежат все 100% изделий.
Контроль толщины покрытия
Проверка этого параметра осуществляется до проведения дополнительной обработки покрытия (использование консервационных смазок, хроматирование, др.). Для проведения неразрушающего контроля используются специальные измерительные приборы, в которых допустимая доля погрешности не превышает ±10%.
Контроль толщины слоя проводится только на поверхностях без резьбы и накатки на расстоянии минимум 5 мм от углов, ребер, соединительных участков и отверстий. Проверка толщины покрытия на элементах и узлах с резьбовым соединением для крепежа осуществляется на торцах гаек и головках болтов.
Если результаты проверки были неудовлетворительными, согласно требованиям ГОСТ, проводится повторный контроль указанных параметров. При этом тестированию подлежит удвоенное количество изделий. Если повторный контроль также дал отрицательные результаты, браком считается вся партия деталей.
Проверка содержимого ванны при проведении горячего цинкования выполняется по требованию клиента. Процедура проводится до извлечения деталей из ванны.
Зачем нужно цинкование
Покрытие цинком или цинкование — популярный способ защиты стали от коррозии. Наряду с иными анодными покрытиями (никелем, хромом) метод наиболее часто применяется для нанесения на:
- конструкции из железа, иных металлов,
- опоры ЛЭП,
- оборудование на судах, в портах,
- дорожные ограждения.
Оцинковка используется в автомобильной промышленности: при помощи тонкого слоя цинка производят защиту деталей мото-, автотехники, кузова легкового автомобиля. Применяется цинкование и в нефтедобывающей, газодобывающей промышленности — для обработки труб, в том числе самых крупных трубопроводов. Технология используется в производстве метизов, проволоки, сетки, батареек, закладных, арматуры, металлопроката, прочих стальных изделий.
Коррозия меняет структуру металла, приводит его в непригодность. Созданная цинковая серебристо-белая пленка работает не только на поверхности, а и насыщает верхние слои металла, что усиливает антикоррозионную защиту.
Особенности и преимущества
Смысл проведения цинкования заключается в создании так называемой гальванической пары со сталью или иным основным металлом. У цинка высокая степень отрицательного заряда (у стали намного ниже). При воздействии агрессивной среды на поверхностный слой цинка химические реакции практически исключены — изделие оказывается надежно защищенным от повреждения.
Эффективная защита металлоконструкций и деталей сохраняется, пока толщина слоя цинка достаточная. После истончения оцинковки результативность покрытия снижается, так как на месте покрытия формируется слой гидроксида цинка, а его протективные свойства низкие.

Основное свойство цинкового слоя — барьерная защита металлических изделий. Но оцинковывать детали рекомендуется и ради электрохимической протекции, для улучшения внешнего вида конструкций. Метод цинкования имеет преимущества и недостатки.
Достоинства технологии:
- возможность провести процесс в домашних условиях,
- низкая стоимость цинка,
- возрастание прочности изделия,
- стойкость к перепадам температур, действию химии, физическим факторам,
- повышение срока службы конструкции,
- неподверженность окислению.
К минусам относится необходимость наличия специального оборудования, приспособления для проведения цинкования. При цинковании поверхности своими руками нельзя в будущем подвергать ее механической обработке — слой цинка будет стираться.

Цинкование металла своими руками
Методы цинкования в своем большинстве — это производственные способы, требующие промышленного оборудования и специальной обработки металла.
Некоторые из них доступны умельцам в мастерских. Чаще всего говорят о «гаражном цинковании, поскольку именно они нуждаются в восстановлении деталей и узлов автомобилей.
Наиболее доступный метод – холодная оцинковка.
Существует возможность гальванической обработки деталей. Она позволяет формировать на поверхности изделий узоры и декоративные элементы.
Гальваническое цинкование своими руками
Для работы с таким методом необходим электролит. Это может быть хлорид цинка (ZnCl), соляная кислота (HCl), Сульфат цинка (ZnSo4)
Составы требуют максимума осторожности, химические компоненты имеют тенденцию взрываться или вступать в непредвиденные реакции
Цинковый состав предполагает добычу цинка из солевых батареек, металлических оцинкованных предметов, предохранителях советского производства, или покупку на авто- или радиорынке.
Как работать:
Ванной может стать пластиковая или стеклянная ёмкость.
Анод – пластина из цинка с подведенным плюсовым зарядом.
Обрабатываемая деталь играет роль катода. Она должна быть подготовлена – очищена, обезжирена, активирована. Её располагают равноудаленно от анода.
Источник питания- аккумулятор, блок питания
Предосторожность заключается в том, чтобы не допускать активного кипения. При спокойном процесс длительная гальванизация обеспечит толстый защитный слой цинка.
Холодное цинкование своими руками
Для работы методом холодной оцинковки пригодятся:
- Шлифовальная машинка или металлическая щетка.
- Растворитель.
- Строительный миксер или дрель с насадкой
- Инструмент для покрытия: краскопульт, кисть или что-то подобное.
- Состав для цинкования.
- Защитный костюм.
Последовательность работы:
- Очистка поверхности или удаление прежнего покрытия механически или химическим способом, удаление пыли сжатым воздухом. Обезжиривание.
- Рабочий состав готовят к работе: перемешивают, при необходимости разбавляют.
- Нанесение состава на открытом воздухе в несколько слоев, давая высохнуть в течение 1-2 часов.
- Когда покрытие высохнет окончательно можно наносить финишную краску, лак или эмаль.
Ряд препаратов для холодного цинкования продается в соответствующих магазинах.
Часть из них устойчива к нефтепродуктам, растворителям, агрессивным средам.
Некоторые варианты специально «заточены» на защиту автодеталей от коррозии, другие направлены на повышение защиты легированной стали.
При выборе обращают внимание на диапазон температур и прочностные свойства
- ЗАЩИТНЫЕ ЦИНКОВЫЕ ПОКРЫТИЯ: СОПОСТАВИТЕЛЬНЫЙ АНАЛИЗ СВОЙСТВ, РАЦИОНАЛЬНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ. Е. Проскуркин ГП «НИТИ», Украина журнал «Национальная металлургия» сентябрь, октябрь 2005 г.
- Ф.Ф. Ажогин и гр. авторов. Гальванотехника; Спр. издание / Под редакцией А.М. Гринберга. — Москва: Металлургия, 1987.
- Хасуй А. Техника напыления. Перевод с японского Масленникова С. Л.. М. Изд-во Машиностроение. 1975 г.
- Статья на Википедии про цинкование
Методы цинкования металла
Перед описанием распространённых в современной промышленности технологий цинкования предлагаем рассмотреть общие различия между ними
Это важно, поскольку выбранный метод существенно влияет в той или иной степени на получаемый результат. На практике это означает, что в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки. В целом, методы цинкования отличаются между собой следующими свойствами:
В целом, методы цинкования отличаются между собой следующими свойствами:
- Толщина защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
- Равномерность толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, опоре ЛЭП всё равно, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих прецизионные отверстия, резьбу, фаски и прочее — равномерность слоя цинка крайне важна.
- Прочность удержания защитного покрытия на металле — сильно зависит от того, каким методом было выполнено цинкование. Например, при рассмотренном далее горячем и термодиффузионном цинковании цинк не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
- Внешний вид оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
- Стойкость к механическим повреждениям — чем она выше, тем дольше продержится защита на изделиях, подвергающихся тем или иным физическим нагрузкам.
- Способность к самовосстановлению — по большей части зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
- Коррозионная устойчивость — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.
В зависимости от применяемой технологии цинкования меняются эти свойства, а также сложность технологического процесса, доступные объёмы и скорость обработки, себестоимость процесса и, в конце концов, его целесообразность. По сути, всё рассмотренное и перечисленное выше — является наглядными критериями сравнения методов цинкования.






В современной промышленности наибольшей распространённостью отличаются следующие пять технологий цинкования:
- Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
- Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
- Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
- Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
- Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Теперь рассмотрим эти методы цинкования более детально. В частности, «заглянем» внутрь технологического процесса, сравним по вышеописанным свойствам, приведём преимущества, особенности и недостатки.
МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида Внешний вид покрытий контролируют визуальным осмотром невооруженным глазом при освещенности не менее 300 лк на расстоянии 25 см от контролируемой поверхности.
4.2. Контроль толщины покрытия
4.2.1. Магнитный метод Метод основан на регистрации изменения магнитного сопротивления в зависимости от толщины покрытия. В качестве измерительных приборов используют магнитные толщиномеры. За результат измерения толщины покрытия принимают средне арифметическое значение не менее пяти измерений у краев и в середине контролируемой поверхности одного изделия. Относительная погрешность метода — ±10%.
4.2.2. Металлографический метод (арбитражный) Метод основан на измерении толщины покрытия на поперечном шлифе с применением металлографических микроскопов различных типов. Образец для изготовления шлифа вырезают из оцинкованного изделия. Толщину цинкового покрытия измеряют на шлифе в трех и более точках, равномерно распределенных на линейном участке длиной около 1 см. За результат принимают среднеарифметическое значение результатов всех измерений. Относительная погрешность метода — ±10%.
4.2.3. Среднюю толщину покрытия () в микрометрах определяют неразрушающими методами или гравиметрическим методом по разности масс образца до и после получения или до и после снятия покрытия по ГОСТ 9.302. Для снятия покрытия применяют раствор: 3,2 г хлористой сурьмы или 2 г трехокиси сурьмы растворяют в 500 см соляной кислоты, плотностью 1,19 г/см, ч.д.а., по ГОСТ 3118 в мерной колбе вместимостью 1 дм и доводят до метки дистиллированной водой по ГОСТ 6709. Относительная погрешность гравиметрического метода — ±10%.
4.3. Контроль химического состава цинкового расплава — по ГОСТ 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5. Массовая доля цинка в рабочем объеме ванны должна быть не менее 98%.
4.4. Контроль прочности сцепления покрытий
4.4.1. Метод нанесения сетки царапин (при толщине покрытий до 50 мкм)
На очищенной поверхности контролируемого покрытия инструментом со стальным острием под углом 30° (твердость металла острия должна быть выше твердости покрытия) наносят по четыре-шесть параллельных линий глубиной до основного металла на расстоянии от 2,0 до 3,0 мм друг от друга и перпендикулярно к ним. Линии проводят в одном направлении. Прочность сцепления удовлетворительна, если на контролируемой поверхности не наблюдается отслаивание покрытия.
4.4.2. Метод крацевания Для метода крацевания применяют стальные и латунные щетки диаметром проволоки 0,1-0,3 мм и скоростью вращения щеток — 1500-2800 мин. Поверхность покрытия крацуют не менее 15 с. После крацевания на контролируемой поверхности не должно наблюдаться вздутия или отслаивания покрытия.
4.4.3. Метод нагрева При применении метода нагрева детали с покрытием или образцы-свидетели нагревают до (190±10) °С, выдерживают при данной температуре в течение 1 ч и охлаждают на воздухе. На контролируемой поверхности не допускаются вздутия или отслаивания покрытия.
4.4.4. Метод удара поворотным молотком Плоскую поверхность изделия с толщиной основного металла не менее 3 мм очищают от пыли, механических загрязнений и обезжиривают органическими растворителями. На плоскую поверхность изделия устанавливают поворотный молоток массой 212,5 г таким образом, чтобы головка молотка вертикально падала на горизонтальную поверхность изделия. Производят не менее двух ударов молотком так, чтобы расстояние между параллельными отпечатками составляло 6 мм, а расстояние от края отпечатка до края изделия составило не менее 13 мм. Схема поворотного молотка приведена в приложении.
Это интересно: Хромирование деталей (гальваническое, электролитическое) — технология, оборудование
Процесс холодной оцинковки
Холодное цинкование позволяет получить прочный слой на металлической поверхности, обладающий высокими эксплуатационными характеристиками. Стоит отметить тот факт, что в данном случае не требуется применение специализированного оборудования, что позволяет осуществить цинкование своими руками в домашних условиях и значительно сэкономить в цене.
Принцип методики заключается в нанесении специальной цинкосодержащей смеси на обрабатываемое изделие. Полученный защитный слой содержит 89-93% цинка. Отличие от горячей технологии заключается в невозможности использования холодного метода для изделий, предназначенных для заземления.
Плюсы и минусы очевидны, к холодному оцинкованию прибегают в случаях, когда обеспечение защиты от коррозийных процессов невозможно по другим технологиям.
Услуги по обработке стали горячим цинкованием, как правило, заказываются совместно с работами по производству деталей. Это помогает значительно сэкономить в цене. Занятие вакансии технолога требует специального образования и дополнительной подготовки. Работы выполняются на современном оборудовании, с применением новейших технологий, что обеспечивает высокое качество и долговечность продукции.
Republished by Blog Post Promoter





