

Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом – 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом – 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии
В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки
Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Расход кислорода и пропана на резку металла
Поэтому мы начнем нашу статью с описания способов резки.
Технологии резки металлов
На сегодняшний день в промышленности используются три типовых технологии термического разделения металлических заготовок:
- Кислородная резка.
- Плазменная резка.
- Лазерная резка.
Первая технология – кислородная резка – используется при разделении заготовок из углеродистой и низколегированной стали. Кроме того, кислородным резаком можно подравнять края кромок уже отрезанных заготовок, подготовить зону раздела стыка перед сваркой и «подчистить» поверхность литой детали. Расход рабочих газов, в данном случае, определяется тратой и топлива (горючего газа), и окислителя (кислорода).
Вторая технология – плазменная резка – используется при разделении сталей всех типов (от конструкционных до высоколегированных), цветных металлов и их сплавов. Для плазменного резака нет недоступных материалов – он режет даже самые тугоплавкие металлы.
Третья технология – лазерная резка – используется для разделения тонколистовых заготовок. Соответственно, объемы расходуемых газов, в данном случае, будут существенно меньше, чем у кислородной и плазменной резки, которые рассчитаны на работу с крупными, толстостенными заготовками.
Нормы расчета горючих газов и окислителя
Нормы расхода пропана и кислорода или ацетилена и кислорода или только окислителя рассчитываются следующим образом:
- Норматив расхода топлива или окислителя на погонный метр разреза (H) умножается на длину разделочного шва (L).
- После этого к полученной сумме прибавляют произведение все того же норматива расхода (H) на коэффициент потерь (k), связанных с продувкой и настройкой резака.
В итоге, расход кислорода при сварке (или расход горючего газа) считается по формуле:
Причем коэффициент k принимают равным 1,1 (для мелкосерийного производства или штучной резки, когда требуется часто включать и выключать резак) или 1,05 (для крупносерийного производства, когда резак работает почти без перерывов).
Определение норматива расхода газов
Согласно общим рекомендациям нормированный расход равняется частному от допустимого расхода разделяющего аппарата (p) (кислородного, плазменного или лазерного резака) и скорости резания металла (V).
То есть формула, по которой рассчитывается нормированный расход кислорода на резку металла (Н), а равно и любого другого газа, участвующего в процессе термического разделения, выглядит следующим образом:
Искомый результат подставляют в первую формулу и получают конкретное значение расходуемого объема.
Определение значения допустимого расхода и скорости резания
Используемые во второй формуле операнды p
(допустимый расход) иV (скорость резания) зависят от множества факторов.
В частности значение допустимого расхода определяется паспортными данными сварочного аппарата. По сути p
равно максимальной пропускной способности форсунки резака в рабочем режиме.
А вот скорость резания – V
– определяется исходя из глубины шва, ширины режущей струи окислителя или плазмы, типа разделяемого материала и целой серии косвенных параметров.
В итоге, значение допустимого расхода извлекают из паспорта «резака», а скорость резания находят в справочниках, которые содержат специальные таблицы или диаграммы, связывающие все вводные данные.
И согласно справочным данным допустимый расход кислорода равняется 0,6-25 кубическим метрам в час. А максимальная скорость резания – 5-420 м/час. Причем для лазерной резки характерен минимальный расход (0,6 м3/час) и максимальная скорость (420 м/час): ведь такой резак разделит только 20-миллиметровую заготовку.
А вот плазменный резак «сжигает» до 25 м3/час кислорода и 1,2 м3/час ацетилена. При этом он разделяет даже 30-сантиметровые заготовки, делая разрез на скорости в 5 метров в час.










Словом, в таких расчетах все относительно: чем больше скорость, тем меньше глубина и чем больше расход, тем меньше скорость.
Виды резки металла газом
Газы для кислородно-газовой резки.
Резка металла газом подразделяется на разделительную, поверхностную и ударную.
Разделительная резка. Когда выполняется резка металла пропаном и кислородом, он полностью разделяется при нагревании смесью газов и сгорает, образующиеся окислы выдуваются режущим кислородом. Находит свое применение при обработке форматного металла и металлопроката, изготовлении заготовок.
Поверхностная резка. Применяется при необходимости удалить часть металла, например, изготовить канавку, убрать поверхностные дефекты т. д.
Для того чтобы сделать отверстие в металле, применяется ударная резка кислородным копьем. Толстостенные трубки из низкоуглеродистой стали нагревают до температуры воспламенения металла, затем включают подачу кислорода. От контакта с нагретым рабочим концом трубки он воспламеняется, затем трубку вдавливают в металл, и появляется отверстие. Если нужно прожечь отверстие большой толщины, подразумевается, что нужно так закрепить заготовку, чтобы облегчить удаление шлаков.
Выполнить газовую резку металлов можно ручным, автоматическим и полуавтоматическим способами.
Ручная газовая сварка и резка металлов подразумевает применение одного и того же оборудования для выполнения работ, хотя при этом кислородно-пропановая сварка не получила широкого применения, т.к. при смешивании с кислородом наибольшую температуру сварочного пламени дает другой газ – ацетилен. Горелку заменяют на резак, газ берется из баллонов, в которых он находится в сжиженном виде. Используется этот способ, как правило, на небольших предприятиях или в частном порядке и предполагает небольшой расход газа.
Резка металла кислородом и пропаном
При возникновении необходимости работы с толстослойным металлом используется газовый резак. Он осуществляет разрез металлического листа с помощью горячей пламенной струи. Она формируется благодаря смешению двух газов – это пропан и кислород.
Кислородно-пропановым резаком невозможно осуществить резку высокоуглеродистых металлов, меди и ее сплавов, алюминия. Спектр материалов, поддающихся воздействию, ограничен низкоуглеродистыми сталями марки от 08 до 20Г по ГОСТу (1050-60) и среднеуглеродистым – от 30 до 50Г2 (ГОСТ 1050-60).
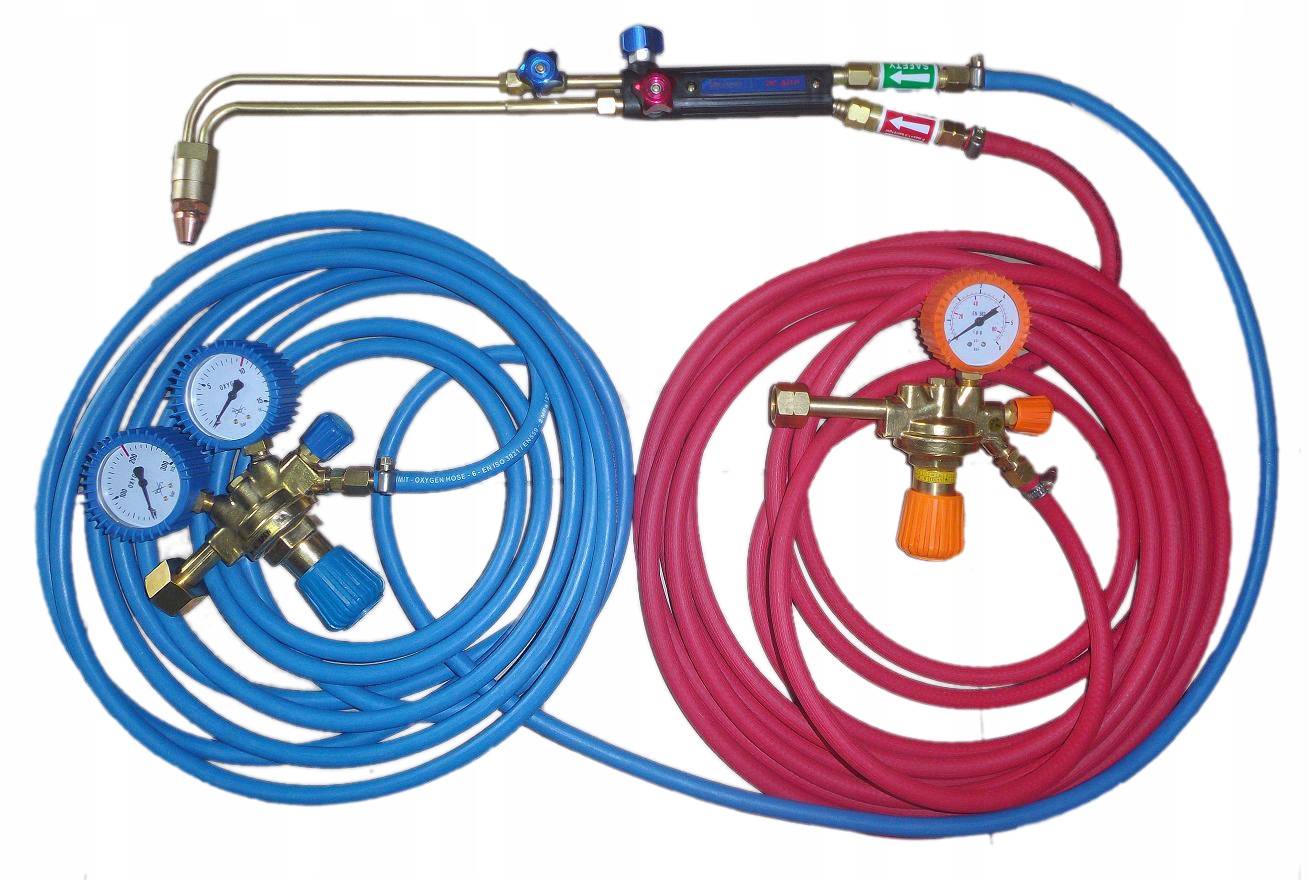
Для работы необходимо иметь
- кислородные шланги высокого давления
- баллоны с пропаном и кислородом
- мундштук
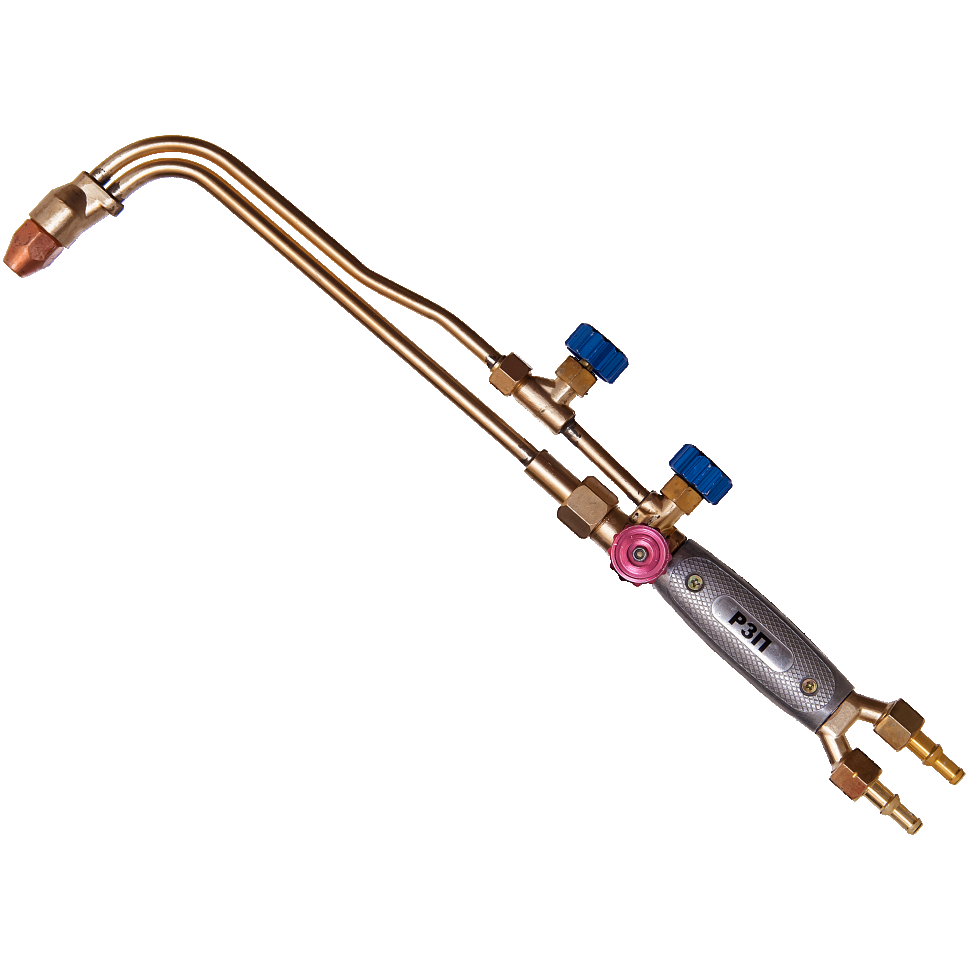
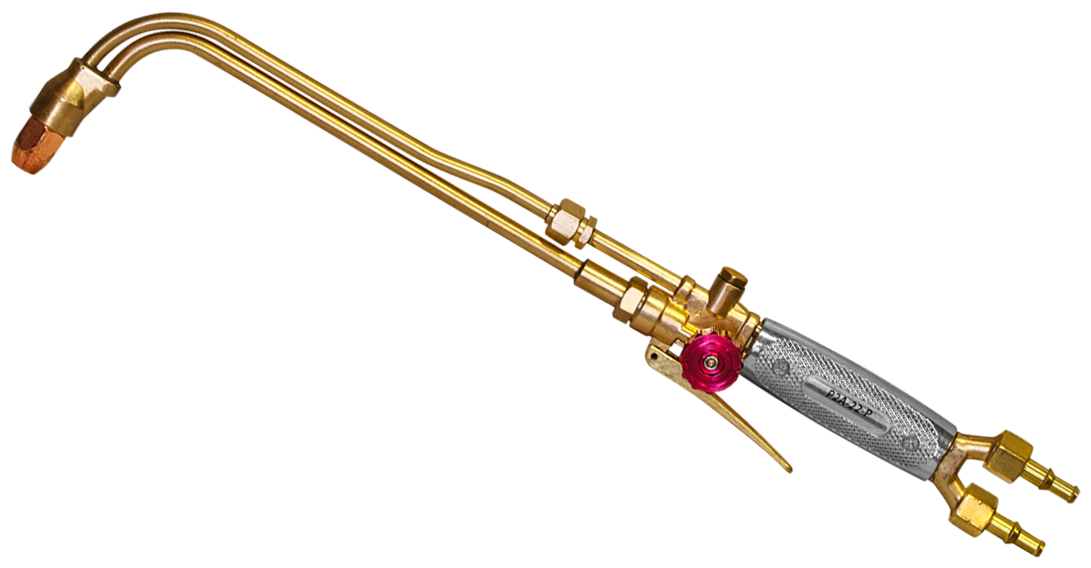
- резак
Все детали газового оборудования стандартные и при поломке могут быть заменены.
Подготовка к работе
Перед началом работ необходимо убедится в безопасности: на одежде, полу, окружающих поверхностях должны отсутствовать следы масла и прочие легковоспламеняющиеся вещества. Далее следует осмотреть газовое оборудование на предмет полной комплектации и исправности. Следующие шаги помогут привести оборудование в режим готовности:
Продуйте все шланги высокого давления газом для удаления пыли и грязи, прежде чем начнете подсоединять их. Проверьте подсос в каналах резака. Прикрепите с помощью ниппеля и гайки кислородный шланг к штуцеру с правой резьбой. Пропановый шланг прикрепите к левому штуцеру;
Проверьте, нет ли утечки газов в разъемных соединениях;
Проверьте исправность манометров
Обратите внимание на герметичность газовых редукторов.
Начало работы
- Закройте все вентили резака и выставьте на редукторах рабочие атмосферы: на кислородном – 5, на газовом – 0,5.
- Откройте пропановый баллон на четверть и подожгите.
- Уприте сопло резака под наклоном в металлическую поверхность и плавно откройте регулирующий кислород.
- Переходите к процессу регулировки пламени: поочередно открывайте кислород и газ, пока пламя не приобретет синий цвет и у него не появиться коронка.
- Силу пламени выбирайте исходя из толщины металла.
Процесс резки
- Начинайте резку металла с той точки, от которой должен пойти разрез.
- Разогрейте эту точку до температуры возгорания металла (1000-1300 C). Когда металл воспламенится (поверхность при этом будет выглядеть мокрой) откройте вентиль режущего кислорода и пустите узконаправленную струю.
- Плавно ведите резак кислородный по линии разреза, под углом 84-85° в противоположную сторону от резки. Если толщина метала больше 95 мм, сделайте отклонение на 7-10°.
- После того, как линия разреза достигла 15-20 мм, измените угол наклона на 20-30°.
Если в процессе выполнения работы у вас оборвался кислородный шланг – не паникуйте. Закройте подачу пропана, а затем оба баллона. Исчезнувшее в процессе регулировки пламя нужно разжечь повторно, предварительно закрыв вентили резака.
Техника безопасности при резке и сварке
Разработанные четкие правила техники безопасности позволили сделать процесс контролируемым, жизнь и здоровье резчиков и окружающих стала вне опасности:
- Использование специальной маски с светофильтрами, респиратора и защитного костюма.
- Допуск к работам лиц, достигших возраста 18 лет и прошедших специальный курс по газовому делу, имеющие удостоверение с отметкой на проведение данного вида работ.
- Обмыливание на плотность всех соединений аппаратуры, трубопроводов и арматуры для предотвращения утечки газа.
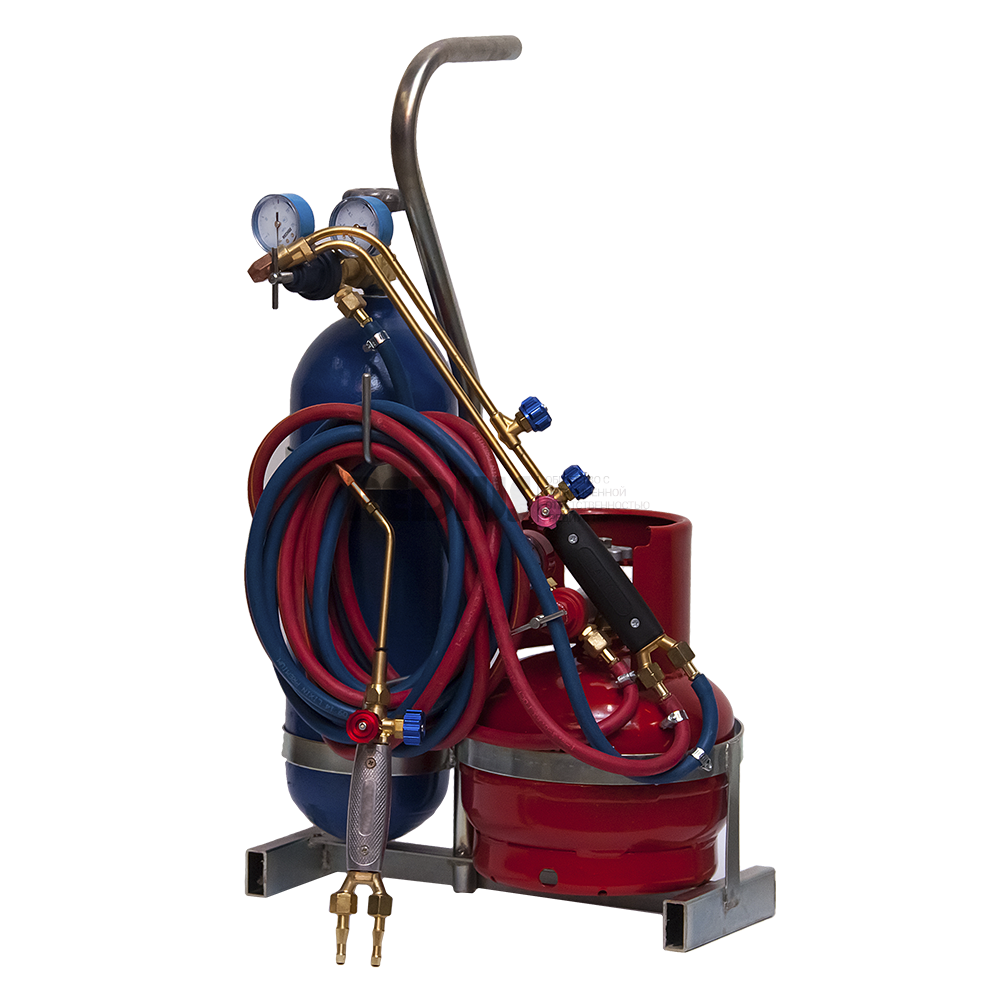
- Использование специальных тележек и носилок для перемещения отдельных баллонов. Отсутствие ударение баллонов друг о друга при транспортировке.
- Не допускается попадание на кислородный редуктор, вентиль или шланг сжиженного газа, жиров, масла.
- Запрещается открывание замасленными руками редуктора и вентиля кислородного баллона.
- Перед началом работ необходимо выпускать через резак смесь газа и воздуха, образующуюся в шланге. Таким образом предотвращаем появление обратного удара в шланг и редуктор.
- Прогрев металла только сжиженным газом без кислорода строго запрещается.
Виды сварочного пламени
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано ниже на рисунке. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «наглаз» по форме и цвету
Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода,подаваемых в зону горения
В качестве примера рассмотрим строение ацетилен-кислородное пламя.

Составляющие ацетилен-кислородного пламени: 1-ядро; 2-восстановительная зона; 3-факел пламени
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным,науглероженным и окислительным.
Нормальный (восстановительный) вид сварочного пламени
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С2Н2+ О2 = 2СО+ Н2.
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр ядра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью выхода газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны.
Восстановительная зона газового пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероживающий вид сварочного пламени
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглероживая его. Обычно науглероженное пламя применяют для сварки алюминия и наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром.Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.





Окислительный вид сварочного пламени
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен :кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне.
Достоинства и недостатки
К основным достоинствам любой газосварки (включая сварку пропаном и кислородом) относятся следующие моменты:
- независимость от стационарного или передвижного источника питающего тока, требующего для своей работы централизованного энергоснабжения. Газосваркой с использованием пропана пользуются обычно при проведении монтажных работ на сельских объектах и удаленных площадках, лишённых постоянного энергообеспечения;
- грамотное применение методов сварки пропаном и соблюдение всех предписанных нормативами температурных режимов позволяет получать качественный шов и избежать образования прожогов;
- оборудование для газосварки (сам резак или пропановая горелка, подводящие шланги и баллоны с газом, размещаемые на тележке) достаточно мобильны и удобны для местных перемещений и дальней транспортировки.
Недостатком метода обработки металлических заготовок пропаном является низкая производительность монтажных работ, большие затраты времени на высокоточное сваривание и необходимость в навыках проведения этих операций. К этому следует добавить повышенный расход материала, а также опасность высокотемпературного режима, захватывающего большие участки зоны сварки.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация

- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Влияние легирующих элементов на разрезаемость стали при кислородной резке
Обычно наличие легирующих элементов затрудняет процесс кислородной резки. Эти компоненты влияют на работу по-разному:
- кремний (Si), если его содержание ниже 4 %, затрудняет процесс;
- марганец (Mn), если его содержание выше 4 %, затрудняет процесс;
- хром (Cr), если его содержание выше 5 %, затрудняет процесс, вызывает самозакалку кромок, уменьшает антикоррозийную стойкость материала;
- никель (Ni), если его содержание выше 7 %, затрудняет процесс, вызывает образование трещин на кромках;
- титан (Ti) хорошо влияет на разрезаемость;
- вольфрам (W), если его содержание выше 10 %, затрудняет процесс, повышает хрупкость и твердость стали.
Резка металла газом

Резка металла газом в Санкт-Петербурге
Резка металла газом уже на протяжении многих лет считается одним из самых популярных методов обработки металлов. Газ, применяемый при резке металла, состоит из кислорода и пропана.
Такой метод обработки ещё называют кислородно-пропановым резаком. В отличии от резки сваркой, такой метод работы не требует от человека особых навыков и если купить оборудование, то можно самостоятельно заниматься обработкой металла.
Плюсы и минусы резки металла газом
По сравнению с другими способами обработки металла, можно выделить ряд следующих плюсов:
- Возможность использовать газовую резку в тех случаях, когда нужно обработать очень толстый металл или провести обработку по специальному шаблону с узором или кривыми линиями, где применение фрез невозможно.
- Газовый резак имеет незначительный вес и размер, что позволяет брать его с собой и применять по мере необходимости. Стоит отметить, что даже по сравнению с бензиновыми резаками резка по металлу газом более удобна в использовании.
- Скорость обработки металла при помощи газа в два раза быстрее всего альтернативных способ резки.
- Экономия. Стоимость пропана значительно ниже, чем бензина. Использования пропана в внушительных объемах значительно экономит денежные ресурсы в сравнении с аналогами.
К минусам можно отнести низкое качество кромки среза и определённый набор металлов для обработки.
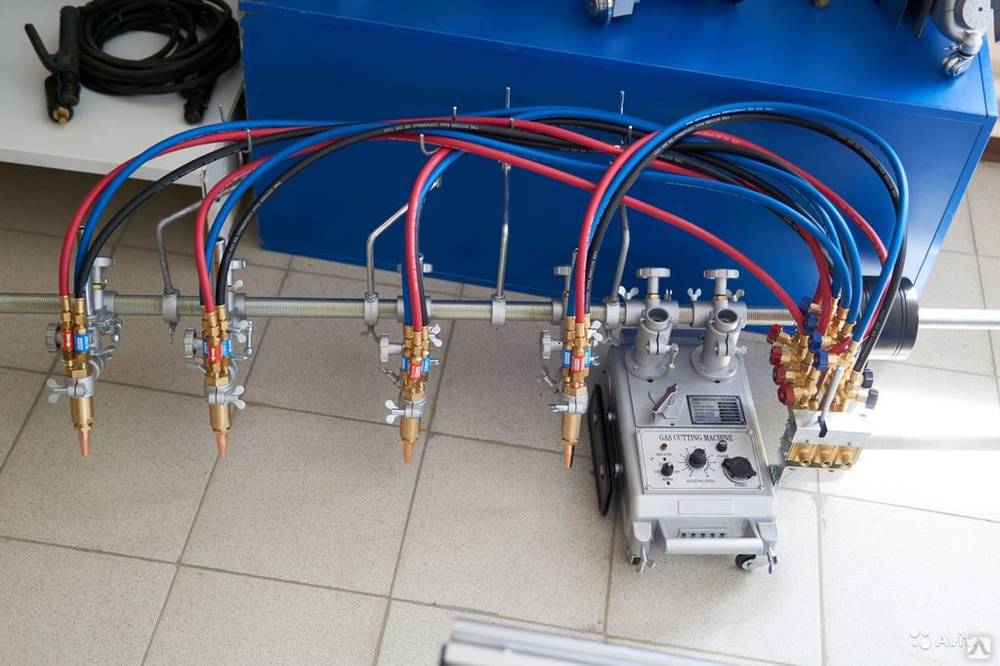
Используемый инструмент
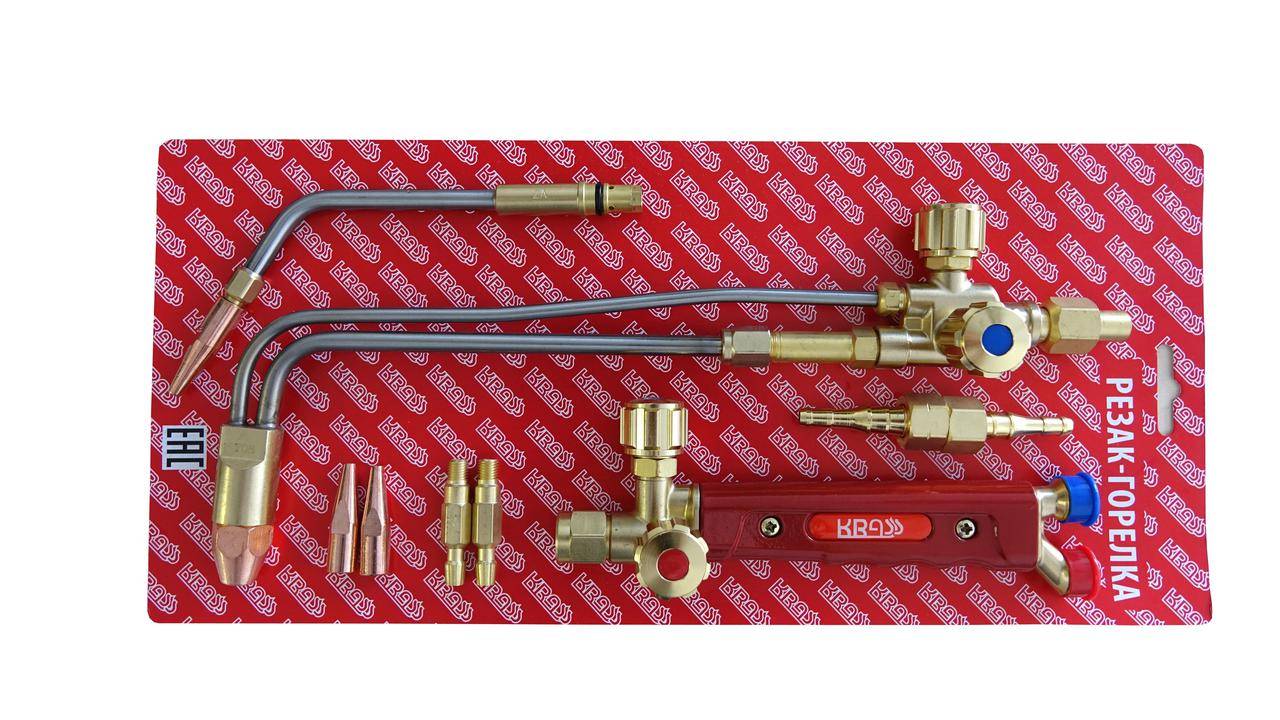
При обработке металла газом положено иметь следующий набор инструментов:
- баллон пропана;
- баллон кислорода;
- кислородные шланги;
- резак;
- мундштук.
Важно отметить, что на баллонах с кислородом и пропаном в обязательно порядке должны быть установлены редукторы, при помощи которых нужно будет управлять подачей газа. Устройства газовых инструментов от разных фирм имеют аналогичную конструкцию
В устройстве, помимо редукторов будет установлено три крана: два для пропана и кислорода, а один для регулирующего резака.
При обработке газом в оборудовании смешивается кислород с пропаном, образуя пропаново-кислородную смесь, которая в дальнейшем трансформируется в язык пламени способный разрезать металл.
Большинство деталей газового резака являются сменными и их, в случае поломки, можно заказать и заменить, поэтому такой инструмент можно считать вечным.
Как выбрать газовый резак
Прежде чем приступать к покупке резака, стоит понимать, для обработки металла какой ширины он вам нужен. Если вы собираетесь резать металл толщиной до 100 мм, то это будет резак типа R1, если до 200мм, то это R2, а если до 300 мм – R3.
Необходимо также осмотреть мундштук резака, который, по всех нормам и стандартам, должен быть изготовлен из хромистой бронзы или металла с аналогичными физико-химическими свойствами, например — медь.
Трубки резаков могут быть изготовлены из следующих материалов:
- нержавеющая сталь;
- латунь;
- медь.
Важно отметить, что при покупке резака очень важно, чтобы на трубке резака не было краски, которая может скрывать дефекты пайки или металла. Краска если и есть, то она должна носить исключительно декоративный характер
Специальное предложение на оцинкованные полосы, оцинкованные прутки (круги) и оцинкованный уголок
Подробная информация о предложении >>
Специальное предложение на полосу латунную Л63 2х20х2700 полутвёрдую
Подробная информация о предложении >>
Подробная информация о предложении >>
специальное предложение на трубы насосно-компрессорные и обсадные (или трубы для бурения с резьбой)
Подробная информация о предложении >>
специальное предложение на электросварные и бесшовные трубы б/у
Подробная информация о предложении >>
специальное предложение на нержавеющий лист 50х1500х6000
Принцип функционирования и разновидности резаков
Независимо от размеров автогена и разновидностей разогревающей смеси газа резка может происходить при помощи процесса сгорания металла в струе кислорода чистой смеси, нагнетаемого через специальное сопло в головке рабочей зоны.
Главная и принципиальная особенность газовой резки —это показатель температуры горения, который должен быть не меньше показателя температуры плавления. В противном случае металл, не успев разгораться, будет всё время плавиться и стекать. Таким условиям должны соответствовать низкоуглеродистые сали, а цветные металлы и чугун — нет.








Большое количество легированных сталей так же не будут поддаваться процессу газовой резки — существуют значительные ограничения по максимальному показателю и допустимым дозировкам легирующих компонентов, углерода, примесей, процесс превышения горения которых внутри кислорода станет наиболее нестабильным либо вообще перестанет протекать.
Саму резку следует разделить на две стадии:
- Разогрев одной части детали до температуры, во время которой металл начнёт гореть. Для того чтобы получить факел пламени разогрева, часть технического кислорода в определённом соотношении смешивают совместно с газом.
- Процесс сгорания (окисление) разогретого металла в струе кислорода и общее выведение продукта горения из зоны реза.
Если начать рассматривать классификацию только ручных резаков, то такое значение будет обладать следующими особенностями:
Разновидность горючего, мощность и способ получения смеси газов для пламени разогревающего типа.
- Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.
- Особенность мощности: небольшая (резка металла толщиной от 3 до 100 мм) — маркировка P1, средняя (до 2−0 миллиметров) — маркировка P2, более высокая (около 300 миллиметров), маркировка — P3. Существуют особые образцы с толщиной резки около 500 миллиметров.
- И если первая особенность будет влиять лишь на общую температуру разогревающего пламени, а также мощности — на предельную толщина металла, то ещё одним признаком будет определяться особенность конструкции резака.





