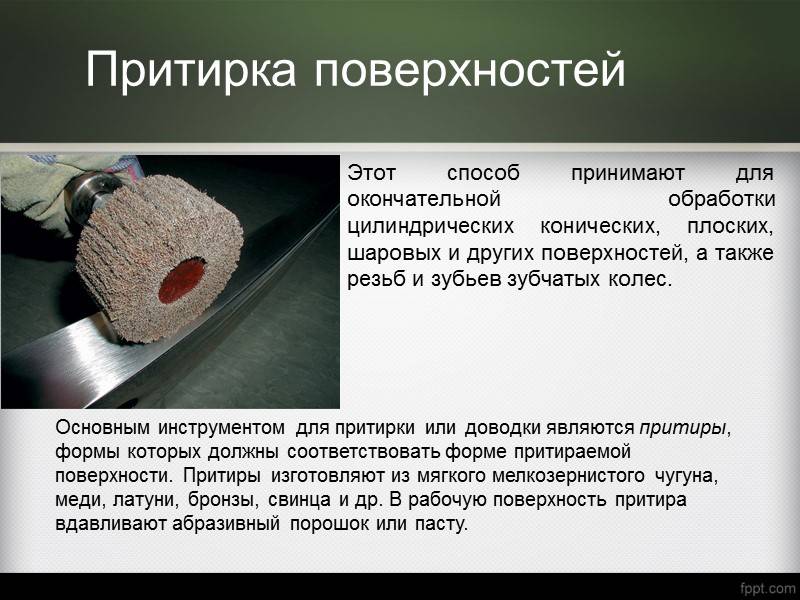
Инструменты и приспособления
Наиболее распространенным приспособлениям для выполнения доводочных операций является притирочная плита, которая, как уже говорилось выше, может быть изготовлена из различных материалов. На выбор типа и материала изготовления такой плиты, являющейся достаточно универсальным приспособлением, оказывают влияние как особенности обрабатываемых деталей, так и требования к качеству притираемой поверхности. Среди всех типов плит наибольшее распространение получили изделия, изготовленные из марок чугуна, твердость которого (по HB) находится в интервале 190–230 единиц.
Промышленный притирочный стол
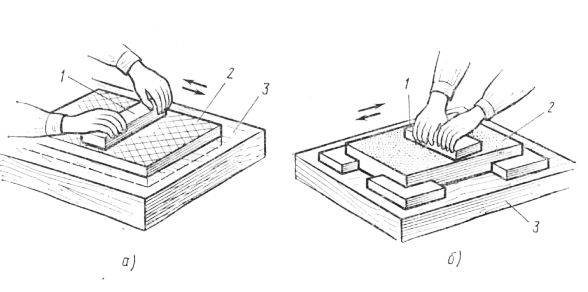
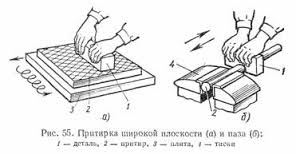
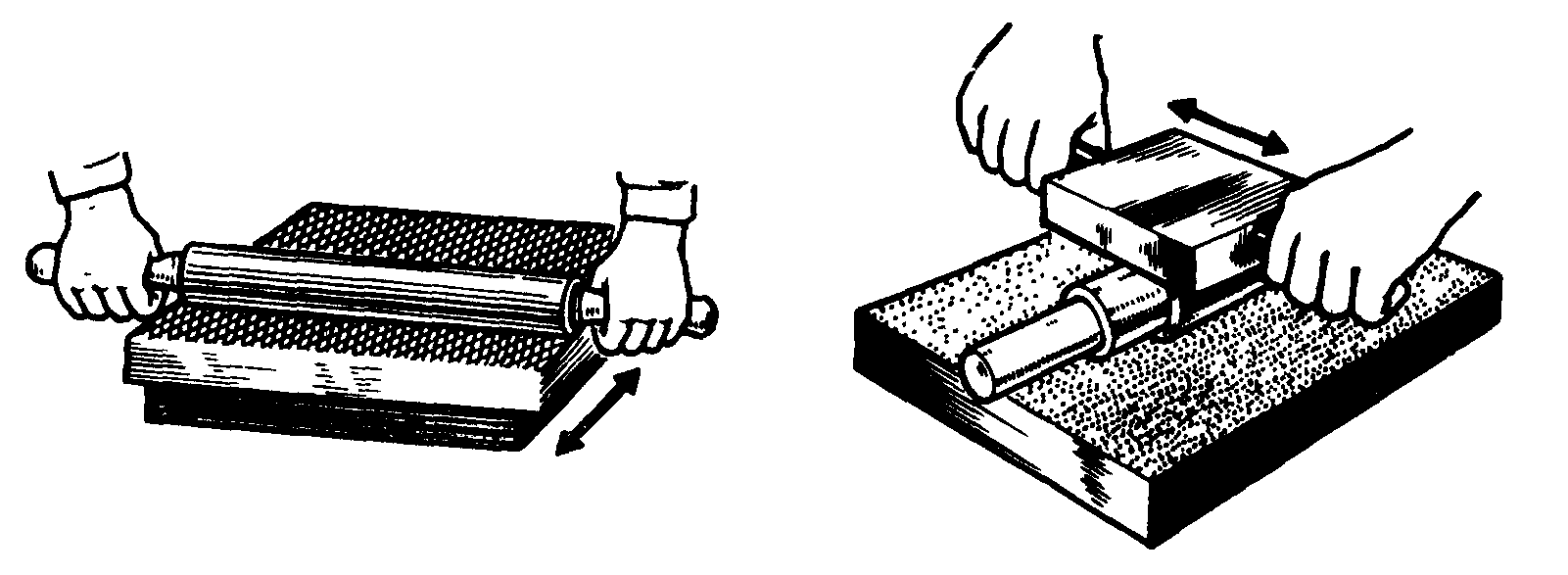
На конструкцию и размеры плиты или притирочного инструмента другого вида оказывают влияние как конструктивные особенности обрабатываемых изделий, так и тип обработки: черновая или чистовая. Именно плиты как приспособление для выполнения притирки используются для обработки плоских поверхностей. При этом, как уже говорилось выше, на поверхность плит, применяемых для выполнения черновых операций, наносятся специальные канавки, которые могут иметь и спиралевидную конфигурацию. Такие канавки не только удерживают в зоне притирки абразивный материал, но и выводят из нее отходы.
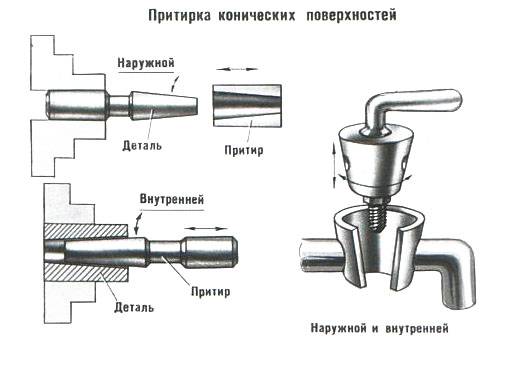
Естественно, что выполнить при помощи плиты притирку цилиндрических поверхностей, отверстий и деталей со сложной конфигурацией, не представляется возможным. Поэтому для таких целей изготавливают приспособление, форма которого оптимально подходит для обработки детали определенной конфигурации. Так, это могут быть притирочные инструменты круглой, цилиндрической, кольцевой, конической, дисковой конфигурации и др. В частности, притирка отверстий выполняется приспособлением, которое изготавливается в виде втулок, фиксируемых на специальных оправках.
Инструмент, при помощи которого выполняются притирочные операции, также подразделяется на нерегулируемый и регулируемый. Приспособление второго типа является более универсальным, его конструкция, состоящая из разрезной рабочей части, конуса и раздвижного устройства, предусматривает возможность изменения его диаметра.
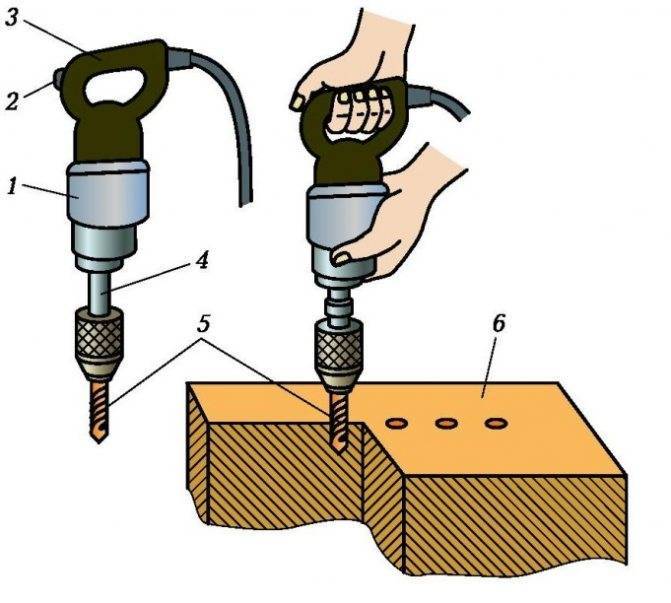
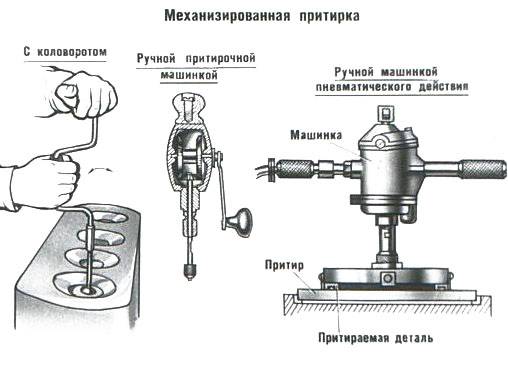
Для обработки деталей цилиндрической формы, совершенно не обязательно использовать специализированный притирочный станок, для этого вполне подойдет универсальное токарное или сверлильное оборудование. Обрабатываемая деталь в таких случаях может фиксироваться в центрах или патроне оборудования, в зависимости от того, какую часть ее поверхности необходимо притереть.
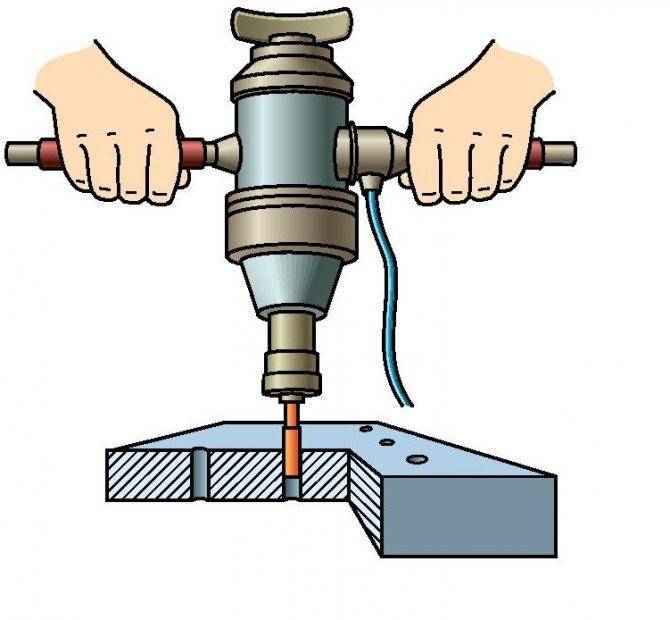
Использование ручного шлифовально-притирочного станка при ремонте плоскоседельной арматуры
Станки, которые изначально разработаны для осуществления притирки, подразделяются на оборудование общего назначения и специализированные модели. На станках общего назначения, которые могут быть оснащены одним или двумя притирочными инструментами, преимущественно обрабатываются детали с плоскими и цилиндрическими поверхностями. Более мелкие детали при обработке на таких станках в свободном состоянии помещаются в специальный сепаратор, где они проходят притирку, располагаясь между двумя вращающимися притирочными дисками. Крупные же детали фиксируются на станке при помощи специального приспособления и обрабатываются одним абразивным диском.
Плоскопритирочный профессиональный станок Lapmaster, предназначенный для обработки различных материалов, включая металлы и керамику
Более сложными по конструкции и менее универсальными являются специализированные станки, устройство которых специально разработано для выполнения притирки деталей определенной конфигурации: седел клапанов, кулачков распределительных валиков, шеек коленчатых валов, зубчатых колес и др.
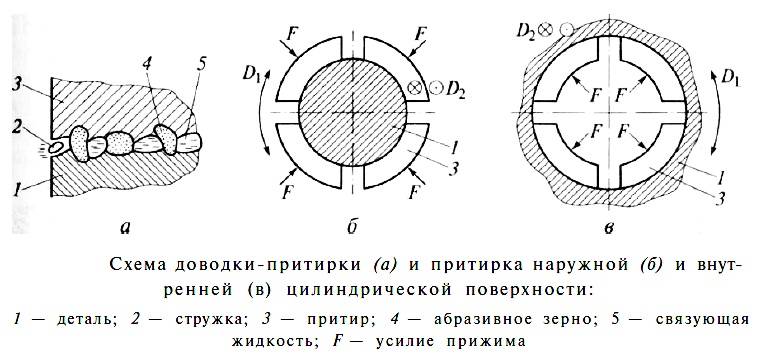
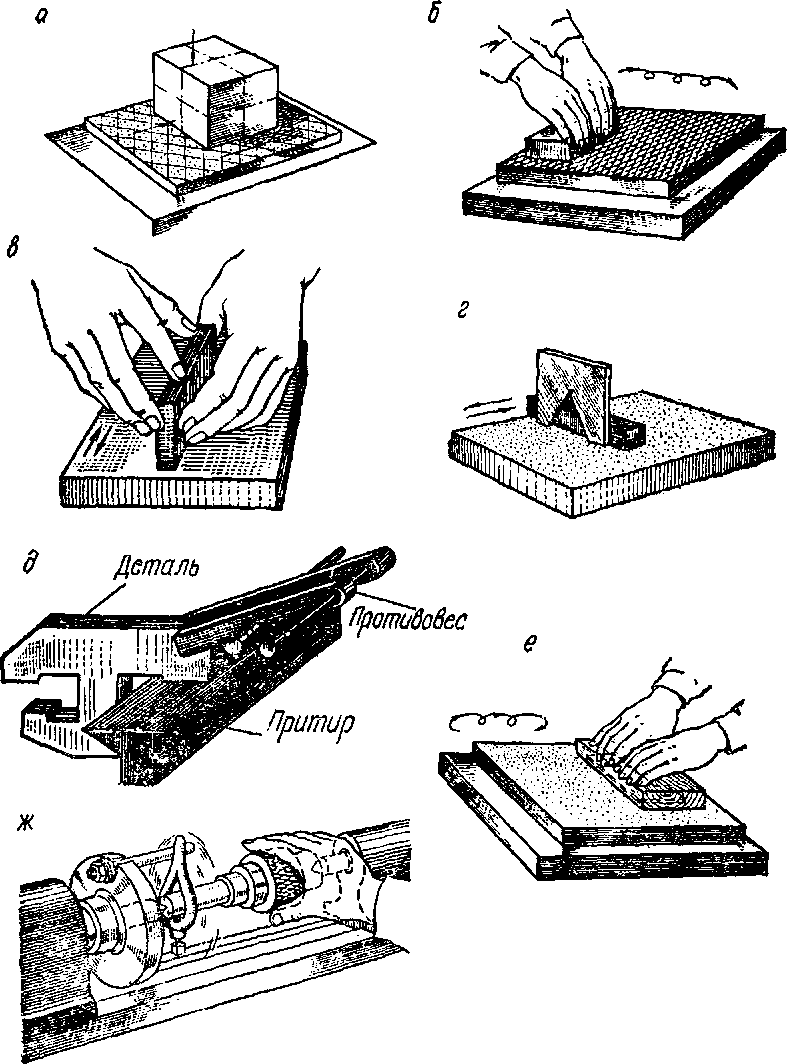
Доводка-притирка наружной цилиндрической поверхности
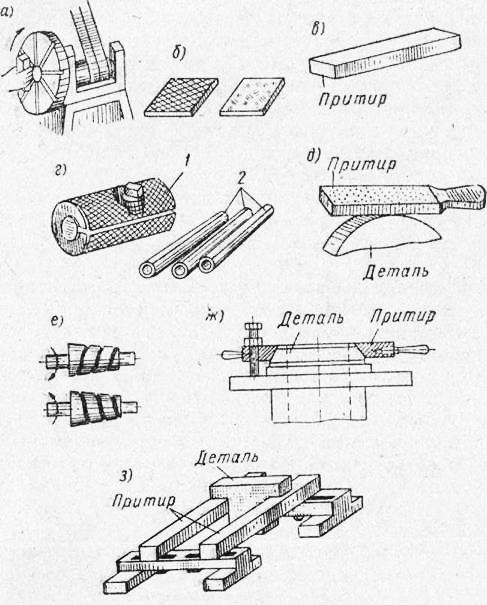
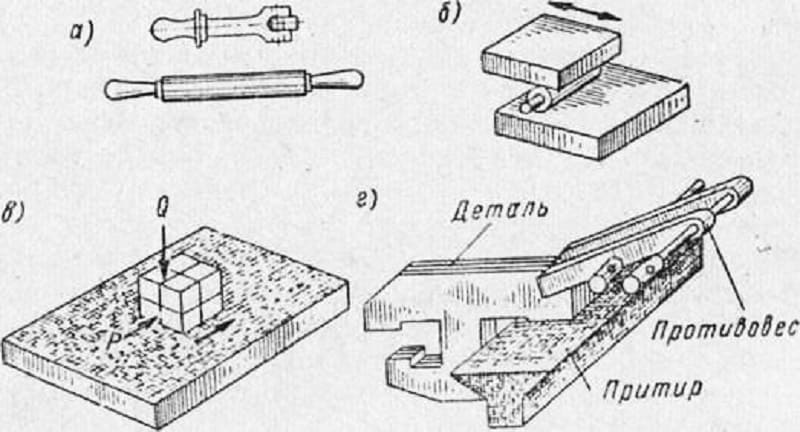
Доводка-притирка наружной цилиндрической поверхности детали 1 осуществляется притиром 3 в виде кольца с прорезями. Притиру сообщается возвратно-вращательное движение Dj и возвратно-поступательное движение D2. Возможно равномерное дополнительное вращение детали. Доводка-притирка осуществляется вручную или на токарном универсальном станке. Аналогичные схема и движения применяются при притирке внутренних цилиндрических поверхностей.
Паспорт
При покупке или модернизации владелец обязан иметь паспорт на станок. Это соответствующая техническая документация, которая будет необходима в ходе использования. Законодательством запрещено работать и ремонтировать инструмент без наличия схем и руководства по эксплуатации.В группировании металлорежущих станков, какую разработал экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС), притирочные относят в третью группу, седьмой тип.Группа 3- Шлифовальные, полировальные, доводочные, заточные станки.
- Кругло шлифовальные
- Внутришлифовальные
- Обдирочно-шлифовальные
- Специальные шлифовальные
- Заточные
- Плоскошлифовальные
- Притирочные и полировальные
Исходя из этой классификации каждому металлорежущему стану серийной продукции присвоен шифр (число из 3-4 цифр). Первая цифра – группа, вторая – тип, третья или четвертая – размеры станка или детали, которую он обрабатывает.
Напольные станки Lapmaster-Wolters
Доводочные, притирочные напольные станки специально разработаны для работы в тяжёлых условиях и с минимальным техническим обслуживанием. Станок состоит из сварной секционной станины на которой установлены коробка передач, электродвигатель, рабочий стол и баки для абразивного материала и отходов. Доступ к бакам обеспечивается свободно, подъёмом крышки. Притирочная плита вращается против часовой стрелки, а формовочные кольца автоматически вращаются по часовой стрелке. Станки работают с абразивными смесями различной зернистости, на масляной или водной основе.
Станки можно дополнительно оснастить:
• устройством подачи и распределения алмазной суспензии • различными притирочными плитами • водяным охлаждением • пневматической системой регулирования нагрузки на заготовки • приводом с бесступенчатой регулировкой скорости вращения • мягким стартом • дополнительными притирочными кольцами • детали, вступающие в контакт с водой, могут быть изготовлены из нержавеющей стали.
Станок поставляется полностью оборудованный и готовый к работе. Управление станком осуществляется с панели управления, прикреплённой к каркасу станка на удобной высоте. Размеры притирочной плиты от 610 мм и более диаметром.
Lapmaster 24 с пневматическими прижимами Lapmaster 36
Lapmaster 24 — доводочный, полировальный, притирочный напольный станок с диаметром притирочной плиты 610 мм, идеально подходит для всех инженерных, механических мастерских и цехов, где важной задачей является обработка плоскостей изделий.Параметры: • диаметр притирочного диска: 610 мм • скорость вращения плиты: до 70 об/мин • диаметр обрабатываемой детали: 240 мм • вес загрузки: 250 Кг на рабочее место (Если загружены все три рабочих места, загрузку каждого места необходимо снизить на 50%) • габариты станка: ширина – 1100 мм, глубина – 1100 мм, высота – 1350 мм • вес станка: 550 Кг (Включая плиту и кольца) • уровень шума: 68 Дцб макс. • таймер: от 0.1 секунды до 999 часов • напряжение: 400 В, 3 Фазы, 50Гц. Lapmaster 36 — доводочный, полировальный, притирочный напольный станок с диаметром притирочной плиты 914 мм, идеально подходит для всех инженерных, механических мастерских и цехов, где важной задачей является обработка плоскостей изделий.Параметры: • диаметр притирочного диска: 914 мм • скорость вращения плиты: до 70 об/мин • диаметр обрабатываемой детали: 360 мм • вес загрузки: 300 Кг на рабочее место (Если загружены все три рабочих места, загрузку каждого места необходимо снизить на 50%) • габариты станка: ширина – 1300 мм, глубина – 1300 мм, высота – 1100 мм • вес станка: 1350 Кг (Включая плиту и кольца) • уровень шума: 68 Дцб макс
Lapmaster 36 — доводочный, полировальный, притирочный напольный станок с диаметром притирочной плиты 914 мм, идеально подходит для всех инженерных, механических мастерских и цехов, где важной задачей является обработка плоскостей изделий.Параметры: • диаметр притирочного диска: 914 мм • скорость вращения плиты: до 70 об/мин • диаметр обрабатываемой детали: 360 мм • вес загрузки: 300 Кг на рабочее место (Если загружены все три рабочих места, загрузку каждого места необходимо снизить на 50%) • габариты станка: ширина – 1300 мм, глубина – 1300 мм, высота – 1100 мм • вес станка: 1350 Кг (Включая плиту и кольца) • уровень шума: 68 Дцб макс
• таймер: от 0.1 секунды до 999 часов • напряжение: 400 В, 3 Фазы, 50Гц
Информация о файле
Попов С. А.
Заточка и доводка режущего инструмента.
Учебник для сред. ПТУ. 2-е изд., перераб. и доп. М.: Высшая школа,1986. 223 с.: ил. (Профтехобразование)
5357315
Изложены основные сведения о современной технологии заточки и доводки режущих инструментов; устройстве, конструктивных особенностях и наладке заточных станков, а также безопасности труда при их эксплуатации; основных видах абразивных, алмазных и эльборовых инструментов для заточки и доводки;
механизации и автоматизации операций заточки. Второе издание (1-e – в 1981 г.) дополнено сведениями о заточке инструментов, оснащенных поликристаллами сверхтвердых материалов. Учебник может быть использован при профессиональном обучении рабочих на производстве.
Отдельное спасибо форумчанину Andy-aaa за предоставленную книгу.
Введение
Основные сведения об обработке резанием и режущем инструменте
Общие понятия о лезвийной обработке.
Определение общих понятий по абразивной обработке.
Основные сведения об абразивных инструментах и их характеристиках.
Заточные и шлифовальные станки и их назначение.
Понятие об организации рабочего места, техническом обслуживании и наладке станка.
Безопасность труда при выполнении работ абразивным инструментом.
Элементы механизмов и детали машин
Основные понятия.
Подшипники скольжения и качения.
Валы, оси, муфты и передачи.
Устройство и кинематические схемы станков и приспособлений для заточки режущего инструмента
Универсально-заточной станок.
Заточной электрохимический станок.
Технологический процесс и технологическая документация
Основные понятия о технологической подготовке производства.
Технологический процесс.
Технологическая документация.
Технологические базы.
Точность обработки.
Припуски на обработку резанием.
Шероховатость и волнистость поверхности.
Технологичность конструкций.
Основы резания материалов абразивными инструментами
Основные схемы взаимодействия абразива с заготовкой при абразивной обработке.
Режущая поверхность абразивного инструмента.
Образование поверхности на заготовке при абразивной обработке.
Силы резания, работа и мощность при шлифовании.
Тепловые явления и охлаждение при шлифовании.
Износ рабочей поверхности круга при шлифовании и правке кругов.
Балансировка шлифовальных кругов.
Шлифовальные круги и выбор их характеристики
Геометрическая форма и размеры абразивных инструментов.
Абразивные материалы.
Зернистость шлифовальных материалов и инструментов.
Концентрация зерен и структура абразивного инструмента.
Связка абразивных инструментов.
Твердость абразивных инструментов.
Классы точности абразивных инструментов.
Классы неуравновешенности шлифовальных кругов.
Маркировка шлифовальных кругов.
Заточка и доводка резцов
Назначение заточки и доводки режущего инструмента.
Конструктивные элементы и геометрические параметры режущей части резцов.
Схемы заточки и доводки резцов и технологическая оснастка для закрепления и установки резцов при заточке.
Режимы заточки и доводки резцов.
Станки для заточки резцов.
Контроль качества заточки резцов.
Заточка сверл
Конструктивные элементы и геометрические параметры режущих элементов сверл.
Методы заточки спиральных сверл.
Станки для заточки сверл.
Технология заточки и подточки сверл.
Контроль качества заточки сверл.
Заточка зенкеров и разверток
Конструктивные элементы и геометрические Параметры режущей части зенкеров и разверток.
Схемы заточки зенкеров и разверток. Станки и приспособления для заточки.


Контроль качества заточки зенкеров и разверток.
Заточка фрез
Конструктивные элементы и геометрические параметры фрез.
Схемы заточки фрез и оснастка для установки фрез при заточке.
Технология заточки фрез и фрезерных головок.
Станки для заточки фрез.
Контроль качества заточки фрез.
Инструменты, оснащенные поликристаллами сверхтвердых материалов и их заточка.
Заточка метчиков и плашек
Конструктивные элементы и геометрические параметры режущей части метчиков и плашек.
Технология заточки метчиков и плашек. Оборудование для заточки.
Контроль качества заточки метчиков и плашек.
Заточка протяжек
Назначение и типы протяжек, их конструктивные и геометрические особенности.
Износ протяжек и величина слоя, сошлифовываемого при переточках.
Технологический процесс заточки и доводки протяжек.
Контроль качества заточки протяжек.
Заточка зуборезного инструмента
Основные элементы зубчатого колеса и зубчатого зацепления.
Особенности конструкции зуборезного инструмента.
Технология заточки зуборезных инструментов.
Контроль качества заточки зуборезного инструмента.
Список рекомендуемой литературы
Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. Москва
Новые технологии снабжения город Москва!
Для того чтобы найти поставщика сортамента Все виды работ по Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. %CITY%, вам не нужно долго бродить по интернету и искать сайты поставщиков, сравнивать цены, созваниваться и уточнять наличие. Мы предлагаем Вам автоматически отправить Вашу Заявку на покупку всем основным Поставщикам не только региона Москва, но и в выбранных Вами регионах РФ и СНГ.
Фактически Вы объявите Тендер на Все виды работ по Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. %CITY% в регионе Москва.
Отправить заявку поставщикам
Наша автоматическая система очень проста. Metal100.ru — это информационный портал, здесь представлены цены основных поставщиков металлопроката с ежедневным обновлением ценовых предложений. Как только Вы отправите свою заявку на поставку, система автоматически оповестит всех поставщиков в городе Москва, а так же в других указанных Вами регионах. Получив Ваш запрос, поставщики сделают соответствующий расчёт и предлежат Вам лучшие цены!
Кроме того, на нашем сайте размещены прайс-листы основных поставщиков, и Вы всегда можете сравнить актуальность поступивших предложений.
Экономьте время и деньги!
Так же просим обратить Ваше внимание на авторизацию пользователя. Как правило, все авторизованные поставщики металлопроката имеют Рейтинг и отзывы покупателей. Неавторизованные пользователи в основной своей массе небольшие металлотрейдеры, занимающиеся поставкой мелкооптовых партий, что не гарантирует 100% выполнение последними своих обязательств по срокам и качеству продукции
Неавторизованные пользователи в основной своей массе небольшие металлотрейдеры, занимающиеся поставкой мелкооптовых партий, что не гарантирует 100% выполнение последними своих обязательств по срокам и качеству продукции.
Остерегайтесь мошенников!
Удобная навигация портала МЕТАЛ100 позволяет в несколько кликов находить нужный Вам сортамент металлопроката в регионе Москва. Сравнивайте цены поставщиков сортамента Все виды работ по Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. %CITY% и выбирайте лучшее предложение!
Желаем Вам удачных сделок!
Старичков В. С. Практикум по слесарным работам: Учеб. пособие для подготовки рабочих на производстве. — 3-е изд., перераб и доп. — М.: Машиностроение, 1983, — 220 с., ил.
Данное учебное пособие, в отличие от других учебников и пособий по слесарному делу, содержит подробное описание конкретных рабочих приемов и способов практического выполнения основных слесарных операций и видов работ в определенной технологической последовательности.
Учебное пособие предназначено инструкторам производственного обучения для оказания помощи по проведению практических занятий при подготовке слесарей различных специальностей: слесарей механосборочных работ, слесарей по контрольно-измерительным приборам и автоматике, слесарей-ремонтников, слесарей по ремонту автомобилей и рабочих других специальностей.
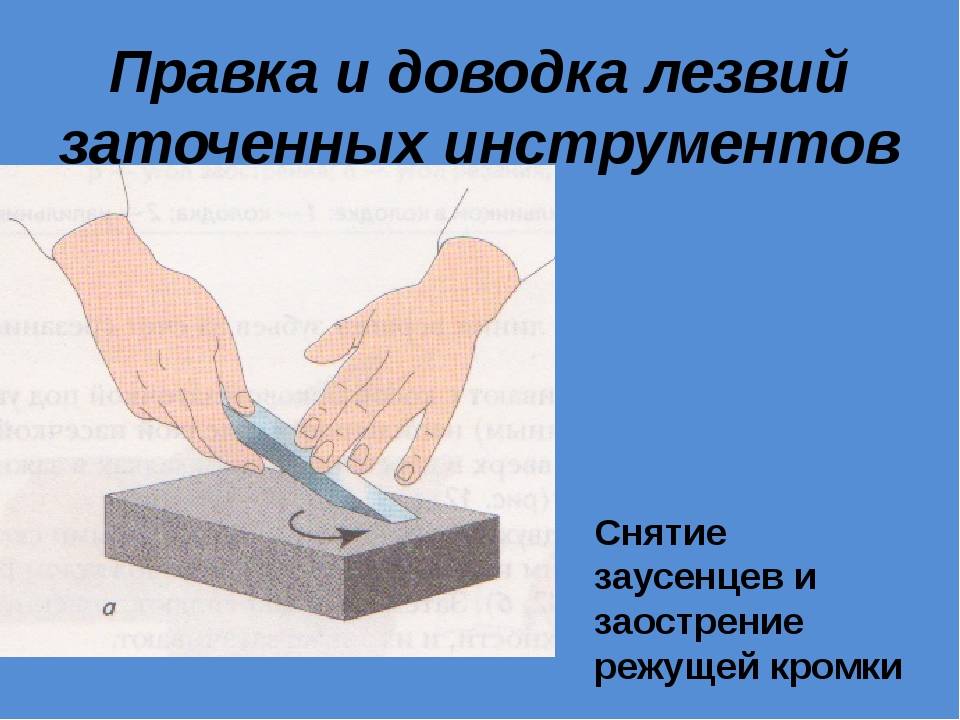
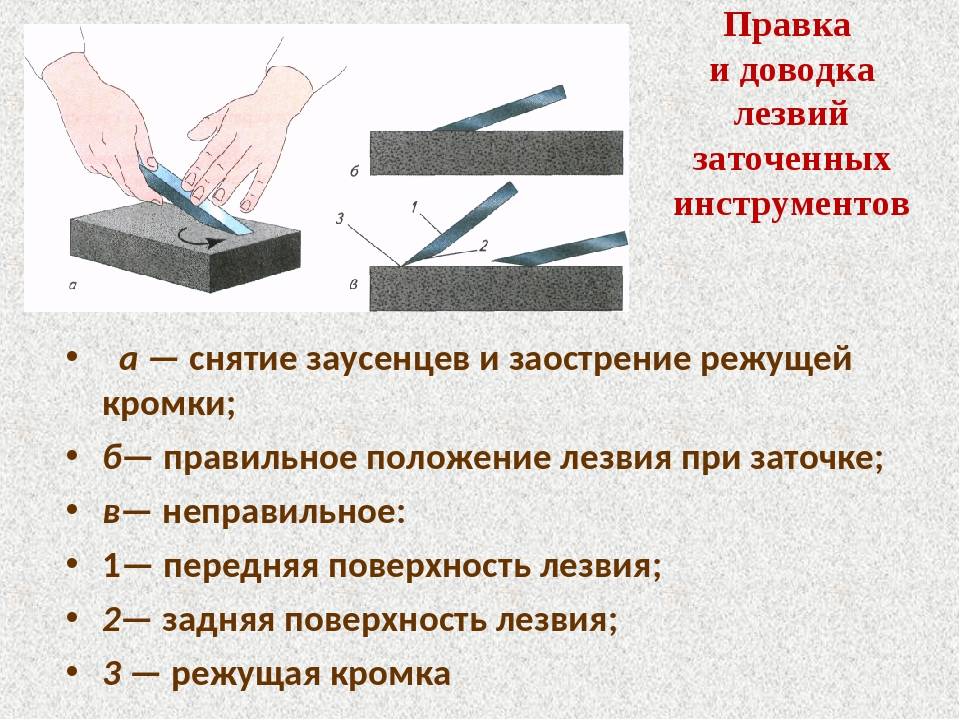
Правка под углом и создание фаски
Обязательно надо выдерживать угол наклона. Если нож до этого резал легко, то угол заточки режущей кромки оставляется прежний. Если меняется угол заточки, то лучше новый угол сделать с привлечением измерительного инструмента. 25 градусов считается оптимальным углом, если есть отклонения, то лучше в сторону уменьшения.
Но вопрос ещё и в том, насколько точно сведены грани режущей кромки. Имеется в виду, соблюдена ли плоскость грани, или она имеет скругления.
Спуски или фаски служат для плавного перехода от обуха к режущей кромке. Есть различные формы спусков клинка. Подбираются они в зависимости от его использования. Иногда спуски имеют один угол с режущей кромкой, к примеру, скандинавские. Бывают заточены под линзу, как выпуклую, так и вогнутую.
 При заточке нужно выдерживать угол.
При заточке нужно выдерживать угол.
Доводка отверстия и вала.
Случалось доводить алмазными пастами и отверстия и валы, получалось очень даже достойно, да и скорость процесса очень даже радовала. Правда, везло, детали или были малоподвижные, пресовые под подшипник, планшайбу на токарный станок и т.п.
На данный момент есть необходимость довести отверстие в чугунной втулке, пара тоже малоподвижная. Это стопор вращения в делительной голове, и в процессе работы палец в отверстии совершает незначительные перемещения вдоль оси, ну совсем немного может повернутся. Доводку выбрал в виду отсутствия шлифовки и в оооочень сильных сомнениях, что на токарном у меня получится хорошо. По аналогии, очень хочется довести притиром, но очень не хочется чтоб сопрягаемые «съели» друг друга.
Начал делать эту пару по совету, что их можно довести. Мне даже вадана оснастка для доводки отверстия. Так же дали корунд белый. Сказали, что он не внедрится в поверхность. Беглый поиск в инете показал, что пасты КТ не шаржируются и продаются как раз как пасты для полировки чугуна, 5 типов помола заказаны и жду получения. Прочтение форума привело к сомнениям.
Основной вопросс, чем лучше довести отверстие в этой втулке, диаметр 20, припуск 0.03-0.05 (втулок 3), а так размер нецилиндричность укладывается в 0.01. Полученный зазор должен обеспечить лишь возможность продольного перемещения в этой втулке пальца. Палец на сдадии доводки значительно более трудоёмкий, поэтому доводить буду отверстие. В наличие оправка для притирания с втулкой для притира из текстолита. Корунд белый 2 вида фракций не известного помола, есть покрупнее и потоньше, есть ещё зелёный порошок (скорее всего состав его тот же что и кругов для заточки твёрдосплава), будет паста КТ от 7 до 40 (5 банок разного помола). Ну паста ГОИ и могу купить пасты на основе Al2O3.
Второй вопросс, как и чем можно доводить детали из стали, чугуна, бронзы с адекватной производительностью. Т.к. шлифовки у меня нет, а токарным методом меня не всегда устраивает результат, потереть тонкой шкурочкой, совсем не устраивает результат. Детали доводимые алмазной пастой целиком и полностью радовали результатом, но не всегда можно применять. Поэтому хотелось бы нечто похожее, пусть медленнее в 2-3 раза, но с таким же результатом.




Изменено 28 июня, 2021 пользователем Alexey1980
( 1 оценка, среднее 5 из 5 )
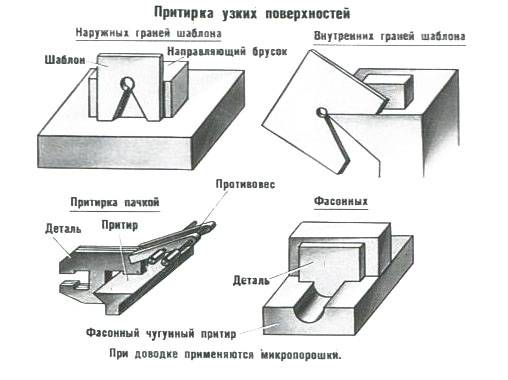
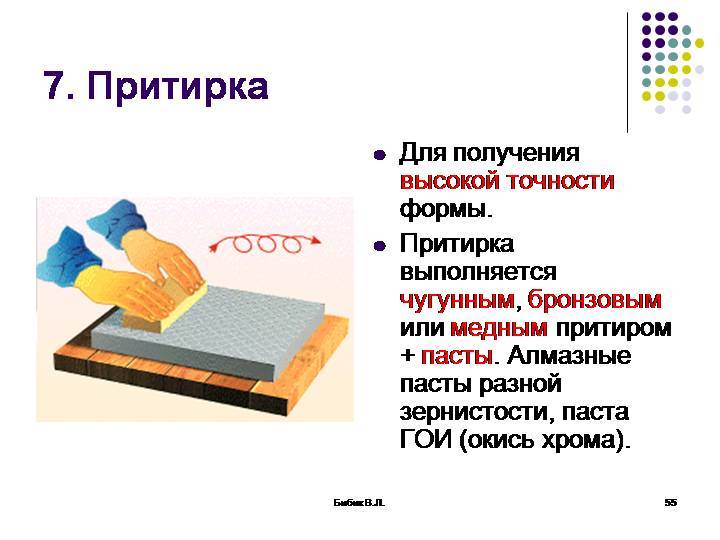
Виды притирочных операций
- Ручная притирка
- Полумеханическая притирка
- Механическая притирка
Ручная притирка
применяется в единичном производстве и при обработке деталей сложной формы.
Полумеханическая притирка
используется в мелкосерийном производстве. Главное движение выполняется притирочным станком, а подача абразива на притирочную плиту выполняется оператором вручную.
Механическая притирка
предназначена для крупносерийного и массового производства. Главное движение и подача абразива выполняется притирочным станком, работу которого контролирует оператор.
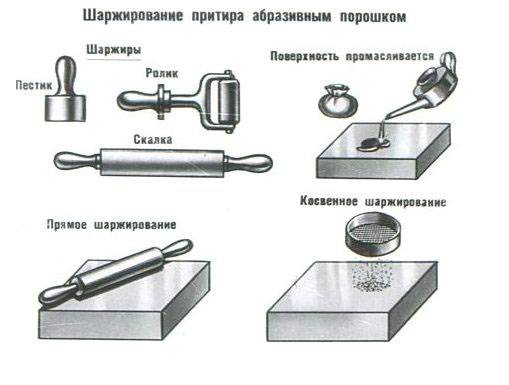
Пасты и суспензии для притирки изготовляют из различных абразивных материалов, таких как Карбид кремния, Окись алюминия, Карбид бора, алмаз и т. д. Выбор абразива и размер зерна зависят от типа и твёрдости обрабатываемого материала и требований к конечному результату обработки.
Зернистость М20—М40 служит для предварительной доводки поверхностей до шероховатости Ra = 0,16-0,63мкм, М10—М14 —для получистовой доводки до Ra = 0,04-0,08 мкм, Ml—МЗ — для окончательной доводки до Ra = 0,02-0,04 мкм.
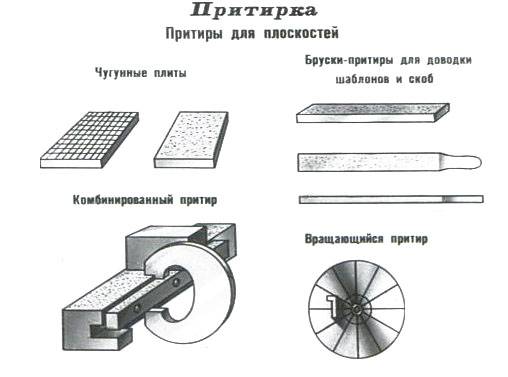
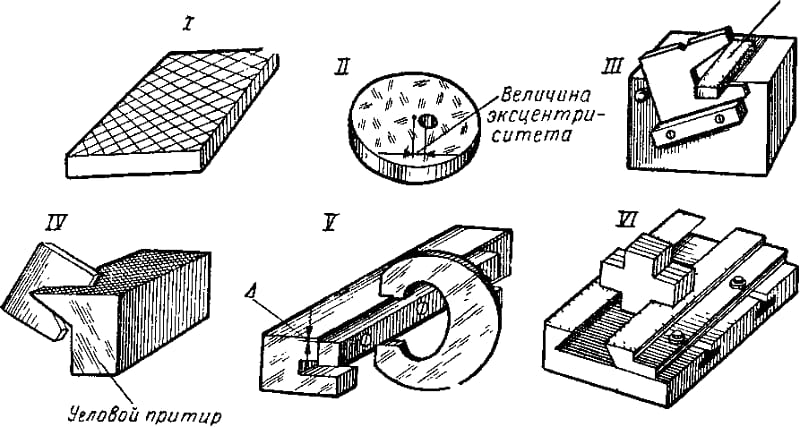
В технологии доводки основную роль играют притиры. Притир должен быть жёстким и износостойким, чтобы сохранять форму и точность рабочей поверхности. Притиры изготовляют из чугуна, стали, меди, бронзы, стекла, керамики, алюминия, нержавеющей стали, твёрдых и вязких пород дерева, композитных материалов. Наибольшее распространение имеют притиры из чугуна. Сталь применяется для изготовления тонких длинных притиров, стекло — для особо точной притирки, композитные притиры используются в основном с алмазной суспензией, для обработки изделий из твёрдых сплавов.
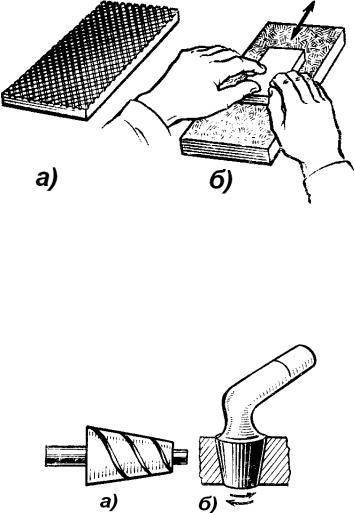
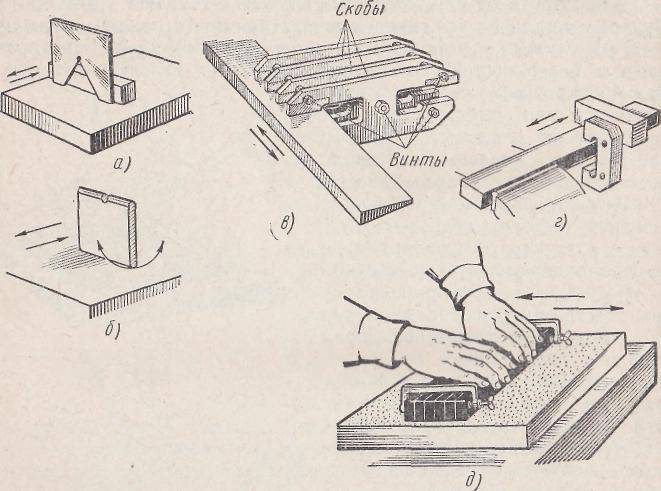
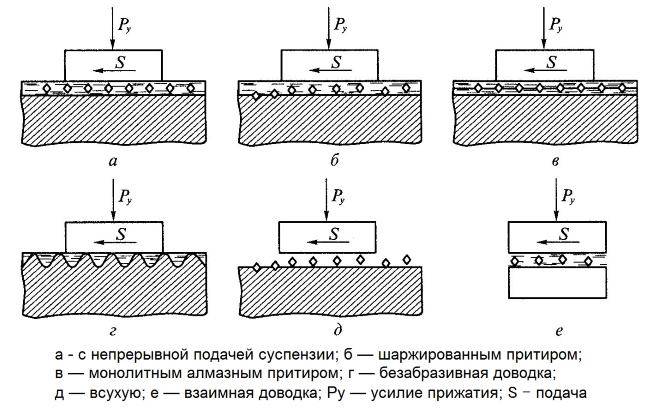
В зависимости от вида обработки, изготовляют притиры для черновой и чистовой доводки. Притиры для черновой обработки имеют канавки, в которых задерживается притирочная паста или смесь и отходы обработки. Притиры для чистовой обработки каналов не имеют. При доводке плоских поверхностей используют плоские притиры-плиты, при доводке цилиндрических и конических поверхностей — круглые притиры.
Притиры для доводки отверстий изготовляют в виде втулок, насаженных на оправки. Притиры бывают регулируемые и нерегулируемые. Регулируемые имеют разрезную рубашку с внутренним конусом конусностью 1:50 и разжимное устройство, которое при перемещении конуса увеличивает диаметр притира. Начальный диаметр притира обычно на 0,005—0,03 мм меньше диаметра обрабатываемого отверстия. Длина рабочей поверхности притира составляет: для сквозных отверстий 1,2—1,5 глубины обрабатываемого отверстия, а для глухих— меньше его глубины.
Популярные марки ПП на российском рынке
В России в продаже имеется множество фабричных марок ПП, которые могут иметь сильные отличия. Ниже мы рассмотрим несколько популярных марок паст.

ВМП Классическая
Самая популярная марка притирочных абразивов на российском рынке. Этим материалом можно обрабатывать как дизельные, так и бензиновые двигатели. Можно применять как для черновой, так и финальной отделки. Средний размер зерна составляет 70-90 микрометров, однако в процессе обработки зерно уменьшает в 5-10 раз, что является большим плюсом (за счет этого обеспечивается универсальность пасты). ПП не портится при хранении, ее легко использовать. Марка выпускается в виде пластиковых тюбиков с носиком, а также в пакетах. Стоимость большого тюбика весом 400 грамм составляет 700-800 рублей.
ВМП Профессиональная
Является усовершенствованной модификацией предыдущей марки. Подходит только для обработки бензиновых двигателей (для обработки дизеля рекомендуется использовать другую марку ВМП Алмазная). Можно применять для черновой или финальной обработки. Средний размер фракции составляет 45-75 микрометров, а в процессе обработки фракции уменьшаются в размере. Марка является профессиональной — с ее помощью можно обрабатывать двигатели как простых машин, так и гоночных. Также пастой можно затирать клапаны грузовиков, автобусов, различной военной техники. Выпускается паста в виде тюбиков, а также в пакетах. Стоимость тюбика весом 400 грамм находится в пределах от 900 до 1200 рублей.
ВМП Алмазная
ПП этой марки содержит алмазную крошку. Поэтому с ее помощью можно обрабатывать прочные дизельные движки. А вот применять ее для затирки бензиновых двигателей не рекомендуется — зернышки материала будут оставлять царапины, что может привести к растрескиванию клапанов. Марку применяют для черновой или чистовой обработки. ПП не рекомендуется смешивать с другими составами. Выпускается в четырех различных разновидностях (тюбики с составом + пакет 1 кг). Стоимость крупного тюбика весом 400 грамм составляет от 1300 до 1800 рублей.
ABRO GP-201
ABRO GP-201 выпускается в виде небольших баночек, где общий вес двух смесей которых составляет 140 г. Каждая баночка разделена на две секции:
- В первой секции содержится паста COARSE. Этот состав является крупнозернистым, а используется он для выполнения черновых работ, а также для обработки сверхпрочных клапанов.
- Во второй секции содержится другая ПП, которую называют FINE. Этот состав относится к категории мелкозернистых, а с его помощью выполняются финальные работы.
- Пользоваться ПП просто — сперва Вы применяете COARSE, а потом используете FINE. Такой способ обработки позволяет выполнить зачистку качественно, удобно, быстро.
ABRO GP-201 не портится при хранении. ПП относится к категории термоустойчивых, поэтому она переносит высокие температуры, которых может достичь мощный двигатель во время работы. Стоимость одной такой баночки составляет 200-400 рублей.

Притирочно-абразивный материал Done Deal
По композиции этот материал похож на пасту ABRO GP-201:
- Упаковка разделена на две автономных секции.
- В первой секции хранится универсальная среднезернистая смесь.
- Во второй секции хранится мелкозернистая смесь.
- Для затирки человек используется сперва среднюю смесь, а потом — мелкую.
Done Deal подходит для обработки бензиновых двигателей. Смесь не содержит крупные фракции, поэтому ее не рекомендуется использовать для обработки сильно поврежденных клапанов. В состав одной упаковки входит 2 одинаковых тюбика общей массой 50 г. Стоимость одной упаковки — 300-500 рублей.
ГОИ
Представляет собой притирочную пасту на основе оксида хрома и стеарина. Подходит для обработки всех бензиновых двигателей. Средняя стоимость 1 упаковки — 100-200 рублей. Выпускается в трех разновидностях в зависимости от крупности зерна:
- Опытным следует покупать крупнозернистую и мелкозернистую ГОИ, а обработку следует выполнять в два этапа.
- Новичкам рекомендуется отдать свое предпочтение универсальной среднезернистой ПП, а обработку можно выполнять в один заход.
Книги с тегом “Притирка и доводка”
Справочник содержит данные о процессах обработки свободным абразивом, технологических материалах и составляющих смесей, приготовлении, свойствах и порядке применения паст и суспензий. Приведены характеристики абразивно-доводочных и абразивно-полировальных смесей, доводочно-притирочных станков и технологической оснастки, притиров, контрольного инструмента.
Предназначен для высококвалифицированных рабочих и специалистов среднего звена машиностроительных и приборостроительных, инструментальных и ремонтных предприятий. Может быть использован студентами вузов, учащимися техникумов и технических училищ.
В рубрике Шлифование
Tags: Абразивные материалы, Абразивные пасты, Абразивный слой, Геометрия абразивных зерен, Доводка, Зернистость абразивов, Припуск на обработку, Притирка и доводка
Области использования технологии
Процесс доводки и притирки довольно трудоемкий и сложный, по этому прибегают к нему в том случае, когда нужна большая точность сопрягаемых деталей. Во многих больших изделиях большой сложности по такой технологии может быть сделать только один или несколько узлов. Другие во время сборки устанавливаются без точной доработки. Доводка, притирка поверхностей, отверстий, резьбы нужна в следующих производственных сферах:
- во время изготовления насосов;
- во время сборки двигателей;
- при доводке сопрягаемых, скользких поверхностей в автомобилестроении (станки, оборудование);
- во время изготовления измерительных инструментов и точных приборов.
В некоторых случаях монтаж обработанных деталей не окончательна операцией. После того как произошла установка механизм, прибор приводят состояние для работы и в обстановке мелкодисперсного абразивного материала детали доводятся до необходимых параметров уже на месте. После этого устройство промывается, и при необходимости смазывается.
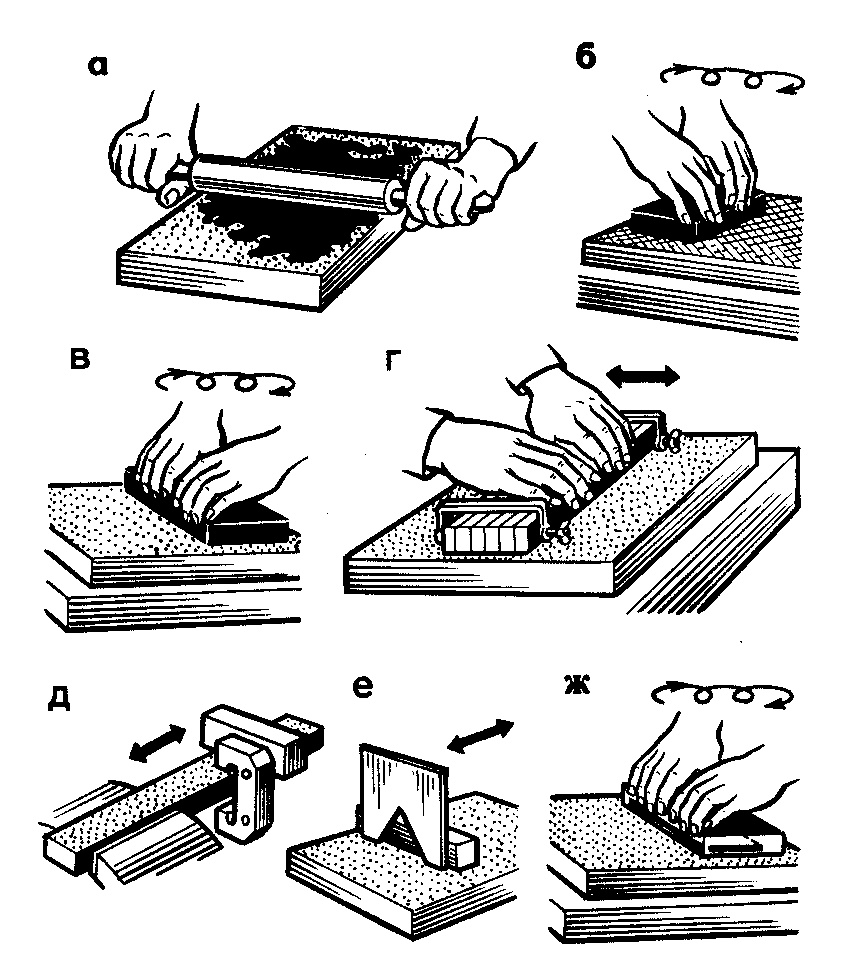
Доводка плит
Итак, мы имеем три подготовленные плиты, все необходимые порошки, «капельницы», керосин, бензин, стеарин и другое, о чём писалось ранее. Плиты пронумерованы, прошлифованы и окрашены. В работе с плитами мы имеем два схожих метода: доводка и шаржировка. Доводка обычно производится всего лишь один раз – её цель придание шлифованной плите необходимой чистоты и плоскостности. Шаржировка технически почти идентична доводке. Её повторяют регулярно – зависит от интенсивности работы по ремонту КМД (об этом будет сказано позже).
Убираем все лишнее со стола, обеспечиваем нормальное освещение. У нас должен быть рабочий халат, влажные и обычные бумажные салфетки, салфетки из ткани, ветошь, техническая вата – на первоначальном этапе сойдет и она. Чтобы не мешались, снимаем часы (вообще, часы, браслеты и прочее довольно сильно мешают как при доводке и шаржировке плит, так и во время повседневной работе с ремонтом КМД). Закатываем рукава и приступаем.
![Глава xvii. притирка и доводка [1980 макиенко н.и. - общий курс слесарного дела]](https://benzo-electro-instrument.ru/wp-content/uploads/6/d/2/6d2ee927f59deea6104747d967bd72c3.jpeg)