

Смеси, предназначенные для ремонта шин с восстановленным протектором
Смеси для восстановленных шин бывают следующих типов:
- Невулканизированная резина – применяется при наварке шин для легковых и грузовых автомобилей в вулканизационном прессе.
- Вулканизированная смесь – прошедшие вулканизацию готовые ленты для ремонта шин к грузовым и крупногабаритным автомобилям, имеющие достаточную твердость и устойчивость к факторам внешней среды.
- Праймер – смесь для вулканизирования шинного каркаса и протекторных лент. В ее составе нет ингредиентов, имеющих устойчивость к факторам, влияющим на шину извне.
- Боковая резина – применяемая при ремонте плечевой части шины с захватом края протектора, прошедшего вулканизацию.
- Резина, которой заполняется воронка повреждения. Обычно имеет вид шнура, составляющего в диаметре 8 – 10 мм. При их обработке используется экструдер. Некоторые смеси этого вида не содержат предотвращающих старение компонентов, так как ими можно выполнять только заполнение воронки, образовавшейся под протектором при повреждении шины.
Горячая вулканизация
Технология такой вулканизации выглядит следующим образом. К отформованной из сырого каучука добавляют определенное количество серы и специальных добавок. Как правило, объем серы должен лежать в диапазоне 5 – 10% конечная цифра определяется исходя из предназначения и твердости будущей детали. Кроме серы, добавляют так называемый роговой каучук (эбонит), содержащий 20 – 50% серы. На следующем этапе происходит формование заготовок из полученного материала и их нагрев, т.е. вулканизация.
Нагрев проводят различными методами. Заготовки помещают в металлические формы или закатывают в ткань. Полученные конструкции укладывают в печь разогретую до 130 – 140 градусов Цельсия. В целях повышения эффективности вулканизации в печи может быть создано избыточное давление.

После вулканизации каучука
Сформированные заготовки могут быть уложены в автоклав, в котором находиться перегретый водяной пар. Либо их помещают в нагреваемый пресс. По сути, этот метод наиболее распространен на практике.
Свойства каучука прошедшего вулканизацию зависят от множества условий. Именно поэтому вулканизацию относят к самым сложным операциям, применяемым в производстве резины. Кроме того, немаловажную роль играет и качество сырья и метод его предварительной обработки. Нельзя забывать и об объеме добавляемой серы, температуры, продолжительность и метод вулканизации. В конце концов, на свойства готового продукта оказывает и наличие примесей разного происхождения. Действительно наличие многих примесей позволяет выполнить правильную вулканизацию.
В последние годы в резиновой промышленности стали использовать ускорители. Эти вещества добавленные в каучуковую смесь ускоряют протекающие процессы, снижают энергозатраты, другими словами эти добавки оптимизируют обработку заготовки.
При реализации горячей вулканизации на воздухе необходимо присутствие свинцовой окиси, кроме того может потребоваться присутствие свинцовых солей в купе с органическими кислотами или с соединениями которые содержат кислотные гидроокислы.
В качестве ускорителей применяют такие вещества как:
- тиурамидсульфид;
- ксантогенаты;
- меркаптобензотиазол.
Вулканизация, проводимая под воздействием водяного пара может существенно сократиться если использовать такие химические вещества, как щелочи: Са(ОН)2, MgO, NaOH, КОН, или соли Na2CО3, Na2CS3. Кроме того, ускорению процессов поспособствуют соли калия.
Существуют и органические ускорители, это амина, и целая группа соединений, которые не входят в какую-либо группу. Например, это производные от таких веществ как амины, аммиак и ряд других.
На производстве чаще всего применяют дифенилгуанидин, гексаметилентетрамин и многие другие. Не редки случаи, когда для усиления активности ускорителей используют окись цинка.
Кроме добавок и ускорителей не последнюю роль играет и окружающая среда. К примеру, наличие атмосферного воздуха создает неблагоприятные условия для проведения вулканизации при стандартном давлении. Кроме воздуха, отрицательное воздействие оказывают угольный ангидрид и азот. Между тем, аммиак или сероводород оказывают положительной воздействие на процесс вулканизации.
https://youtube.com/watch?v=r1SdbQJlGgM
Процедура вулканизации придает каучуку новые свойства и модифицирует существующие. В частности, улучшается его эластичность и пр. контролировать процесс вулканизации можно контролировать, постоянно замеряя изменяемые свойства. Как правило, для этого используют определение усилия на разрыв и растяжение на разрыв. Но эти метод контроля не отличаются точностью и его не применяют.
Технология горячей вулканизации шин своими руками
Для выполнения горячей вулканизации покрышки или камеры понадобится пресс. Реакция сварки каучука и детали происходит за определенный период времени. Это время зависит от размера ремонтируемого участка. Опыт показывает, что для устранения повреждения глубиной в 1 мм, при соблюдении заданной температуры, потребуется 4 минуты. То есть для ремонта дефекта глубиной в 3 мм, придется затратить 12 минут чистого времени. Подготовительное время в расчет не принимаем. А между тем выведение вулканизационного устройства в режим, в заисимости от модели может занять порядка 1 часа.
Температура, необходимая для проведения горячей вулканизации лежит в пределах от 140 до 150 градусов Цельсия. Для достижения такой температуры нет необходимости в использовании промышленного оборудования. Для самостоятельного ремонта шин вполне допустимо применение домашних электробытовых приборов, к примеру, утюга.
Устранение дефектов автомобильной покрышки или камеры при помощи устройства для вулканизации – это довольно трудоемкая операция. У него существует множество тонкостей и деталей, и поэтому рассмотрим основные этапы ремонта.
- Для обеспечения доступа к месту повреждения необходимо покрышку снять с колеса.
- Зачистить рядом с местом повреждения резину. Ее поверхность должна стать шероховатой.
- С применением сжатого воздуха обдуть обработанное место. Корд, появившийся наружу необходимо удалить, его можно откусить кусачками. Резина должна быть обработана специальным составом для обезжиривания. Обработка должна быть проведена с двух сторон, снаружи и изнутри.
- С внутренней стороны, на место повреждения должна быть уложена заранее подготовленная в размер заплатка. Укладку начинают со стороны борта покрышки в сторону центра.
- С наружной стороны на место повреждения необходимо положить куски сырой резины, нарезанные на кусочки по 10 – 15 мм, предварительно их необходимо прогреть на плите.
- Уложенный каучук надо прижать и разровнять по поверхности шины. При этом надо следить за тем, что бы слой сырой резины был выше рабочей поверхности камеры на 3 – 5 мм.
- Через несколько минут, с использование УШМ (угловая шлифмашина), необходимо снять слой наложенной сырой резины. В том случае, если оголенная поверхность рыхлая, то есть в ней присутствует воздух, всю нанесенную резину требуется убрать и операцию нанесения каучука повторить. Если в ремонтном слое нет воздуха, то есть, поверхность ровная и не содержит пор, ремонтируемую деталь, можно отправлять под разогретый до указанной выше температуры.
- Для точного расположения шины на прессе имеет смысл пометить центр дефектного места мелом. Для предотвращения прилипания нагретых пластин к резине, между ними надо проложить плотную бумагу.
Изготовление резины
Выделяют три основных неизменных этапа, если готовится сырая резина. Инструкция и технология простые, требующие несложного оборудования. Последовательно выполняются:
- подогрев каучука;
- смешивание с добавками;
- формовка.
Натуральный каучук, постояв некоторое время и перебродив, превращается в густую вязкую массу. Искусственный сразу производится в таком виде. Перед применением его разминают подобно тесту и подогревают до 50 градусов. В таком состоянии он теряет свою упругость, становится податливым и мягким и способным смешиваться с другими веществами.
Компоненты будущей резины засыпают в шнековую машину для перемешивания. Пропорции и добавки берутся в зависимости от запланированных качеств. Все марки производимой сырой резины стандартизированы, и количество каждого материала указано в процентах. Остается только пересчитать в соотношении к имеющейся массе каучука.
Полученная однородная масса остается подогретой, поскольку трение о детали машины и частиц друг о друга происходит с выделением температуры. В результате процесса образуется сырая резина. Ей придают форму полос заданных размеров (реже шнура) и упаковывают между полиэтиленом.
Холодная вулканизация шин – устранение порезов своими руками
Холодная вулканизация шины не требует нагрева и основывается на использовании заплаток (жгутов) и специальных клеевых составов. Клей для холодной вулканизации шин скрепляет резину на молекулярном уровне, обеспечивая прочное соединение, сравнимое со сваркой.
 Холодная вулканизация шин
Холодная вулканизация шин
В отличие от горячей вулканизации, данный способ ремонта является скорее временной мерой. При соблюдении всех правил он без труда выполняется своими руками и позволяет проехать на отремонтированном колесе несколько километров до шиномонтажной мастерской.
Чтобы отремонтировать колесо холодной вулканизацией в дороге, необходимо:
- Снять колесо и оценить ущерб от пореза. Эффективному ремонту поддаются повреждения не более 35 мм (продольные) и 25 (поперечные).
- Очистить и обезжирить место пореза, подготовить заплатку.
- Нанести специальный клеевой состав на сам порез, а также на всю площадь накладываемой заплатки. Края резинового жгута должны отступать от места повреждения не менее чем на 10 мм.
- Тщательно придавить место склеивания и подержать несколько минут.
- После проверки качества склеивания накачать колесо и направиться в шиномонтажную мастерскую.
Основные преимущества холодной вулканизации шин:
- Простота ремонта. Чтобы устранить порез, вам не потребуется специализированное оборудование для вулканизации. Достаточно клея, заплатки и обезжиривающего средства.
- Возможность оперативного устранения мелких проколов и порезов в дороге.
- Низкая цена вулканизации (даже в условиях шиномонтажки).
При ремонте холодной вулканизацией в шиномонтажной мастерской удается достичь повышенной прочности заплатки. Однако даже строгое соблюдение всех технических нюансов и применение качественных составов не даст 100% гарантии того, что на отремонтированном месте впоследствии не возникнет грыжа. Поэтому восстановленное колесо лучше оставить про запас.




Нормы времени для холодной вулканизации шин варьируются в зависимости от температуры окружающей среды, состава клея, площади пореза и толщины резины. Оптимальная прочность для возможности передвижения достигается за 20-30 минут. Полное схватывание осуществляется приблизительно за 2 суток.
Цена холодной вулканизации шин в мастерских – от 250 руб.
История [ править ]
В то время как каучук – латекс – был известен мезоамериканским культурам в течение многих лет , использовался для изготовления мячей и создания водонепроницаемых контейнеров, но с ним было сделано немногое. Отчасти это связано с тем, что в естественном состоянии он несколько нестабилен, становясь слишком твердым или слишком мягким в различных условиях. Например, первые резиновые камерные шины в 19 веке могли липнуть на горячей дороге до тех пор, пока в них не застрял мусор, и в конечном итоге шины не лопнули.
Чарльз Гудиерв 1830-х годах работал над улучшением этих камер. Он попытался нагреть резину, чтобы смешать с ней другие химические вещества. Казалось, что резина затвердеет и улучшится, хотя это произошло из-за самого нагрева, а не из-за использованных химикатов. Не осознавая этого, он неоднократно сталкивался с неудачами, когда его объявленные формулы упрочнения не работали стабильно. Однажды в 1839 году, пытаясь смешать каучук с серой, Гудиер случайно уронил смесь на горячую сковороду. К его удивлению, резина не плавилась и не испарялась, а оставалась твердой и, когда он увеличивал нагрев, фактически становилась тверже. Goodyear быстро разработал последовательную систему для этого упрочнения, которую он назвал вулканизацией из-за присутствия тепла. В том же году он получил патент и к 1844 году уже производил каучук в промышленных масштабах.
Балансировка колес после ремонта грыж и порезов
Вулканизация шин, как и любые другие ремонтные действия, влияет на структуру покрышки, а значит, смещает центр тяжести колеса. В результате такого дисбаланса возникают неуравновешенные центробежные силы с различными векторами приложения.
Балансировка колес производят для устранения дисбаланса
Отсюда повышенная колесная вибрация и нагрузка на ступицу, что приводит к целому ряду негативных последствий:
- Быстрый износ подвески вплоть до потери колеса во время движения.
- Ухудшение сцепления с дорожным покрытием, увеличение тормозного пути.
- Плохая управляемость и снижение безопасности передвижения.
- Ускоренный неравномерный износ протектора.
- Постоянные вибрации на руле и дискомфорт для водителя.
Чтобы избежать значительных затрат на ремонт подвески и не столкнуться с еще большими проблемами на дороге, рекомендуем отбалансировать колесо сразу после вулканизации шин!
Балансировка колеса выполняется на специальном станке с установкой свинцовых грузиков. Более точного результата позволяют добиться современные электронные стенды.

В процессе ремонта шин резиновые смеси как ремонтный материал играют одну из основных, если не самую важную роль.
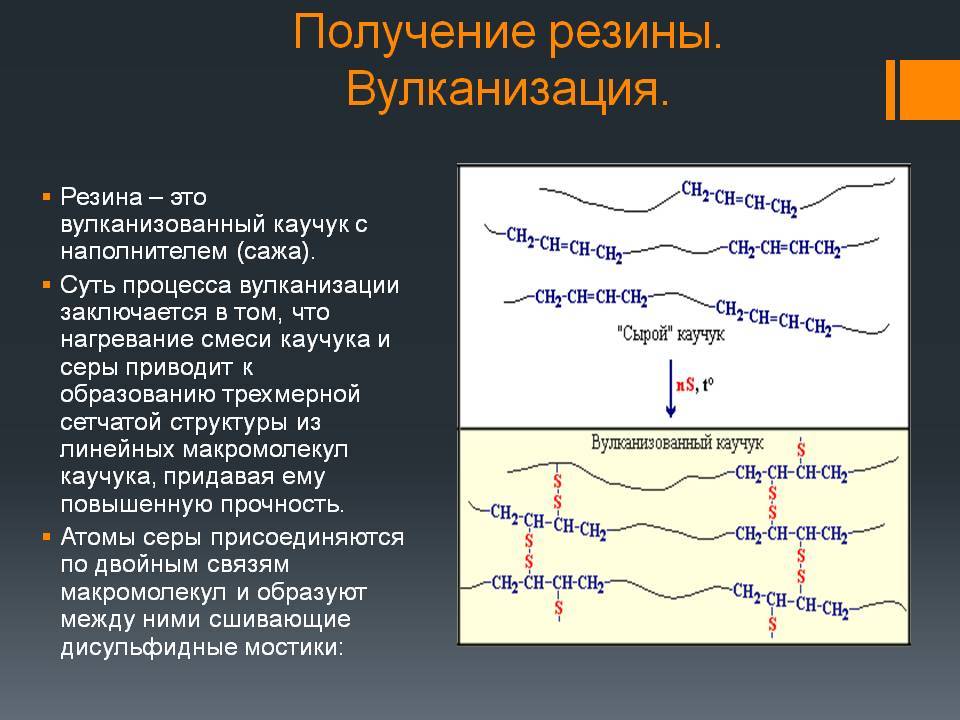
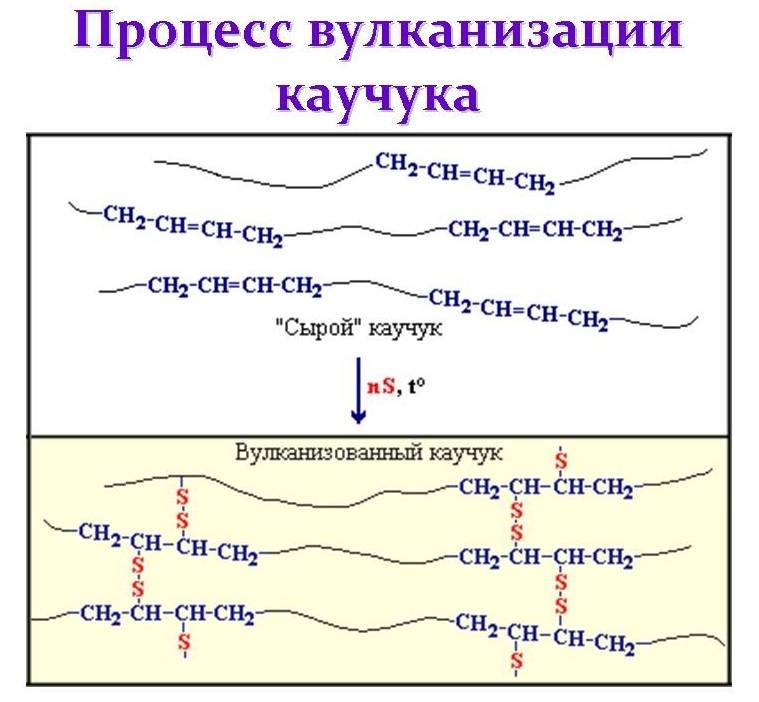
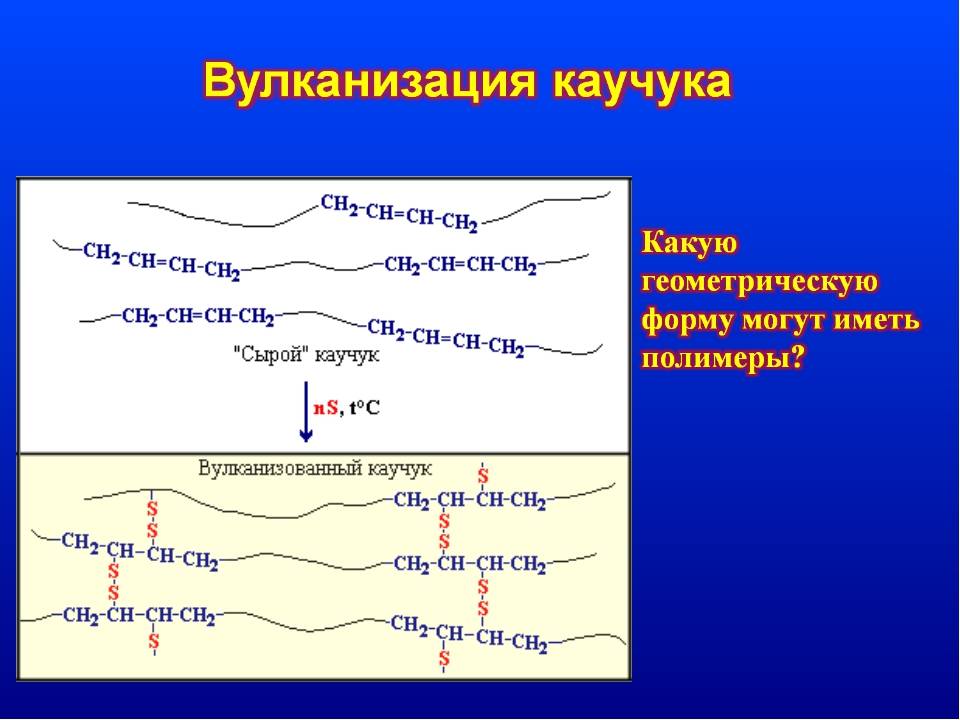
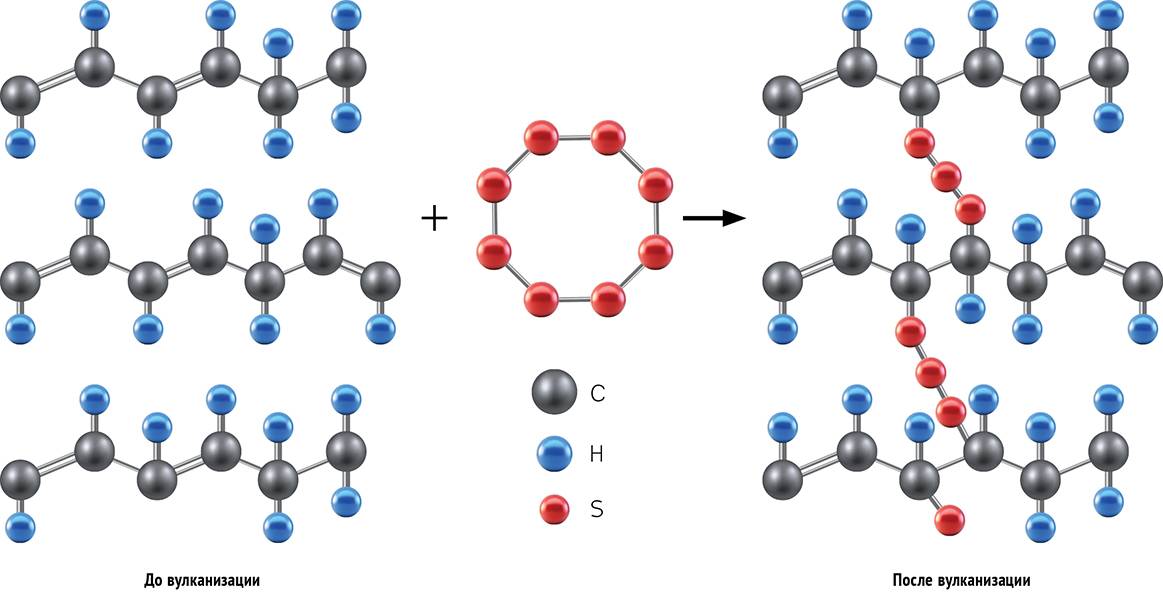
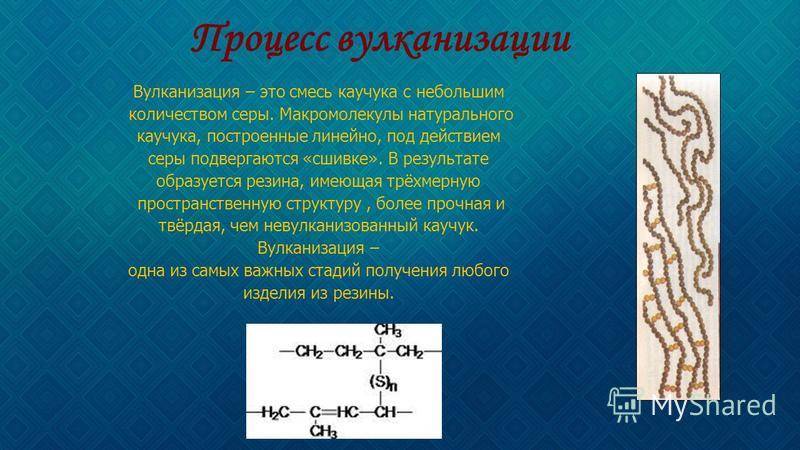
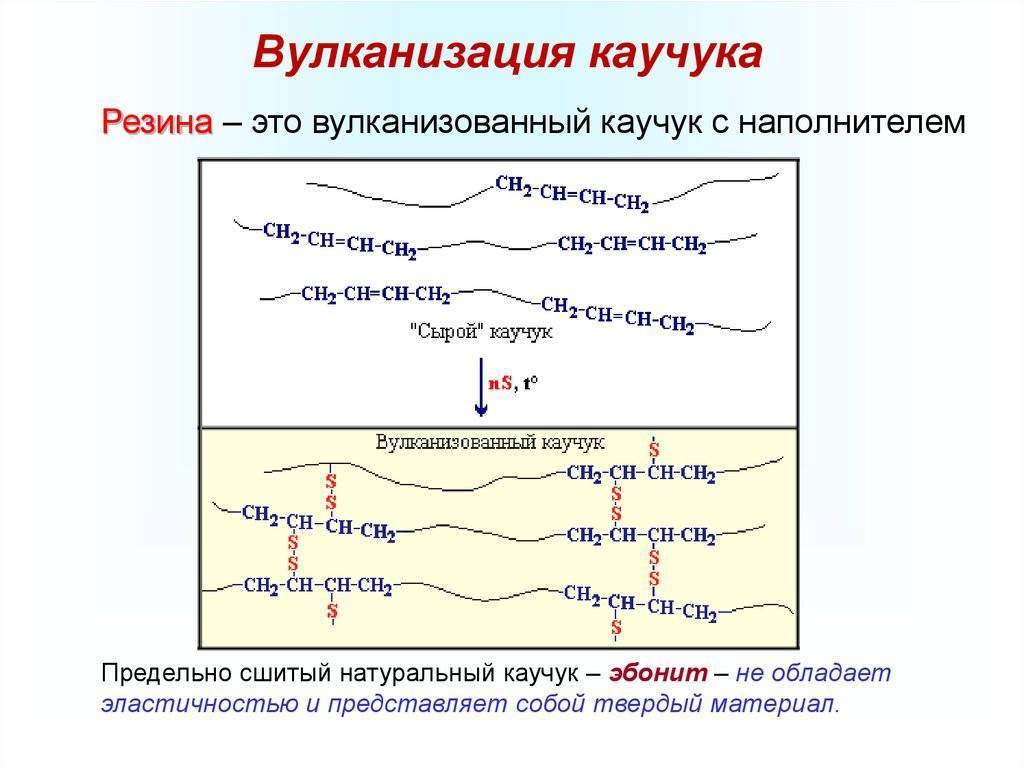
Резина является эластичным продуктом (в готовом виде) вулканизации натурального или синтетического каучука при температуре 110-180 °С в промежуток от нескольких минут до нескольких часов. Для получения резинотехнической смеси, кроме каучука, необходимы дополнительные вещества, которые облегчают процедуру обработки резины и наделяют ее определенными свойствами.
Вулканизация является сложным физико-химическим процессом в специальных условиях, о которых должен знать и помнить любой опытный вулканизаторщик.
Наиболее важными компонентами резиновых смесей являются:
1) натуральный или синтетический каучук; 2) вулканизирующие вещества – в основном, сера или соединение серы с ускорителями; 3) смягчители – ингредиенты и технологические добавки для уменьшения твердости резины; 4) наполнители – например, органические или неорганические твердые вещества различной степени дисперсности, использующиеся в целях улучшения технологических свойств резиновой смеси; 5) пигменты и красители – например, цинковые белила, литопон; 6) защитные средства – вещества, защищающие резину от разрушительного воздействия света, тепла, кислорода, озона, радиации и т. д.
Конечно же, можно компоновать данные ингредиенты по-разному или заменять эти компоненты другими, их использование зависит от назначения смеси.

Например, для получения 100 кг резиновой смеси для протектора шины понадобится: 50 кг каучука (теперь, в основном, синтетического), 15 кг сажи, 15 кг диоксида кремния, 10 кг масла, 2 кг смолы, 2 кг серы и других дополнительных ингредиентов.
К сожалению, нужно признаться, что многие шиноремонтники не придают слишком большого значения типу и характеристикам смесей, которые они используют в повседневной работе, совершая очень серьезную ошибку.
На курсах профессиональной подготовки мастеров по ремонту шин педагоги все больше внимания уделяют резиновым смесям. Причиной является растущий интерес к горячей вулканизации шин, где резина играет существенную роль.
Сложным процессом является не только производство смеси, использование уже готового продукта в процессе ремонта требует не меньше знаний и подготовки.
Резиновая смесь в вулканизации
Холодная вулканизация
Для вулканизатора, на котором осуществляют только быстрый ремонт по технологии холодной вулканизации достаточно материалов в виде ремонтных пластырей и базовой химии (жидкость Liquid Buffer, клей, Inner Liner Sealer).
Резина является здесь важным материалом, так как используется как дублирующий слой для укрепления как радиальных, так и диагональных пластырей. Примером является резина фирмы Maruni – Floater Gum.

Резина Maruni Floater Gum используется в качестве амортизационной базы под пластырь. Она продлевает срок его службы. Специальная резиновая смесь защищает края ремонтного пластыря от появления на них трещин. Срок годности этой резины – два года в условиях хранения при температуре 20 °С. Резину с подобными параметрами имеет в своем ассортименте и фирма Tip Top (синего цвета).
Изготовление приспособления для вулканизации
Самодельные вулканизаторы делятся на электрические и бензиновые. Делаются они из деталей, отслуживших свой срок. Основные узлы:
- неподвижный стол;
- нагревательный элемент;
- струбцина.
Самая простая электрическая модель получается из старого утюга, в котором есть рабочая спираль. Этот вариант имеет регулятор, значит, удобнее других. Рабочая поверхность – подошва. Ручку лучше убрать, перевернуть утюг, установить на скобу из толстого листа. Сверху ложится ремонтируемое изделие и зажимается струбциной.
Для бензинового варианта использовать удобно поршень двигателя. В него наливается бензин и поджигается. Для контроля положите на латку бумагу. Она начинает желтеть на критической для резины температуре.
Бывают случаи, когда необходим срочный ремонт шин. Произвести такой ремонт есть возможность самостоятельно или же обратившись в ремонтную мастерскую.





При осуществлении ремонтных работ соблюдаются определенные правила и технологии. Что такое температура вулканизации резины? Читайте далее.
Чем заклеить камеру без ремкомплекта
Можно провести это ремонт и без ремкомплекта. Тогда для этого нам потребуется резиновый клей. Он продается в хозяйственных товарах. Туба клея стоит 25-50 руб. Потребуется резина от старой, ненужной камеры или от футбольного мяча. Вырезаем латку с таким расчетом, чтобы от края латки до прокола было не менее 10 мм. Латка не обязательно должна быть круглой. Она должна быть достаточной величины, чтобы в ней разместилось отверстие под сосок и она бы перекрыла место прокола не менее чем на 10 мм.
Производим зачистку наждачкой место предполагаемого ремонта и саму латку до ярко-черного цвета. Наносим клей на латку и на зачищенное место на камере. Даем подсохнуть клею в течении 1-2 минут и соединяем латку с камерой. После этого, независимо от того какую латку вы используете, из ремкомплекта ли, или самодельную, надо сильно прижать место склеивания
Время прижима не важно, важнее сила. Усилия пальцев бывает достаточным
Технология формообразования деталей из резины
Из сырой резины методами прессования и литья под давлением изготавливают детали требуемой формы и размеров. Каждый метод имеет только ему присущие технологические возможности и применяется для изготовления определённого вида деталей.
Прессование. Детали из сырой резины формуют в специальных прессформах на гидравлических прессах под давлением 5 – 10 МПа (рис. 13).
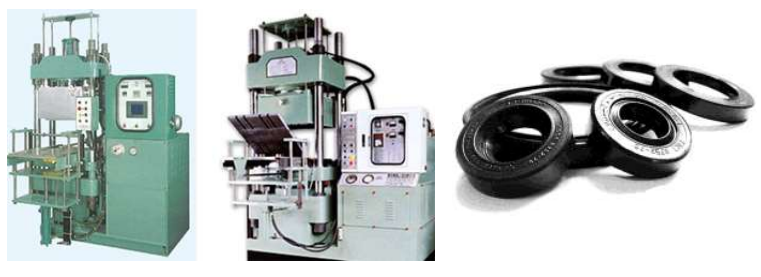
Рис. 13 Гидравлический пресс и готовые изделия
В том случае, если прессование проходило в холодном состоянии, отформованное изделие затем подвергают вулканизации. При горячем прессовании одновременно с формовкой протекает вулканизация. Методом прессования изготавливают уплотнительные кольца, муфты, клиновые ремни.
Литьё под давлением. При этом более прогрессивном методе форму заполняют предварительно разогретой пластичной сырой резиновой смесью под давлением 30 – 150 МПа. Резиновая смесь приобретает форму, соответствующую рабочей полости пресс-формы. Прочность резиновых изделий увеличивается при армировании их стенок проволокой, сеткой, капроновой или стеклянной нитью (рис. 14).

Рис. 14 Резиновые изделия с увеличенной прочностью
Сложные изделия – автопокрышки, гибкие бронированные шланги и рукава – получают последовательно. Сначала наматывают на полый металлический стержень слои резины, затем изолирующие и армирующие материалы (рис. 15).

Рис. 15 Бронированные шланги и устройство автопокрышки
Сборку этих изделий выполняют на специальных дорновых станках (рис. 16).

Рис. 16 Один из разновидностей дорновых станков литья под давлением резины
Вулканизация. В результате вулканизации – завершающей операции технологического процесса – формируются физико-механические свойства резины. Горячую вулканизацию проводят в котлах, вулканизационных прессах, пресс-автоматах (рис. 17), машинах и вулканизационных аппаратах непрерывного действия под давлением при строгом температурном режиме в пределах 130 – 150оС. Вулканизационной средой могут быть горячий воздух, водяной пар, горячая вода, расплав соли. Основной параметр вулканизации – время – определяется составом сырой резины, температурой вулканизации, формой изделий, природой вулканизационной среды и способом нагрева.
Вулканизацию можно проводить и при комнатной температуре (рис. 18). в этом случае сера отсутствует в составе сырой резины, а изделие обрабатывают в растворе или парах дихлорида серы или в атмосфере сернистого газа.


Рис. 17 Пресс-автомат и котёл для вулканизации резины

Рис. 18 Вулканизация (ремонт) шин при комнатной температуре
В результате вулканизации увеличиваются прочность и упругость резины, сопротвление старению, действию различных органических растворителей, изменяются электроизоляционные свойства.
На фото 1 и 2 показано сборочное оборудование Нижнекамского завода и цех вулканизации шин ЦМК (цельнометаллокордных покрышек).

Фото 1

Фото 2
Главное преимущество цельнометаллокордных покрышек — возможность их двукратного восстановления путем наварки протектора. Это позволяет в конечном итоге удвоить срок их службы и довести до 500 тыс. км пробега. Помимо ресурсосбережения достигается значительный экологический эффект — вдобавок к уменьшению выхлопных газов сокращаются и отходы в виде изношенных покрышек.







Просмотров:
14 487
Двухэтапный метод ремонта шин
Сначала мастер зачищает повреждение и выполняет наружный косметические ремонт шины путем “горячей” вулканизации сырое резины. Затем он повторно зачищает ремонтную поверхность внутри шины и устанавливает химический пластырь. По рекомендации ведущих мировых производителей, после ремонта «холодным» методом шина должна отстояться не менее 24 часов при температуре окружающей среды не ниже 20°С. Чем ниже температура, тем дольше нужно выдерживать отремонтированную шину.
Первое время, когда самовулканизирующиеся ремонтные материалы только появились на рынке и были в диковинку, они преподносились продавцами как панацея от всех бед. Но по мере накопления практического опыта наряду с преимуществами стали очевидны и недостатки двухэтапного метода. С течением времени стало ясно, что «холодная» вулканизация не дает желаемых результатов, а большое срок выдержки после ремонта создает проблемы при высоком машинопотоке, и вынуждает мастеров пренебрегать техническими условиями.
Ремонт двухэтапным методом производится, как правило, в мастерских, где есть только С-образныи вулканизатор с плоским нагревательным элементом малой площади. В России такие вулканизаторы широко представлены продукцией зарубежных и отечественных производителей. Но, несмотря на привлекательные внешний вид, конструктивные особенности этих вулканизаторов не позволяют достичь высокого качества ремонта. Их недостаток состоит в малое площади нагревательного элемента, который не может обжать повреждение и поэтому вызывает вздутие на шине. Такие вулканизаторы можно рекомендовать только для ремонта самых небольших повреждений.
Чтобы не нарушать технологию ремонта шин, вулканизатор необходимо дополнительно укомплектовать нагревательными элементами большей площади, которые позволят обжимать весь ремонтный участок без деформации каркаса шины.
Следует отметить, что холодная вулканизация очень требовательна к соблюдению технологии и она не прощает ошибок. Будь то пересохшие клеи или старый пластырь – качественного результата вам уже не видать.
Реальность такова, что несоблюдение всех технологических условий – обычное явление при двухэтапном методе ремонта. Отсутствие необходимого инструмента, недостаточная квалификация персонала, банальная нехватка времени приводят к неудовлетворительным результатам.
Поэтому для России больше подходит менее проблемный одноэтапный метод ремонта.
Примечания и ссылки
Заметки
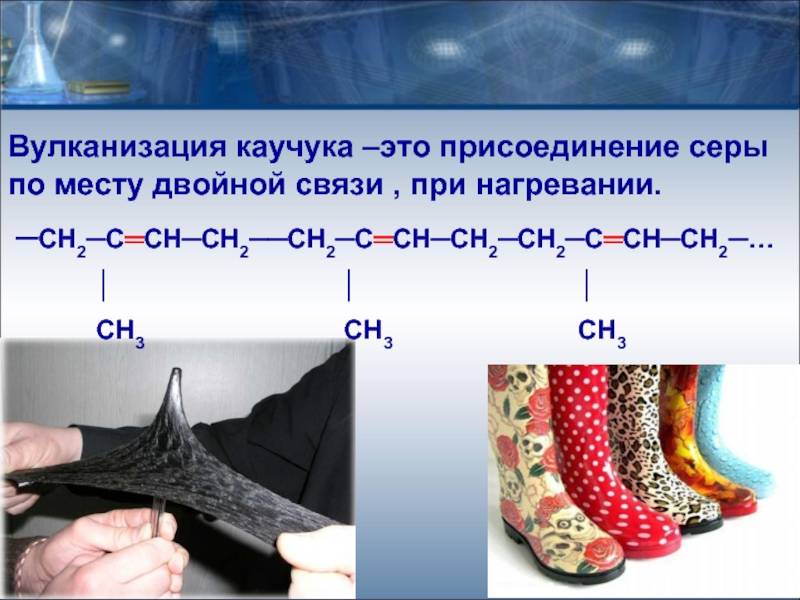
- Для от 70 до 80% каучуков вулканизирующим агентом является сера (касается ненасыщенных каучуков ). Для меньшего количества каучуков используется органический пероксид с соагентом (пероксид не входит в химический состав мостовидных протезов), оксид металла (с активатором и ускорителем) (в случае галогенированных каучуков) или формофенольные смолы. . (случай бутилкаучуков и каучуков EPDM ).
- Эти силы играют чрезвычайно важную роль в управлении транспортным средством.
- Хотя этот термин не является частью повседневного языка, он широко используется в профессии.
- По этой причине система вулканизации обычно включается в конце смешивания.
- Этот тип вулканизата имеет, в частности, хорошую термостойкость, причем энергия связей CC выше, чем энергия связей CS и SS.
- В настоящее время археи больше не классифицируются среди бактерий, а считаются их сестринской группой.
Рекомендации
- : « 1850: США – Хирам Хатчинсон, американец, встречает Чарльза Гудиера, который только что изобрел процесс вулканизации резины. Очарованный этим новым открытием и полученным материалом, Хатчинсон покупает у Goodyear патент на производство обуви. и 1853: Франция – Хатчинсон основывает «A l’Aigle» во Франции («Орлу» в честь птицы, символизирующей Америку) и начинает производство резиновых сапог для сельскохозяйственных работ. ” .
- Chanclou G., Разрыв полимерных цепей путем контролируемого окисления: применение к переработке эластомерных отходов , докторская диссертация, 2000, Ле-Ман.
- Исаев А.И., Чен Дж. И Тукачинский А., Eine neue Ultraschall-Technologie für die Devulkanisation von Altgummi , Gummi, Fasern, Kunststoffe, 1995, 48 (8), 550-559.
- Сегар С. Девулканизация резиновых гаек с помощью микроволн: влияние ионных жидкостей , докторская диссертация, Университет Мулуда Маммери, 2015.
- Спротт Д.П., Девулканизация резиновой крошки с использованием окисляющих серу архей , Оттавский университет, Канада, 1999.
- Гилламо Ф., Микробиологическая обработка порошка из использованных шин , Докторская диссертация, Экс-Марсель 3, 2010.
Вулканизация силиконов[ редактировать ]
Пример клавиатуры из силиконовой резины, типичной для формования LSR (жидкая силиконовая резина)
Вулканизационных номер температуры (РТВ) силикон изготовлен из химически активных на углеводородной основе полимеров в сочетании с усилением минеральных наполнителей. Существует два типа силикона, вулканизирующегося при комнатной температуре:
- РТВ-1 (однокомпонентные системы); затвердевает под действием атмосферной влажности, катализатора и ацетоксисилана. Ацетоксисилан во влажных условиях образует уксусную кислоту . Процесс отверждения начинается на внешней поверхности и продолжается до ее сердцевины. Продукт упакован в герметичные картриджи и находится в жидкой или пастообразной форме. Силикон RTV-1 обладает хорошими характеристиками адгезии, эластичности и прочности. Твердость по Шору может изменяться от 18 до 60. Относительное удлинение при разрыве может находиться в диапазоне от 150% до 700%. Они обладают отличной стойкостью к старению благодаря превосходной стойкости к УФ-излучению и атмосферным воздействиям.
- РТВ-2 (Двухкомпонентные системы); двухкомпонентные продукты, которые при смешивании отверждаются при комнатной температуре до твердого эластомера, геля или гибкой пены. RTV-2 сохраняет гибкость при температуре от −80 до 250 ° C (от −112 до 482 ° F). Разрушение происходит при температурах выше 350 ° C (662 ° F), оставляя негорючий и негорючий инертный осадок кремнезема. Их можно использовать для электроизоляции благодаря своим диэлектрическим свойствам. Механические свойства удовлетворительные. RTV-2 используется для изготовления гибких форм, а также многих технических деталей для промышленного и парамедицинского применения.





