

Основные термины и определения
Основные термины и определения, относящиеся к системе допусков на линейные размеры, установлены в стандарте ГОСТ 25346-2013 (ISO 286-1: 2010).
Размерный элемент – геометрическая форма, определяемая линейным или угловым размером. Размерными элементами могут быть цилиндр, сфера, две параллельные плоскости, конус, призма.
Номинальный размер (D, d) – это размер геометрического элемента идеальной формы, определенной чертежом. Номинальный размер используют для расчета предельных размеров.
Реальная поверхность детали – совокупность физически существующих геометрических элементов, которые отделяют всю деталь от окружающей среды.
Действительный размер – размер, установленный измерением с допустимой погрешностью.
Предельные размеры – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Эти размеры имеют название – верхний предельный размер (Dmax, dmax) и нижний предельный размер (Dmin, dmin). Предельные размеры могут быть больше или меньше номинального размера, один из предельных размеров может быть равен номинальному.
Предельное отклонение – алгебраическая разность между одним из предельных размеров и номинальным.
Верхнее предельное отклонение:
для отверстия: ES = Dmax − D, (1)
для вала: es = dmax − d. (2)
Нижнее предельное отклонение:
для отверстия: EI = Dmin − D, (3)
для вала: ei = dmin − d. (4)
Допуск – это разность между верхним и нижним предельными размерами или между верхним и нижним предельными отклонениями:
допуск отверстия:
TD = Dmax– Dmin = ES − EI, (5)
допуск вала:
Td = dmax – dmin = es – ei. (6)
Интервал допуска – совокупность значений размера между пределами допуска, включая эти пределы. Он определяется значением допуска и его расположением относительно номинального размера. Пределы допуска могут располагаться по одну или по обе стороны относительно номинального размера. На графическом изображении интервалов допусков (рис. 1) номинальному размеру соответствует нулевая линия, которая обычно располагается горизонтально.
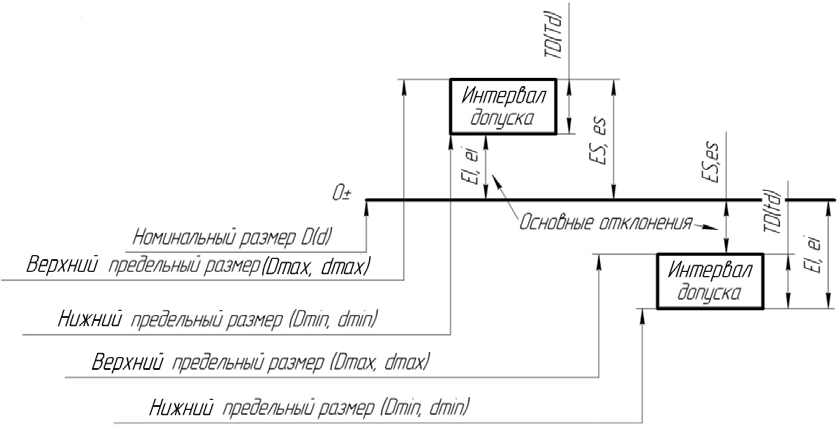
Рисунок 1 – Графическое изображение интервалов допусков
Основное отклонение – предельное отклонение, определяющее расположение интервала допуска относительно номинального размера. Основным является то из предельных отклонений, которое соответствует предельному размеру, ближайшему к номинальному (рис. 1).
Допуски и посадки, основные понятия, обозначения. Квалитет, нулевая линия, допуск, предельное отклонение, верхнее отклонение, нижнее отклонение, поле допуска. Вариант для печати.
- Нулевая линия – линия, соответствующая некоему размеру, от которой откладываются отклонения размеров при указании допусков и посадок. Все линии чертежа – нулевые. Размер этот называется номинальным размером.
- Допуск – диапазон отклонения от нулевой линии. “Отверстие выполнено диаметром А с допуском +0,5” – это означает, что действительный диаметр отверстия находится между диаметром, заданным нулевой линией (номинальный размер=А) и диаметром А+0,5мм.
- Предельное отклонение – разность между предельным (наиболее отклоняющимся) и номинальным размером.
- Верхнее отклонение = верхнее предельное отклонение = разница между номинальным и наибольшим предельным размером.
- Нижнее отклонение = нижнее предельное отклонение = разница между номинальным и наименьшим предельным размером.
| Обозначение отклонения | Верхнее отклонение | Нижнее отклонение |
| Для отверстия | ES | EI |
| Для вала | es | ei |
Поле допуска – диапазон размеров, ограниченный верхним и нижним отклонением от нулевой лини. Положение поля допуска обозначают:
Для отверстия: Прописные (большие) буквы латинского алфавита. A, B, C, CD, D……
Для вала: строчные (маленькие) буквы латинского алфавита. a,b,c,cd……
Отклонение, используемое для указания поля допуска допуска называют основным отклонением – это отклонение поля допуска ближайшее к нулевой линии.
| Основное отклонение | |
| Для отверстия от A до H | EI (нижнее) |
| Для отверстия J до ZC | ES (верхнее) |
| Для вала a до h | es (верхнее) |
| Для вала j до zc | ei (нижнее) |
Отверстие, нижнее отклонение которого равно нулю (не может быть меньше) – называют основным и обозначают английской буквой H.
Вал, верхнее отклонение которого равно нулю (не может быть больше) – называют основным и обозначают английской буквой h.
На рисунке ниже – положение полей допусков (заштриховано) относительно нулевой линии. Слева указаны отрицательные или положительные отклонения.
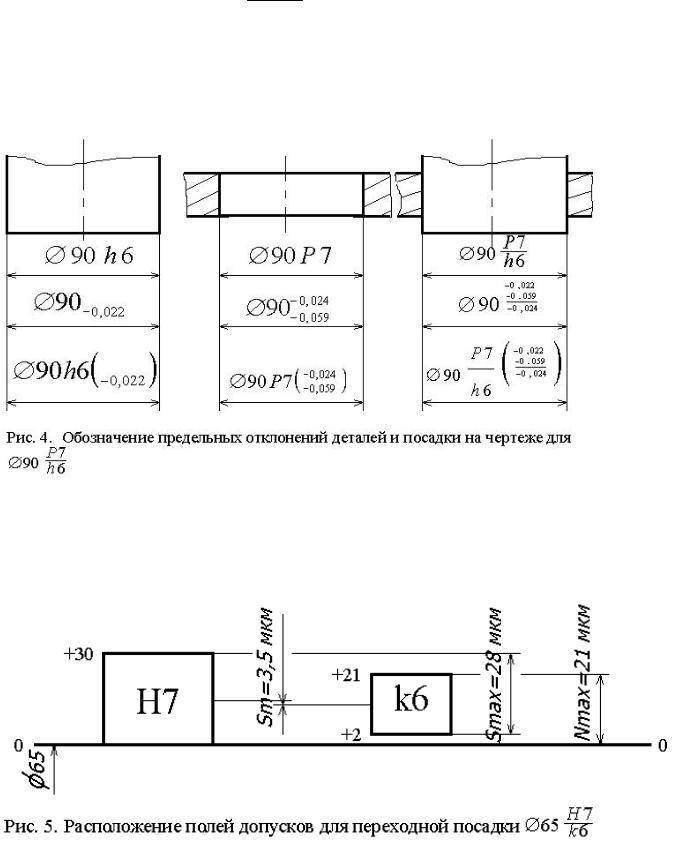
Посадка – характер соединения узлов (деталей), определяемый величиной существующих в нем зазоров или натягов. Различают посадки с зазором, посадки с натягом и переходные (промежуточные) посадки.
Посадки в системе отверстия – предпочтительнее на практике (исторически) , см. рисунок ниже:
Посадки в системе вала, смотри рисунок ниже:

Квалитет – установленная совокупность допусков, определяющая допуск для данного линейного размера (одинаковая степень точности для всех номинальных размеров). Величнины полей допусков обозначают буквами IT и порядковым номером квалитета.
ОБОЗНАЧЕНИЕ ЗАВИСИМЫХ ДОПУСКОВ
5.1. Зависимые допуски формы и
расположения обозначают условным знаком , который помещают:
после числового значения допуска, если
зависимый допуск связан с действительными размерами рассматриваемого элемента
(черт. 32а);
после буквенного обозначения базы (черт. 32б)
или без буквенного обозначения в третьей части рамки (черт. 32г),если зависимый допуск связан с действительными размерами базового элемента;
после числового значения допуска и
буквенного обозначения базы (черт. 32в) или без буквенного
обозначения (черт. 32д),если зависимый допуск связан
с действительными размерами рассматриваемого и базового элементов.
5.2. Если допуск расположения или формы
не указан как зависимый, то его считают независимым.
Черт. 32
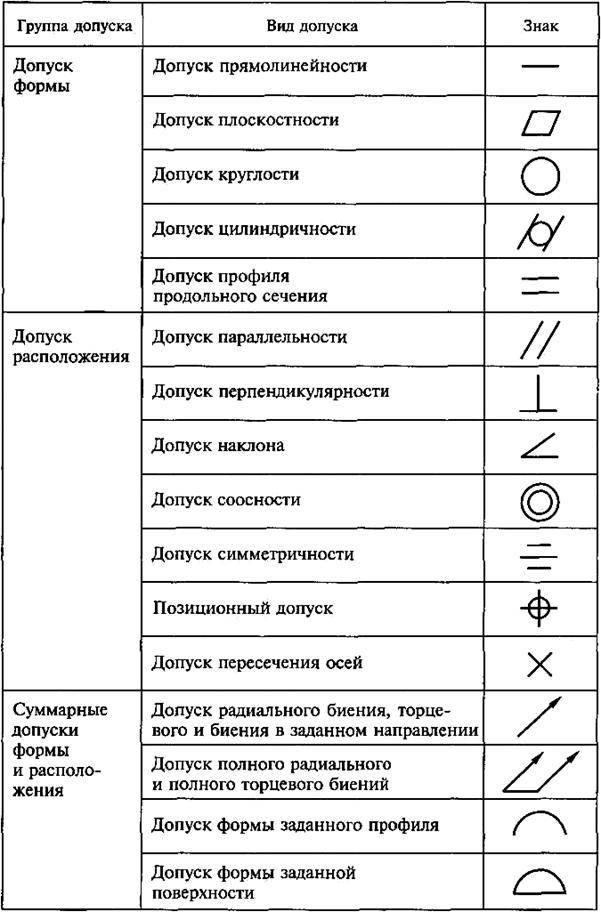
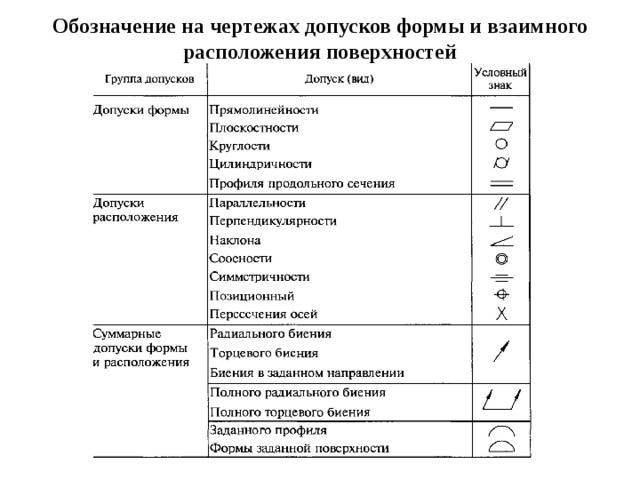
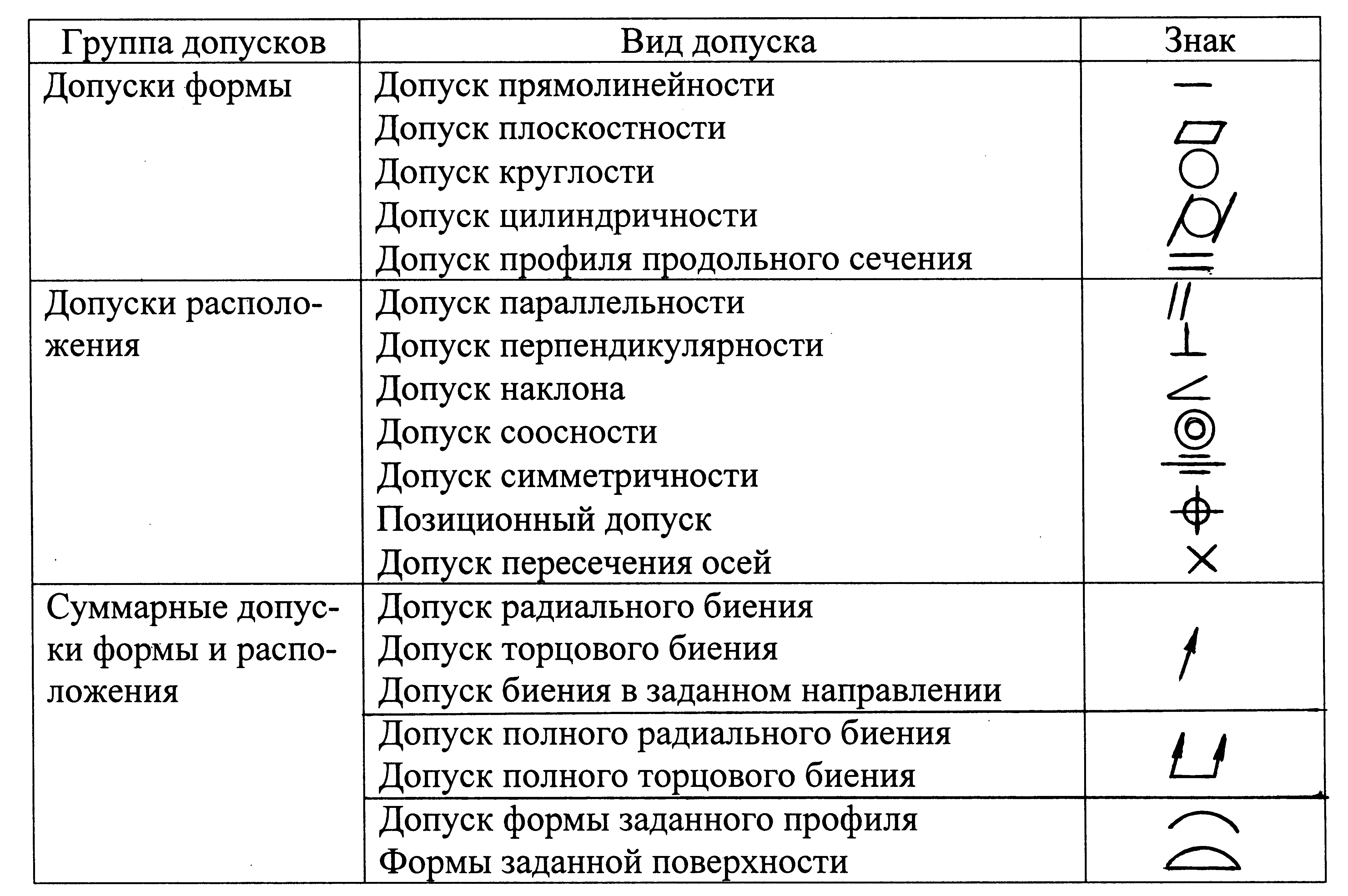
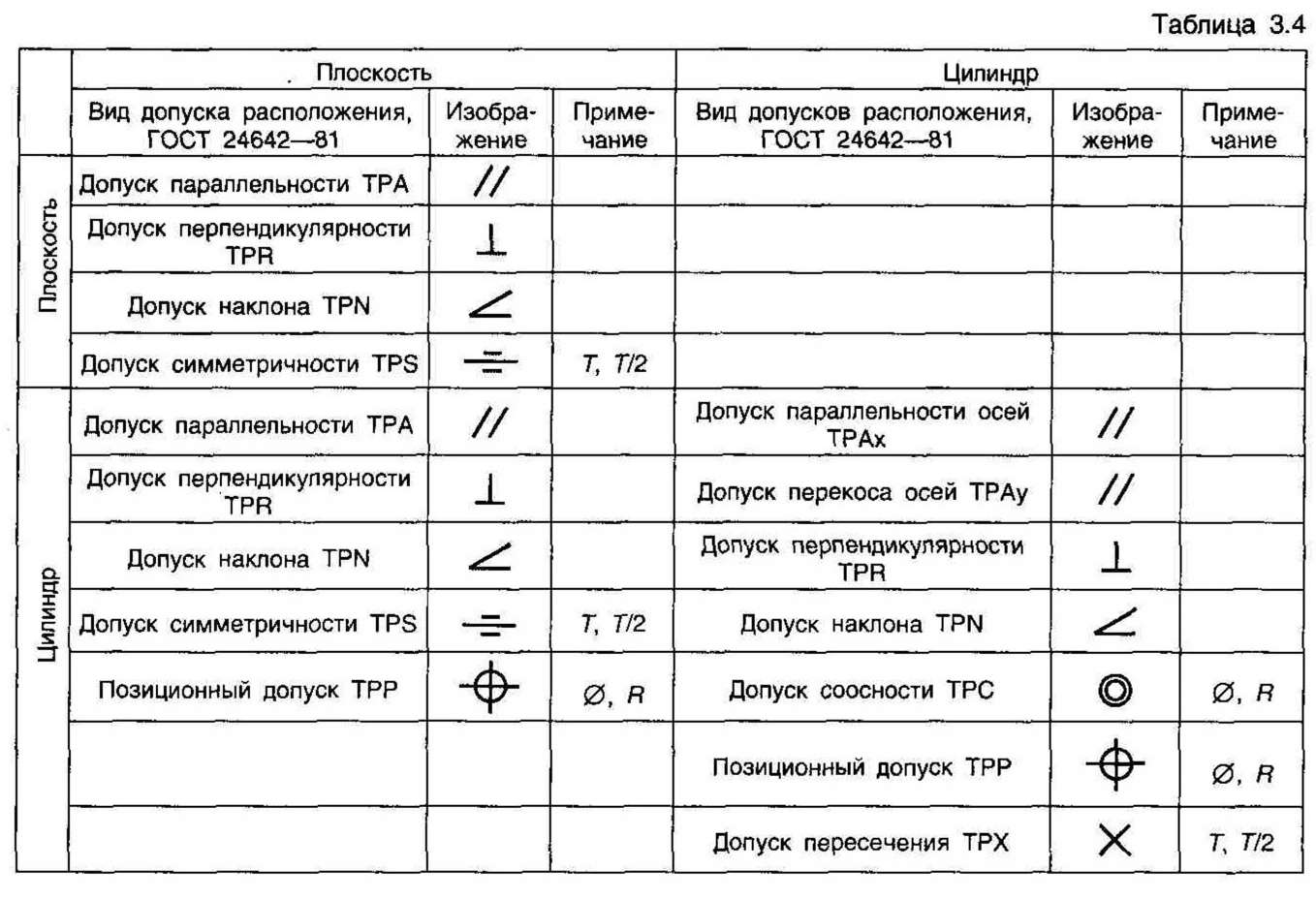
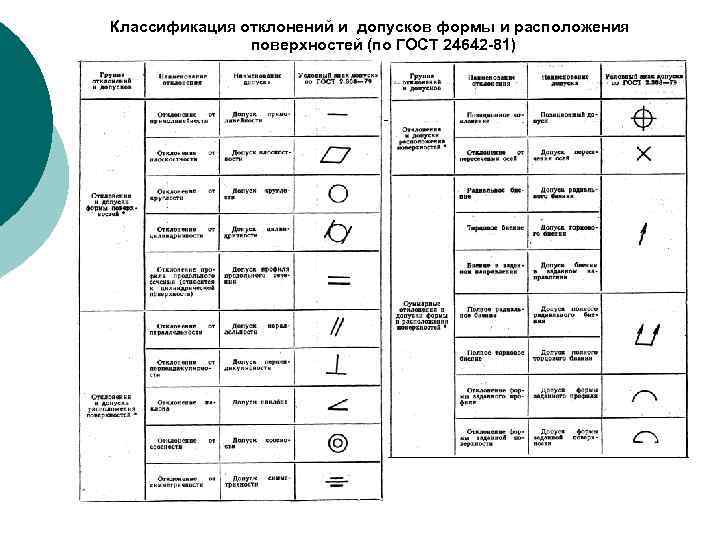
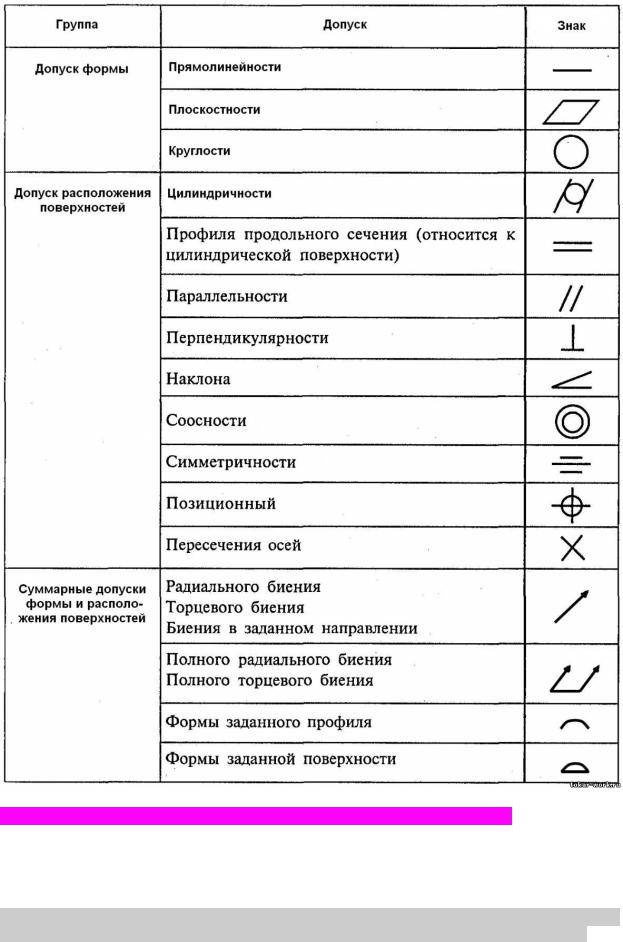
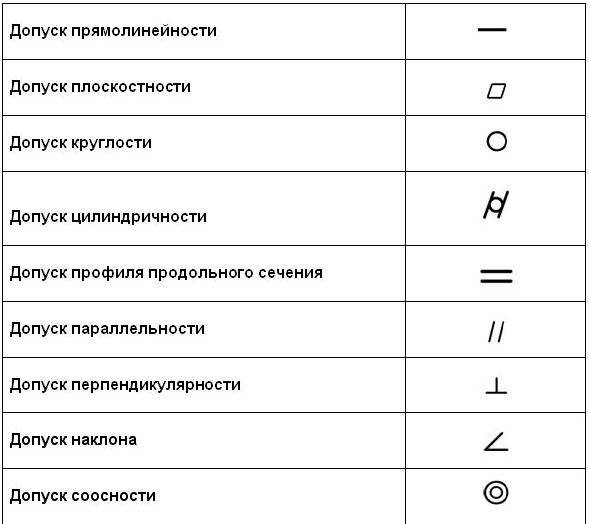
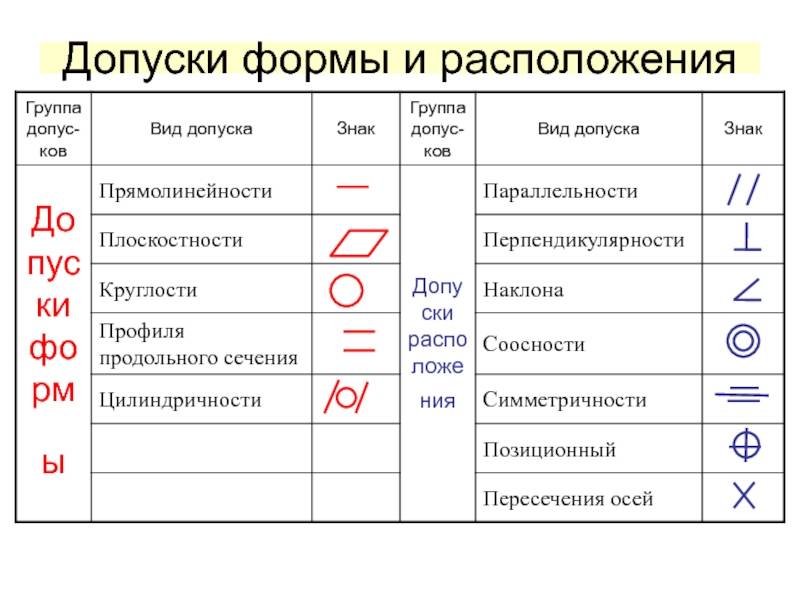
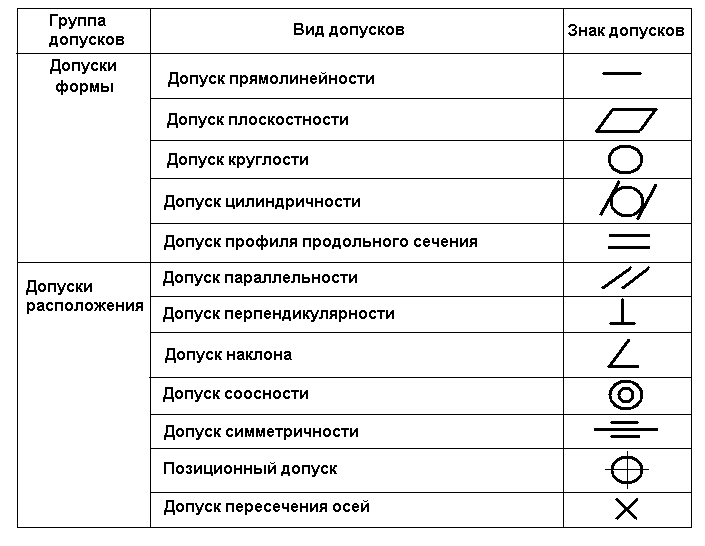
Допуски расположения
Эта категория характеристик объединяет разрешённые интервалы изменения следующих геометрических параметров:
- перпендикулярности (должны строго соблюдаться угловые характеристики между плоскостями);
- параллельности (расстояние между отдельными элементами сохраняется в пределах разрешённых изменений на протяжении всей поверхности);
- соосности;
- наклона;
- симметричности;
- пересечения осей.
Кроме перечисленных параметров к этой категории относится так называемый позиционный допуск. Он устанавливается для деталей, имеющих несколько отверстий, из которых в дальнейшем будет собран агрегат. Размеры позиционного допуска отражаются между центрирующими отверстиями. Его обозначают при помощи специального знака в виде окружности, которая пересекается небольшим отрезком. Он может располагаться горизонтально или вертикально.

В современных деталях существует большое количество вариантов отклонения от параллельности. Это могут быть отклонения параллельности между плоскостями, отдельными поверхностями или целой группой, меду отверстиями. Оценка допуска параллельности производится с использованием специальной базы. Знаками допусков расположения элементов, для которых необходимо проверять параллельность служит набор специальных графических изображений. Проверка параллельности позволяет определить величину угла отклонения одной плоскости от другой.
Косметика с натуральным составом
Биологически чистая и органическая косметика популярна на современном косметическом рынке и вызывает все больший ажиотаж с каждым годом. Покупатель, в свою очередь, при покупке такой косметики остается уверенным в экологичности обертки и натуральном составе изделия, что и подтверждают соответствующие сертификаты.
Марка данного сегмента должна соответствовать определенным требованиям, а именно:
- в состав могут входить исключительно натуральные составляющие;
- сырье для производства является экологически чистым и не может содержать ароматизаторы, комедогенные компоненты, токсические консерванты и ненатуральные красители;
- этикетка должна содержать ценную информацию для покупателя, в частности и концентрацию био-компонентов.
Важно упомянуть о том, что в ЕС не существует стандартных знаков качества. Сертификаты могут выдавать ассоциации, оснащенные специальной техникой и имеющие грамотных специалистов данной отрасли. К таким организациям можно отнести: The USDA Organic Seal, Ecocert, Cosmebio
К таким организациям можно отнести: The USDA Organic Seal, Ecocert, Cosmebio.
В Российской Федерации — это система сертификации на добровольной основе под названием «Bio.rus», которую проходит органическая, а также — натуральная косметика. Создатели данной некоммерческой организации разработали свой стандарт, требования и контроль качества компонентов тестируемых марок.
Стандарты «Bio.rus» перечисляют все компоненты, которые могут быть применены в изготовлении продукции БИО- и ЭКО- сегмента.
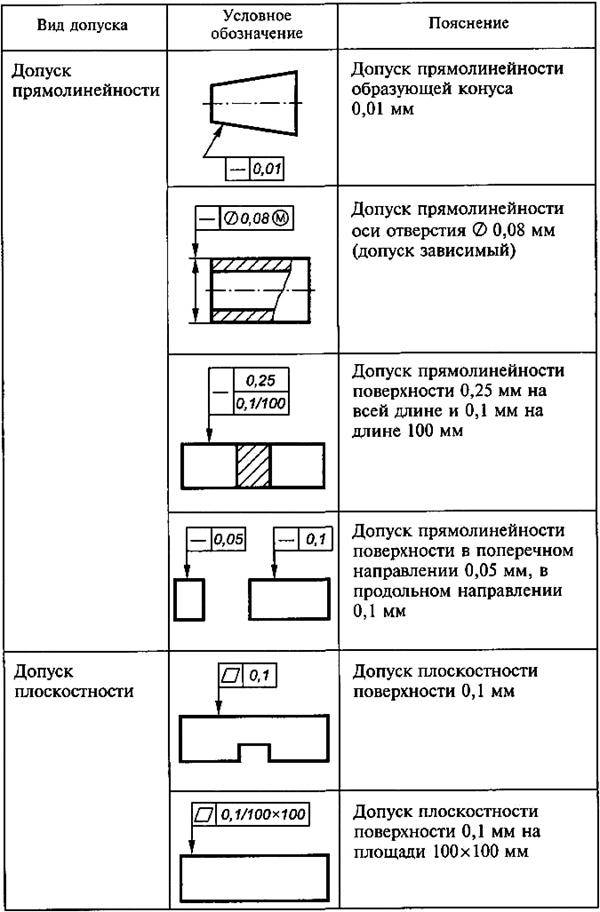
Допуски формы
Этот вид разрешённых отклонений вызван неточностями обработки, которые происходят из-за реальных возможностей обрабатывающего оборудования.
К ним относятся:
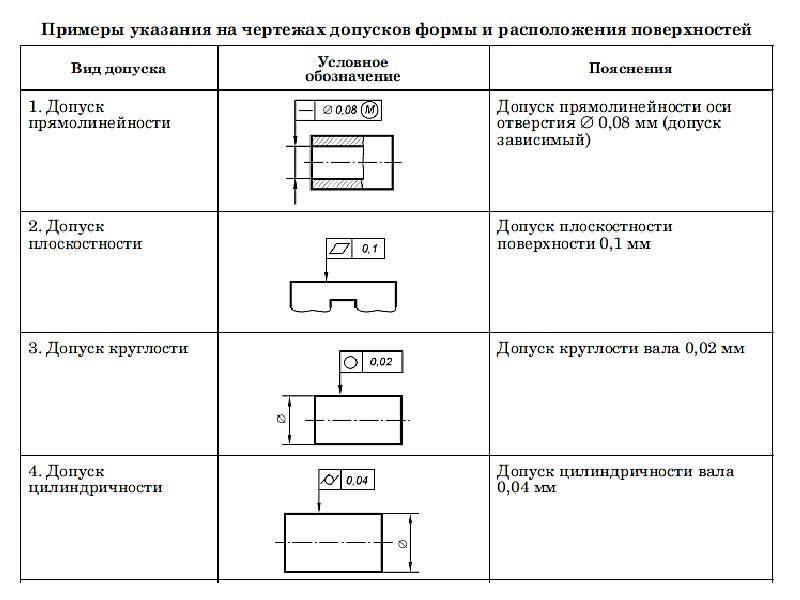
- прямолинейности;
- плоскости;
- не совпадения формы окружности (к ним относятся: круглости; допуск овальности);
- изменение формы цилиндра — допуск цилиндричности.
К первой категории относятся следующие отклонения:
- формы обработанной поверхности (нарушается плоскостная картина, изменяется величина радиуса выточенного вала, нарушается геометрия фигур имеющих плоские грани);
- нарушается параллельность и перпендикулярное расположение поверхностей между собой или соседними деталями;
- проявляется разная шероховатость по длине, поперечному сечению, окружности.
Оценка величины параметров производится сравнением номинальной поверхности (обозначенной на чертеже) и реальной (полученной на станках заданного класса точности). Полученные отклонения и позволяют рассчитать величину требуемого допуска.
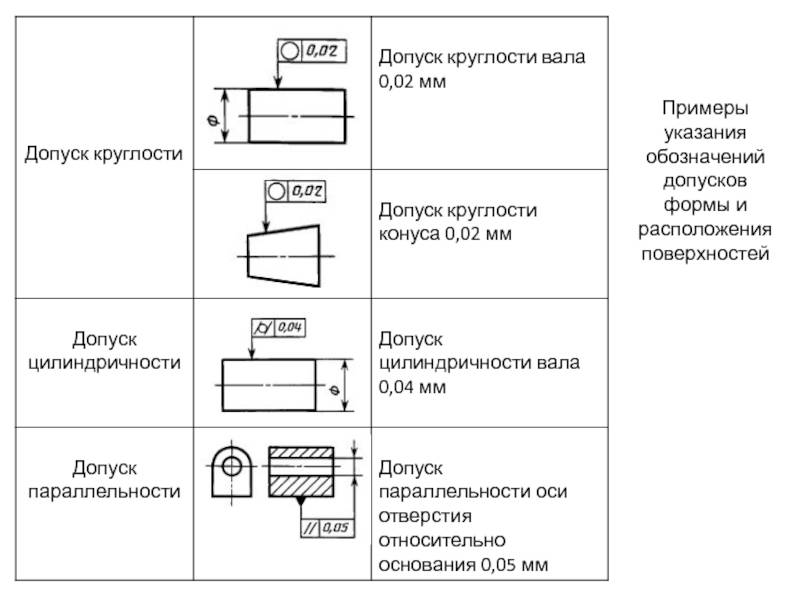
Изменение величины радиуса готового изделия по отношению к заданному на чертеже, называется нарушение круглости. Для предотвращения возможных негативных последствий при эксплуатации вводят допуск круглости. При рассмотрении детали в одной из плоскостей определяют необходимый допуск профиля продольного сечения.
Характер взаимного искривления расположения плоскостей подразделяется на следующие виды:
- общей параллельности (сравнивается с линией направленной вдоль поверхности);
- перпендикулярности и пересечения осей (проверяется сохранение прямого угла на всём протяжении поверхностей);
- наклона;
- симметрии (по отношению к выбранной оси).
Допуск плоскостности определяет величину разрешённого отклонения от обозначенного уровня. Основной характеристикой служит так называемое поле допуска. Его обозначают в выбранной области, которая расположена между плоскостями, для которых необходимо соблюдать строгие параметры параллельности. Расстояние до поверхности определяется существующими стандартами. Контроль отклонения этих параметров от заданных на чертеже обозначается на профилограмме.
Обозначение посадок на сборочных чертежах и их применение.
1) ф100мм. — сопрягаемый размер 2) Н7/d11 — дробь и есть тип посадки , где Н7 — поле допуска Н и квалитет 7 отверстие
d11 — поле допуска d и квалитет 11вала
4.Технология нарезания наружной резьбы. Технология нарезания внутренней резьбы.
Нарезание наружней резьбы на детали типа ВАЛ : Инструмент нарезки Лерка , Плашка ; по конструкции бывает
цельные, разьемные , раздвижные . На плашке маркеровка
Технология нарезания : замерить ф вала , проверить фазку, закрепить деталь в тисах вертикально , выбрать плашку по
маркеровке, установить в плашка держатель , нарезать резьбу с подачей масла, контроль резьбы с сопрягаемой деталью
Нарезание внутренней резьбы : инструмент нарезки метчик ручной, в комплект ручного метчика входит два или 3 метчика ,
отличаются по разборной части и штрихам на хвоставике (1.2), маркеруется — тип, диаметр и шаг резьбы.
Нарезание : просверлить черновое отверстие , выбрать метчик по маркеровке ,установить соостно отверстие, вставить
вороток , нарезать резьбу с подачей масла, контроль нарезки с сопрягаемой деталью.
Соединение деталей при помощи шпонки. Виды шпонок.
Шпоночное соединение — это разьемное соединение вала с детально посаженной на вал . Могут быть подижны и не
подвижны , служат для передачи вращения от вала к детали.
Достоинства — простота конструкции .Прочность , надежность, взаимозаменяемость — стандартные изделия . Длинные
шпонки , скользящие и направляющие дают подвижность соединения . Могут применяться как предохранительные
элемент. Недостатки — шпоночный паз концентрирует напряжение.
Виды шпонок: призматические , сегментные , клиновые , скользящие и направляющие — дает подвижное соединение.
Сборка шпоночных соединений: определить тип посадки по сборочному чертежу шпонка ,вал, переходная отверстие
вал, с натягом; проверить сопряжение размеры фазки ; призматическую шпонку вставить в паз вала отверстие посадить на вал с нагревом или на прессе ;
центровка ; призматическая шпонка работает боковыми гранями при монтаже дает радиальный тепловой зазор ;
клиновая шпонка работает верхней и нижней гранью при монтаже даем боковой тепловой зазор; проверка детали на биение
Дефекты и ремонт шпоночных соединений. срез шпонки (замена, ремонт); разбит шпоночный паз ( ремонт, расточить
паз на большую шпонку .наплавка , проточка паза , упрочнение); дефект сборки( демонтаж , монтаж)
Билет 15
Методы предупреждения несчастных случаев на производстве.
Инструктажи по ТБ (вводный , первичный , повторный , внеплановый, целевой); применение спец одежды , исправный
инструмент, СИЗ; выполнение ключ — бирочной системы; наряд допуск; предупредительный , слуховые , световые , звуковая сигнализация ,
блокировки , автоматизация процесса; все виды испытаний оборудования;
2.Консистентные (густые) смазки. Их классификация. Применение. Способы подвода смазки к местам смазки.


Это мази , пасты, минеральные или синтетические работают в тяжелонагруженных режимах при малых и средних
скоростях. Получают путем введения загустителя в масло.
Классификация: с натриевым загустителем — невлагостойкая темп. -25+125* ; с кальциваемым загучтителем — влагостойка.
темп. -10 +85* относится солидол УС1.2 УСА; со смешанными загустителем Na+ Ca — влагостойкая темп. -25 +125*
смазка индустриальная прокатная ИП-1 ; с литиевым загустителем — влагостойкая , противозадирная антифрикционная
темп. -60 +160* литол , сиол для скоростных подшипников.
Способы подвода к места трения : закладывается лопатками , шприцами ручными в узел .Обьем смазки определяем
на глаз ; насос ручной густой — служит для лозированной подачи смазки в несколько узлов трения ;
Автоматическая станция густой смазки — служит для подачи одного сорта смазки через дозировочные питатели на несколько агрегатов.
НАНЕСЕНИЕ РАЗМЕРОВ И ПОСАДОК НА КОНИЧЕСКИХ СОЕДИНЕНИЯХ
3.1. При посадке с фиксацией путем совмещения конструктивных элементов сопрягаемых конусов размеры, определяющие характер соединения, на сборочном чертеже могут быть указаны только как справочные (черт. 12).

Черт. 12
3.2. При посадке с фиксацией по заданному осевому расстоянию zpf между базовыми плоскостями сопрягаемых конусов должен быть нанесен размер, определяющий расстояние между базовыми плоскостями, заключенный в прямоугольную рамку, а размер, определяющий характер соединения, может быть указан как справочный (черт. 13).
Черт. 13
3.3. При посадке с фиксацией по заданному взаимному осевому смещению сопрягаемых конусов от их начального положения должен быть указан размер осевого смещения, а начальное положение конусов отмечается штрихпунктирной тонкой линией с двумя точками. Размеры, определяющие начальное базорасстояние соединения и сочетание полей допусков сопрягаемых конусов, могут быть указаны как справочные (черт. 14).
Черт. 14
3.4. При посадке с фиксацией по заданному усилию запрессовки FS, прилагаемому в начальном положении сопрягаемых конусов, заданное усилие запрессовки следует указывать в технических требованиях чертежа, например, «Усилие запрессовки FS = … Н». Размеры, определяющие начальное базорасстояние соединения и сочетание полей допусков сопрягаемых конусов, могут быть указаны как справочные (черт. 15).
Черт. 15
1. Нанесение размеров . 1 2. Нанесение предельных отклонений размеров и допусков конусов . 2 3. Нанесение размеров и посадок на конических соединениях . 3 |
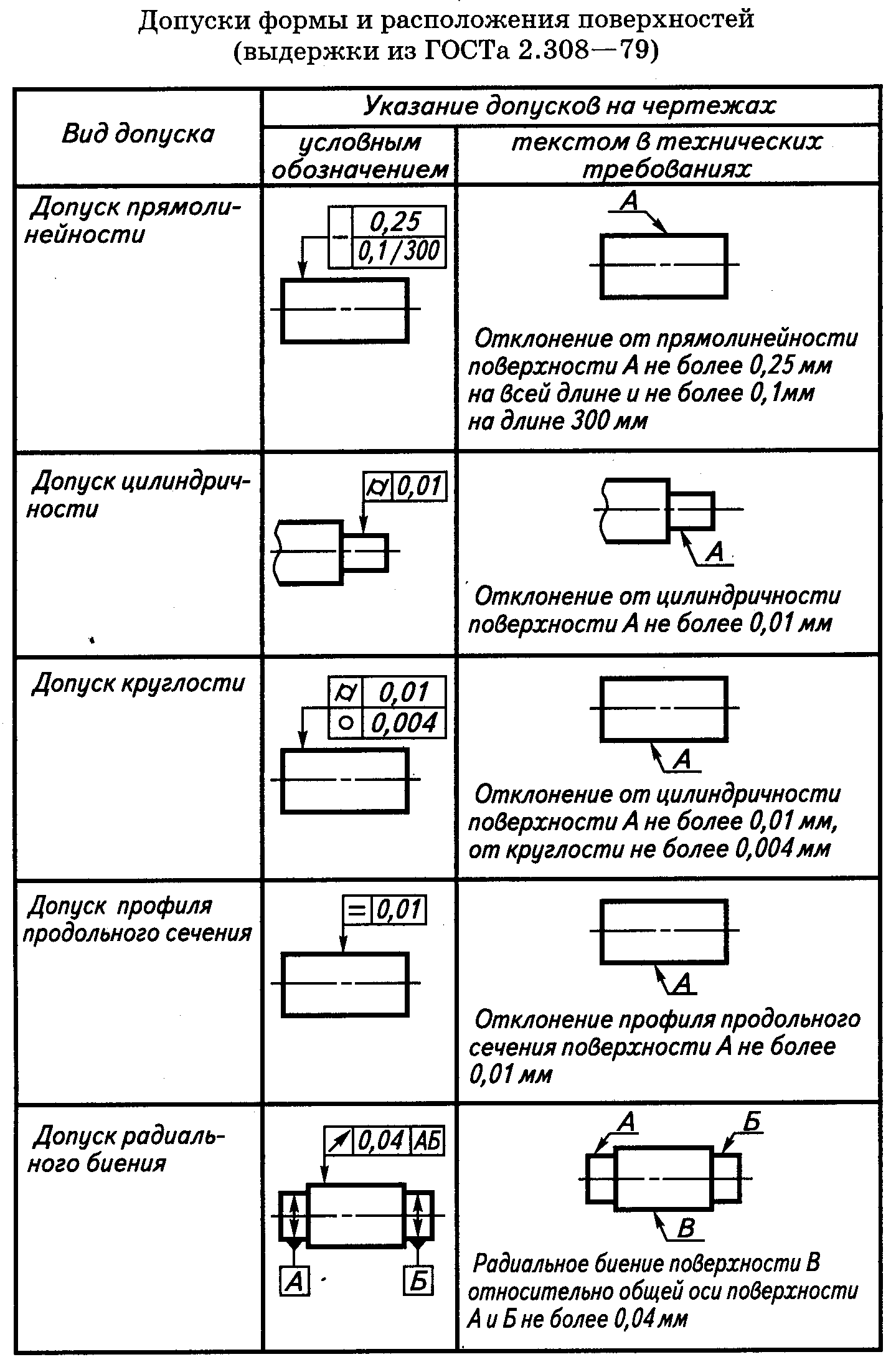
Назначения допусков формы и расположения
Основные положения, поясняющие назначение каждого из них, приведены в ГОСТ 24643-81. Допуски формы и расположения поверхностей позволяют выбрать способ, инструмент, порядок для обработки. Кроме этого допуски формы и расположения поверхностей определяют условия эксплуатации отдельных изделий составляющих конкретный механизм, его надёжность и долговечность.
Числовые значения допусков формы
В современном стандарте для точности обработки утверждено 16 классов. Их числовые значения возрастают от одного класса к другому. Прирост точности происходит в 1,6 раза. Стандарт определяет три основных уровня, которые обозначаются заглавными буквами латинского алфавита: «А», «В» и «С». Каждый из уровней определяет следующие положения:
- первой (литера А) признаётся нормальная точность, которая составляет не менее 60 % от погрешностей всех указанных размеров;
- вторая геометрическая точность (литера В) относится к категории повышенной точности (обычно она равна около 40% допусков для всех применяемых деталей);
- наивысшей степенью точности является третий уровень (литера С), которая не превышает 25% от всех использованных погрешностей.
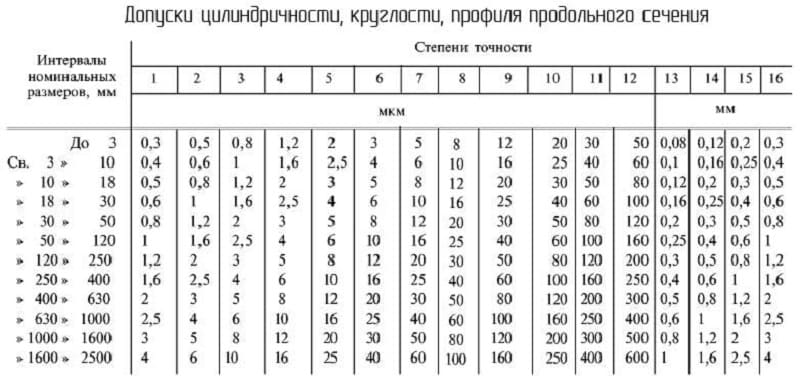
Числовые значения допусков формы цилиндрических поверхностей, устанавливаются для каждого из трёх уровней. Согласно стандарту они не должны превышать 30% для первого уровня, 20% для второго и 12% для третьего. Это связано с применяемыми ограничениями при отклонении радиуса изделия, с помощью указания места расположения установленного размера.
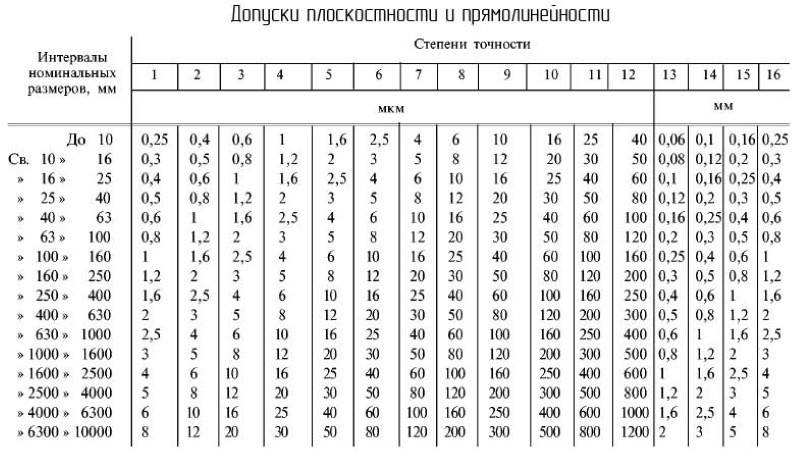
Допуски плоскости и прямолинейности
Оценка соблюдения параметров плоскости осуществляется путём сравнения с характеристиками выбранной базой. Базой служит отдельный элемент детали, которые однозначно считают плоскими. Характер и расположение прямолинейного участка уточняется по результатам сравнения со своей базой. Каждый из разрешённых изменений обозначается установленным значком. В сноске к этому знаку указывают расположение и величину установленного отклонения. Допуск устанавливается для линий и плоскостей различного порядка. Все разрешённые изменения размеров объединяют единым полем. Общепризнанными изменения характера прямолинейности считаются выпуклость и вогнутость. Расположение и параметры отклонения от заданной плоскости обозначаются аббревиатурой (EFE). Для описания характеристик прямолинейности приняты показатели, входящие в единый комплект, обозначаемый (EFL).

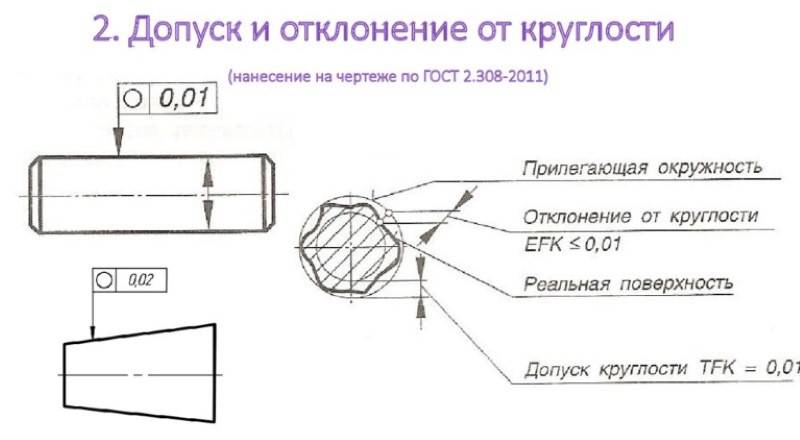
Допуски круглости, цилиндричности профиля продольного сечения
Под понятием цилиндричности понимают сходство изготовленного изделия с параметрами аналогичного цилиндра. Его диаметр, длина, расположение должны соответствовать указанным в технической документации. Для сравнения выбирают цилиндр с прилегающей (контрольной) поверхностью, имеющей меньший диаметр. Он может быть свободно вписан в реальную внутреннюю поверхность. Установленные отклонения от цилиндричности позволяют установить соответствие обработанной детали заданной форме. Расположение указанных отклонений определяют конечный вид изделия, её место установки в агрегате после сборки. Это служит главным отличием от изменений профиля продольного сечения и так называемой круглости. Они задают только один параметр отклонения от точек расположенных на заготовке. Под отклонением от так называемой круглости понимают наибольшее расстояние, задающее расположение точек на поверхности детали по отношению к прилегающей окружности. Под этой окружностью понимают окружность с большим радиусом, описанную вокруг наружной поверхности вращения, с минимальным диаметром, который устанавливает самое близкое расположение между точками этих окружностей. Наиболее встречаемыми отклонениями являются овальность и огранка.
Контроль величины этих изменений производится с помощью специальных измерительных устройств. К ним относятся: специальные шаблоны, координатно-измерительные машины, так называемые «кругломеры».
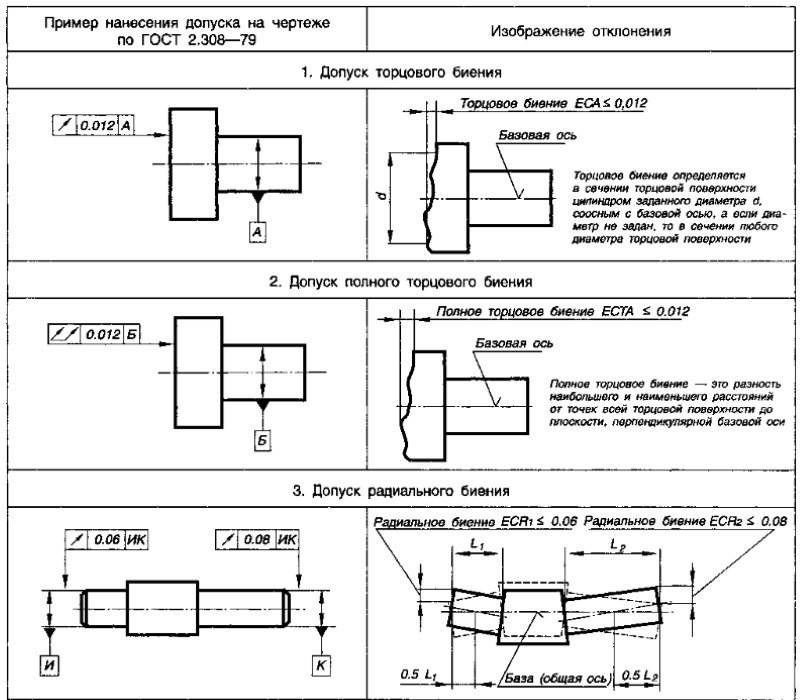
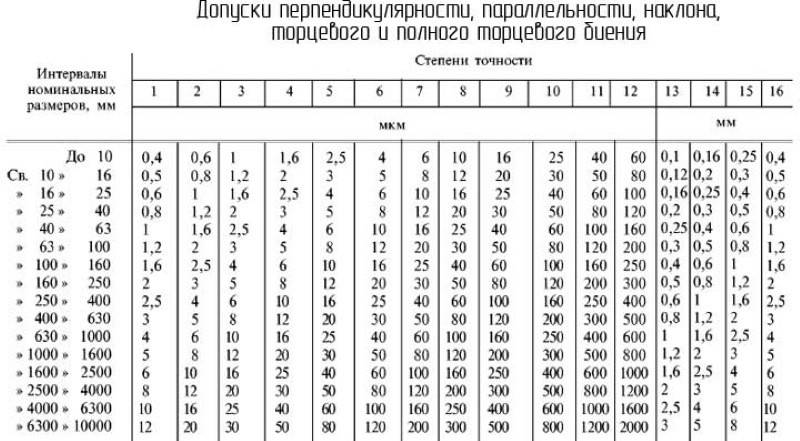
Допуски перпендикулярности, параллельности, наклона торцевого биения
В процессе эксплуатации элементов конструкции агрегата, имеющего цилиндрическую форму, наблюдается эффект так называемого торцевого биения. Предотвращения негативных последствий устраняется установлением разрешённых отклонений от утверждённых размеров. Эти значения наносятся на протяжении всей заготовки.
Допуск устанавливает величину и характер торцевого биения. Для отдельных случаев его величину задают относительно наибольшего диаметра торцевой поверхности, расположенной в готовом агрегате.
Квалитеты точности
Степень точности на каждый номинальный размер можно определить по квалитетам. Если перечислить количество, то их насчитывается 19. Все они сведены в таблицу. С возрастанием номинальных размеров идет расширение поля допуска. Связано это с тем, что изготовить деталь большого размера с жестким допуском сложнее, чем маленькую. Квалитеты обозначаются латинскими буквами:

- В системе отверстия используется дробное обозначение. В числителе ставится буква Н. Она означает основное отверстие. Рядом располагается номер квалитета. В знаменателе пишутся прописные латинские буквы с номером квалитета. Они означают отклонение вала. Например, H7/f6.
- В системе вала. В знаменателе стоит буква h с номером квалитета. Она означает, что вал является основным. В числителе ставятся заглавные латинские буквы с номером квалитета. Они обозначают отклонение отверстия. Например, R7/h6.
Такая унификация значительно облегчает работу конструкторов в процессе проектирования ими сложных изделий.
При обозначении посадок на чертежах одних буквенных обозначений недостаточно. Рабочий, изготавливающий деталь, должен видеть величину допусков, поэтому рядом с буквами ставятся цифры верхних и нижних отклонений. Все данные берутся из справочника.
9.10. Последовательность чтения чертежа общего вида
- По данным, содержащимся в основной надписи, и описанию работы изделия выяснить наименование, назначение и принцип работы сборочной единицы.
- По спецификации определить, из каких сборочных единиц, оригинальных и стандартных изделий состоит предложенное изделие. Найти на чертеже то количество деталей, которое указано в спецификации.
- По чертежу представить геометрическую форму, взаимное расположение деталей, способы их соединения и возможность относительного перемещения, то есть, как работает изделие. Для этого необходимо рассмотреть на чертеже общего вида сборочной единицы все изображения данной детали: дополнительные виды, разрезы, сечения, и выносные элементы.
- Определить последовательность сборки и разборки изделия.
При чтении чертежа общего вида необходимо учитывать некоторые упрощения и условные изображения на чертежах, допускаемые ГОСТ 2.109-73 и ГОСТ 2.305-68*: На чертеже общего вида допускается не показывать:
- фаски, скругления, проточки, углубления, выступы и другие мелкие элементы (Рисунок 9.21);
- зазоры между стержнем и отверстием (Рисунок 9.21);
- крышки, щиты, кожухи, перегородки и т.д. при этом над изображением делают соответствующую надпись, например: «Крышка поз.3 не показана»;
- надписи на табличках, шкалах и т.д. изображают только контуры этих деталей;
- на разрезе сборочной единицы разные металлические детали имеют противоположные направления штриховки, либо разную плотность штриховки (Рисунок 9.21). Необходимо помнить, что для одной и той же детали плотность и направление всех штриховок одинаковы на всех проекциях;
- на разрезах показывают не рассечёнными: составные части изделия, на которые оформлены самостоятельные сборочные чертежи;
- такие детали как оси, валы, пальцы, болты, винты, шпильки, заклёпки, рукоятки, а также шарики, шпонки, шайбы, гайки (Рисунок 9.21);
сварное, паяное, клееное изделие из однородного материала в сборе с другими изделиями на разрезе имеет штриховку в одну сторону, при этом границы между деталями изделия показаны сплошными линиями; допускается равномерно расположенные одинаковые элементы (болты, винты, отверстия) показывать не все, достаточно одного; если ни одно отверстие, соединение не попадает в секущую плоскость, то допускается его «доворачивать», чтобы оно попало в изображение разреза.
На сборочных чертежах проставляют справочные, установочные, исполнительные размеры. Исполнительные это размеры на те элементы, которые появляются в процессе сборки (например, штифтовые отверстия).
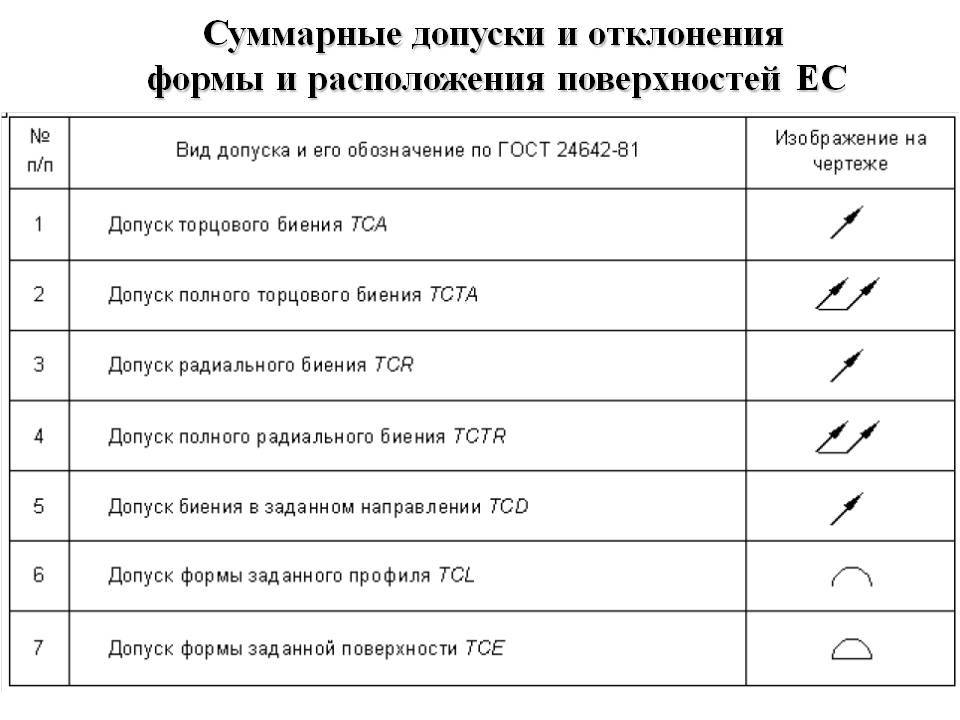
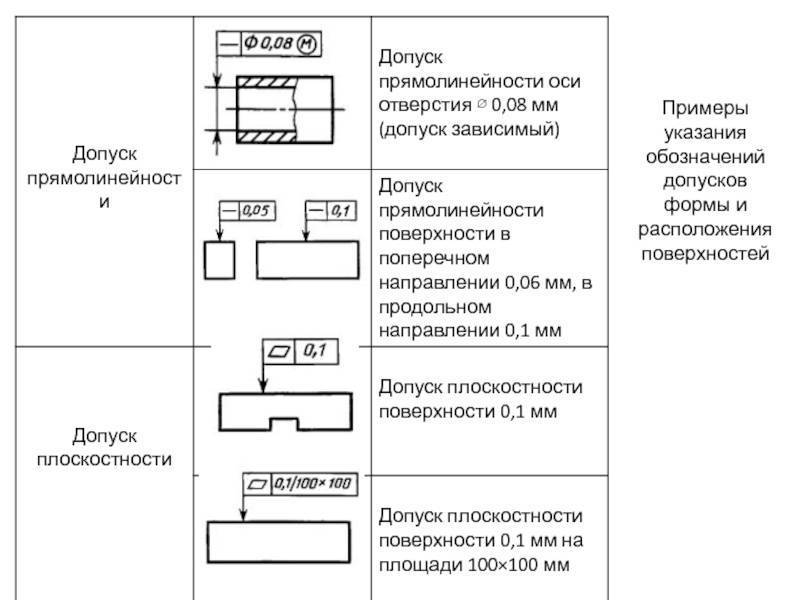
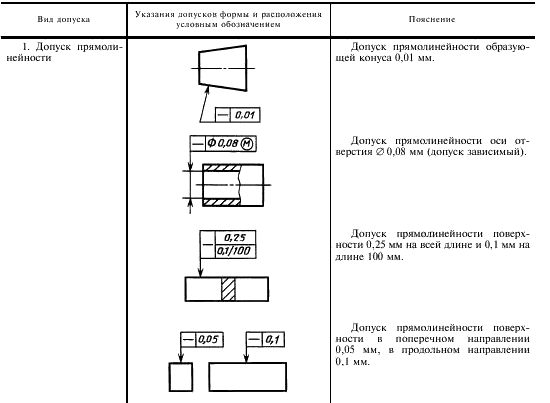

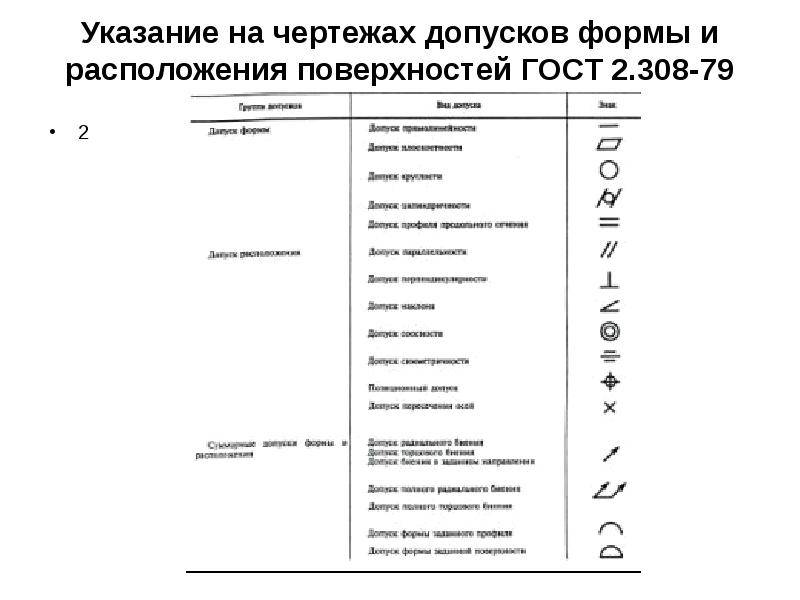
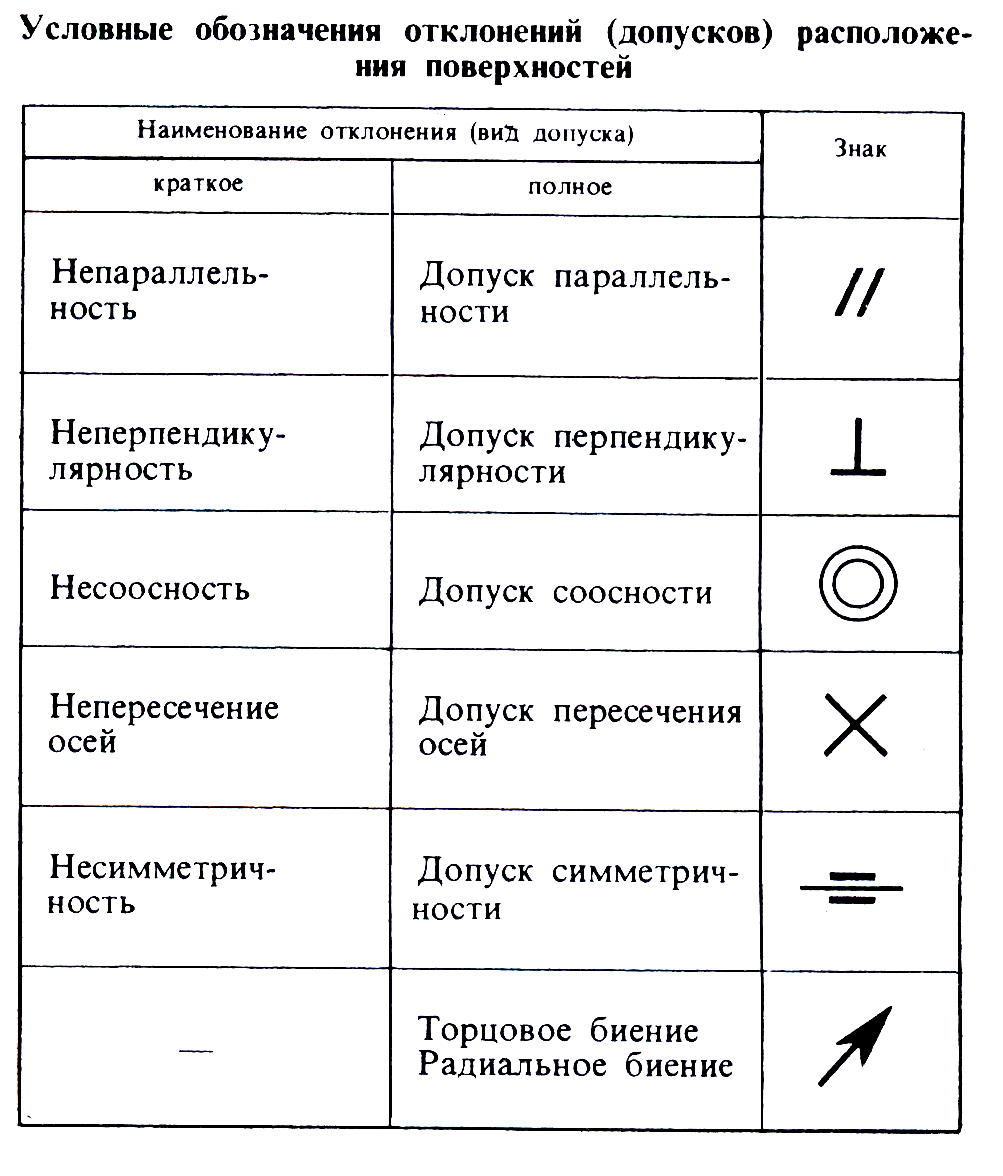
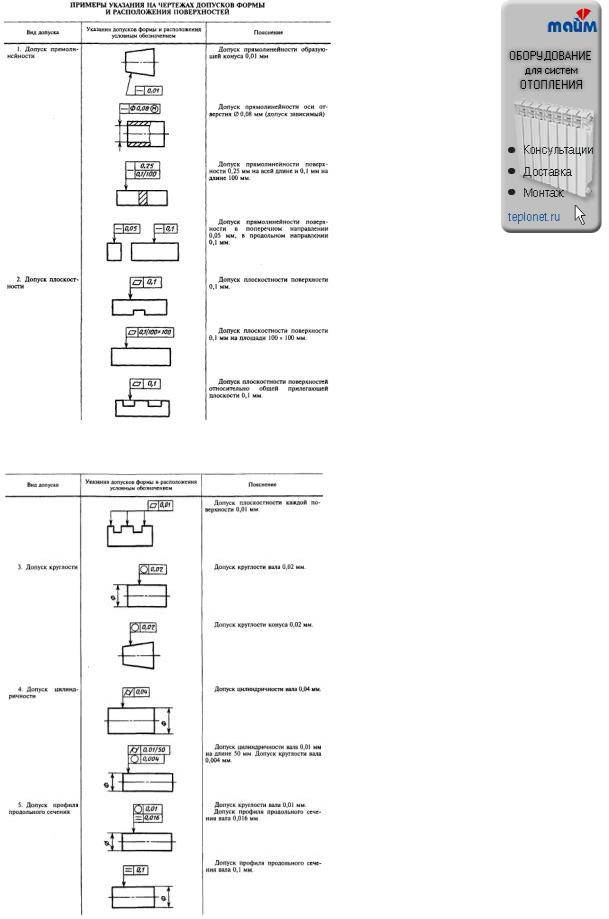
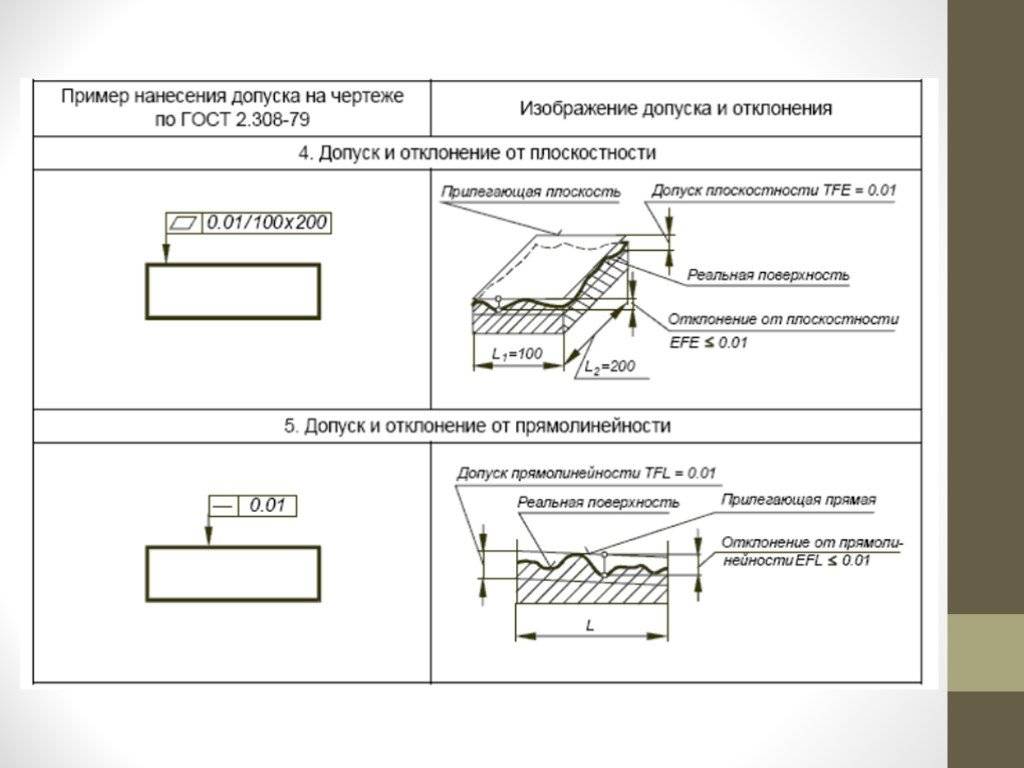
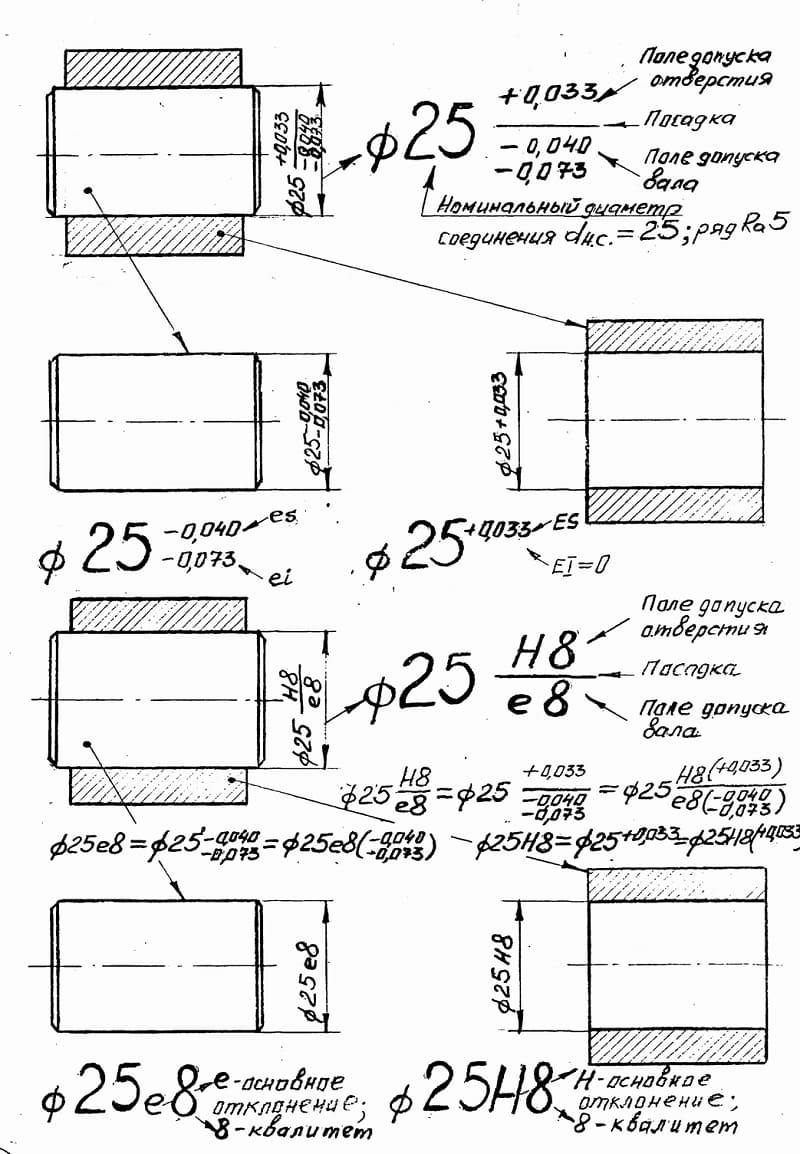
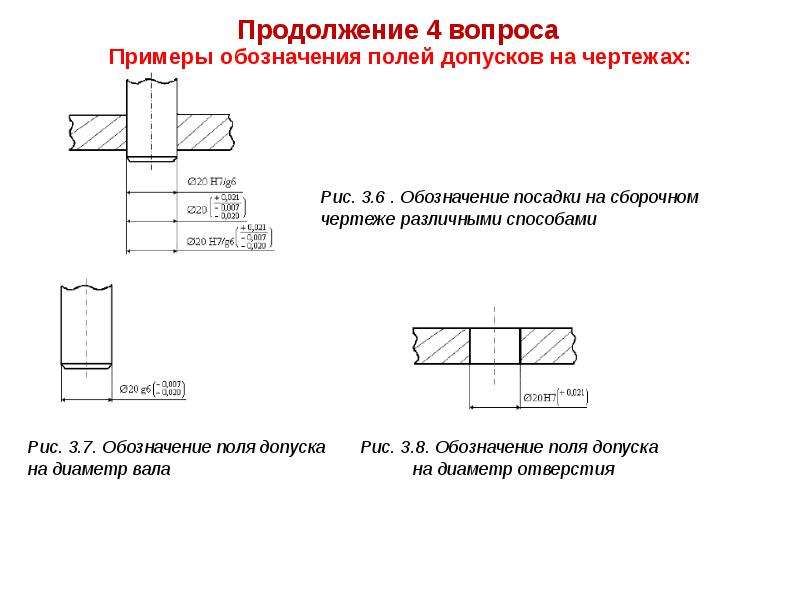
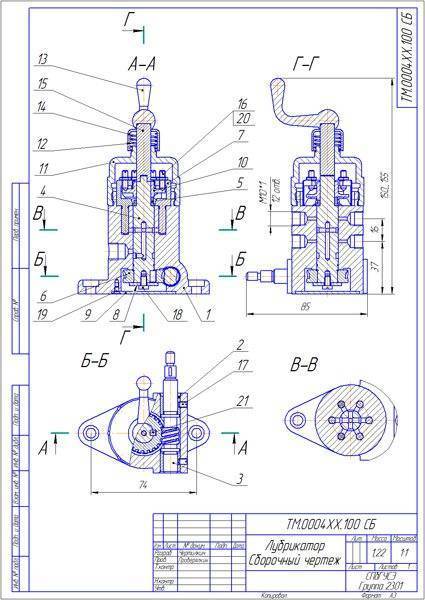 Рисунок 9.21 – Сборочный чертеж
Рисунок 9.21 – Сборочный чертеж
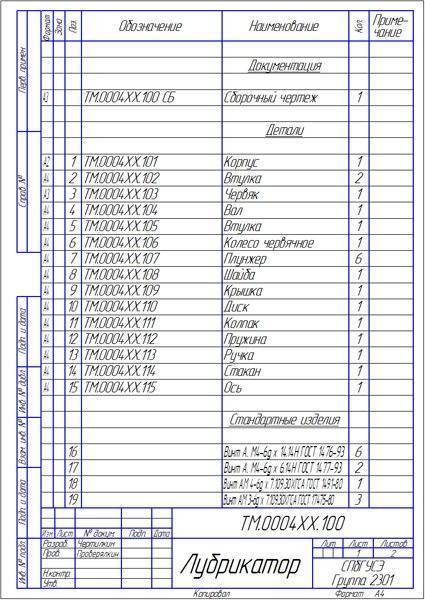 Рисунок 9.22 – Спецификация
Рисунок 9.22 – Спецификация
Квалитет
Квалитет (в русском от нем. Qualität, которое от лат. qualitas — качество) — характеристика точности изготовления изделия (детали), определяющая значения допусков.
Квалитет является мерой точности. С увеличением квалитета допуск увеличивается, а точность понижается.
- Допуск по квалитету обозначается буквами IT с указанием номера квалитета, например IT8 — допуск по 8-му квалитету.
- Квалитеты с 01 до 4-го используются для изготовления калибров и контркалибров.
- Квалитеты от 5-го до 12-го применяют для изготовления деталей, образующих сопряжения — относительные положения составных частей изделия, характеризуемые соприкосновением их поверхностей или зазором между ними, заданными конструкторской документацией. Примером таких сопряжений могут быть, ГЦС — гладкие цилиндрические соединения).
- Квалитеты от 13-го до 17-го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния.
- Основная закономерность построения допусков размеров (допуск обозначается IT = International tolerance),
- IT, мкм = K * i,
- где K — квалитет (число единиц допуска), i — единица допуска, мкм.
- На диаметры от 1 до 500 мм единица допуска функционально связана с номинальным размером i=0.45D3+0.001D{displaystyle i=0.45{sqrt{D}}+0.001D}, мкм.
- Соответствующие значения допуска регламентируются стандартом на допуски и посадки (Limits and Fits) ISO 286-1:2010, а также ГОСТ 25346-89..
Значение допусков для размеров основного отверстия до 500 мм:
| Размер, мм | Допуск, мкм, при квалитете | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 01 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | ||
| До 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
| 3—6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| 6—10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 | 900 | 1500 |
| 10—18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| 18—30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 12 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
| 30—50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| 50—80 | 0,8 | 1,5 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
| 80—120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| 120—180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| 180—250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| 250—315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| 315—400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| 400—500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Понятие о допусках
Допуском называется разность между максимально и минимально допустимыми размерами детали. При изготовлении любого изделия добиться точного размера невозможно. Этого не позволяет оборудование. Кроме того, нет приборов, какие могли бы измерить габарит с большой точностью. Но часто в этом нет надобности. Детали, изготовленные с погрешностью, тоже можно использовать. Главное, чтобы их размеры не вышли за допустимые пределы.
Все зависит от поставленной задачи. Для сложных приборов, используемых в метрологии, требуется качественное изготовление комплектующих. Простые изделия, такие как чайники или кастрюли, выполняются с меньшей точностью.
Общие положения
В крупносерийном производстве каждая деталь изготовлена с заранее заданной степенью точности. Изготовить их с полностью одинаковыми характеристиками практически невозможно. Поэтому предусмотрена стройная система разрешённых изменений в реальных классах точности.
Каждый параметр обозначается на чертеже. Указанный размер допуска отражает численную характеристику разрешённого зазора, место размещения на изделии. По правилам размещение области, к которой относится допуск, ориентируется относительно так называемой нулевой линии. По этому показателю допуски бывают:
- симметричными и ассиметричными (разрешённое отклонение допускается с одной или обеих сторон относительно выбранной нулевой линии);
- выше или ниже заданной нормали;
- с заданной величиной смещения в требуемом направлении.
Посадкой называют параметр, который указывает допустимую точность при соединении отдельных деталей в цельный агрегат. Он задаётся установленными зазорами или натягами.
Их делят на три утверждённых типа:
- заранее предусмотренным зазором;
- допустимым натягом;
- переходного типа.
Во всех случаях допуском посадки считается величина, которая рассчитывается как разность между большим и наименьшим значением допустимого зазора. Вся существующая система классифицируется по следующим признакам:
- основания системы – это допуски отверстий и валов;
- классам точности (их подразделяют на 19 квалитетов);
- величине предусмотренных натягов.
Под допусками для отверстий понимают совокупность разрешённых значений с одинаковыми квалитетами. Для них устанавливаются предельно допустимые размеры отверстий. Вариация величины посадок достигается благодаря изменению предельных размеров вала. В системе вала перечисленные параметры изменяются в обратном порядке. Предельный размер вала сохраняет постоянство для различных посадок, а происходит изменение предельных размеров отверстия.
В системе допусков и посадок номера квалитетов являются показателями точности обработки. С возрастанием порядкового номера допуск размера увеличивается. Все размеры разделены на определённое количество интервалов. Величина каждого интервала равна трём миллиметрам. Линейка этих интервалов начинается с размера от 1 до 3 мм, затем от 3 до 6 мм и так далее. Для каждого интервала уже установлен свой усреднённый геометрический размер и обозначение. Он определяется по границам интервала. Для них определены квалитеты от пятого до семнадцатого. Чем меньше номер квалитета, тем обработка считается более точной.
https://youtube.com/watch?v=lPrxrmCvDis
Все рассчитанные параметры сведены в таблицы. Основными документами, которые систематизируют эти показатели, и правила их обозначения являются:
- ЕСДП расшифровывается как единая система допусков и посадок — установлена ГОСТ 25347-82;
- ОНВ закреплены в стандарте 25346-89 (основные нормы взаимозаменяемости устанавливают возможности по замене одних изделий аналогичными);
- ЕСКД единая система конструкторской документации объединяет все требования к оформлению и документов и нанесению обозначений — подробно изложена в стандарте 2.001-2013;
- Стандарты различного уровня и назначения: государственные ведомственные, отраслевые;
- Технические условия (применяются как нормы изготовления узкоспециальных деталей).
ЕСДП применяется для регламентирования всех параметров. ОНВ позволяет точно определить зазоры в деталях сложной конфигурации. Например, шпоночных или шлицевых соединениях, резьбы, зубчатых передач и так далее.
Каждый размер должен указываться в каждой из документаций:
- на всех видах чертежей;
- эскизах конструкций;
- технологических картах;
- дополнительных графических изображениях (пояснительных записках, набросках).
Правильно выбранные параметры отклонений составляют основу технологических процессов. Неотступное следование утверждённым стандартам позволяет разработать и изготовить надёжный и долговечный агрегат.





