

Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.

Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Рекомендуем! Виды электродов по чугуну. Как сделать своими руками
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.

Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Что нужно для сварки аргоном
Метод сварки металла с использованием инертного газа подразумевает большие возможности в плане выбора оборудования и материалов. Иногда начинающих сварщиков это сбивает с толку. Но на самом деле их опасения сделать неправильный совершенно напрасны. Большинство представленного на потребительском рынке оборудования и принадлежностей универсальны и пригодны для выполнения широкого спектра работ.
Установки, предназначенные для аргонно-дуговой сварки, делится на три группы:
- Специализированное. Разработано специально для выполнения однотипной работы. Чаще всего востребовано в промышленности, когда нужно быстро и точно обрабатывать однотипные заготовки.
- Специальное. Еще один вид востребованного на промышленных предприятиях оборудования, которое предназначено для работы с заготовками одного размера.
- Универсальное. Получило наиболее широкое распространение и востребовано среди самых разных категорий пользователей – от профессионалов до начинающих сварщиков.
Кроме аппарата нужна и дополнительная оснастка:
- горелка и расходники вольфрамовые;
- контактор – применяется для подключения питания к горелке;
- баллон с редуктором для инертного газа;
- реле – отвечает за подключение осциллятора или контактора;
- выпрямитель – преобразует напряжение в постоянное 24В;
- таймер – используется для контроля периода времени обдува рабочей зоны аргоном;
- амперметр – измеряет силу тока;
- клапан подачи электропитания;
- аккумулятор для стабилизации цепи переменного тока;
- фильтр – контролирует импульсы высокого напряжения.
Для работы потребуется два трансформатора: основной и вспомогательный. Осциллятор подключается в цепь параллельно с источником питания. Он требуется для подачи импульса высокой частоты, с помощью которого поджигается дуга между металлом и неплавящимся вольфрамовым стержнем. В бытовой сети напряжение составляет 220 В, а частота – 50 Гц. После осциллятора эти показатели составляют 6 000 вольт и 500 000 Гц.
Чтобы работать с заготовками большой толщины или с целью повышения производительности сварочного оборудования, необходима дополнительная оснастка:
- специальная горелка, в которую вставляется несколько электродов одновременно. В результате шов хорошего качества получается на большей скорости перемещения горелки;
- приспособление предварительного разогрева присадочной проволоки.
Пульсирующая подача тока дает возможность делать микропаузы в работе, которые способствуют кристаллизации расплава и улучшению качества шва.
Маркировка вольфрамовых электродов
В аргонодуговой сварке используют вольфрамовые электроды. Использование вольфрама в этом случае оправдано, так как он тугоплавкий – способен выдерживать высокие температуры не плавясь.
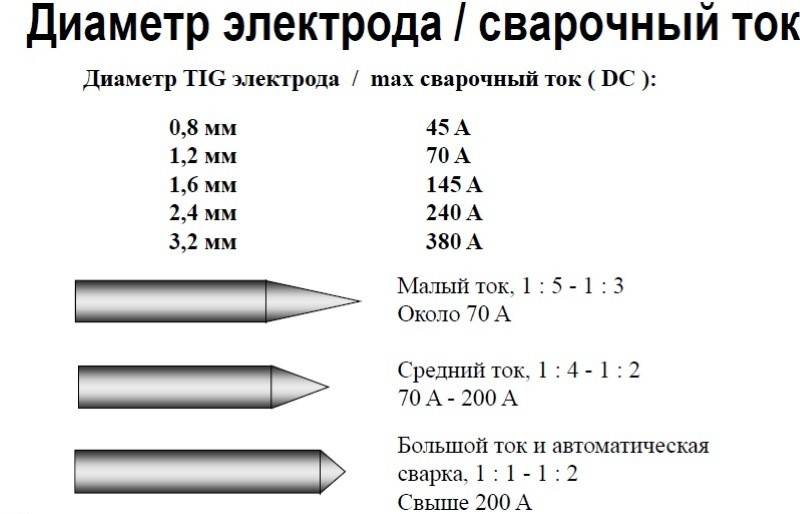
В настоящий период времени наша промышленность выпускает электроды длиной 175 мм и такими диаметрами: 1 мм; 1,6 мм; 2 мм; 2,4 мм; 3,2 мм; 4 мм. Разница между размерами обусловлена необходимостью работы при определённых диапазонах сварочных токов:
- 1 мм – до 50 А;
- 1,6 мм – до 100 А;
- 2 / 2,4 мм – до 200 А;
- 3,2 мм – до 300 А;
- 4 мм – свыше 300 А.

Вольфрамовые электроды для аргонодуговой сварки производятся из чистого вольфрама, а также тарированного и лантанированного, что способствуют повышению качества и стабильности сварочной дуги. Марка электродов квалифицируется от процентного содержания примесей и добавок. В настоящее время существует всего три категории вольфрамовых сварочных электродов:
- постоянного тока (WY, WT);
- переменного тока (WZ, WP);
- универсальные (WL, WC).
Расход количества электродов при использовании аргонной сварки зависит от типа самой сварки, диаметра применяемого прутка, вида тока и ещё ряда дополнительных показателей.
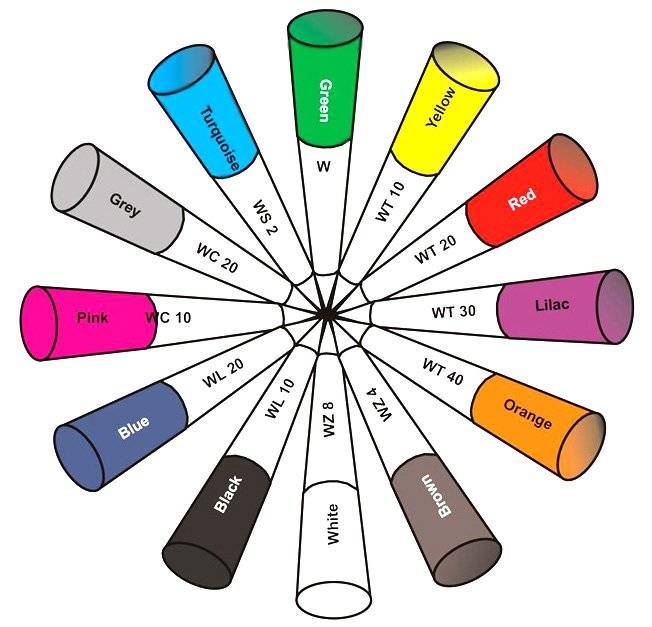
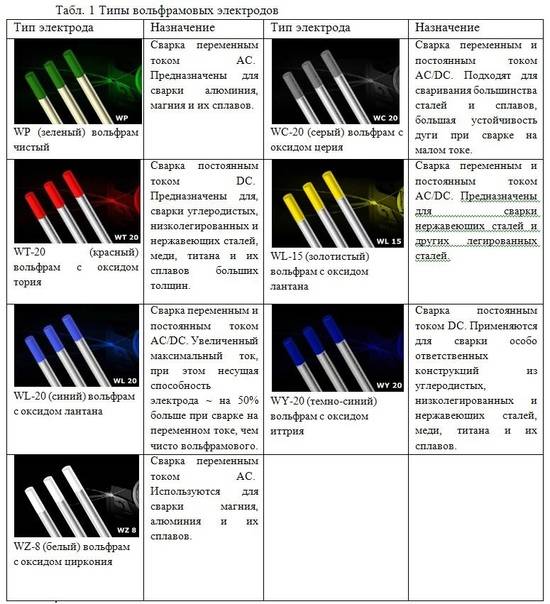
Вольфрамовые электроды для аргонодуговой сварки имеют следующую маркировку, обозначенную цветовыми кодами: WP (зелёный): электроды состоят из чистого вольфрама, используются для сварки таких металлов, как магний, алюминий и их разнообразных сплавов. Ток переменный, на постоянном не применяются, так как заточить их гораздо сложнее, чем другие. WZ (белый): состав этих электродов включает оксид циркония. Дуга при сварке имеет высокую стабильность. Применяются при сварке бронзы, алюминия, никеля, а так же их сплавов. WT (красный): в качестве добавки к основным химическим элементам используется оксид тория. Эта марка электродов имеет широкое применение, но необходимо помнить, что торий является низкорадиоактивным металлом. При использовании аргонной сварки необходимо соблюдать дополнительные требования безопасности. Помещение должно быть оснащено системой вентиляции. Данные электроды необходимы при сварке деталей из нержавеющей стали, тантала, молибдена. WY (тёмно-синий): применяются в особых случаях для сварки ответственных, сложных соединений в конструкциях как из углеродистых сталей, так и из низколегированных. Необходим также при сварке нержавеющих сталей и титана. WL (золотистый): эти электроды универсального действия. Ими осуществляется сварка самых разных составов сталей и сплавов. Неоходимы для переменного и постоянного тока. WC (серый): также универсальный электрод для аргонной сварки как на переменном, так и на постоянном видах электрического тока. В качестве добавки служит оксид церия.
Общая информация
Вольфрам — это один из самых тугоплавких металлов, применяемых для изготовления электродов. Температура плавления вольфрама — более 3000 градусов по Цельсию. В условиях обычной сварки такие температуры не используются. Поэтому вольфрамовые электроды называют неплавящимися. При применении они практически не меняются в размере.






Но, несмотря на это, вольфрамовые электроды все же могут стать короче. В процессе сварки (например, при поджигании дуги или при формировании шва) электрод может стачиваться о поверхность металла. В большинстве случаев это не так уж страшно. Но порой затупленный электрод становится причиной непровара.
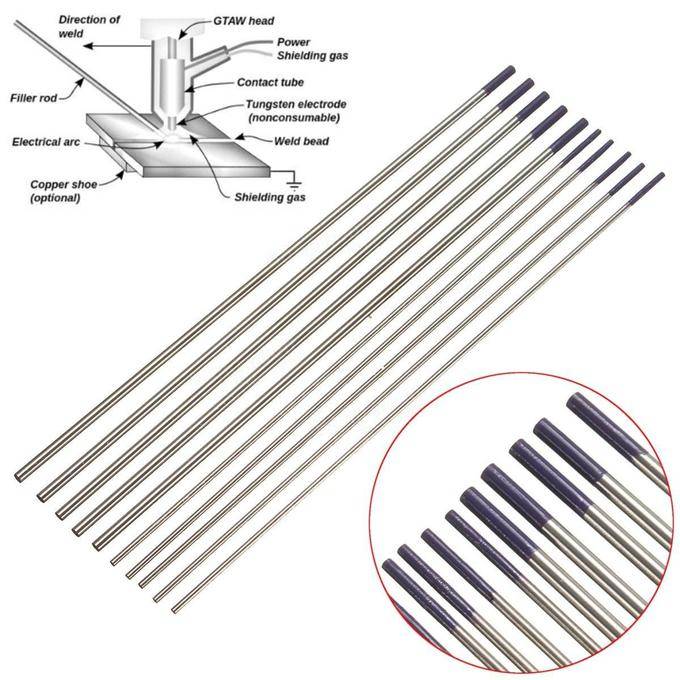
Суть сварочного процесса TIG-оборудованием
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью. Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки
Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Заточка
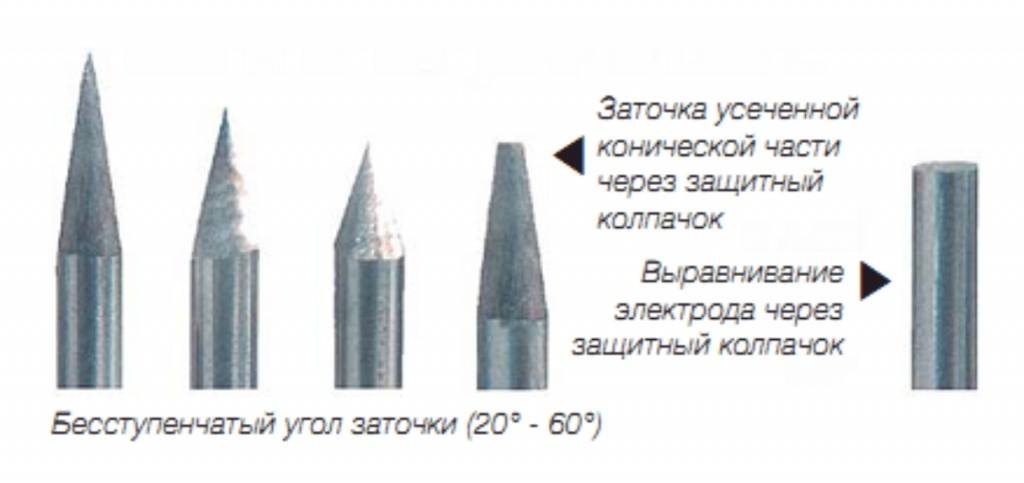
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.
Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP иWL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).
Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Особенности сварки алюминия и алюминиевых сплавов
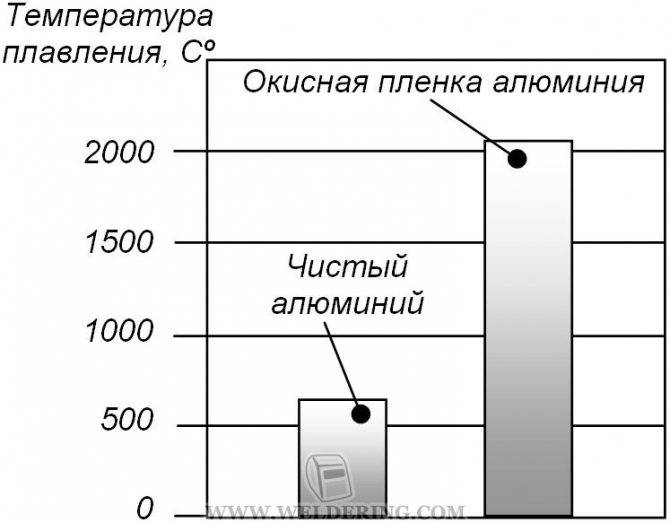
При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить:
— механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); — химической обработкой (довольно сложно и трудоемко); — сваркой на обратной полярности; — сваркой на переменном токе.
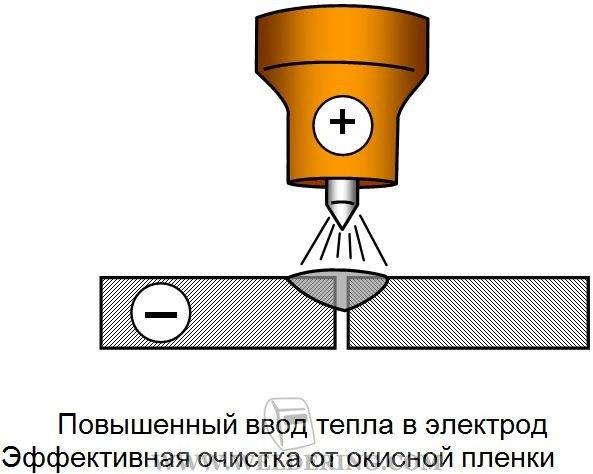
При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка).
Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности.
Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски.
Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон)
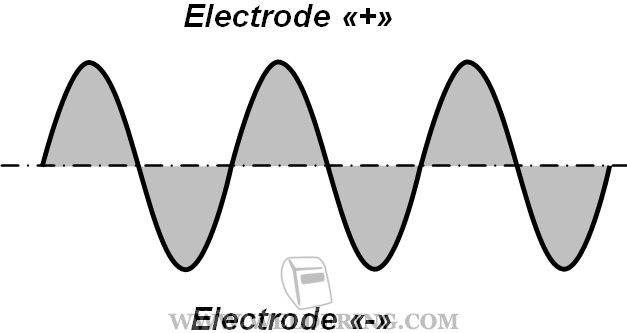
Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон
Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки
Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.








Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.
Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения рассматриваемого изделия.
Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Международные стандарты, применяемые при обозначении, определяют следующие моменты:
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.
Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Критерии выбора
Вольфрамовые электроды, используемые для аргонодуговой сварки, различаются по цветам наконечника. При подборе электродов следует исходить прежде всего из материала соединяемых заготовок. Различия и характеристики разных марок сведены в таблицу.
Необходимо учитывать такие параметры, как:
- химический состав, присадки;
- диаметр стержня;
- форма заостренного конца;
- степень заточки.
Диаметр выбирается, исходя из толщины заготовок.
#4
Отправлено 03 Ноябрь 2014 18:20
Никакой разницы от заточки на алмазе или просто мелкозернистом камне не заметил. Одинаково хорошо зажигается и горит. Заточеный на крупнозернистом камне вольфрам зажигается и горит точно так же хорошо, просто точить неудобно и кончик чаще обламывается при заточке. Так что никакой разницы на чём точить, лишь бы риски от заточки вдоль электрода были.
Общая характеристика
Вольфрамовые стержни имеют среднюю около 175 мм. Могут изготавливаться из чистого металла, также при изготовлении могут использоваться различные присадки.
Используются с автоматами и полуавтоматами. Обычно при таких работах используется аргон, однако возможно применение различных газов, таких как гелий, углекислота, а также газовых смесей.
Добавки к вольфраму при изготовлении электродов используют для улучшения их качеств, например, для получения стабильной дуги. Также стержни с различными добавками используются для особых случаев, например, для сваривания тугоплавких металлов.
Маркируются такие электроды по-разному. Существует буквенная маркировка, как правило, это две латинские буквы и цифра. Еще эти электроды можно различать по окраске конца стержня. Каждая марка имеет свой определенный цвет.
Основных категорий вольфрамовых стержней три – для различного тока, постоянного и переменного, а также универсальные. Ниже представлены самые используемые марки таких стержней.







Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.
При изготовлении может использоваться чистый вольфрам, или добавляться различные примеси, улучшающие их качество. Область применения — автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.

На стабильность горения дуги и другие факторы оказывает влияние форма острия электрода. Однако, со временем эта поверхность стачивается и деформируется, что требует ее регулярного обновления, называемого заточкой. Затупленный электрод может стать причиной непровара.
Форма заточки зависит в частности от используемого тока — для постоянного тока требуется конусовидная заточка, а для переменного — округлая. Заточенный электрод сможет по-прежнему осуществлять свои функции.
Аргонодуговая сварка плавящимся электродом
Электродом в данном случае является стержень из металла. Он покрыт слоем рутила. Сварочная дуга зажигается из-за паров расплавленного металла, которые в аргоне дают ионизацию. Осциллятор в данном случае не применяется.
Цены на электроды этих категорий зависят не только от страны-производителя, но и от ценовой политики предприятий их выпускающих. В настоящее время вольфрамовые электроды имеют такую стоимость:
- электроды марки WP – от 3657 руб/кг;
- электроды марки WZ – от 5000 руб/кг;
- электроды марки WT – от 5000 руб/кг;
- электроды марки WY – от 5000 руб/кг;
- электроды марки WL – от 5000 руб/кг;
- электроды марки WC – от 4730 руб/кг.

Заточка вольфрамовых электродов
Перед сваркой на постоянном токе вольфрамовые электроды необходимо заточить
Угол и направление заточки важно скорректировать так, чтобы кончик электрода стал очень острым. Это необходимо для того, чтобы сварочная дуга была полностью сфокусирована на малом диаметре сварочной ванны
Сварочная ванна – это объём полностью расплавленного металла, образовавшегося при сварке плавлением при высоких температурах. Образование такой сварочной ванны – главный этап получения неразъёмных соединений при сварке плавлением, так как от формы и размеров ванны зависят геометрические размеры швов. Если электрод не будет заточен, то размер дуги будет слишком большим в диаметре и тепловложение окажется недостаточным. Для сварки металлов на переменном токе электрод тоже нужно заточить. Но в этом случае кончик электрода должен быть немного притуплен. При сварке на переменном токе вольфрамовый электрод сильнее греется и немного подплавляется, что и требуется для получения более рассеянной дуги. Чтобы электрод держал форму, нужно правильно подбирать диаметр электрода в зависимости от диаметра сварочных швов.





