

Технические характеристики фрезерного станка ВМ-130В
| Наименование параметра | ВМ-130в | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Размеры рабочей поверхности горизонтального стола, мм | 250 х 630 | |
| Размеры рабочей поверхности вертикального стола, мм | 160 х 500 | |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 60..360 | |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | 140 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее продольное перемещение стола (по си X), мм | 250 | |
| Наибольшее поперечное перемещение вертикальной головки механическое (по си Y), мм | 300 | |
| Наибольшее вертикальное перемещение стола (по си Z), мм | 200 | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0.02 | |
| Скорость быстрого продольного хода стола (по си X), мм/мин | 800 | |
| Скорость быстрого поперечного хода головки (по си Y), мм/мин | 800 | |
| Скорость быстрого вертикального хода стола (по си Z), мм/мин | 800 | |
| Число ступеней рабочих подач стола | 9 | |
| Число ступеней рабочих подач шпиндельной бабки | 9 | |
| Пределы продольных рабочих подач стола (по си X), мм/мин | 10..400 | |
| Пределы поперечных рабочих подач шпиндельной бабки (по си Y), мм/мин | 10..400 | |
| Пределы вертикальных рабочих подач стола (по си Z), мм/мин | 10..400 | |
| Наибольшее усилие, допускаемое для продольной подачи (по оси X), (кгс) | 316 | |
| Наибольшее усилие, допускаемое для поперечной подачи (по оси Y), (кгс) | 572 | |
| Наибольшее усилие, допускаемое для вертикальной подачи (по оси Z), (кгс) | 498 | |
| Горизонтальный шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 45..2000 | |
| Количество скоростей горизонтального шпинделя | 12 | |
| Внутренний конус горизонтального шпинделя. | Морзе 4 | |
| Диаметр оправок, мм | ||
| Диаметр отверстия горизонтального шпинделя, мм | ||
| Диаметр переднего подшипника горизонтального шпинделя, мм | ||
| Торможение шпинделя | есть | |
| Предохранение шпинделя от перегрузки (муфта) | есть | |
| Сверлильно-фрезерная поворотная головка | ||
| Частота вращения шпинделя сверлильно-фрезерной поворотной головки, об/мин | 90..4000 | |
| Количество скоростей шпинделя сверлильно-фрезерной поворотной головки | 12 | |
| Наибольшее перемещение гильзы (пиноли) вертикального шпинделя, мм | 60 | |
| Механическая подача шпинделя сверлильно-фрезерной поворотной головки, мм/об | 0,05 | |
| Расстояние от торца шпинделя сверлильно-фрезерной головки до стола, мм | 335 | |
| Расстояние от оси шпинделя сверлильно-фрезерной головки до направляющих станины (вылет), мм | ||
| Внутренний конус шпинделя сверлильно-фрезерной головки. | Морзе 2 | |
| Фрезерно-расточная поворотная головка | ||
| Частота вращения шпинделя фрезерно-расточной поворотной головки, об/мин | 45..2000 | |
| Количество скоростей шпинделя фрезерно-расточной поворотной головки | 12 | |
| Расстояние от торца шпинделя фрезерно-расточной головки до стола, мм | 330 | |
| Расстояние от оси шпинделя фрезерно-расточной головки до направляющих станины (вылет), мм | ||
| Угол поворота фрезерно-расточной головки в вертикальной плоскости, мм | ±90 | |
| Внутренний конус шпинделя фрезерно-расточной поворотной головки. | Морзе 4 | |
| Привод | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель привода главного движения, кВт | 2,2 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1400 х 1000 х 1720 | |
| Масса станка, кг | 930 |
Список литературы:
Станок фрезерный специализированный высокой точности ВМ130В. Руководство по эксплуатации ВМ130В 61.00.000, 1977
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Система смазки
Своевременная смазка предохраняет станок от износа и сохраняет на более длительный период его первоначальную точность.
Для смазки станка применяется масло индустриальное «20» (веретенное «3»), ГОСТ 1707-51.
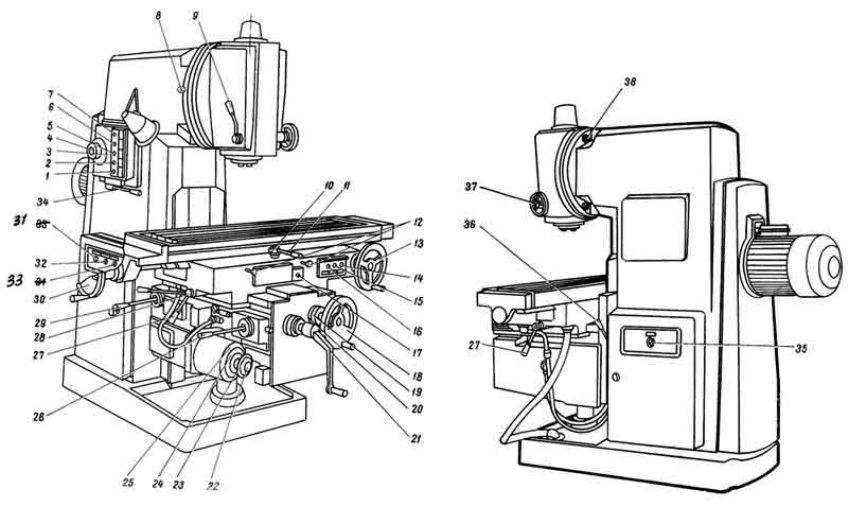
Перед пуском станка резервуары с пробками 2, 9, 10 и 12 (рис. 22) заполняются маслом до уровня, определяемого верхними отверстиями соответствующих маслоуказателей 3, 4 и 11. Не допускается падение уровня масла ниже нижних отверстий маслоуказателей.
Смазка главного привода
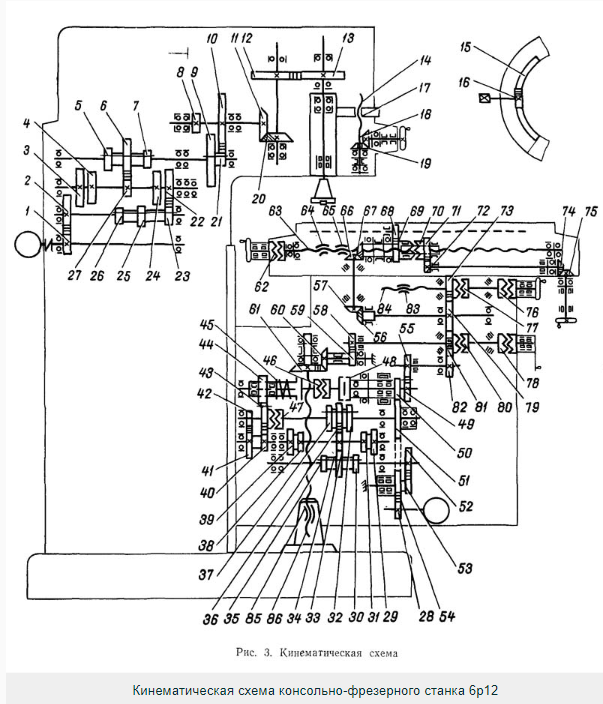
Смазка шестерен и подшипников производится плунжерным маслонасосом, привод которого осуществляется от торцового кулачка 2 (рис. 23). Насос расположен в расточке станины и крепится четырьмя винтами. При монтаже насоса необходимо следить за герметичностью присоединения трубопровода к маслонасосу, чтобы не было подсасывания воздуха через зазоры в систему маслопровода.
Плунжером насоса масло нагнетается в маслораспределитель 1 и по трубкам подходит к местам смазки. Маслораспределитель имеет регулировочные винты, с помощью которых регулируется подача масла в ту или иную точку смазки станка.
К фрезерной головке смазка подается хлорвиниловым шлангом 4 (рис. 12), который соединен со штуцером 3 на верхнем фланце корпуса фрезерной головки. В результате регулировки винтом 5 достигается капельная подача масла к подшипникам передней и задней опор шпинделя. Регулировка считается правильной, если за 40..60 сек. подается одна капля.
При продолжительной работе станка масло собирается во фланце 14. Для удаления излишков масла фланец имеет сливное отверстие. О работе маслонасоса можно судить по маслоуказателю на фрезерной головке.









Смазка консоли и коробки подач
Смазка консоли (рис. 24) осуществляется принудительно от плунжерного насоса 1, прифланцованного к днищу консоли. Насос засасывает масло через сетку фильтра 4 и подает его в маслораспределитель 2, находящийся на правой стороне консоли. О работе маслонасоса можно судить по пульсации масла в маслораспределителе.
Количество подаваемого масла в трубку регулируется при помощи винтов маслораспределителя.
Регулировка давления масла в системе смазки производится регулировочным клапаном.
Смазка вертикального винта консоли
В нижней части станины имеется масляная ванна, предназначенная для смазки винта вертикального хода консоли. Уровень масла при заливке определяется по маслозаливочному отверстию 10 (рис. 22). Заливка производится до тех пор, пока масло не начинает выливаться из этого отверстия. Консоль при заливке масла должна быть опущена.
Смазка салазок
Смазка салазок осуществляется от шестеренчатого насоса 27 механизма выбора люфта (рис. 18).
При нажатии на кнопку 4 начинает работать насос, подающий масло в распределитель, из которого оно поступает к точкам смазки.
Указателем начала подачи масла служит струйный маслораспределитель 1. Через 4..5 сек. после появления масла в маслоуказателе кнопку 4 следует отпустить. Смазку салазок нужно производить два раза в смену.
6Т13Ф20 станок вертикальный консольно-фрезерный с оперативным программным управлением (ОПУ). Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13Ф20 предназначен для фрезерования всевозможных деталей сложного профиля из стали, чугуна, труднообрабатываемых и цветных металлов. Применяется в условиях единичного и серийного производства.
Фрезерные работы выполняются, главным образом, цилиндрическими, угловыми, фасонными, торцовыми, концевыми и другими фрезами.
Станок 6Т13Ф20 отличается от станка 6Т12Ф20 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На станке 6Т13Ф20 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
Исполнение для внутренних и экспортных поставок, по условиям эксплуатации — УХЛ4 по ГОСТ 15150—69 для макроклиматических районов с умеренным и холодным климатом, 0,4 — для макроклиматических районов как с сухим, так и с влажным тропическим климатом.
Особенности конструкции фрезерного станка 6Т13Ф20
- Станок 6Т13Ф20 оснащен системой оперативного программного управления (ОПУ). В качестве ОПУ используется Югославское УЦИ ЛЮМО-61 (LJUMO-61), а в качестве привода подач – электропривод БТУ-3601;;
- Изменение величины подачи бесступенчато по программе в процессе обработки, что позволяет оптимизировать процесс обработки;
- Наличие кнопочно-клавишного пульта управления взамен рукояток и маховиков облегчает управление станком;
- Быстродействующие электромагнитные муфты в приводе подач и автоматические зажимы стола, салазок и консоли повышают точность позиционирования;
- Имеется механизм автоматической выборки люфта (ограничения зазора в винтовой паре) на ходовом винте продольного перемещения стола и ручного — на ходовом винте поперечного перемещения стола;
- Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания;
- Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали
- Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола;
- Индивидуальная смазка винта вертикального перемещения, повышает его долговечность и снижает усилие подъема консоли;
- Возможность подключения гидроприспособлений или гидротисков от собственной гидростанции для зажима обрабатываемой детали;
- Повышена точность обработки за счет расположения винта поперечной подачи по оси фрезы;
- На станке возможно выполнение сверлильных и несложных расточных работ;
- Автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении;
- Дополнительные устройства для защиты от разлетающейся стружки и эмульсии;
- Сигнализация состояния цепи управления в соответствии с требованиями техники безопасности.
На вертикальном консольно-фрезерном станке 6Т13Ф20 возможна работа в трех режимах:
- Автоматический – последовательная отработка программы в прямоугольной системе координат. Возможность обработки сложных деталей с числом переходов до 100. Программа набирается непосредственно на станке;
- Покадровый – работа по кадрам в режиме “Покадровая отработка”, проверка программы и режим преднабора;
- Ручной – ручной универсальный режим с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукояток.
Класс точности станка — Н по ГОСТ 8—82Е
Шероховатость поверхности Ra 3,2 мкм.
Разработчик — Горьковское станкостроительное производственное объединение.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: , , , . Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: , , , , , , .
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: , , , , , , , , , , .
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: , , , и .
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: , , , , , , , , , , .
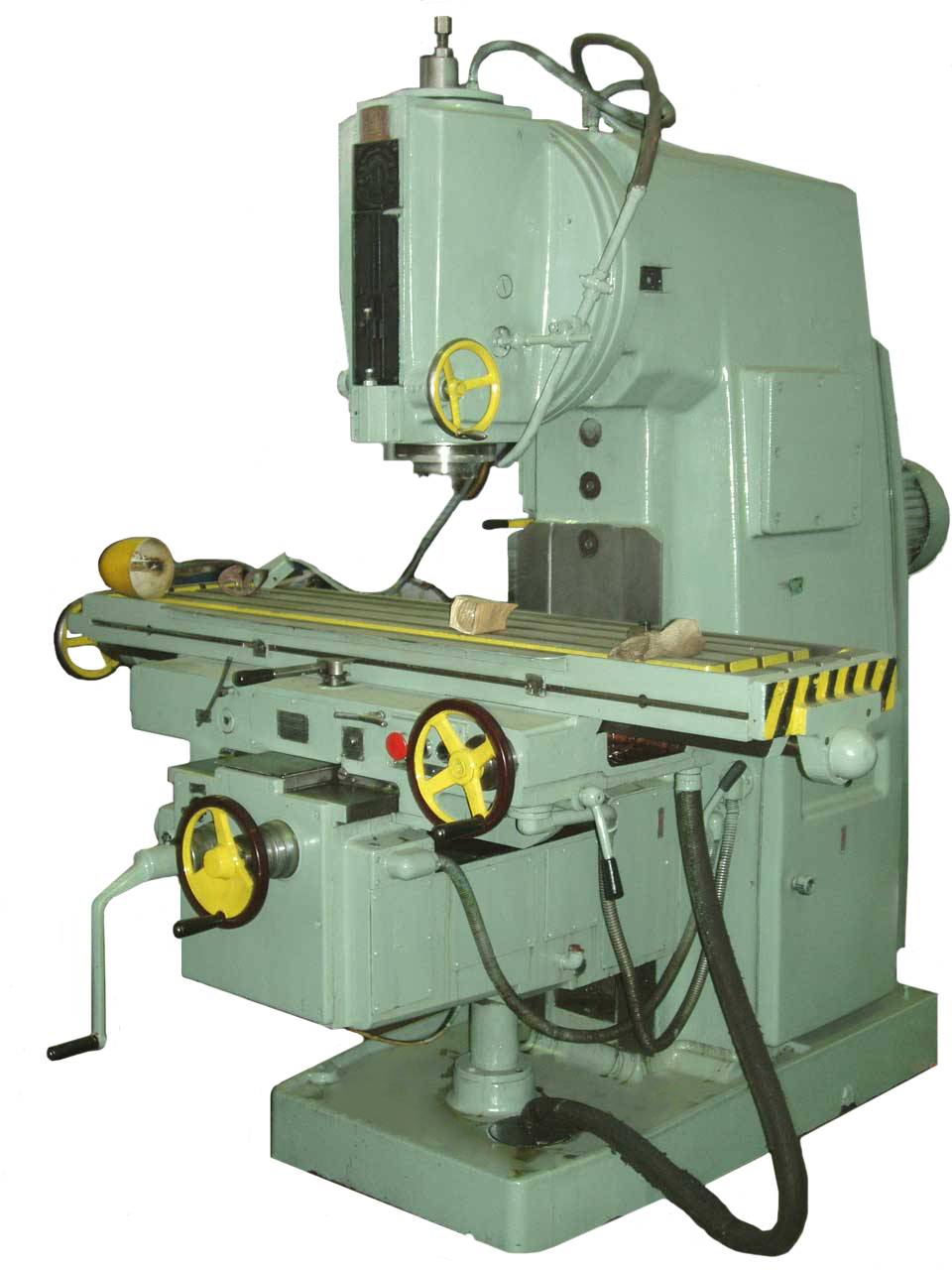
Вертикально-фрезерный станок ВМ127
Вертикально-фрезерный станок ВМ127, ВМ127М – очень распространённая на территории бывшего СССР серия фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров в условиях единичного и мелкосерийного производства. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д. Аналог станков: 6Р13, 6Т13, FSS450МR.
Простота обслуживания
Простота обслуживания вертикально-фрезерного станка ВМ127, перенастройка механизма и самого инструмента представляют определенный комфорт при использовании станка в производстве мелкосерийного характера. Даже в самых безжалостных условиях эксплуатации автоматическая система смазки узлов обеспечивает простоту использования и работоспособность станка.
Особенности конструкции
- Мощный привод главного движения и плавная регулировка скорости подач обеспечивает оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента
- Сервоконтролерный привод подач с обратной связью
- Полуавтоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации
- По отдельному заказу станок может быть оснащен устройством цифровой индикации (УЦИ).
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1600 х 400 |
| Число Т-образных пазов | 3 |
| Максимальная нагрузка на стол (по центру), кг | 800 |
| Наибольшее продольное перемещение стола, мм | 1010 |
| Наибольшее поперечное перемещение стола, механическое/ручное, мм | 300 / 320 |
| Наибольшее вертикальное перемещение стола, механическое/ручное, мм | 400 / 420 |
| Продольное перемещение стола на одно деление лимба, мм | 0,05 |
| Поперечное перемещение стола на одно деление лимба, мм | 0,05 |
| Вертикальное перемещение стола на одно деление лимба, мм | 0,05 |
| Продольное перемещение стола на один оборот лимба, мм | 4 |
| Поперечное перемещение стола на один оборот лимба, мм | 6 |
| Вертикальное перемещение стола на один оборот лимба, мм | 2 |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Ручное перемещение от торца шпинделя до рабочей поверхности стола, мм | 30 – 500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, градусов | ±45 |
| Количество скоростей шпинделя | 18 |
| Скорость продольной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость поперечной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость вертикальной подачи, рабочая/ускоренная, мм/минуту | 8,3-416,6 / 1000 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Мощность электродвигателя привода подач, кВт | 2,1 |
| Мощность электрического насоса охлаждения жидкости, кВт | 0,12 |
| Производительность электрического насоса охлаждающей жидкости, л/мин. | 22 |
| Класс точности станка | Н |
| Масса обрабатываемых деталей с приспособлением, кг | 800 |
| Габаритные размеры станка (Д х Ш х В), мм | 2560 x 2260 x 2500 |
| Масса станка с электрооборудованием, кг | 4200 |
Вертикально-фрезерный станок ВМ127, ВМ127М производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.







Цена
Цена на вертикально-фрезерный станок ВМ127, ВМ127М на I квартал 2014 года в базовой комплектации составляет 1 800 000 рублей (с НДС) и требует уточнения на момент запроса. Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Современные аналоги
В нашем каталоге так же представлены качественные современные аналоги вертикально-фрезерных станков 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 – станки серии FSS. Они обладают современной конструкцией в сочетании с высоким качеством изготовления. Относительно невысокая для такого уровня станков цена делает вертикально-фрезерные станки FSS одним из лучших предложений по соотношению цена / качество.
Вертикально-фрезерный станок FSS450MR
Комплектация, характеристики
Факторы, ведущие к выбору станка 6Р13Ф3
Первым фактором для выбора станка является его типоразмер, говорящий о максимальных габаритах обрабатываемого изделия, а во фрезерных станках это размер рабочего стола (или на пример в токарных станках высота центров). У данного станка размер рабочего стола 400х1600.
Вторым фактором является полная стоимость станка (покупки и установки). Полная стоимость станка составляет около 520 тыс. руб. и варьируется в зависимости от модели устройства ЧПУ.
Также требуется, при выборе станка, обращать внимание на возможность автоматической смены инструмента, а на этом станке этой функции нет. Точность же станка, по классификации, высокая
Станок может быть оборудован системами ЧПУ наиболее простым для обучения, но не для использования так как имеет малое количество циклов и имеет больший уклон в использование обычных G кодов по 3м координатам.
Из выше описанного можно сделать вывод что станок подходит для среднесерийного производства т.к. не имеется автоматической смены инструмента, но имеет систему ЧПУ позволяющую автоматизировать обработку одного установа (за что не рационально переплачивать при мелкосерийном производстве).
Полный перечень характеристик станка 6Р13Ф3-37
| Класс точности по ГОСТ 8-82 | Н |
| Основные параметры станка | |
| Размеры рабочей поверхности стола (длина х ширина), мм | 400 х 1600 |
| Максимальная нагрузка на стол (по центру), кг | 300 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 |
| Наименьшее расстояние от задней кромки стола до направляющих станины, мм | 100 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 |
| Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин | 3..4800 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола мм | 70…490 |
| Подача за один импульс, мм | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 |
| Точность позиционирования по оси Y, Z, мм | 0,040 |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Шпиндель | |
| Количество шпинделей | 1 |
| Частота вращения шпинделя, об/мин | 40…2000 |
| Количество скоростей шпинделя | 18 |
| Наибольший крутящий момент, кгс.м | 62,8 |
| Конец шпинделя | ГОСТ 836-72, 7:24 |
| Система ЧПУ | |
| Тип ЧПУ | Н33-2М |
| Способ задания размеров | В приращениях |
| Виды интерполяции | Линейная Круговая |
| Число одновременно управляемых координат при линейной / при круговой интерполяции | 3/2 |
| Электрооборудование | |
| Количество электродвигателей на станке | 8 |
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 |
| Электропривод наладочного перемещения консоли, кВт | 2,2 |
| Электропривод зажима инструмента, кВт | 0,18 |
| Электропривод насоса охлаждения, кВт | 0,12 |
| Электродвигатель насоса для мазки, кВт | 0,27 |
| Суммарная мощность электродвигателей, кВт | 16,87 |
| Габарит станка | |
| Габариты станка, мм | 3450 х 3970 х 2965 |
| Масса станка, кг | 4450 |
1 Вертикально-фрезерный станок 6Р12 – коротко о главном
Интересующее нас оборудование имеет высокие технические и эксплуатационные характеристики. Именно благодаря им на станке допускается производить обработку разнообразных изделий из чугуна, сплавов цветных металлов, стали. Причем станок с легкостью работает как с простыми по форме заготовками, так и со сложными. В большинстве случаев фрезерование изделий ведется концевыми и торцовыми фрезами.
Агрегат располагает пинольным вертикальным шпинделем, рабочим столом, который передвигается по горизонтали. Стол закреплен на консоли, передвигающейся в вертикальном направлении по специальным направляющим. На 6Р12 имеется простой числовой программный комплекс и копировальный механизм. Последний позволяет работать с криволинейными заготовками.
Шпиндельная головка агрегата (она является поворотной) снабжена устройством осевого ручного передвижения гильзы. За счет этой конструктивной особенности на 6Р12 можно обрабатывать отверстия с осями, которые по отношению к столу размещаются под углом от -45 до +45 градусов.
Криволинейные поверхности на станке фрезеруют по копирам. Их контур анализируется электроконтактным датчиком (точнее его подвижным наконечником). Конструкция агрегата жесткая, благодаря этому на него можно устанавливать фрезы из быстрорежущих сталей и разнообразных синтетических композиций твердой и сверхтвердой группы.
Станок 6Р12, имеющий класс точности “Н”, рекомендован для использования в серийном и единичном производстве. И в первом, и во втором случае он демонстрирует высокую эффективность выполнения фрезерных и иных операций. Добавим, что ремонт данного оборудования сравнительно прост, что обусловлено отсутствием сверхсложного ЧПУ, а также наличием запасных частей.
Схема станка унифицирована, для замены вышедших из строя деталей допускается применять запчасти с других агрегатов Горьковского и других станкостроительных комбинатов.
Понятно, что при таких условиях ремонт 6Р12 особых проблем не вызывает.
1 Особенности горизонтально фрезерного станка
Горизонтально-фрезерный станок – один из первых агрегатов, применяемых для обработки металлических заготовок и различных работ по дереву. С их помощью выполняется фрезерование, расточка, шлифование, а иногда и сверление. Однако комплектация и технические характеристики подобных агрегатов приблизительно одинаковы.
Горизонтально фрезерный станок, как и другие промышленные агрегаты, не обошел стороной технический прогресс. Кроме привычных станков, где все работы фрезой выполняет оператор, появились новые агрегаты по металлу и дереву с ЧПУ (числовым программным управлением).
Такое устройство не требует вмешательства оператора в сам процесс обработки заготовок. Оператор станков с ЧПУ должен иметь навыки не столько работы по металлу или дереву, как знания в области компьютерных технологий и программ.
Устройство горизонтально-фрезерного станка
На компьютере создается 3Д модель будущей детали, прорисовывается траектория фрезы и прочие технические характеристики, программа переносится на станок, а все работы по обработке заготовки станок выполняет под управлением ЧПУ без вмешательства человека.
1.1 Базовая комплектация
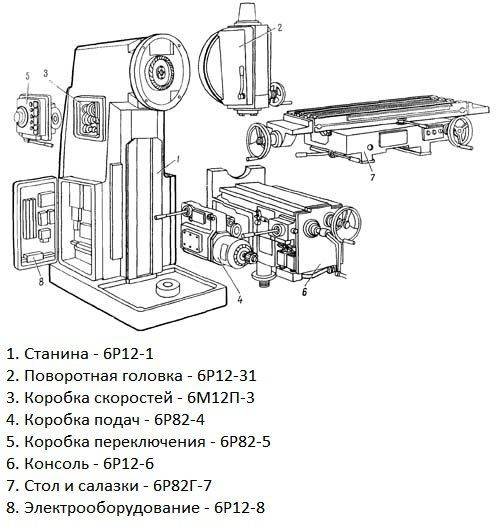
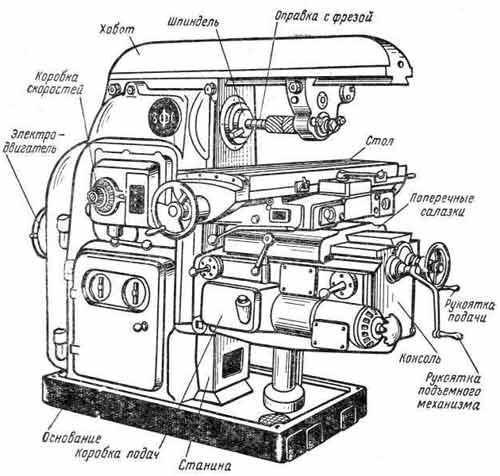
Своим основанием данное устройство имеет станину, на которой располагаются остальные рабочие элементы агрегата. Станина должна быть максимально прочной и виброустойчивой, поэтому изготавливают ее из чугуна или высокопрочной стали.
На станине устанавливаются следующие узлы и механизмы:
- коробка передач. С ее помощью настраивается скорость вращения фрезы;
- консоль. Устройство для перемещения рабочей поверхности консольно-фрезерного агрегата по вертикальным направляющим;
- рабочий стол. Данное устройство оснащается зажимными механизмами или тисками для установки заготовок по металлу или дереву. Рабочий стол консольно-фрезерного станка сделан таким образом, чтобы перемещать его можно было в трех направлениях: продольно по направляющим салазок; поперечно с помощью перемещения самих салазок по направляющим консоли; вертикально, движением консольно-опорного механизма по направляющим станины;
- шпиндель. Главное вращающееся устройство, на котором находится оправка для фиксации фрез;
- хобот. Элемент корпуса, на котором крепится подвеска со шпинделем;
- фрезерная оправка крепится на конце шпинделя;
- двигатель. Промышленные агрегаты оснащаются трехфазным двигателем, бытовые – двухфазным. Мощность двигателя должна быть не ниже 1200—1500 Вт, чтобы обеспечить нужную скорость вращения шпинделя. Горизонтально фрезерный станок по металлу или дереву должен поддерживать скорость вращения фрезы от 400 до 4500 оборотов в минуту;
- дополнительное оборудование. Кроме перечисленной выше комплектации станки могут дополнительно оснащаться платами ЧПУ, стружкоотсосами, магнитными столами для беззажимного крепления заготовок.

Консоль управления горизонтально-фрезерным станком
1.2 Фрезы
Очень важно, чтобы горизонтально фрезерный станок позволял производить быструю замены фрез, так как каждый режущий инструмент выполняет лишь свою узкопрофильную функцию. К тому же, крепление фрезы должно быть максимально жестким
Любые вибрации или выгибы режущего инструмента приведут к порче фрез и заготовок при работе по металлу или дереву
Для прочности крепления фрезы оправка должна быть установлена на подвеске. Само крепление производится с помощью колец и гаек
Любые вибрации или выгибы режущего инструмента приведут к порче фрез и заготовок при работе по металлу или дереву. Для прочности крепления фрезы оправка должна быть установлена на подвеске. Само крепление производится с помощью колец и гаек.







- обработку горизонтальных поверхностей фрезерный станок 6р81, 6р82 и другие его аналоги производит при помощи цилиндрической фрезы;
- вертикальные работы по металлу или дереву устройство выполняет при помощи торцевых или дисковых фрез;
- комбинированная обработка требует смены нескольких различных по функциональности режущих инструментов.
Для повышения точности выполнения фрезерных работ по металлу или дереву фрезерный станок 6м82 рекомендуется оснастить платой ЧПУ.
4 Ремонт вертикально-фрезерной установки
Некоторые несущественные неисправности станка можно устранить на месте без вызова специалистов-наладчиков. К распространенным неполадкам 6Р12 относят далее указанные явления:
- Двигатель при работе перегревается и сильно гудит. Причиной такого явления обычно является межфазное короткое замыкание либо замыкание между витками обмотки двигателя. Решение проблемы – ремонт обмотки (если после этого двигатель продолжает работать неадекватно, требуется его замена).
- Слышен стук в подшипнике. В данном случае можно смело менять подшипник, так как дело именно в нем.

Если при запуске двигатель сильно гудит и не вращается, вероятнее всего, в одной из фаз отсутствует напряжение. Ремонт в такой ситуации заключается в замене плавких вставок.
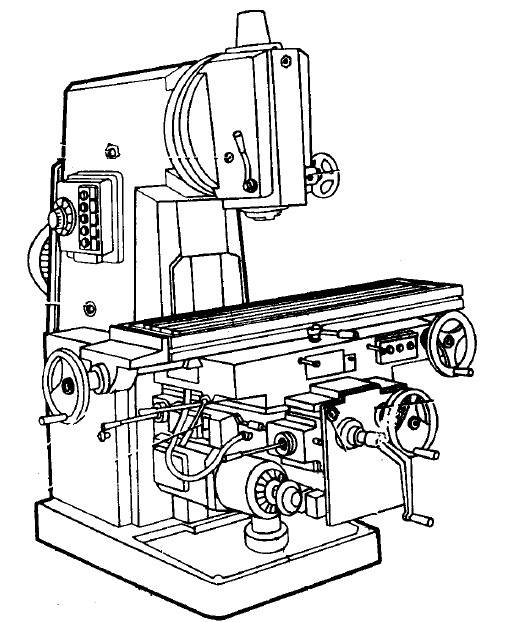
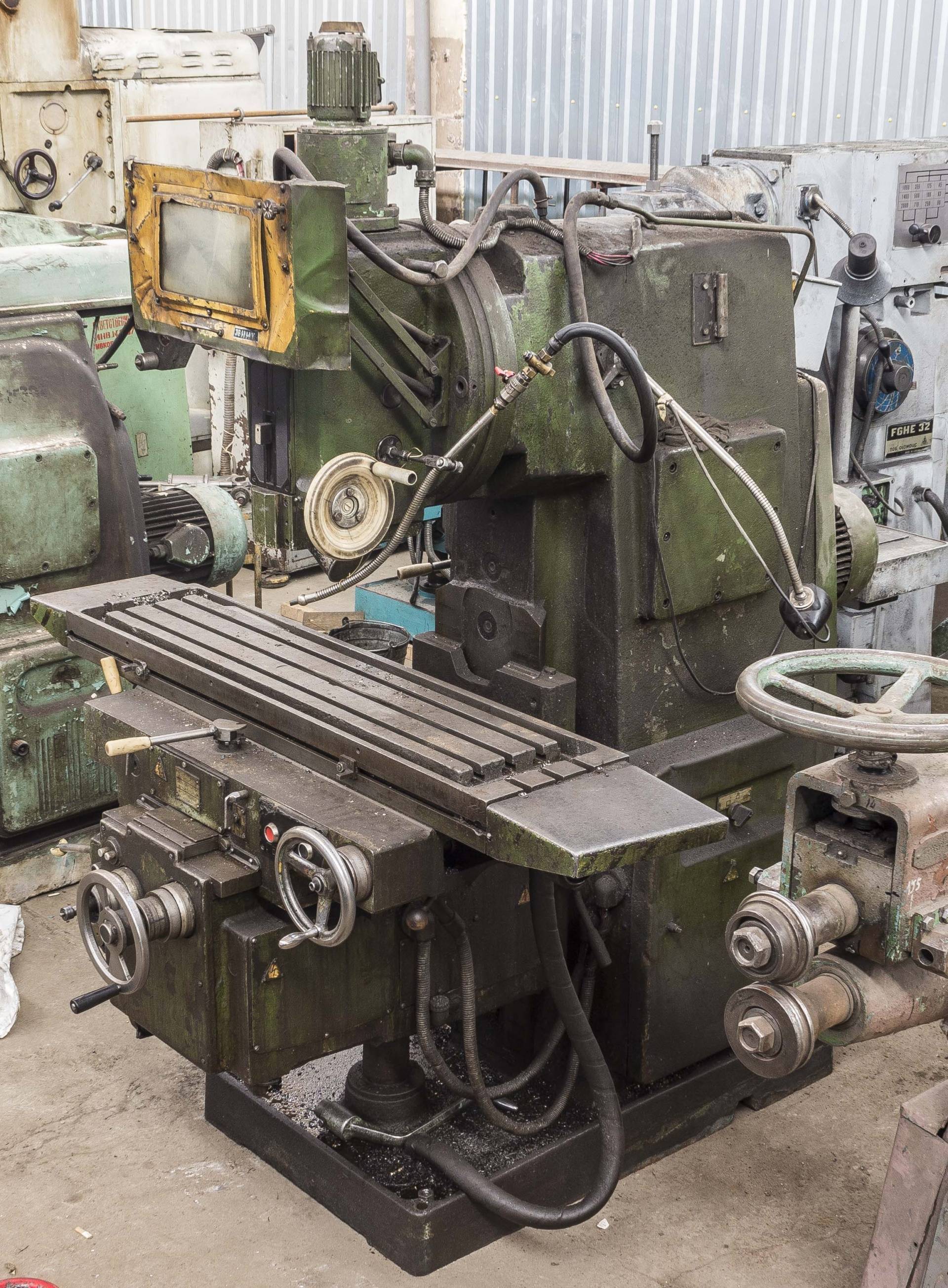
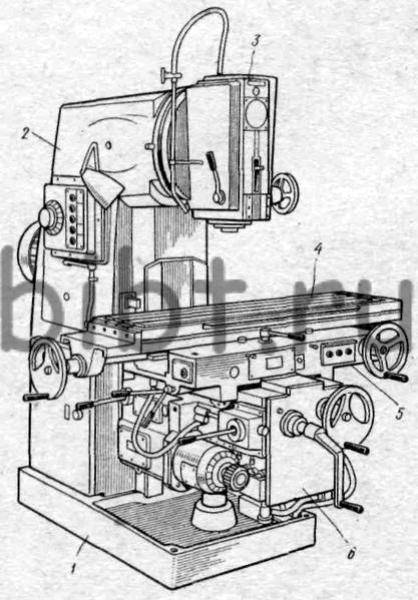
Конструктивные особенности станка
 Внешний вид
Внешний вид
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства. Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
- осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали. Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы
Важно лишь правильно подобрать жидкость, параметры которой описаны в документации





