

Технические характеристики
Модель 6М12П имеет технические характеристики:
- частота вращения шпинделя 31,5–1600 об/мин;
- мощность привода 7,5 кВт;
- количество скоростей 18;
- отверстие фрезерного шпинделя 29 мм;
- стол 1250×320 мм;
- расстояние шпинделя от стола 30–400 мм;
- конус шпинделя №3 по ГОСТ 24644-81.
На станке установлены выключающие упоры на все перемещения стола и салазок.
Станина и консоль
Станина имеет трапецеидальную форму, отличается жесткостью. Внутри находятся коробка скоростей и электрический шкаф. Консоль движется вертикально по направляющим в передней части стойки. В ней расположены коробка подач и все узлы, связанные с продольным и поперечным перемещением стола. В оси Z консоль поднимает стол. Перемещение осуществляется вращением вертикального вала.
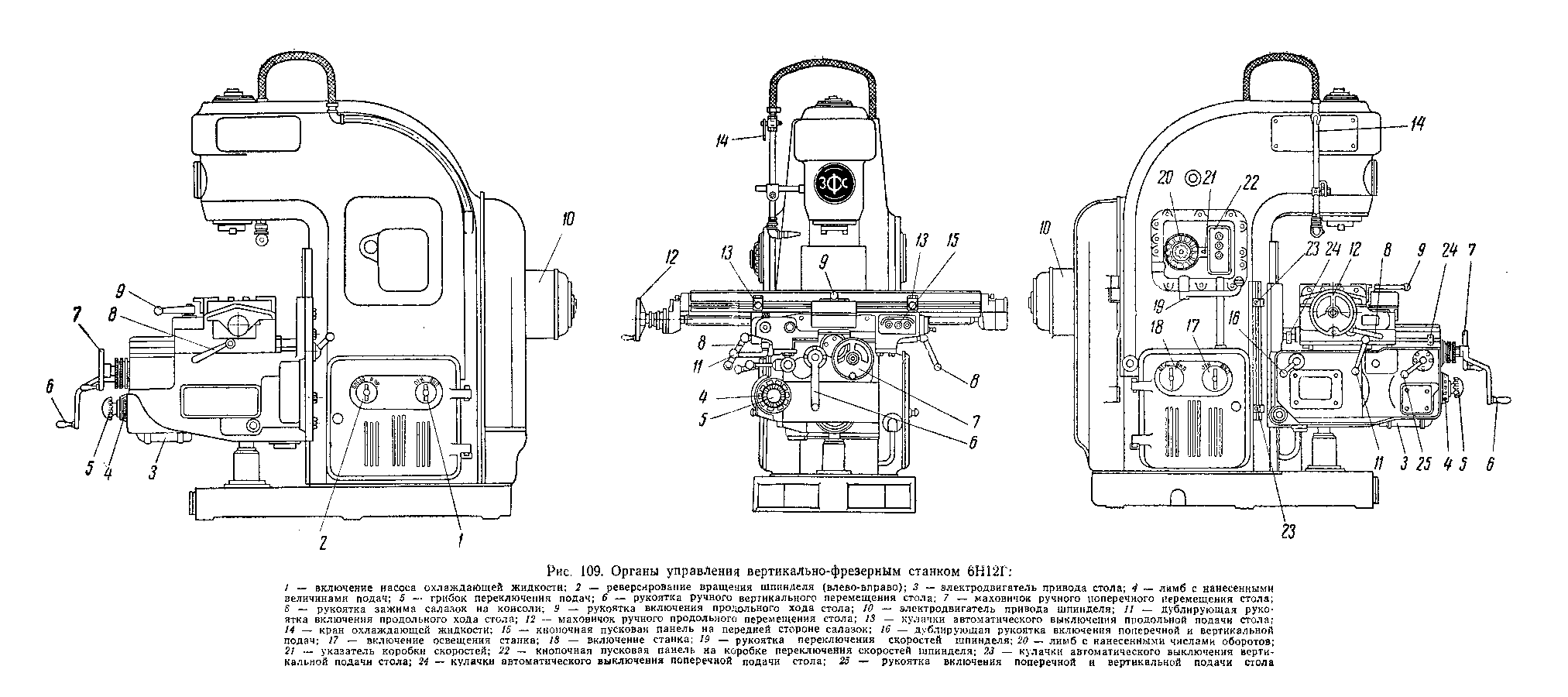
Органы управления
Ручки перемещения салазок и стола расположены на консоли, впереди. Направление включения в сторону движения. Все управление дублируется на панели.
Электрооборудование
На станке стоит 3 электродвигателя:
- главного привода 7,5 кВт;
- привода подач 2,2 кВт;
- насоса системы охлаждения 0,125 кВт.
Включение кнопочное. Пусковая аппаратура находится в 2 нишах на станине. Для быстрого включения всех узлов, на станке предусмотрено импульсное включение электродвигателя. Торможение шпинделя динамическое. Установленный: магнитный пускатель, селеновый выпрямитель и промежуточное реле, создают плавный рост тормозного момента.
Коробка скоростей и шпиндель
Коробка скоростей находится в верхней части станины. Переключатель расположен сбоку, на корпусе. Шпиндель вмонтирован в угловую головку, которая поворачивается на 45 ⁰. Через коническую пару вращательный момент с вала коробки скоростей передается на шпиндель. Вертикально инструмент не перемещается.
6Т13Ф20 станок вертикальный консольно-фрезерный с оперативным программным управлением (ОПУ). Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13Ф20 предназначен для фрезерования всевозможных деталей сложного профиля из стали, чугуна, труднообрабатываемых и цветных металлов. Применяется в условиях единичного и серийного производства.
Фрезерные работы выполняются, главным образом, цилиндрическими, угловыми, фасонными, торцовыми, концевыми и другими фрезами.
Станок 6Т13Ф20 отличается от станка 6Т12Ф20 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На станке 6Т13Ф20 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
Исполнение для внутренних и экспортных поставок, по условиям эксплуатации — УХЛ4 по ГОСТ 15150—69 для макроклиматических районов с умеренным и холодным климатом, 0,4 — для макроклиматических районов как с сухим, так и с влажным тропическим климатом.
Особенности конструкции фрезерного станка 6Т13Ф20
- Станок 6Т13Ф20 оснащен системой оперативного программного управления (ОПУ). В качестве ОПУ используется Югославское УЦИ ЛЮМО-61 (LJUMO-61), а в качестве привода подач – электропривод БТУ-3601;;
- Изменение величины подачи бесступенчато по программе в процессе обработки, что позволяет оптимизировать процесс обработки;
- Наличие кнопочно-клавишного пульта управления взамен рукояток и маховиков облегчает управление станком;
- Быстродействующие электромагнитные муфты в приводе подач и автоматические зажимы стола, салазок и консоли повышают точность позиционирования;
- Имеется механизм автоматической выборки люфта (ограничения зазора в винтовой паре) на ходовом винте продольного перемещения стола и ручного — на ходовом винте поперечного перемещения стола;
- Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания;
- Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали
- Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола;
- Индивидуальная смазка винта вертикального перемещения, повышает его долговечность и снижает усилие подъема консоли;
- Возможность подключения гидроприспособлений или гидротисков от собственной гидростанции для зажима обрабатываемой детали;
- Повышена точность обработки за счет расположения винта поперечной подачи по оси фрезы;
- На станке возможно выполнение сверлильных и несложных расточных работ;
- Автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении;
- Дополнительные устройства для защиты от разлетающейся стружки и эмульсии;
- Сигнализация состояния цепи управления в соответствии с требованиями техники безопасности.
На вертикальном консольно-фрезерном станке 6Т13Ф20 возможна работа в трех режимах:
- Автоматический – последовательная отработка программы в прямоугольной системе координат. Возможность обработки сложных деталей с числом переходов до 100. Программа набирается непосредственно на станке;
- Покадровый – работа по кадрам в режиме “Покадровая отработка”, проверка программы и режим преднабора;
- Ручной – ручной универсальный режим с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукояток.
Класс точности станка — Н по ГОСТ 8—82Е
Шероховатость поверхности Ra 3,2 мкм.
Разработчик — Горьковское станкостроительное производственное объединение.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: , , , . Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: , , , , , , .
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: , , , , , , , , , , .
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: , , , и .
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: , , , , , , , , , , .
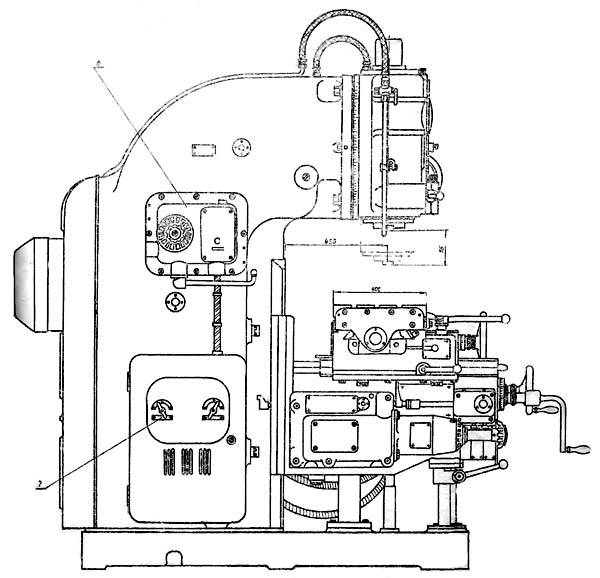
Конструкция основных узлов консольно-фрезерного станка 6Т12
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т13-1
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.


Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
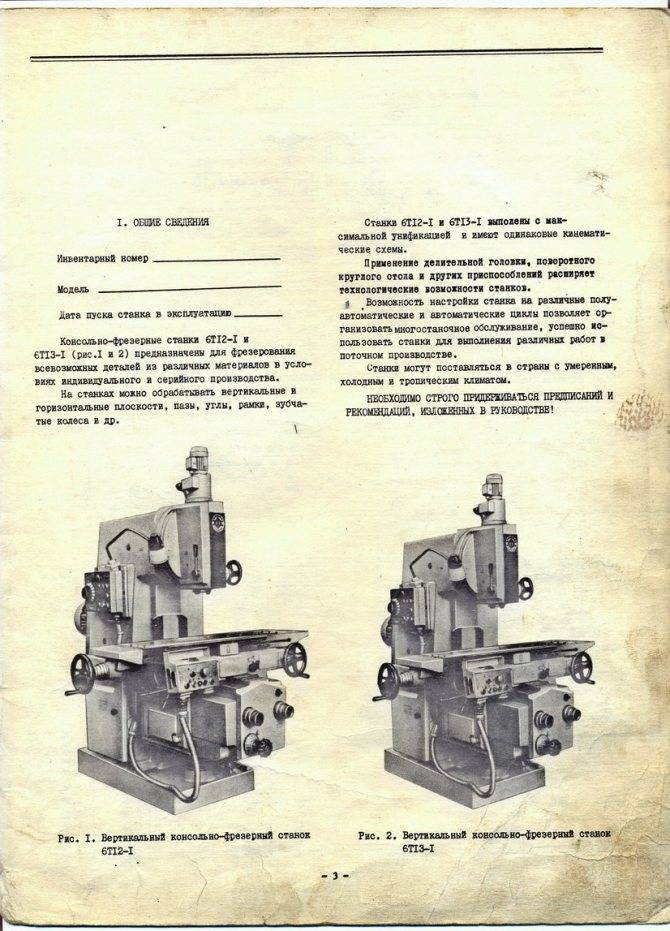
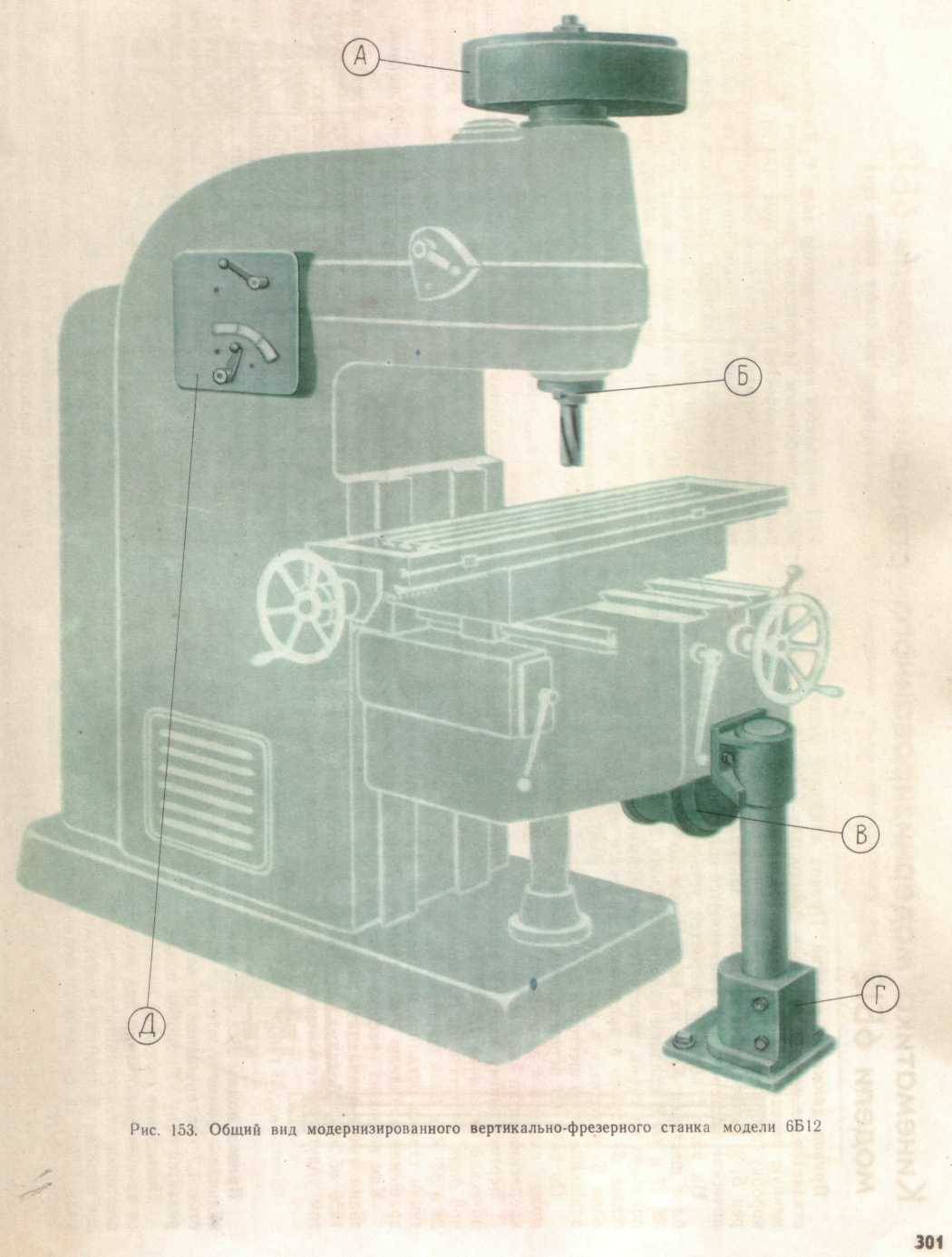
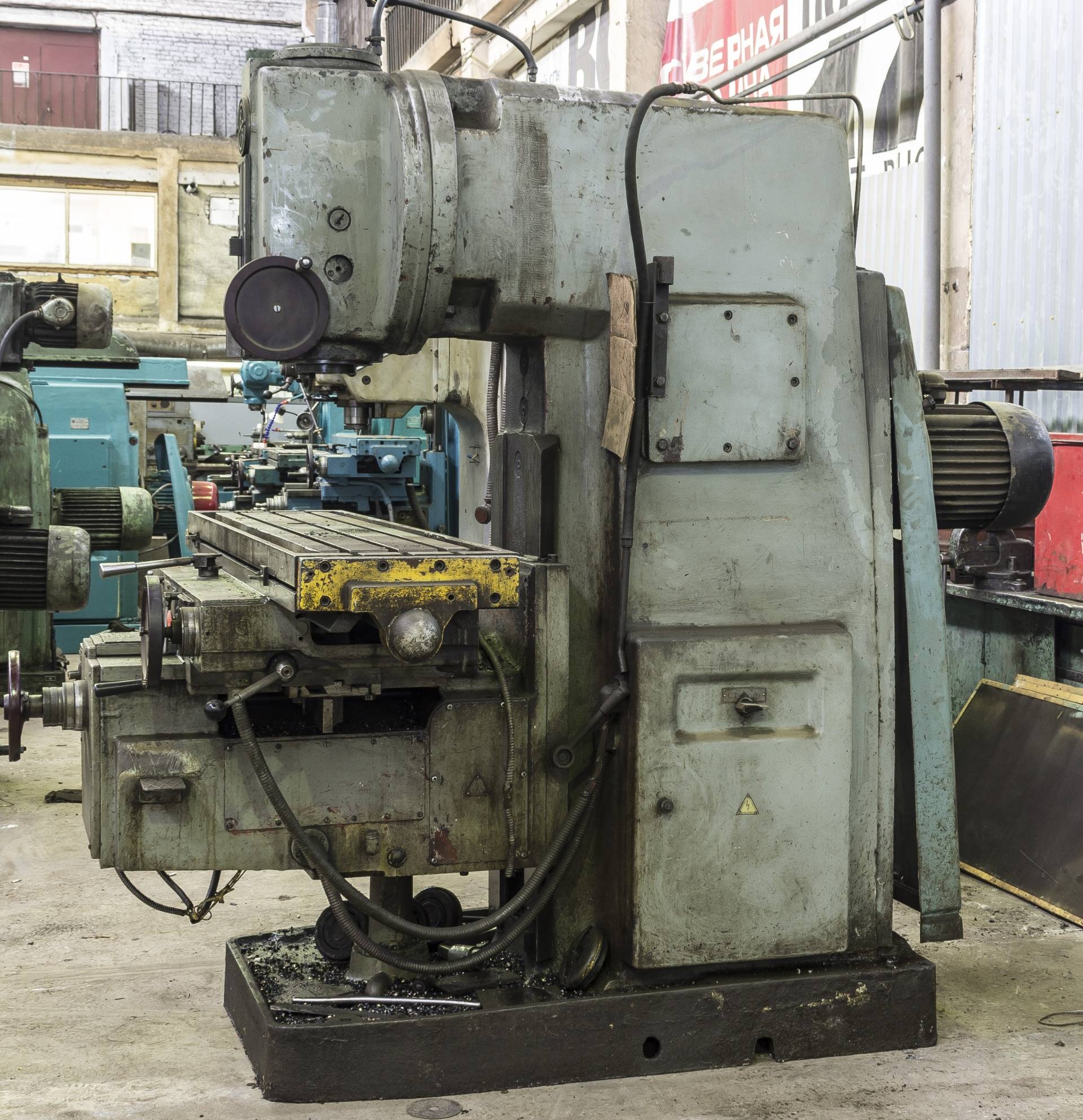
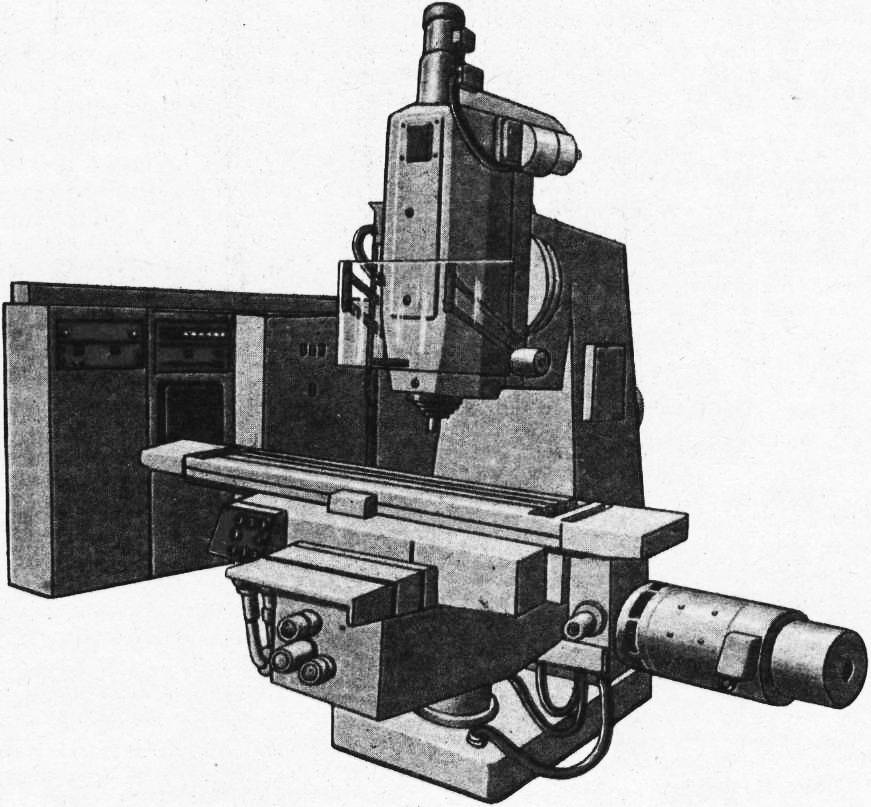
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности
Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
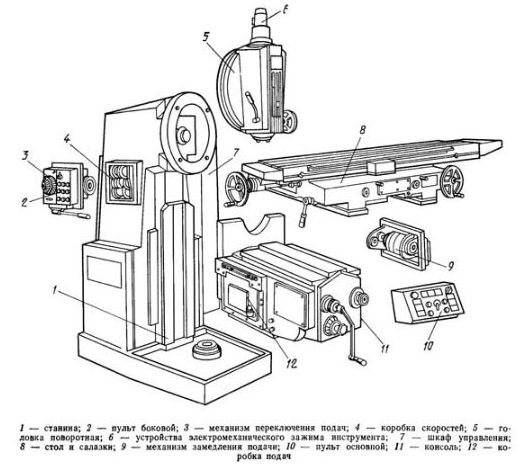
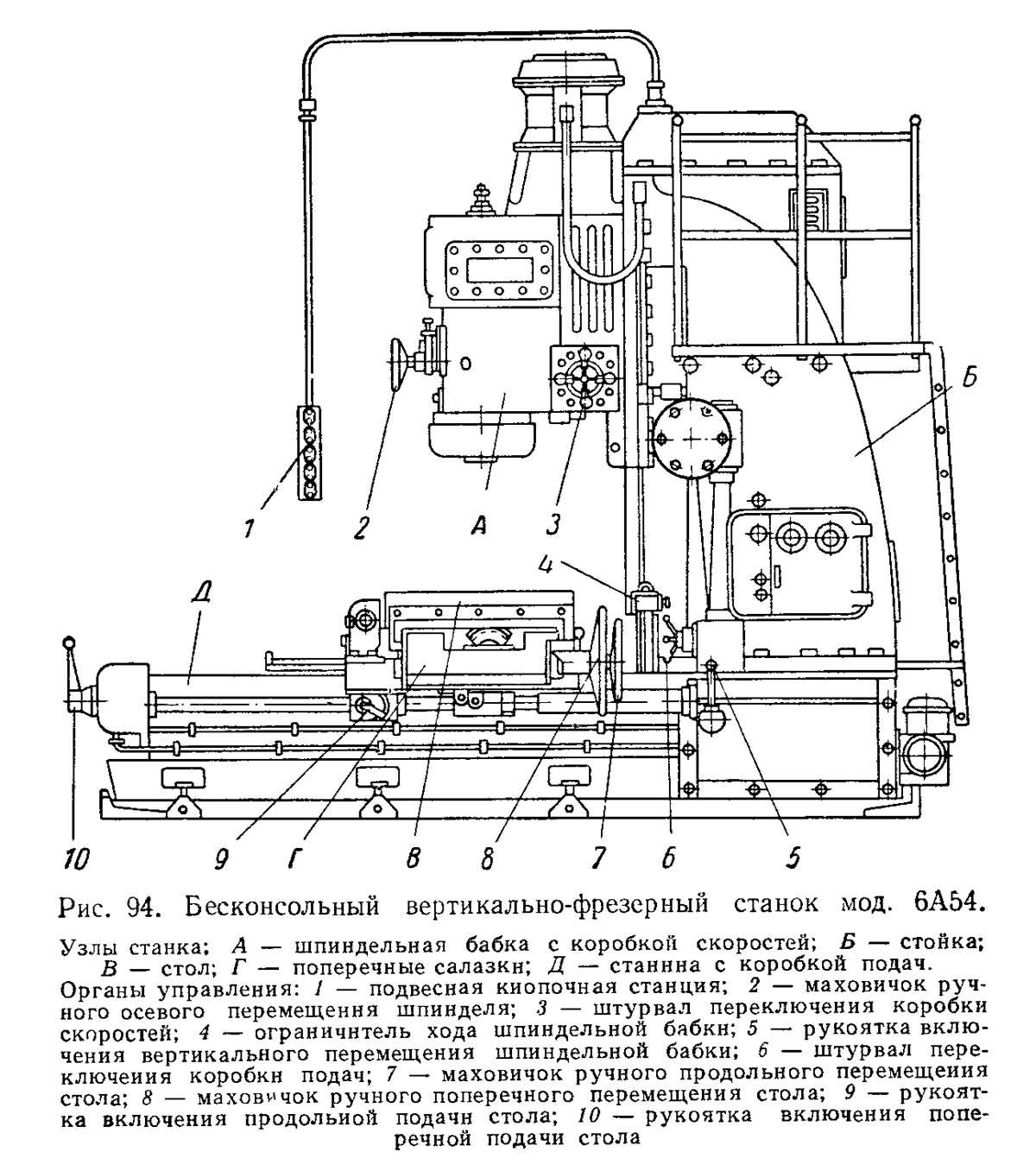
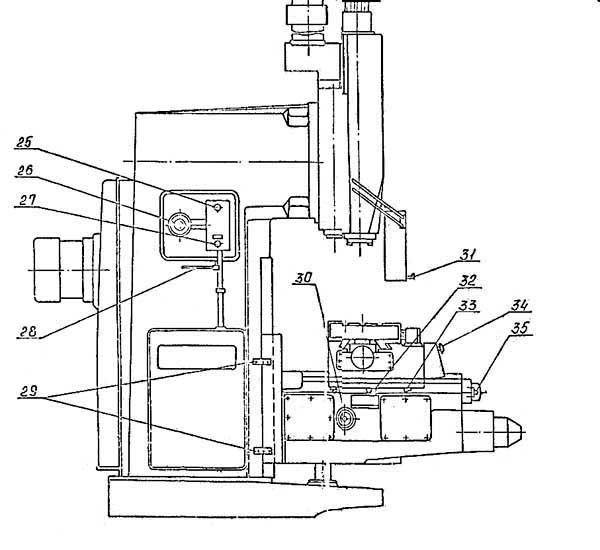
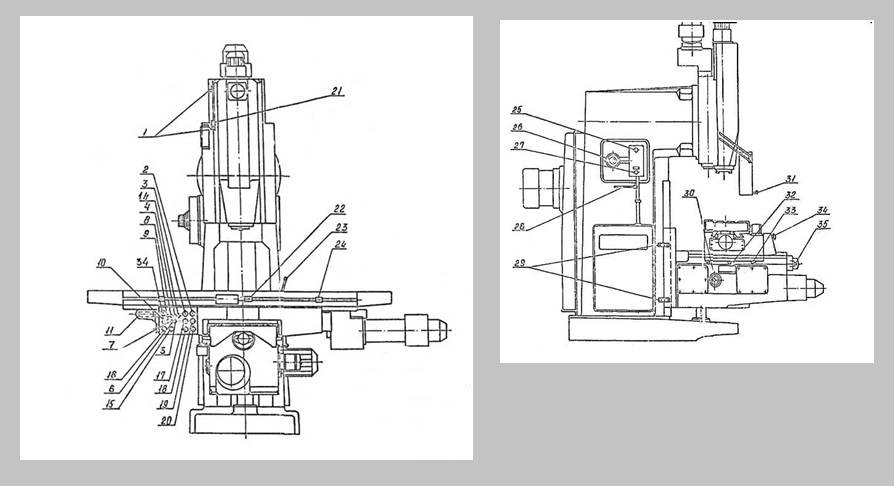
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
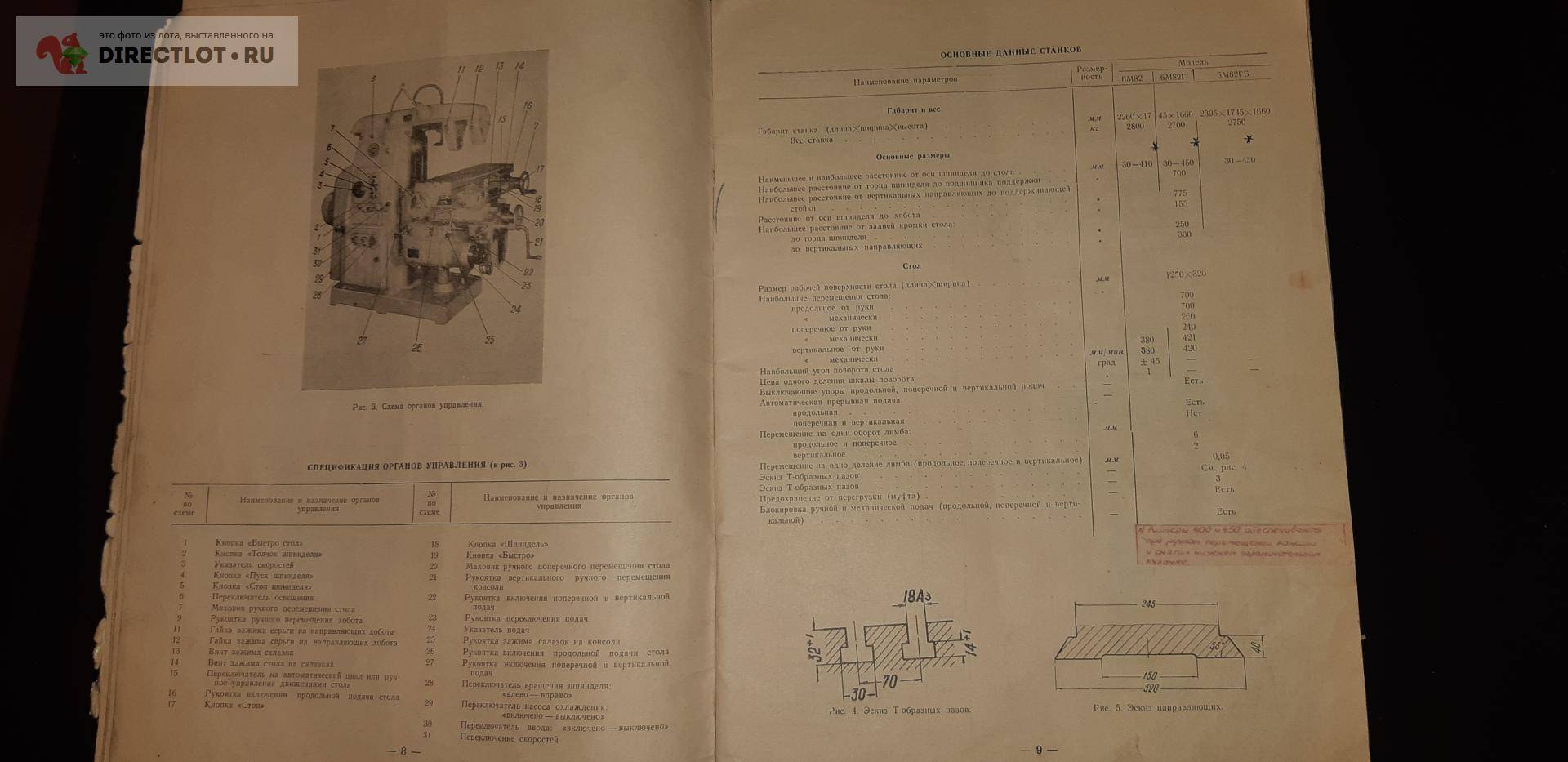
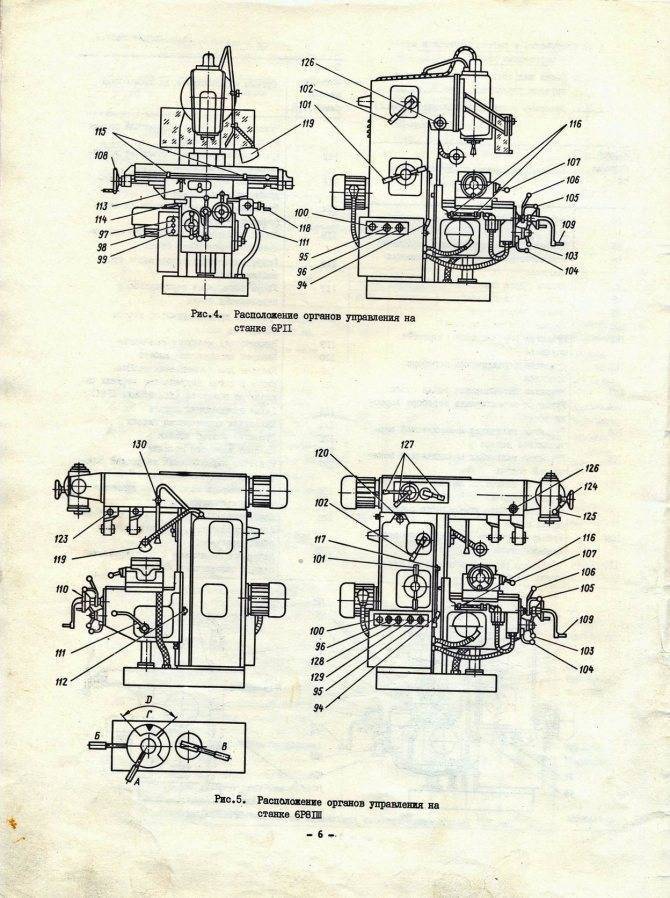
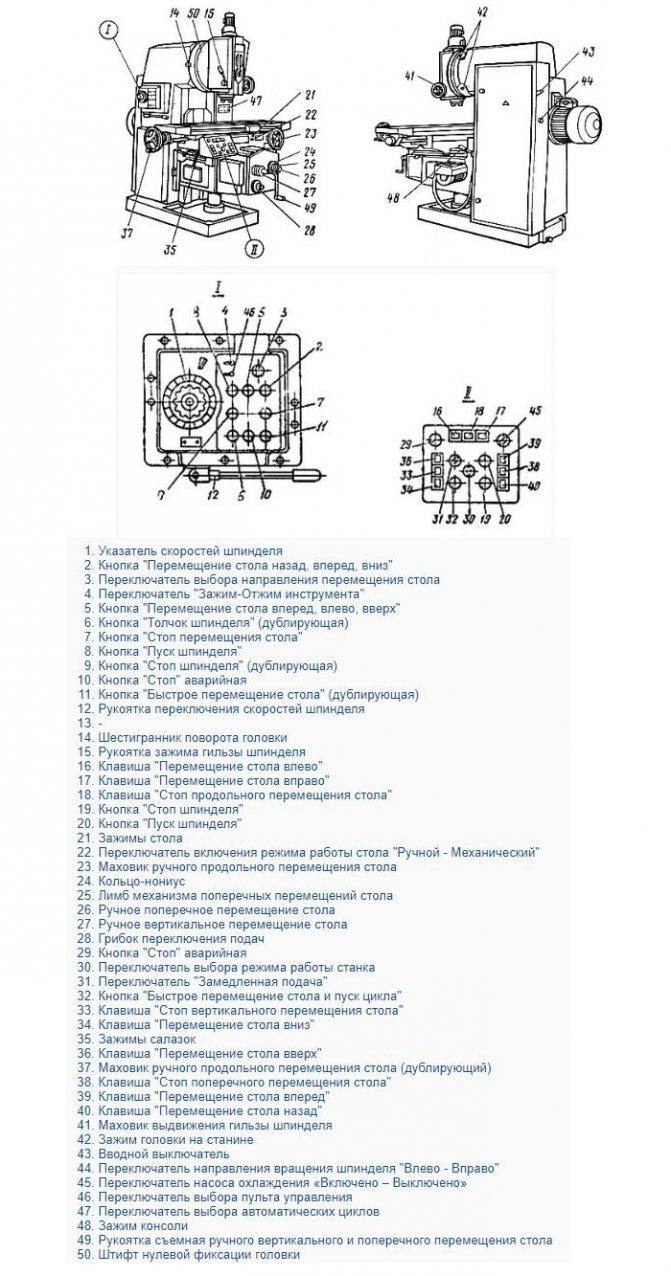
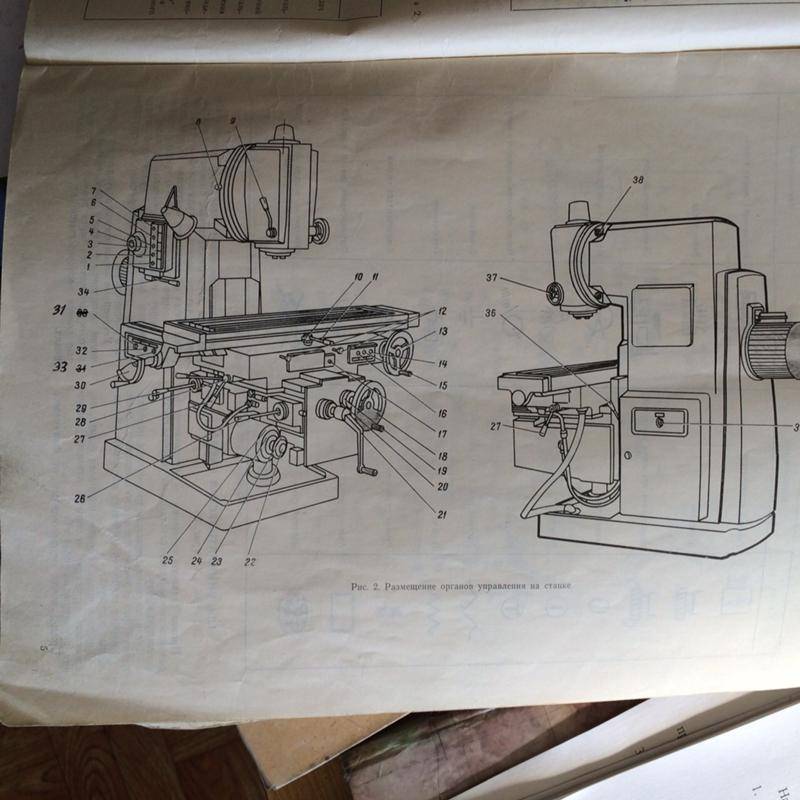
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
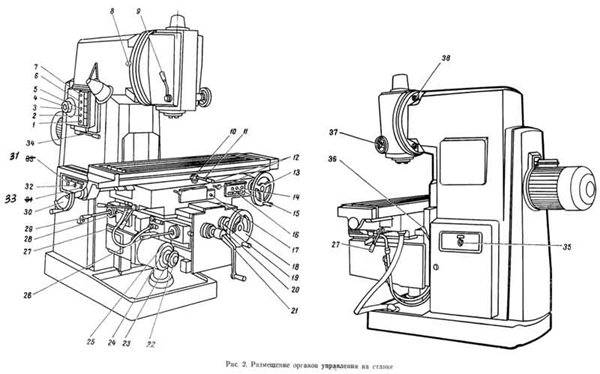
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Описание
Горьковское СПО
Вертикальный консольный фрезерный станок модели 6Т13 предназначен для обработки деталей из чугуна и цветных металлов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами. Класс точности станка Н по ГОСТ 8—82.
Шероховатость поверхности Ra 3,2 мкм.
Категория качества высшая.
Исполнение для внутренних и экспортных поставок. По условиям эксплуатации УХЛ4 по ГОСТ 15150—69 для макроклиматических районов с умеренным и холодным климатом, Т — для макроклиматических районов как с сухим, так и с влажным тропическим климатом.
Особенности конструкции станка
Возможность работы в трех режимах: автоматическом, толчковом и ручном; работы в автоматических циклах, включая цикл по рамке; работы по разметке.
Наличие устройства для ограничения зазора в винтовой паре продольного перемещения стола.
Индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введение дополнительных устройств для защиты от разлетающейся стружки и эмульсии.
Повышение жесткости станка за счет прямоугольных направляющих станины и консоли.
Наличие автоматического торможения шпинделя в рабочем режиме и при аварийном отключении.
Поворот фрезерной головки на 45° в обе стороны от вертикального положения шпинделя.
Механизированное крепление инструмента.
Расположение винта поперечной подачи по оси фрезы, повышающее точность обработки.
Условия транспортирования и хранения
Упакованный станок допускается транспортировать всеми видами транспорта кроме воздушного. Условия транспортирования по ГОСТ 9.014—78, ГОСТ 23170—78 и ОСТ Н92-1—81. Категория условий транспортирования и хранения — Ж, без упаковки — С по ГОСТ 9.014—78 для экспортных поставок — ОЖ.
Безопасность труда на станке достигается выполнением требовании по ГОСТ 12.2.009—80.
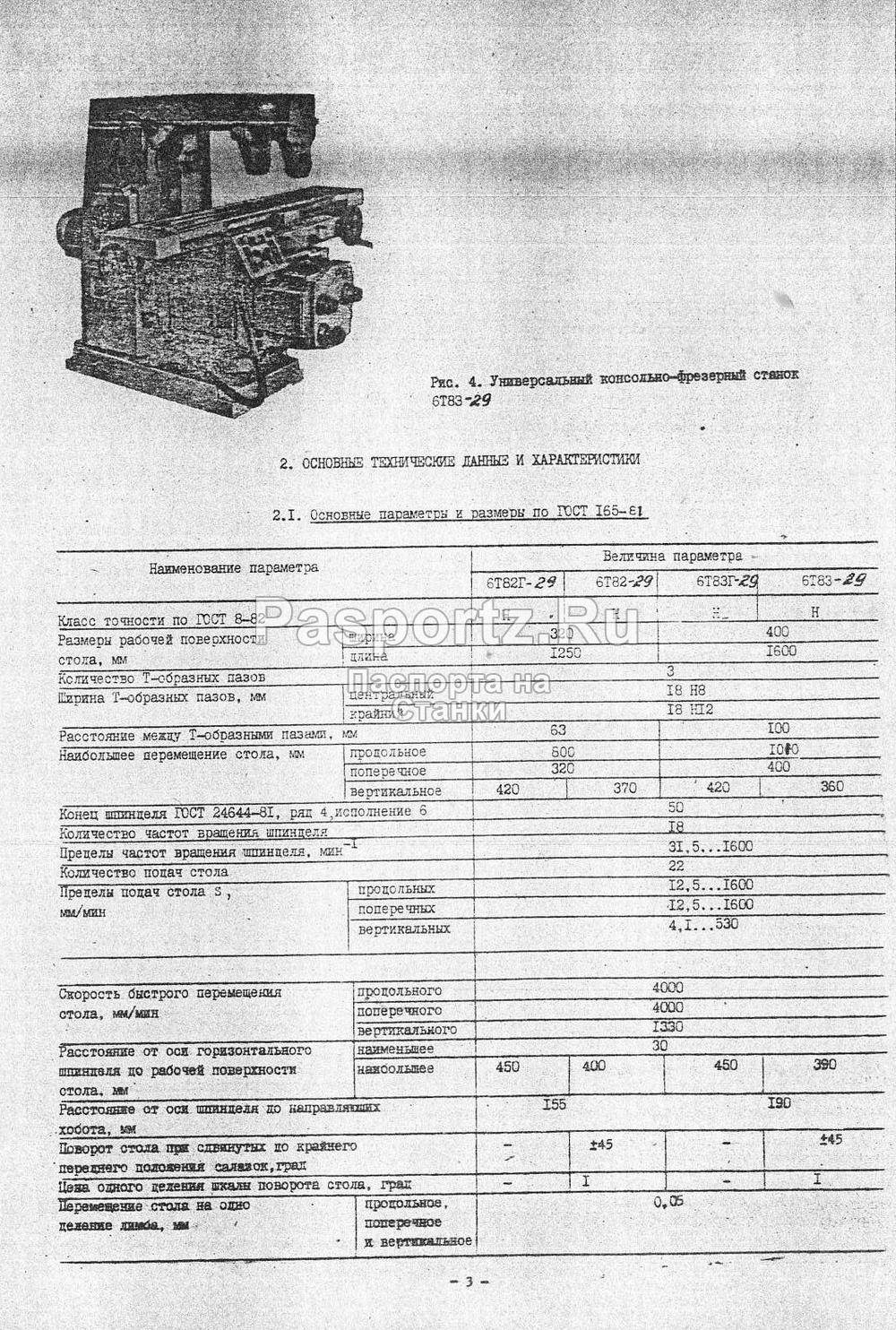
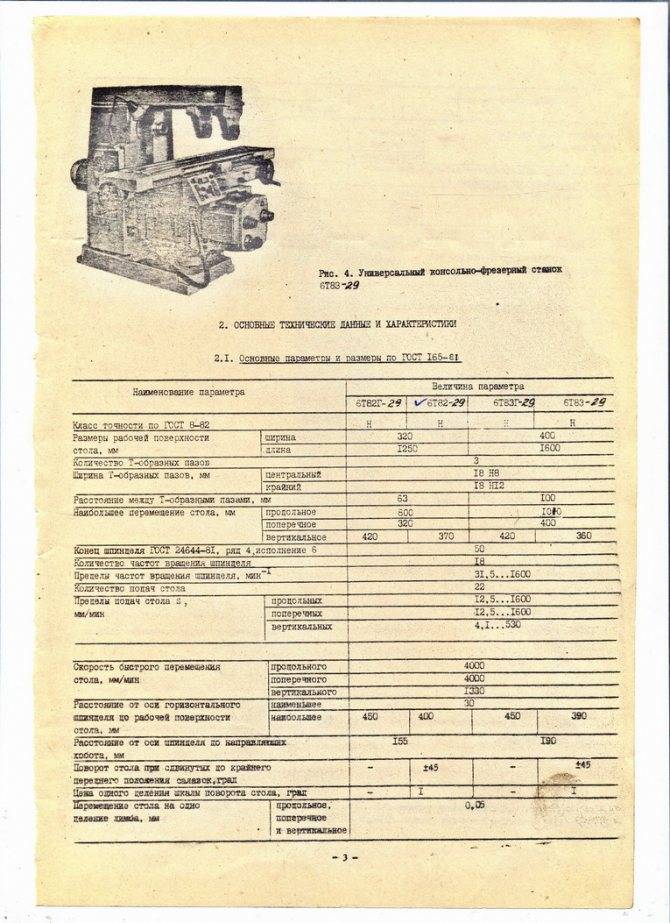
| Основные данные | |
|---|---|
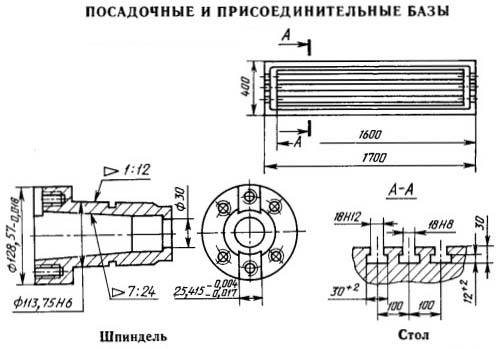
| Размеры рабочей поверхности стола, мм: | 400 х 1600 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образных пазов, мм: | |
| – центрального | 18Н18 |
| – крайних | 18Н12 |
| Наибольшее перемещение стола по ГОСТ 165—81, не менее, мм: | |
| – продольное | 1120 |
| – поперечное | 400 |
| – вертикальное | 430 |
| Конец шпинделя по ГОСТ 24644—81 (конус по ГОСТ 15945—82), ряд 4, исполнение 6 | 50 |
| Количество скоростей вращения шпинделя | 18 |
| Частота вращения шпинделя, об/мин | 31,5-1600 |
| Наибольший крутящий момент на шпинделе станка, кН·м | 1,37 |
| Количество подач стола | 22 |
| Подача стола, мм/мин: | |
| – продольная | 12,5-1600 |
| – поперечная | 12,5-1600 |
| – вертикальная | 4,1-530 |
| Пропорциональная замедленная подача, от установленной, мм/мин | 50% |
| Скорость быстрого перемещения стола, мм/мин, не менее: | |
| – продольная | 4000 |
| – поперечная | 4000 |
| – вертикальная | 1330 |
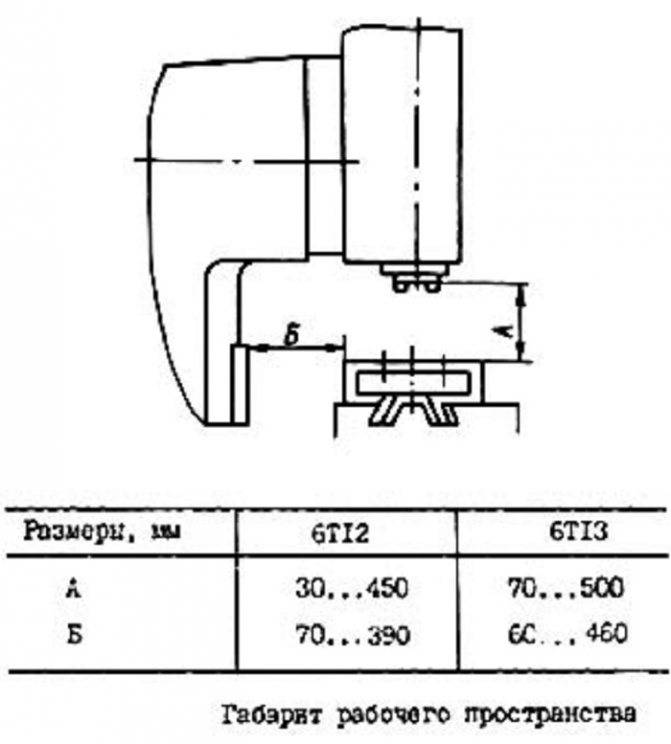
| Расстояние от торца шпинделя до рабочей поверхности стола, мм: | |
| – наименьшее, не более | 70 |
| – наибольшее, не менее | 500 |
| Расстояние от оси шпинделя до направляющих станины, мм | 460 |
| Ход гильзы шпинделя (вертикальный), мм, не менее | 80 |
| Угол поворота шпиндельной головки, не менее | ±45 |
| Наибольшая масса обрабатываемой детали, кг | 630 |
| Корректированный уровень звуковой мощности, дБА | 103 |
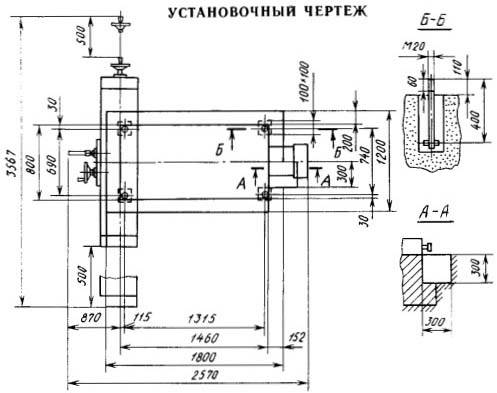
| Габарит станка, мм | 2570 х 2252 х 2430 |
| Масса станка с электрооборудованием, кг, не более | 4270 |
| Электрооборудование | |
| Питающая электросеть: | |
| – род тока | Переменныйтрехфазный |
| – частота, Гц | 50 |
| – напряжение, В | 380 |
| Напряжение цепей управления, В: | |
| – переменного тока | 110 |
| – постоянного тока | 24 |
| Напряжение цепи местного освещения, В | 24 |
| Количество двигателей на станке | 4 |
| Род тока электроприводов станка | Переменный |
| Электродвигатели: | |
| привода главного движения: | |
| – тип | АИР132М4У3 |
| – мощность, кВт | 11 |
| – частота вращения, об/мин | 1450 |
| привода подачи стола: | |
| – тип | АИР100S4У3 |
| – мощность, кВт | 3 |
| – частота вращения, об/мин | 1410 |
| привода механизированного зажима инструмента: | |
| – тип | АИР56В2У3 |
| – мощность, кВт | 0,18 |
| – частота вращения, об/мин | 1370 |
| насоса охлаждения центрального вертикального: | |
| – тип | П-25М УХЛ4 |
| – мощность, кВт | 0,12 |
| – частота вращения, об/мин | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 14,3 |
Приводы станка
Снабжение станка с ЧПУ 6Р13Ф3 содержит следящее-регулируемые передачи снабжения с электрическими моторами с большой скоростью включения беспрерывного электричества. Использование отслеживающих стабилизационных движителей в комбинации с моторами непрерывной или же непрерывного подвода электричества тока в станках гарантирует быстроту точного передвижения стола до 4,8 м/мин.



Также исключаются дефекты элементов на случай применения прерывистой переработки, разве что бывают дефекты при передаче поставки по одной из координат. Еще можно ввести централизационное покрытие главных элементов станков. Применение электромеханических построений захвата механизмов, гарантирующее непрерывное усилие зажима до 2000 кг используется довольно часто. В целях переносного снабжения применима такая характеристика, как подготовленная электропроводка с вилочным разъединением.
Станина станка
Станина занимает место главной центральной связки, что способствует установке первостепенной и автоматической структуры станка.
Твердое построение станины способствует получению расширенного фундамента и изрядного количества ребер. Основа станины вмещает компоненты вертикального указания, предназначение которого заключается в передвижении балки. С помощью фиксированной дорожки на станине является возможным вычисление величины инструктивного движения консоли.
С помощью конечных выключателей возможно ограничить общее направление балки левосторонней области ниши обшивки. С правосторонней части покрывного отрезка фюзеляжа станка располагается промежуток, каков открывает проход к насосу с маслом, а также показывает коробку скоростей. Левый фасад балки оборудован коробкой перехода с маленькой скорости на большую для того, чтобы выбрать требуемый темп работы с фрезерными деталями. Проволочная плоскость отверстия станины закрепляется шпиндельной головкой. В середине станины расположен специальный отдел для масла. Корпус монтируется к станку у основания и держится с помощью болтиков.

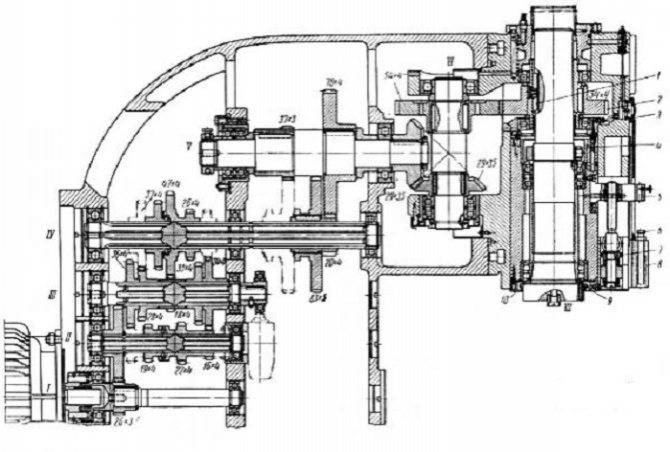
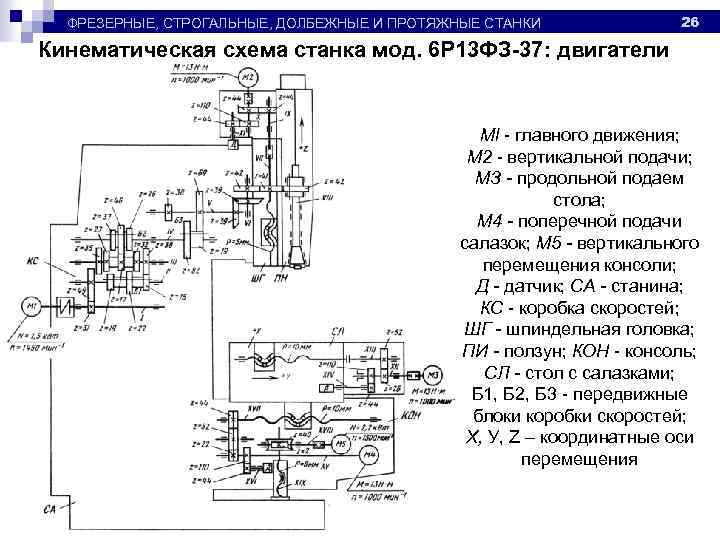
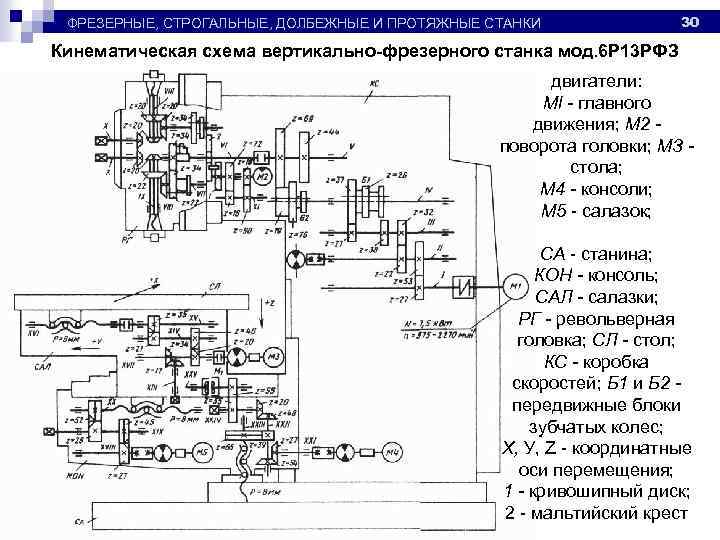
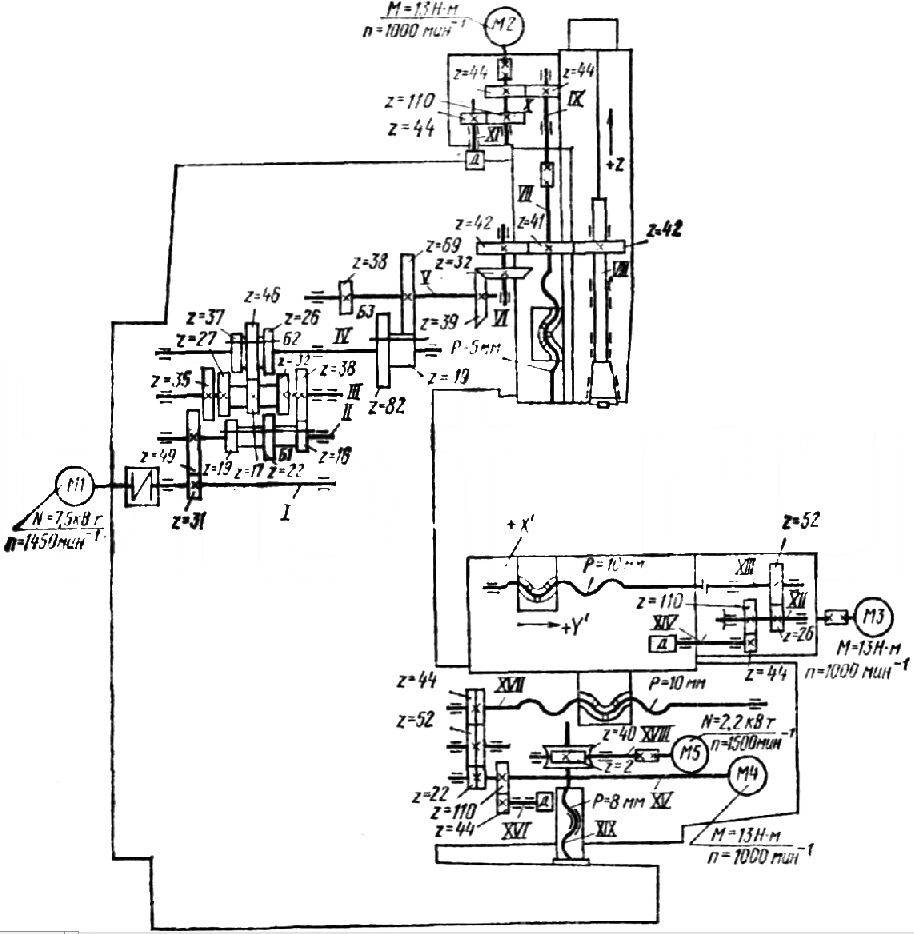
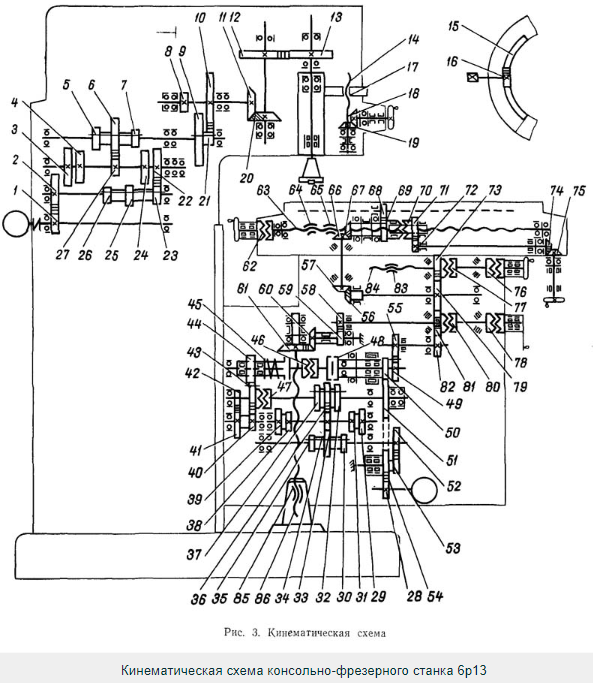
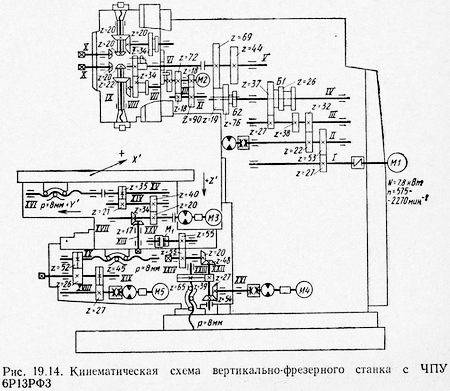
Кинематическая схема
Кинематическая схема оборудования довольно стандартная по своему виду, она необходима инженеру для понимания общего фланга работ и соединения конструктивных деталей. Судя по ней, можно понять, как передается движение из одного узла к другому и почему происходит изменение характеристик и тому подобное.
Привод работает от фланцевого электродвигателя. Они соединяются при помощи качественной муфты. Оборотов шпинделя в минуту может быть различное число. Осуществляется контроль за этой характеристикой при помощи трех зубчатых блоков. Они находятся по валам, что легко можно увидеть на кинематической схеме. Коробка скоростей дает нужный показать шпинделю. В листе эксплуатации устройства указано, что всего может быть 18 скоростей
Следует обратить внимание что:
- привод подач работе от двигателя, который располагается на консоли;
- ускоренные перемещения делаются фрикционом быстрого хода;
- фрикцион работе посредством зубчатых колес;
- муфта подач соединяется с фрикционом;
- муфту и фрикцион допускается включать одновременно, так как они соединены.
На кинетической схеме указывается базис, основная часть — станина. Она фиксируется штифтами на основании станка.
Описание механизма
Как говорилось выше, станок оборудован программным обеспечением, которое позволяет:
- проводить диагностирование и обеспечивать работоспособность;
- устанавливать новые и удалять уже существующие программы и даже редактировать их данные, если это необходимо;
- настраивать цепочку требуемых команд функциональности;
- полностью контролировать рабочий процесс агрегата;
Программное обеспечение позволяет контролировать функционирование всего рабочего процесса, от начала старта отделочных работ до завершения. С помощью программного обеспечения, оператор получает информацию обо всех ошибках и поломках, других параметрах системы , основные сведения относительно работы, а также добавочные сведения. Можно посмотреть информацию об установленном программном обеспечении и, если требуется, установить новое или изменить функционирование.
Данное обеспечение является лишь частью всего электрического оборудования вертикально-фрезерного станка. Его работа обеспечивается трехфазной электросетью напряжением в 380 вольт. Управляющие элементы оборудованы механизмом защиты. Работоспособность также может обеспечиваться с помощью специальных машинных преобразователей и даже стабилизаторов. Это обеспечивает защиту устройства от поломки при перепадах электрического напряжения.
Управляющая станция запускается вводным автоматом. Его функционирование контролируется рукоятками и встроенными рычагами, находящимися на внешней стороне оборудования.
Устройство нормально функционирует при напряжениях:
- 110 вольт — основные рабочие цепи;
- 55 вольт — цепь, контролирующая остановку фрезера;
- 48 вольт — двигатель;
- 24 вольта — главное освещение;
- 380 вольт — силовая цепь, имеющая три фазы.
Функционирование обратной связи происходит с помощью генератора, а скорости — тахогенератора, встроенного в электрический двигатель.
Оснастка и принадлежности
Установка делительных приспособлений, поворотного стола даёт возможность обрабатывать пространственные канавки, радиусные кривые, зубья, пазы и прочие элементы, расположенные по окружности и требующие поворота при формообразовании.
Для закрепления концевых фрез в зависимости от хвостовика используют патроны цанговые или оправки с внутренним конусом Морзе, для торцовых сборных и насадных фрез применяют оправки с поперечной и продольной шпонкой.
Сменные цанги имеют диапазон диаметров от 2 до 40 мм. Цанги универсальны, обеспечивают большую площадь контакта и равномерность фиксации хвостовика, чем снижают вибрация и перекос. При замене цанги патрон не снимают. Рационально использовать цанги для ответственных чистовых операций, обработки мелких заготовок.
Номер цанги для фрезерного станка 6Т13 подбирают по диаметру осевого инструмента и размерам отверстия оправки.
Правила эксплуатации
Как и все механизмы подобной весовой категории, 6Т13 требует установки на бетонный фундамент толщиной не менее 30 см. Поверхность должна быть идеально ровной, чтобы снизить риск возникновения неточностей при тонком фрезеровании. Первоначальный пуск предполагает заполнение маслом резервуара смазочной системы и холостую прогонку всех режимов. Первую замену масла рекомендуется произвести через неделю работы, вторую через месяц, в дальнейшем раз в 3 месяца. Профилактическая промывка масляного резервуара осуществляется раз в год.
Перед каждым пуском станка оператор использует рычаг отжима-зажима инструмента в шпинделе. Изменять положение обрабатываемых деталей, переключать скорости и режимы при вращающейся головке запрещено. Дверцы шкафа управления, обеспечивающие доступ к электроприводам движения, закрываются на ключ. При любой неисправности работа прекращается, и системы должен осмотреть электрик.

Главные преимущества станка 6Р13:
1. закрепление в шпинделе инструмента — механизированный процесс 2. винтовая пара снабжена дополнительной системой периодического регулирования 3. установлена предохранительная муфта, защищающая от перегрузок 4. диапазон вращения шпинделя и режимы подачи станка достаточно высоки 5. надежность, качество выполняемых операций и надлежащий уровень безопасности 6. Увеличена рабочая поверхность, по сравнению с аналогами
За счет установки дополнительного оборудования на фрезерный станок 6Р13 (тисков, универс. головки, редукторов и тд) может быть значительно улучшено качество обработки.
__________________________
Конструкционные особенности консольно-фрезерного станка
Конструкционные особенности станка помимо высокой производительности направлены на обеспечение безопасности оператора, работающего с оборудованием. На агрегате имеется подвижное ограждение. Также безопасность обеспечивается:
- дублированием стоп-кнопок агрегата;
- система блокировок;
- механизм пропорционального уменьшения подачи при выходе и врезании.
Есть и другие особенности конструкции, которые делают работу более эффективной.
Габариты и масса
Станок относится к крупному оборудованию. Его вес составляет 4200 кг. Габариты агрегата:
- длина – 256 см;
- ширина – 226 см;
- высота – 212 см.
Поверхность стола имеет размеры 1600х400 мм.
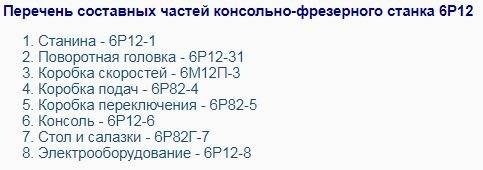
Перечень составных частей
Основные узлы агрегата те же, что и в большинстве фрезерных станков. Но все составные части имеют некоторые особенности конструкции, которые позволяют выполнять необходимые функции:
- Литая станина. Это широкая прямоугольная платформа, на штифтах с вертикальной горловиной.
- Шпиндельная головка с гильзой. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.
- Шкаф управления. В его состав входит электропривод шпинделя, а также коробка скоростей, пульт управления и несколько важных переключателей.
- Передняя консоль. Движок направляющих элементов стола, и приборы регулировки их перемещения.
Также к особенностям конструкции относятся:
- Механизированное крепление инструмента. Это повышает параметры точности обработки детали.
- Стол станка способен поворачиваться вокруг вертикальной оси на 45°. Так можно фрезеровать винтообразные спирали.
- Автоматическое торможение шпиндельной головки.
- Три режима работы: ручной, автоматический и толчковый.
- Ограничение зазора в винтовой паре.
Дополнительная жесткость станка позволяет обрабатывать пластины из твердых и сверхтвердых синтетических материалов.
Описание и расположение органов управления
Одним из основных органов управления является коробка скоростей, которая содержит 18 частот вращения шпиндельного узла. Для этого имеется специальная головка с делениями. Отдельно установлена рукоятка для зажима гильзы.
Управление приводом подач осуществляется при помощи фрикционов обычного и быстрого хода. Также имеются механические зажимы салазок, а также консоли на направляющих частях станины. Все рабочие элементы имеют отдельные маховики для ручного управления.


Особенности строения поворотной головки
Станина служит базой для поворотной головки агрегата. Сама головка оснащена механизмом ручного и осевого перемещения. Это позволяет проводить обработку поверхностей, которые расположены под углом в 45°.
Центрируется поворотная головка в кольцевой выточке, к которой крепится 4 болтами. Сама шпиндельная головка – двухопорный вал, который смонтирован в выдвижной гильзе. От насоса станины происходит смазка подшипников и шестерен поворотной головки.
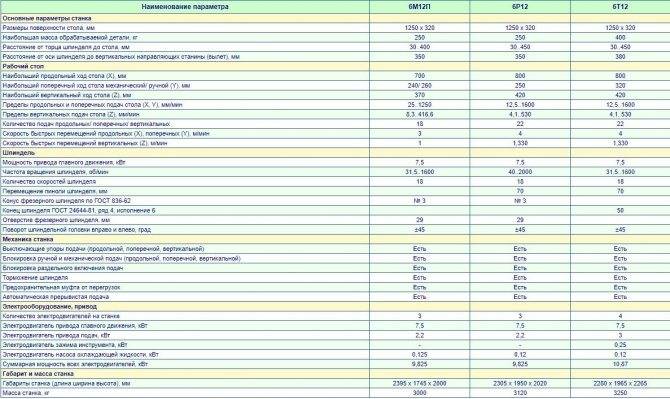
Технические характеристики консольного фрезерного станка 6Н13
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30..520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
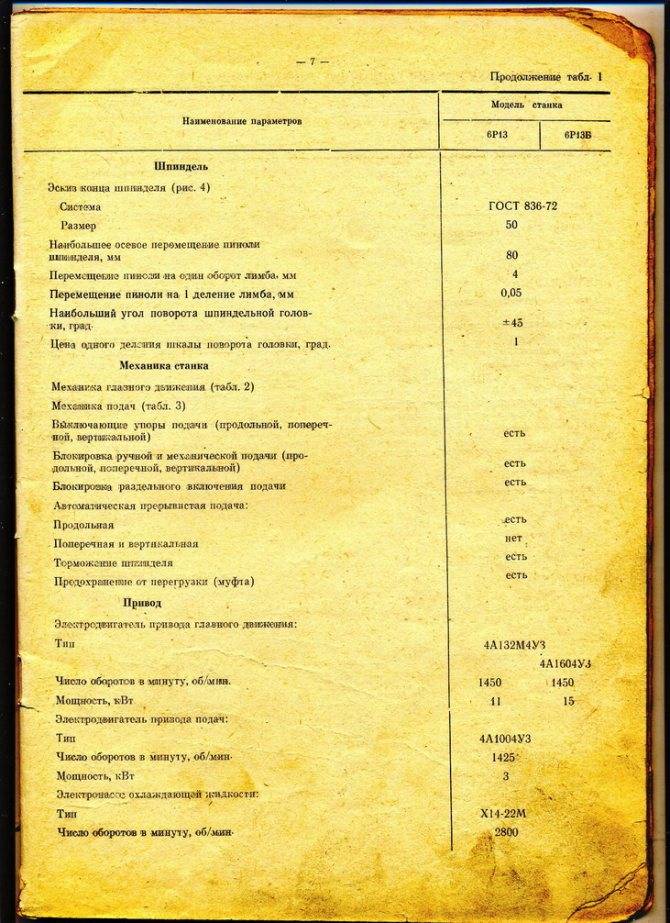
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
Список литературы:
Вертикальные консольно-фрезерные станки с поворотной головкой 6Н13П, 6Н13ПБ. Паспорт станка, 1955 Вертикальный консольно-фрезерный станок 6Н12. Руководство по уходу и обслуживанию, 1952 Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П. Краткое описани и инструкция по эксплуатации, 1965Горизонтально-фрезерный станок 6Н82, 6Н82Г. Руководство, 1959 Каталог-справочник сменяемых деталей консольно-фрезерных станков 6Н82, 6Н82Г, 6Н12, Тула, 1973
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители





