

Эксплуатационные возможности
Указанные на станок 6Т82Г технические характеристики позволяют применять его во многих производственно-технологических линиях для фрезерования изделий различной сложности. Стандартные опции расширяются применением дополнительных приспособлений, оснастки:
- тиски;
- делительная головка;
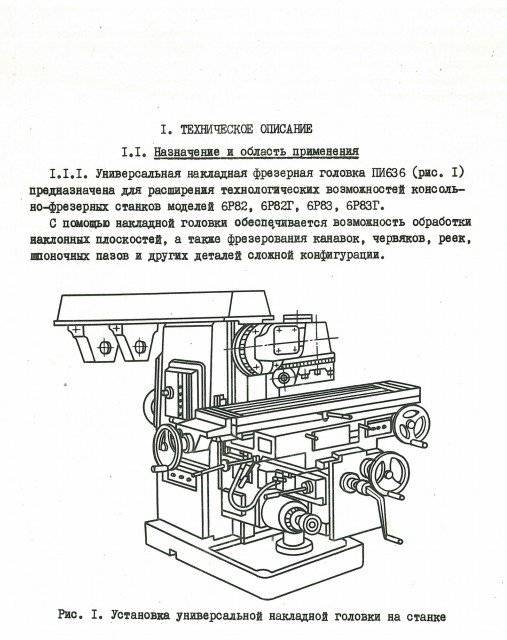
- накладная фрезерная головка;
- долбежная головка;
- круглый поворотный стол с механическим редукторным приводом.
Комплектующие устанавливаются на горизонтально-фрезерные станки 6Т82Г посредством фиксации в стандартных пазах. Технические характеристики оборудования шире, чем у обычных аналогов. Консольный станок имеет стол, с широким диапазоном перемещения по трем направлениям, что расширяет технологические возможности. У простого оборудования с горизонтальным шпинделем такой опции нет. Обеспечивает защиту от перегрузок у 6Т82Г схема с электромагнитной муфтой. Это эффективный механизм, предохраняющий от поломок, поскольку мощность двигателя, тяговые усилия приводов стола могут серьезно повредить конструкцию станка и нанести травмы работнику.

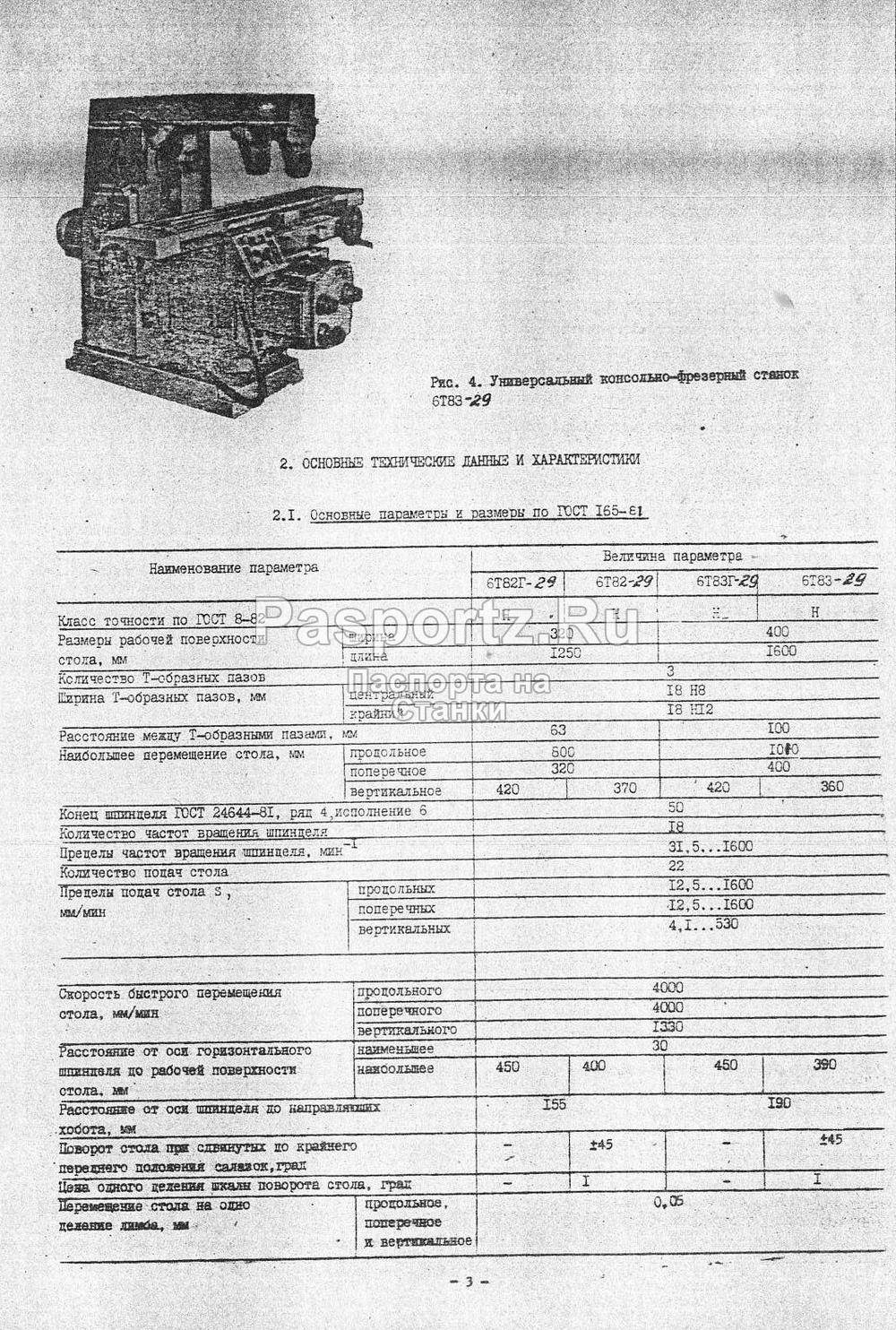
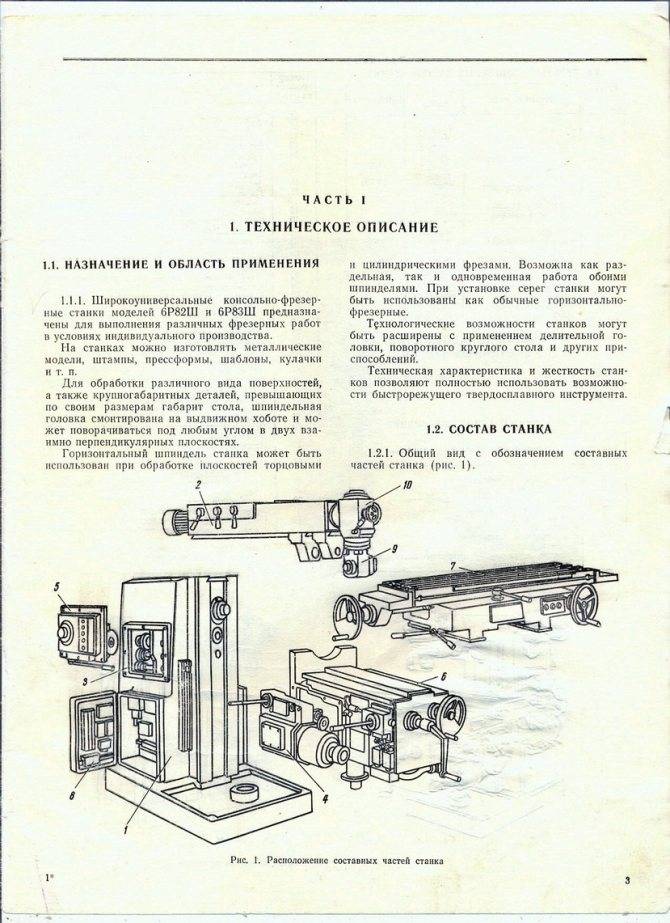
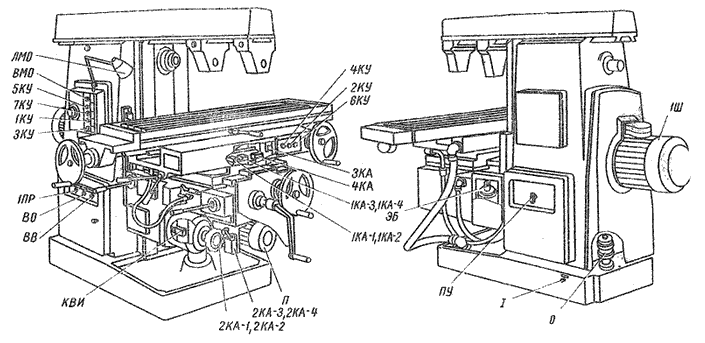
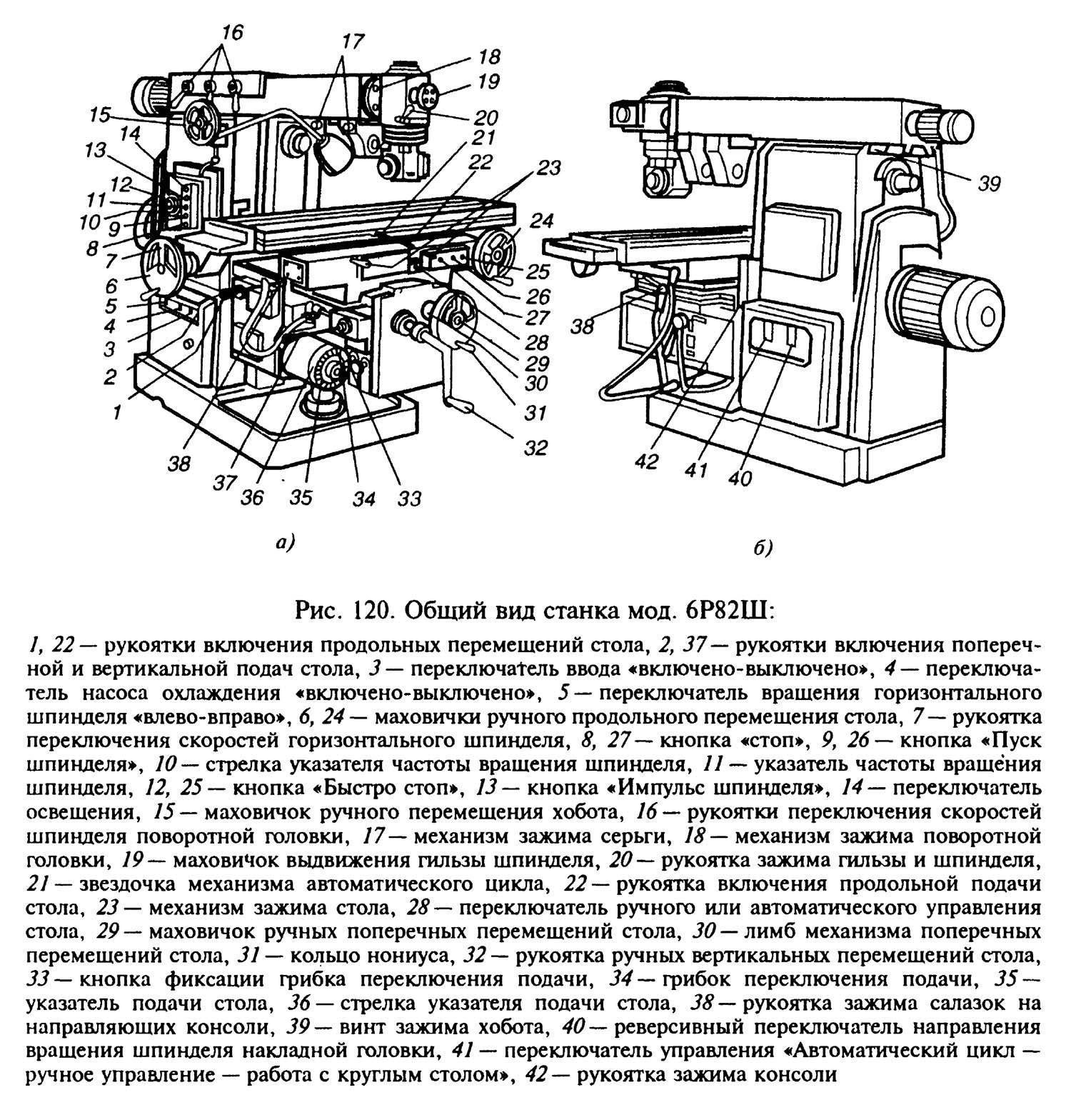
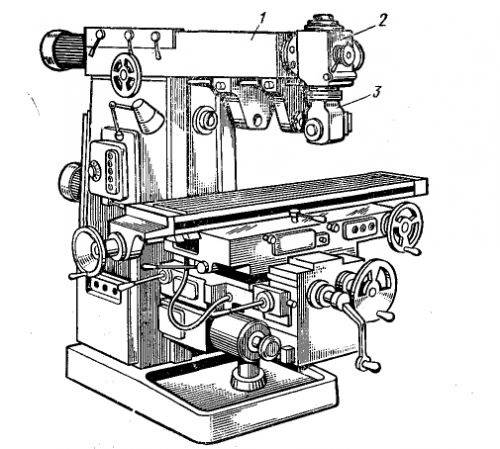
Общий вид фрезерного станка 6Т82Г
На данном оборудовании выполняется весь перечень фрезеровочных операций для этого класса станков. В работе с оснасткой используются все известные приемов приемы обработки металла. В зависимости от расположения режущей кромке на инструменте, заготовки обрабатываются:
- по вертикали;
- по горизонтали;
- по копиру;
- с помощью дополнительных приспособлений.
При работе предполагается наличие допуска к оборудованию, оформленного соответствующим образом, поэтому описание базовых понятий металлообработки в паспорте отсутствует. Но рекомендации по выбору режимов обработки есть. Возможности при работе с деталями различной прочности и площади поверхности у станка широкие. Варьируется в широком диапазоне скорость вращения шпинделя, тонко регулируется подача стола. Оперируя этими значениями, подбираются оптимальные режимы для достижения конкретных целей, добиваясь:
- высокой производительности;
- заданной шероховатости поверхности;
- поддержания температуры в нужном диапазоне;
- сохранности режущего инструмента.
Удобное управление позволяет быстро осуществлять перенастройку станка, установку и демонтаж дополнительного оборудования. Элементы конструкции унифицированы. Установка фрез и оснастки производится стандартным инструментом по обычной схеме. При обработке металлов допускается использование рекомендованного инструмента. Фрезы могут быть выполнены как их быстрорежущей стали, так и изделия с твердосплавными напайками. Для каждого вида режущего инструмента имеются свои рекомендации, под которые настроить станок не составит труда.
При высокой надежности, долговечности, точности станок имеет относительно доступную цену, соответственно и быструю окупаемость. Перечень выполняемых операций позволяет применять оборудование во многих сферах деятельности. При выполнении условий эксплуатации устройство безопасно для фрезеровщика. Большой ресурс и ремонтопригодность стали решающим фактором при выборе оборудования для установки в небольших частных организациях, крупных металлообрабатывающих предприятий. Если для первых это станок, который отлично подходит для выпуска единичных изделий, то для вторых это инструмент повышения производительности труда.
Буква «Т» в аббревиатуре названия означает поколение оборудования, и в отличие от предыдущих выпусков серии «Р» существенно выросла мощность, расширен частотный диапазон вращения шпинделя, увеличена скорость подачи стола, в том числе и в ускоренном режиме. Удобным стало управление, конструктивно станок стал более эргономичным.
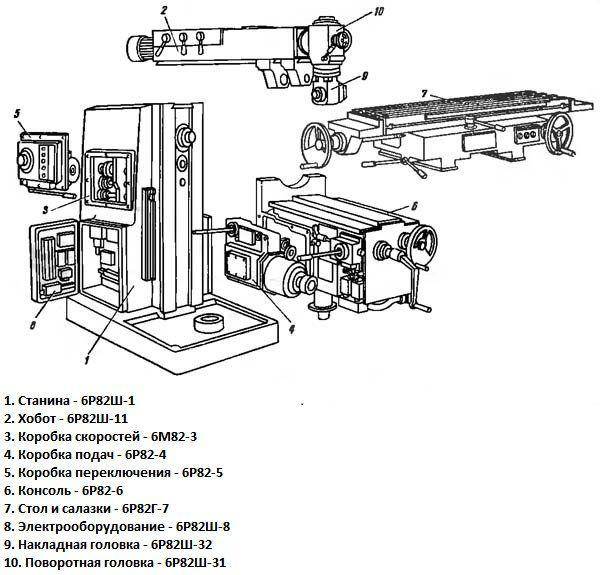
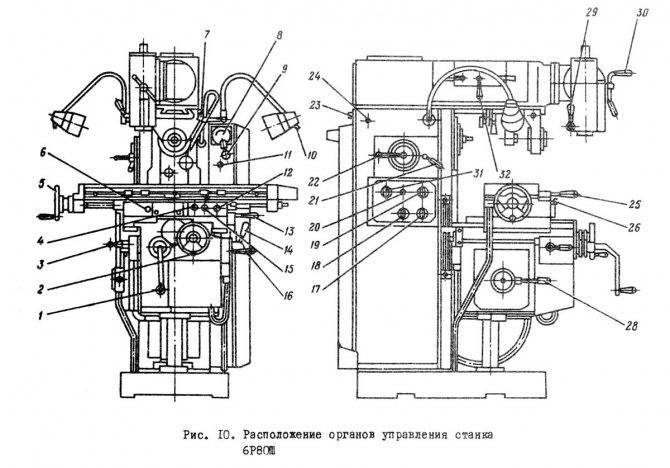
Общий вид
Фрезерный станок 6Р82 выполнен в одностоечном варианте. Его литая станина расположена вертикально и опирается на фундаментную плиту. В полой конструкции размещаются коробка скоростей, с одной стороны, и электрический шкаф управления с другой. Позади расположен двигатель. Он крепится непосредственно к задней стенке. Вал привода внутри станины соединен со шпиндельным узлом и коробкой передач.

В передней части консоль перемещается по вертикальным направляющим станины, опираясь на ведущий винт. Горизонтальный стол выступает по бокам за пределы остальных узлов. Шпиндель расположен неподвижно. Для установки оправки под дисковые фрезы сверху перемещается хобот с серьгами.
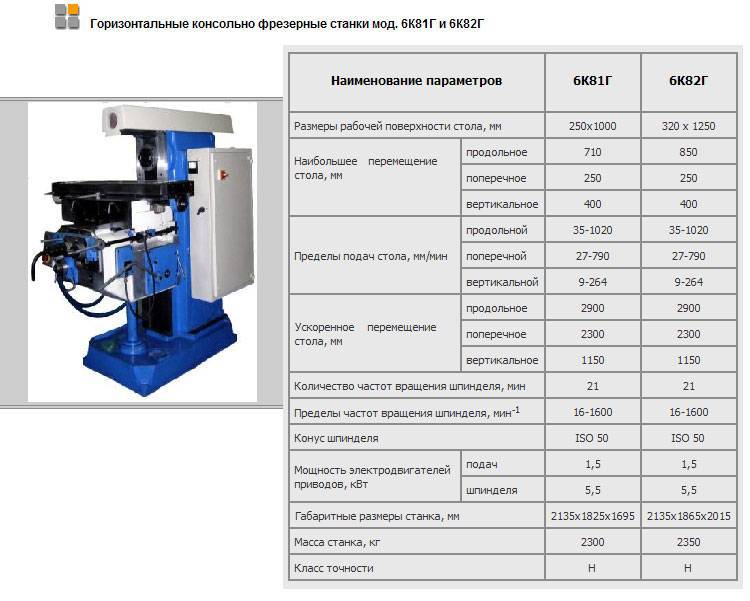
Технические характеристики
Паспорт изделия прикладывается к каждому станку, в нем детально прописываются технические характеристики. Масса оборудования составляет 2900 килограмм, понятно, что для домашней мастерской он не подойдет. Мощностью двигателя при этом составляет от 7,5 кВт (в модели 6Р83 показатель начинается от 8 кВт, в этом состоит главное отличие моделей). Максимальны размеры заготовки составляют 8х24х37 сантиметров.
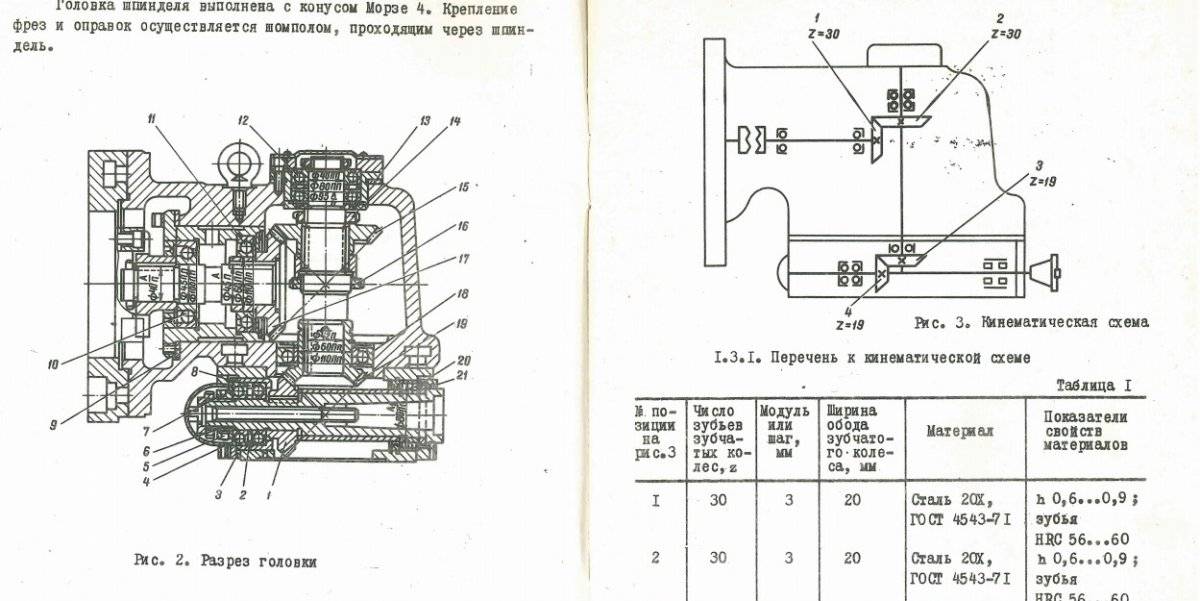
Станок отличается высокими показателями числа оборотов — до 1600 в минуту. Это качество обеспечивается особенностями шпинделя, который имеет 19 скоростей вращения. Это не только помогает достичь хорошего значения числа оборотов, но и варьировать скорости для достижения оптимального результата работы.
Шпиндель по ГОСТу 24644, конус Морзе КМ50. Устройство закрывается специальным шомлотом, а его конец в свою очередь затягивают колпаком.
В коробке передач насчитывается 19 скоростей. При этом есть поперечное и продольное направление до 1250 оборотов в минуту в горизонтальном направлении. В вертикальном, максимальные показатели достигают 416 оборотов за минуту. В поперечном направлении коробка дает перемещение стола на 1 метр в минуту, а в продольном — до 3 метров.
В обязательном порядке проверяют работоспособность пружины фиксатора лимбов, зазоры в подшипниках, предохранительную муфту. Осмотр деталей механизма проводят как минумум раз в три цикла.
Поворотный стол раздвигается на 45 градусов. Это позволяет фиксировать заготовку в удобном положении. В результате обрабатывается труднодоступные части детали.
Технические характеристики фрезерного станка высоки. Его пользуют по основному предназначению как твердосплавный инструментарий.
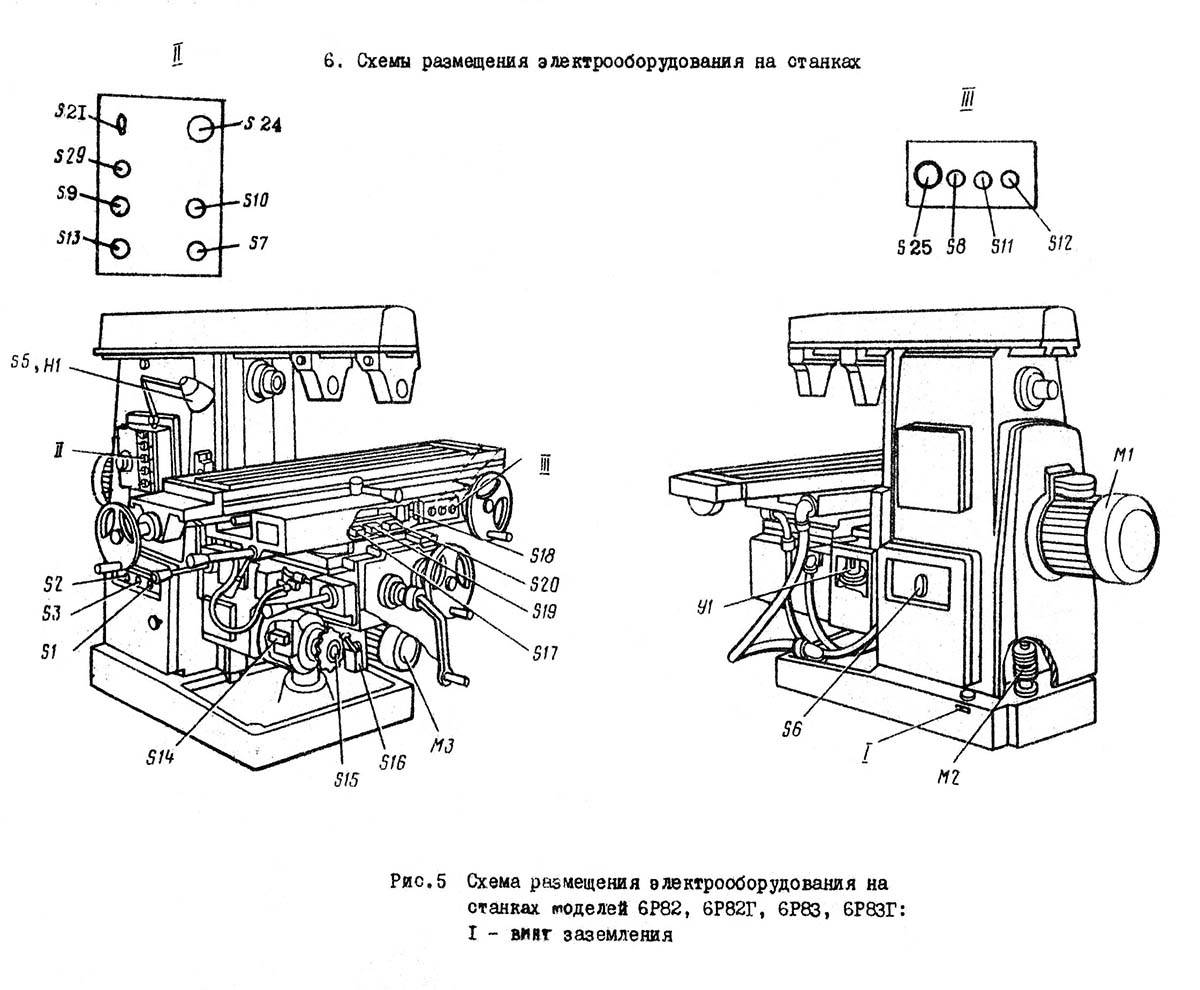
Электрооборудование станка 6Р83Г
Схема электрическая фрезерного станка 6Р83Г

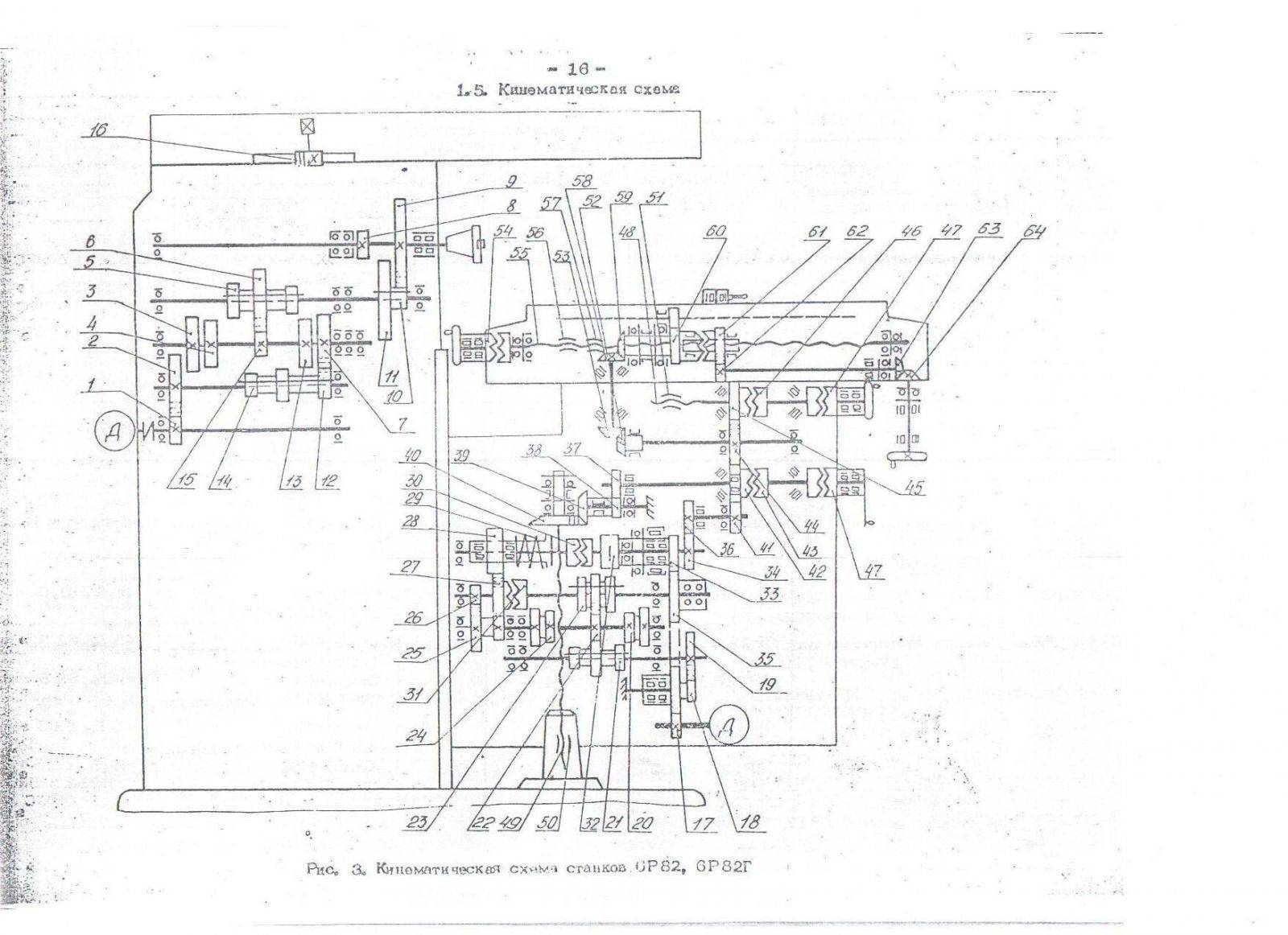
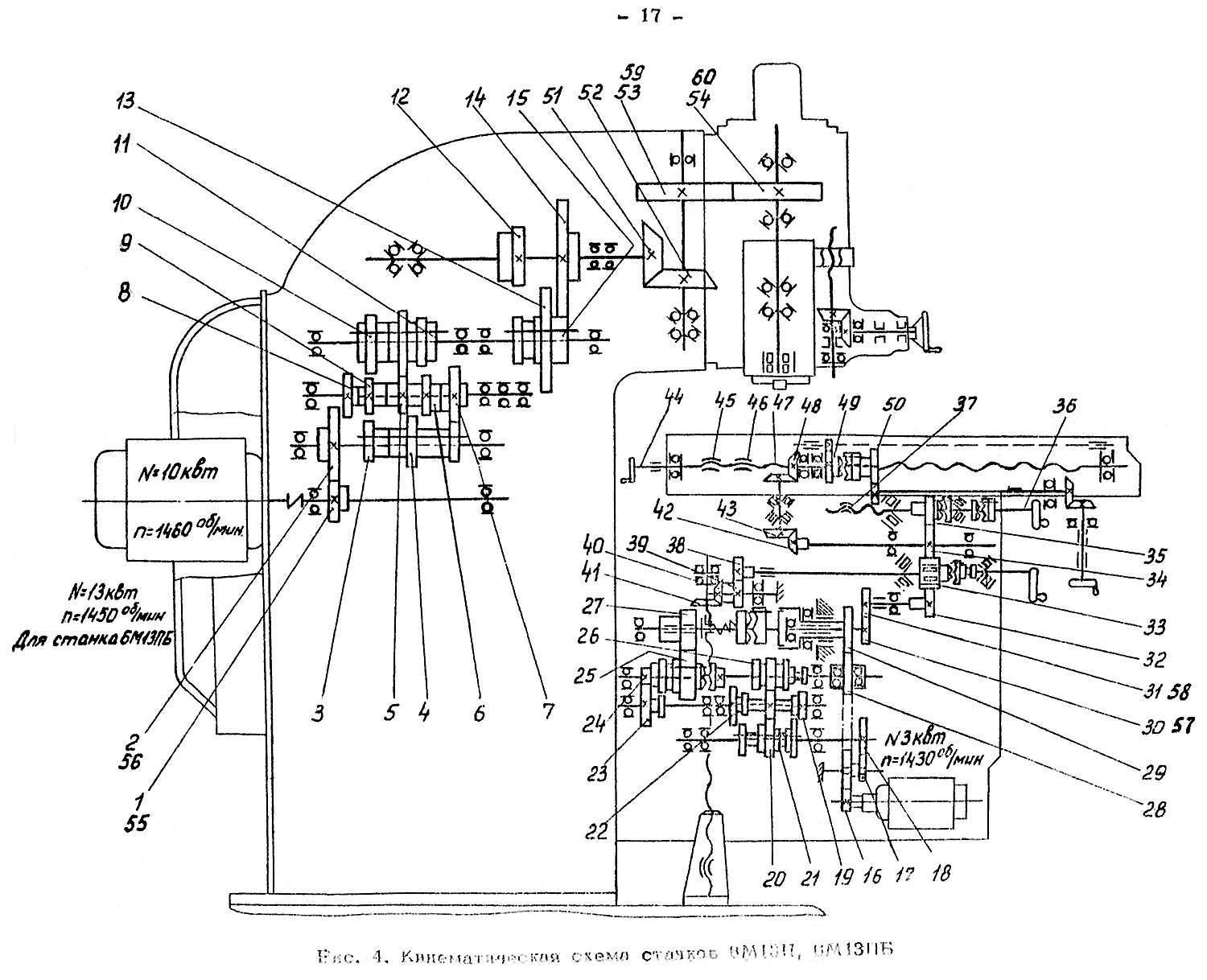
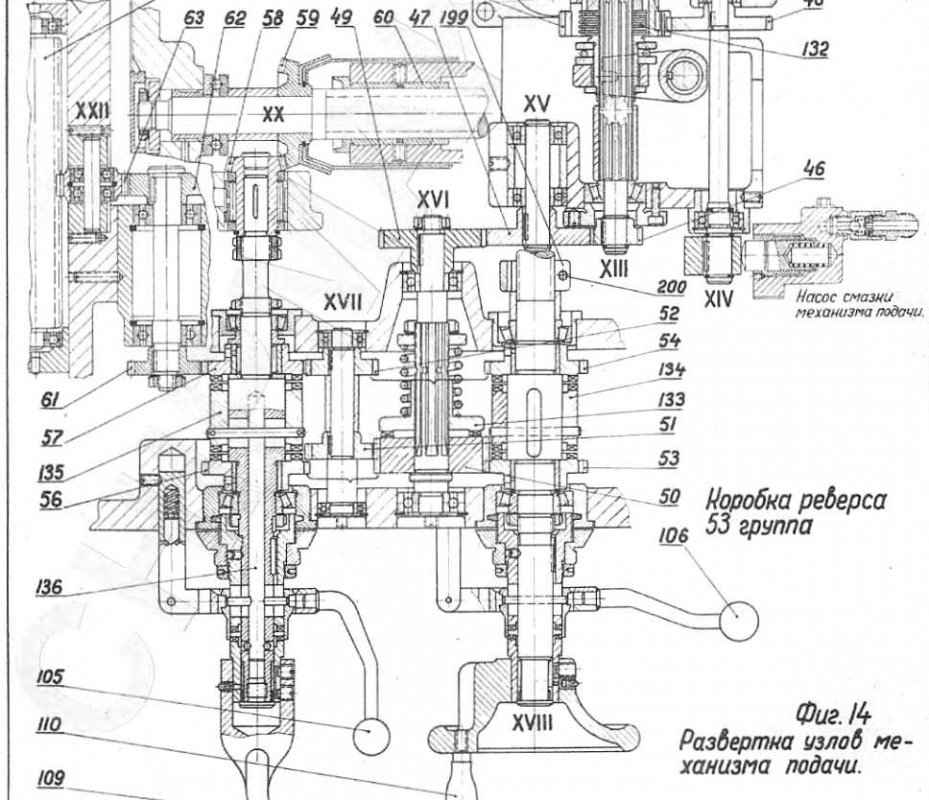
Кинематическая схема фрезерного станка 6р83г
Примечания
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.

6М12П станок консольно-фрезерный вертикальный с поворотной головкой. Видеоролик.
Список литературы:
Вертикальные консольно-фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б. Руководство по эксплуатации, 1977
Консольно-фрезерные станки 6Р82, 6Р82Г, 6Р83, 6Р83Г. Руководство по эксплуатации,
Широкоуниверсальные консольно-фрезерные станки 6Р82Ш, 6Р83Ш. Руководство по эксплуатации 6Р82Ш.00.000 РЭ. Часть 1, 1984
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках, 1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Обзор станка 6Р82: конструкция, специфика, технические характеристики
Модель станка 6Р82 с горизонтально расположенным шпинделем относится к разряду консольно-фрезерного оборудования. На выпуске подобных агрегатов специализируется Горьковский завод фрезерных станков. Они предназначены для фрезерования заготовок и деталей различной формы, изготовленных из черного, цветного металла или чугуна.
Конструкция и ее специфика

Консольно-фрезерный станок 6Р82 обладает стандартной схемой компоновки. Горизонтально расположенный шпиндель оборудования имеет жесткую фиксацию. Изменение положения детали происходит за счет смещения стола в различных плоскостях.
Обработка материалов может выполняться дисковыми, фасонными, цилиндрическими и концевыми фрезами различной конфигурации. В конструкции универсального горизонтально-фрезерного станка 6Р82 предусмотрена возможность работы как в ручном, так и в полуавтоматическом и автоматическом режимах. Благодаря этому оборудование применяется для комплектации серийного и штучного производства.
К техническим особенностям можно отнести следующие характеристики:
- широкий диапазон величин подачи стола практически во всех направлениях;
- автоматическая подача смазывающей жидкости в ответственные движущиеся части агрегата;
- быстродействующие магнитные муфты увеличивают производительность;
- возможность перемещения рабочего стола одновременно по нескольким координатам;
- в комплектацию входит электродвигатель постоянного тока, который осуществляет привод подач;
- возможности модернизации. В стандартную конструкцию станка можно установить электронный блок программного управления.
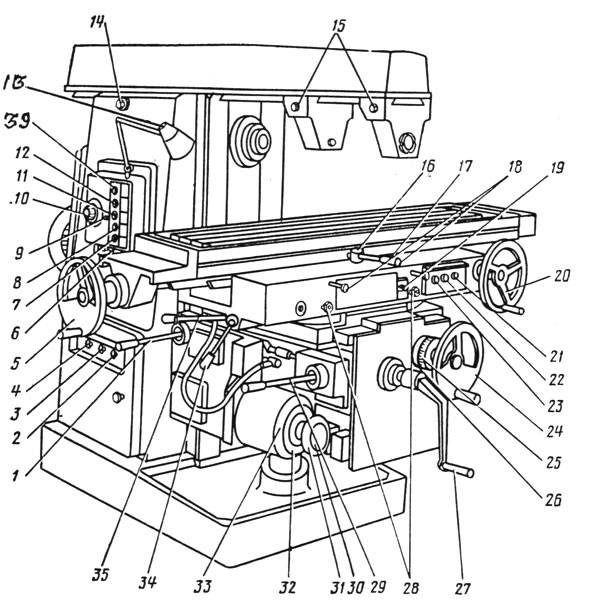
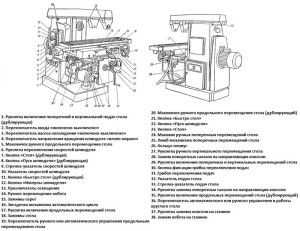
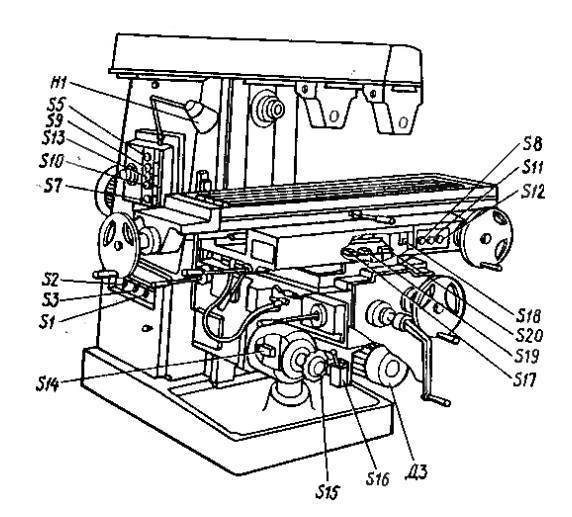
Также стоит отметить дублирование системы управления. Оно заключается в установке кнопок во фронтальной части станка и в боковой.
Для быстрой смены положения заготовки или режущего инструмента предусмотрен механизм быстрой остановки постоянным током.
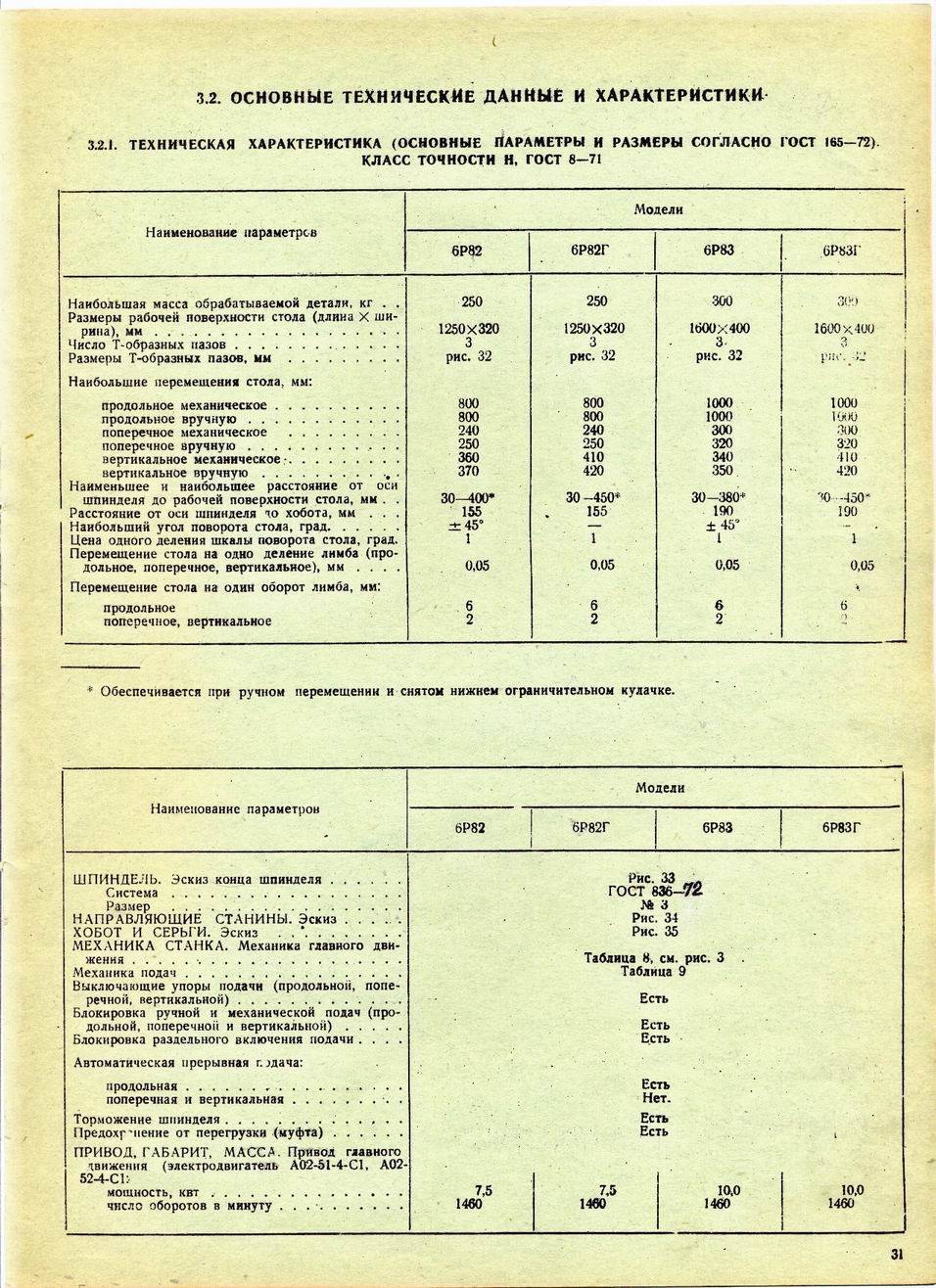
Технические характеристики станка
Согласно принятой классификации горизонтально-фрезерному станку 6Р82 присвоен класс точности «Н». Его габариты в рабочем состоянии составляют 230,5*195*167 см. При этом масса конструкции равна 2900 кг. Максимальная нагрузка на рабочий стол не должна превышать 250 кг по центру.
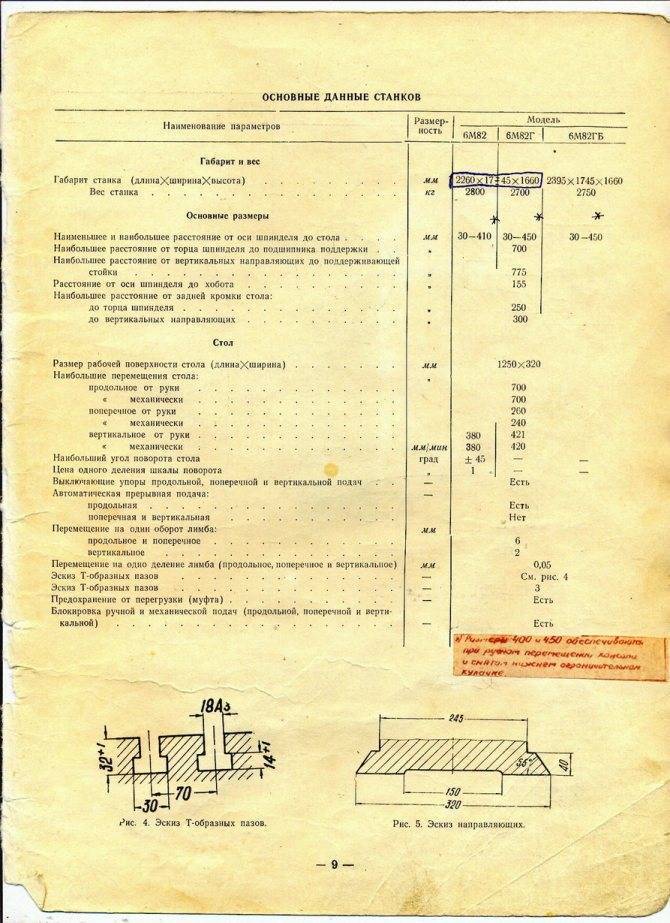
Размер поверхности рабочего стола составляет 125*32 см. Для фиксации заготовки в нем есть 3 Т-образные пазы. Характеристики перемещения рабочего стола, см:
- поперечное – 24/25;
- продольное – 80/80;
- вертикальное – 36/37.
Благодаря универсальности конструкции стол может разворачиваться на 45°.
Горизонтальный шпиндель станка 6Р82 имеет стандартные характеристики для такого типа оборудования:
- вариативность частоты вращения – от 31,5 до 1600 об/мин;
- число скоростей составляет 18;
- при максимальных оборотах крутящий момент равен 107 кг/м;
- конус шпинделя — 50.
К преимуществам эксплуатации можно отнести многофункциональную механику работы, улучшенные характеристики точности. Они заключаются в наличии выключающих упоров подачи для всех направлений, возможности ручной и механической блокировки, режиме прерывистой продольной и поперечной подачи. Кроме этого при работе станка возможна оперативная остановка шпинделя и предохранение муфты от перегрузок.
Для функционирования станка в его конструкции присутствует два электродвигателя – главного привода и подачи. Мощность первого составляет 7,5 кВт, второго – 2,2 кВт. Дополнительно есть насосы для подачи охлаждающей жидкости и СОЖ.
В видеоматериале показан пример работы станка:
Выбор мощности электродвигателя при фрезировании
Выбор мощности электродвигателя при фрезировании определяется по усилению резания по формуле:
где Fфр – удельное сопротивление при фрезировании. Удельное сопротивление при различных материалах:
для стали – (294-1100)·106 н/м2; для чугуна – (148-236)·106 н/м2; для латуни и бронзы – (142-236)· 106 н/м2; b – ширина слоя захватываемого фрезой, мм; t – толщина слоя стружки, мм; n – число оборотов фрезы в одну минуту, об/мин; S – подача на один оборот фрезы, мм; η – КПД станка.
Исходные данные для расчёта мощности числового движения (шпинделя) должен быть паспортным для предельного режима фрезерования по стали. Исходные данные: Fфр =140кг/мм2 – удельное сопротивление при фрезировании; b = 6мм – толщина слоя стружки; S = 3,3мм – подача на один оборот; n = 120об/мин – число оборотов фрезы в одну минуту; η = 0,7 – КПД станка.

По справочнику И.И.Алиева «Электротехника и электрооборудование» выбираем электродвигатель 4А 132 мощностью 11кВт, 1460об/мин..
(4А132М443 11кВт)
Выбор мощности электродвигателя подачи.
Мощность электродвигателя подачи определяется по формуле:
где Fс – вес перемещаемых частей стола, кг/мм2; qс – коэффициент трения стола о станину; V – скорость перемещения стола, м/мин.; η – КПД передачи от электродвигателя к механизму.
Имеем: Fс=300кг/мм2; qс=0,6; V=60м/мм; ηс=0,7
(4А100СУЗ 3кВт 1425об/мин) По справочнику И.И.Алиева «Электротехника и электрооборудование» выбираем электродвигатель 4А1004УЗ 425об/мин.
Выбор мощности электродвигателя охлаждения.
Мощность электродвигателя насоса охлаждения определяется по формуле:
где k = (1,1:1,4) – коэффициент запаса; γ =9810н/м3 – удельный вес перекачиваемой жидкости; H =2м – напор; Q=10м3/л – производительность насоса; ηп=1 – КПД передачи при непосредственном соединении электродвигателя с насосом.
(ПА22У2 0,12кВт 2800об/мин)
По справочной литературе выбираем электронасос типа ПА-22 с электродвигателем мощности 0,12кВт, 2800об/мин..
Построение нагрузочной диаграммы электродвигателя главного привода металлорежущих станков и установок.
Электродвигатель главного привода типа 4А132 М4уз мощностью Рн=11кВт, с числом оборотов Пн = 1460об/мин..
Таблица 1 — Технические данные электродвигателя
| Тип исполнения | Рн, кВт | Рн, Об/мин | η % | Cos1 | Мп | Ммin | Ммax | J кг·м2 |
| Мн | Мн | Мн | ||||||
| 4А132М4УЗ | 11 | 1460 | 87,5 | 0,87 | 3 | 2,2 | 1,7 | 4·10-2 |
Решение:
- Определяем потери мощности в электродвигателе:
где Pн – номинальная мощность электродвигателя, кВт; ηн – КПД электродвигателя при номинальной нагрузке.
- Определяем номинальный момент электродвигателя
где Рн – номинальная мощность электродвигателя, кВт; Пн – номинальные обороты электродвигателя, об/мин..
- Определяем угловую скорость вращения вала двигателя при номинальных оборотах: так как nн в каталоге даётся в об/мин, то их необходимо пересчитать в рад/сек.
- Определяем расчётную мощность электродвигателя: Pрасч.=Pн — ΔPн = 11-1,57=9,43кВт
- Определяем статический эквивалентный момент на валу двигателя со стороны исполнительного механизма
где Pрасч. – расчётная мощность; кз – коэффициент запаса; Wуст – установившаяся угловая скорость электродвигателя после разгона исполнительного органа.
- Условием устойчивой работы электропривода является Мн = МСЭ, при переменных пиковых нагрузках электродвигатель должен быть проверен на перегрузочную способность: Мн > МСЭ, 71,57 > 52,7нм
- Для построения нагрузочной диаграммы двигателя М=f(t) необходимо определить динамические моменты на участках разбега и торможения
В каталогах на электродвигатель момент инерции ротора дан в кг·м2, для перевода в Н·м2 его необходимо умножить на коэффициент 9,8.
- Определяем моменты двигателя на участках разбега М1 и М2: М1=МСЭ+Мдин.р=52,7+19=65,67Н·м М2= МСЭ-Мдин.т=52,7-57,2=-4,5 Н·м
- Проверяем электродвигатель на перегрузочную способность: Мн < М1; 71,57 < 65,67 Н·м
- По расчётным данным в масштабе построить графики: МСЭ=f(t), ω= f(t), Мдин= f(t), М= f(t).
Инструкция по эксплуатации, паспорт
В руководстве по эксплуатации указаны паспортные данные на станок, его назначение, перечислены основные узлы со сборочными чертежами и деталировкой. Указана схема установки станка и правила его эксплуатации.




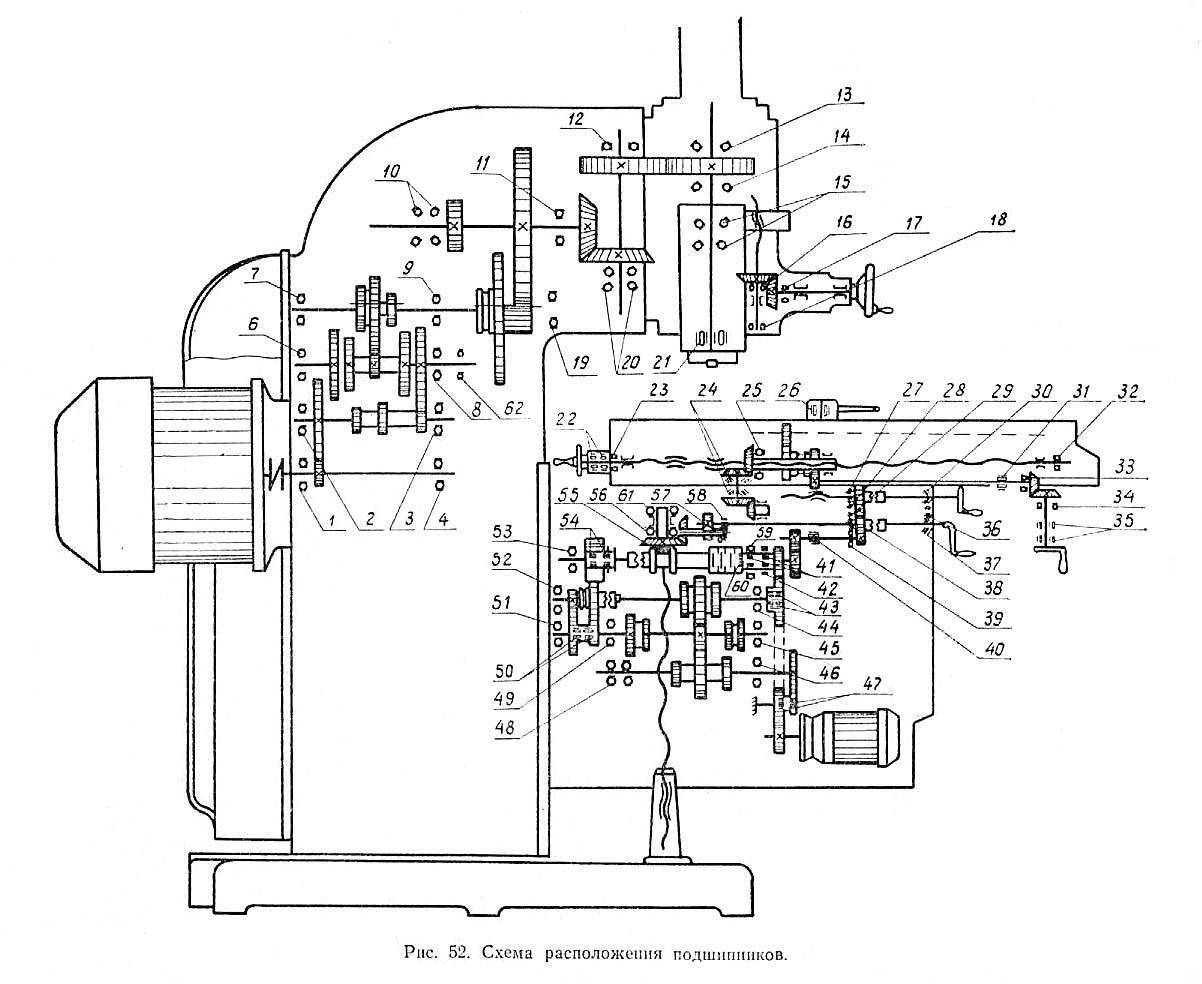
Инструкция по эксплуатации содержит описание панелей управления, схематическое расположение ручек, режимов резания. В ней перечислены основные причины сбоев в работке, имеется схема смазки и расположения подшипников. В инструкции описаны правила работы на станке, включая технику безопасности.
Горизонтально-фрезерный консольный станок 6Р82 отличается простотой управления и надежностью. Данные модели многофункциональны, занимают мало места. Они подходят для ремонтных мастерских и установки в гараже.
Установочный чертеж
Чертеж рассчитывается в индивидуальном порядке в зависимости от помещения. Стандартный чертеж представлен так, чтоб оборудование вписалось при развороте в 45 градусов на любую плоскость.
Пределы использования станка по мощности и силовым нагрузкам
Определяют пределы работы привода только показатели электрического двигателя, установленные в оборудовании (если проводится более 63 оборотом в минуту). Если число меньше 63, то уменьшают мощность главного привода. Усилие резания при продольной подаче составляет максимально 1500 кгс, поперечной — 1200 кгс, вертикальной — 500 кгс. Максимальный размер заготовки для проведения черновой обработки — до 160 миллиметров.






