

3Д642Е станок универсально-заточный с гидавлическим приводом. Назначение и область применения
Универсальные заточные станки 3Д642Е предназначены для заточки и доводки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Заточный станок 3Д642Е обладает литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Станок универсально-заточной 3Д642Е является модификацией станка 3Д642. В отличие от предшественника, продольные перемещения стола у станка 3Д642Е осуществляются за счет гидравлического привода продольного перемещения стола, это дает плавность хода стола и увеличение производительности в смену.
Механизированный подъем и опускание шлифовальной головки способствует улучшению условий труда и снижению вспомогательного времени.
На станках производится заточка инструмента с трех рабочих мест.
Шпиндель шлифовального круга может поворачиваться в горизонтальной плоскости на 360°, в вертикальной на 20° вверх и на 40° вниз относительно горизонтальной оси, что упрощает настройку на заданный угол заточки и расширяет технологические возможности станков.
Станок 3Д642Е изготавливается в следующих исполнениях
- с бесступенчатым регулированием частоты вращения шлифовального шпинделя;
- со ступенчатым регулированием частоты вращения шлифовального шпинделя.
По варианту исполнения направляющих станки изготавливаются:
- с замкнутыми стальными направляющими с предварительным натягом;
- с открытыми монолитными чугунными направляющими с предварительным натягом.
По заявке заказчика станки могут быть оснащены приспособлениями для заточки различного инструмента, в том числе приспособлениями для круглого наружного шлифования и системой отсоса пыли.
С применением подкладных плит и дополнительных приспособлений возможна обработка деталей диаметром до 330 мм и длиной до 1040 мм.
За отдельную плату станок может быть оснащѐн более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом – УХЛ4;
Класс точности станка – П.
Станок 3М642Е является предшествующим аналогом станков 3Д642Е.
Станок 3Д642Е является предшествующим аналогом станков 3Е642Е.
Станок 3Е642 (3Е642Е) является предшествующим аналогом станков ВЗ-318 (ВЗ-318Е) и ВЗ-818 (ВЗ-818Е).
Станки моделей 3Е642 и 3Е642Е сняты с производства в 1994г.
В настоящее время производство “легендарных” моделей заточных станков 3Е642Е и 3Е642 возобновлено.
Станки моделей ВЗ-318 и ВЗ-318Е сняты с производства в 2008г.
Станки моделей ВЗ-818 и ВЗ-818Е выпускаются заводом в настоящее время.
Универсально-заточные станки. Общие сведения
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение, тем более что в последнее время огромное значение приобрела заточка инструмента алмазными кругами. Применение алмазных кругов значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы.
По назначению заточные станки делятся на универсальные (для заточки различных видов инструмента) и специальные (для заточки инструмента определенного вида).
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.
Обзор популярных моделей
Рассмотрим особенности популярных у пользователей моделей.
Изделие многофункциональное напольного исполнения со ступенчатой регулировкой и подсветкой рабочей зоны используется для абразивной заточки, доводки режущего инструмента и шлифования плоских поверхностей. Мощность двухскоростного электродвигателя – 1,4 кВт. Обеспечивает работу с кругами Ø до 200 мм. Шпиндель имеет стандартную конструкцию, что позволяет быстро менять и зажимать круги любого типа. Изменение числа оборотов выполняется двумя способами: переключением скоростей и перестановкой ремня.
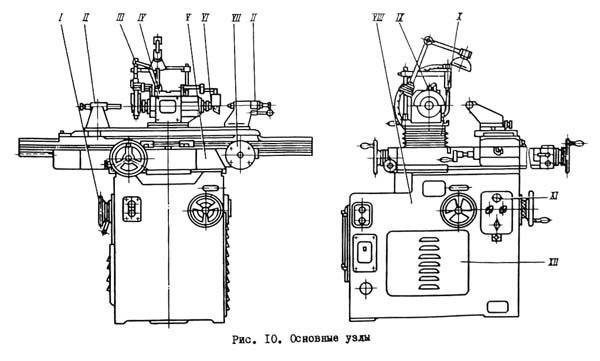
Основные узлы станка:
- станина чугунная;
- колонна;
- электродвигатель;
- редуктор планетарного типа;
- головка шлифовальная;
- механизм подъема головки;
- суппорт;
- система охлаждения;
- элементы управления.
Расширит его технологические возможности и сделает многофункциональным установка плиты синусной, приспособлений для шлифования, заточки по радиусу резцов и зенкеров лево- и праворежущих.
Электрический заточной станок «Калибр» ЭЗС 65МФ
Этот бытовой многофункциональный почти кубической формы электрический станок с выходящим наружу валом, весом 2 кг, применяется для заточки лезвий стамесок, ножей, ножниц, сверл с регулировкой угла заточки с помощью одного из блоков, которые входят в комплект изделия (всего их 3). Мощность устройства – 65 Вт, количество оборотов в минуту – до 6700. Устройство настольного исполнения имеет компактные размеры и устанавливается на любую ровную поверхность. Крепится к ней с помощью 4 болтов.

Многофункциональный точильный станок Sturm BG6010S
Станок бытовой, портативный, компактных размеров, оснащенный асинхронным двигателем, устанавливается на ровную поверхность. Предназначено изделие компании Sturm для использования в домашних условиях и небольших мастерских. С помощью шлифовального круга Ø 49,3 мм можно затачивать ножницы, ножи, лезвия рабочего инструмента (топоров, рубанков, лопат, сапок), сверл диаметром до 10 мм, выполненных из быстрорежущей стали. Рабочая зона защищена экраном откидной конструкции из прозрачного пластика, что дает возможность хорошо видеть процесс заточки и в то же время защитить работающего от пыли, брызг и искр металла, возникающих в процессе работы. Мощность агрегата – 100 Вт, скорость вращения – 6700 об./мин.

Станок многофункциональный Patriot BG 100
Габариты этого устройства: 23,3 х 15,5 х 20,0 см, вес – 1,1 кг. Удобный в пользовании яркого дизайна станок используется для заточки зубил, сверл, ножниц, ножей, лезвий режущих инструментов в домашних условиях, на небольших производствах и в мастерских. Его мощность – 96 Вт, скорость вращения шлифовального круга с напылением из карборунда – 1350 об./мин. Основание станка выполнено с 4 выступами для устойчивой установки, в нем предусмотрены отверстия для крепления к поверхности с помощью болтов. Китайская , помимо этой модели, выпускает широкий модельный ряд многофункциональных бытовых станков, которые различаются мощностью, скоростью вращения, наличием опций.
Универсальные заточные станки фрезерного инструмента
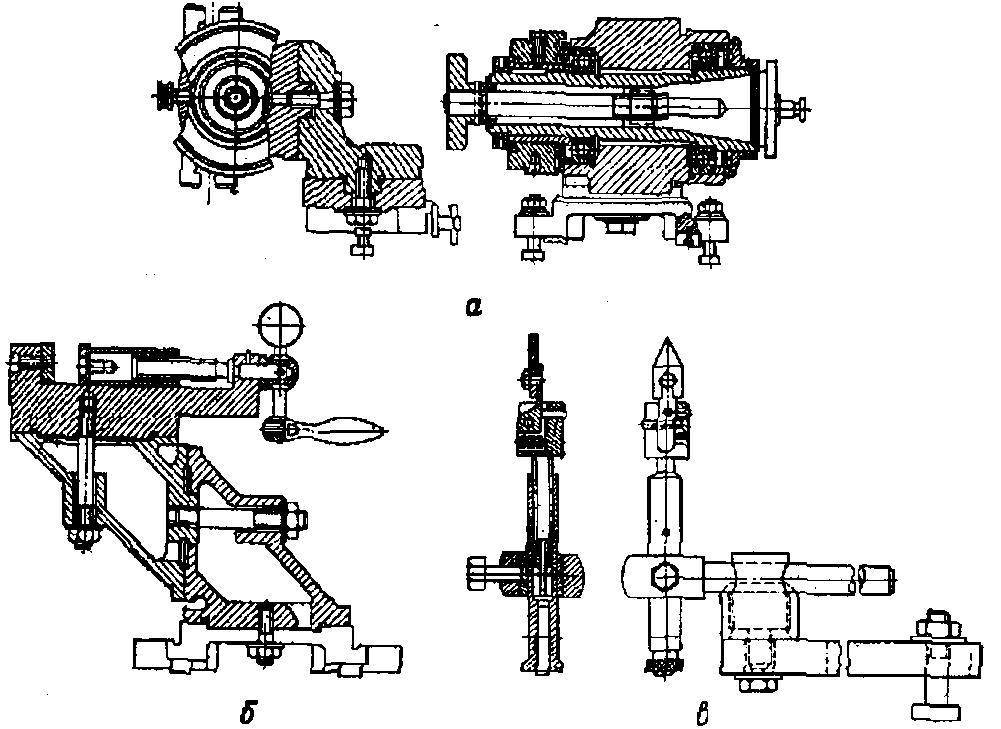
Универсальный упор (рис. 58, в) предназначен для фиксирования правильного положения фрезы при заточке без делительной головки. При заточке прямозубого инструмента упор устанавливают на столе, а при заточке спиральных зубьев — на шлифовальной головке.
Рис. 58. Приспособление к заточному станку типа ЗА64Д:
а — универсальная головка; б — тиски; в — упор
Для выполнения различных работ с упором применяют сменные стальные пластинки различных размеров. Упор делают из топкой, но упругой полоски стали толщиной 1—1,5 мм. Он легко соскакивает (пружинит) при повороте фрезы и вместе с тем устойчиво удерживает ее во время заточки. При заточке необходимо, чтобы упор всегда прилегал к затачиваемому зубу, ближе к месту заточки.

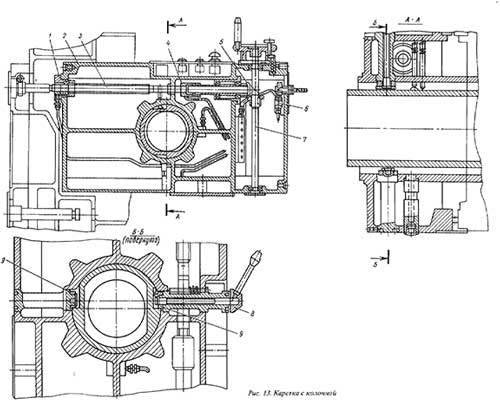
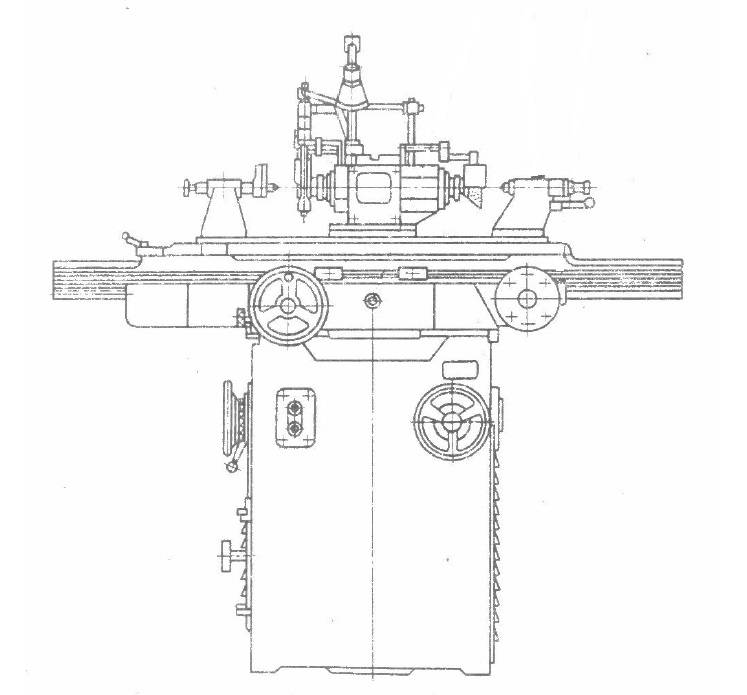





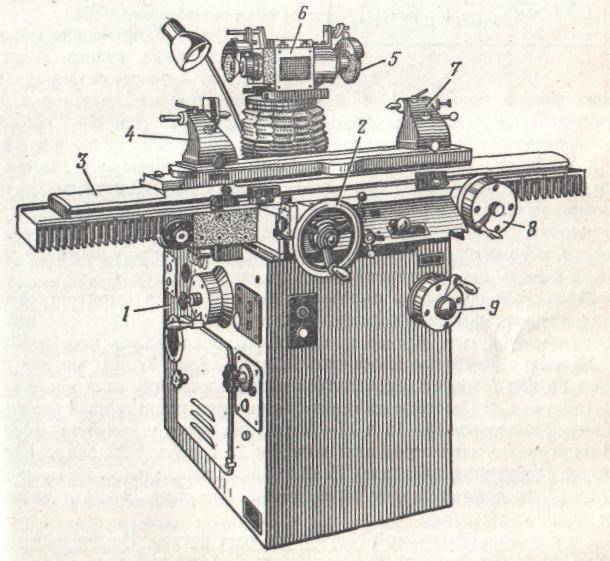
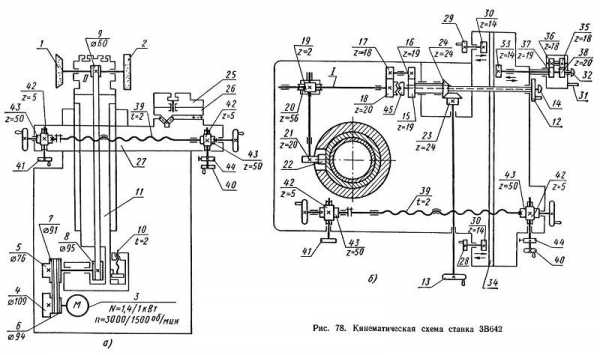
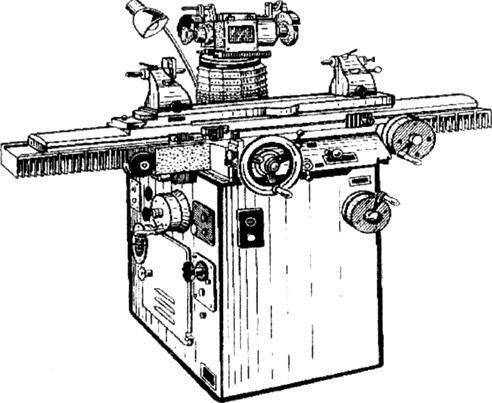
Рис. 59. Универсально-заточный станок ЗБ642:
1 — рукоятка включения медленной вертикальной подачи; 2 — маховик вертикальной подачи; 3 — распределительная колодка; 4 — кран управления; 5 — кнопка тонкой поперечной подачи; 6 — рукоятка закрепления стола; 7 — винт поворота стола; 8 — рычаг толчковой подачи; 9 — гидравлический стол; 10 — кнопка включения гидравлического перемещения стола; 11 — кнопка включения тонкой поперечной подачи; 12 — кнопка включения медленной вертикальной подачи
Универсально заточные станки модели ЗБС42 и ЗВ642. Станок ЗБ642 (рис. 59) по своей общей компоновке подобен заточному станку ЗА64Д (имеет крестовый стол и перемещающуюся вертикально по колонке двустороннюю шлифовальную головку). Однако станок ЗБ642 имеет существенные преимущества, а именно: а) его конструкция более жесткая и гарантирует сохранение необходимой точности более длительное время. Значительно отичается по точности и жесткости шлифовальная головка станка; б) введено реверсирование шлифовального круга, что позволяет более эффективно использовать оба конца шпинделя; в) увеличена жесткость и точность установки оправок шлифовальных кругов в результате посадки их в шпиндель на внутренний конус; г) суппорт станка поставлен на подшипники качения, в результате чего увеличилась чувствительность поперечной подачи, установлены механизмы тонкой и толчковой поперечных подач; д) перемещение стола гидравлическое — со скоростью 0,2—8 м/мин, регулирование чисел оборотов шлифовального круга — бесступенчатое с помощью привода постоянного тока; е) в комплекте станка есть гидрофицированные приспособления, позволяющие автоматизировать заточку ряда инструментов.
Станок ЗВ642 по конструкции — упрощенная модификация станка ЗБ642. Он отличается от станка ЗБ642 отсутствием гидропривода.
Приспособления и принадлежности для заточки дереворежущего инструмента приведены в табл. 15.
Таблица 15. Приспособления и принадлежности, применяющиеся для заточки дереворежущего инструмента, входящие в комплекс станков
| Шифр приспо- собления | Приспособления и принадлежности | Наименование параметров | Модели станков | |
| 3Б642 | 3В642 | |||
| П1 П2 П3 П5 П8 П16 П26 П40 | Универсальная бабка Передняя бабка Универсальная упорка Приспособление для линейной правки круга Универсальная бабка малая Тиски трехповоротные Делительный механизм к универсальной головке Цанговый зажим Оправки для установки шлифовальных кругов | Конус в шпинделе системы Морзе Конус в пиноли системы Морзе— Диаметр отверстия для алмазов, мм Конус в шпинделе системы Морзе Размер губок, мм Число делении цанги в миллиметрах Диаметры цанги, мм Диаметр отверстия круга, мм | №3/№5 №2 Есть 10 № 5 55 6, 8, 12 3; 6; 12; 20 32; 20; 13 | № 3/№ 5 № 2 Есть 10 № 5 55 6, 8, 12 3; 6; 12; 20 32; 20; 13 |
Техническая характеристика станков 3Б642 и 3В642
| 3Б642 | 3В642 | |
| Наибольшие размеры устанавливаемой детали, мм: диаметр длина (в центрах бабок) Размер рабочей поверхности стола, мм: ширина длина Продольный ход стола, мм Поперечное перемещение стола или шлифовальной головки на одно деление лимба, мм Поперечный ход стола, мм Вертикальное перемещение шлифовальной головки, мм Наибольший угол поворота стола, град Угол поворота шлифовальной головки в горизонтальной плоскости, град Число оборотов шлифовального шпинделя в минуту Скорость перемещения стола от гидропривода, м/мин Мощность электродвигателя привода шлифовальной головки, кВт Габаритные размеры, мм: длина ширина высота Масса (с комплектом приспособлений), кг | 250 630 140 900 450 0,00250 1300 *; 6500 * 0,3—8 2,5** 2330 1680 1550 1280 | 250 630 140 900 450 0,00250 2240; 6300 10/1,4 2330 1680 1550 1200 |
* Бесступенчатое регулирование. ** При наибольших оборотах электродвигателя постоянного тока.
www.stroitelstvo-new.ru
Проверка станка на соответствие нормам точности по техническим условиям
Испытание станка на соответствие нормам точности включает в себя выполнение следующих проверок:
- Проверка 1. Плоскостность рабочей поверхности стола. На рабочей поверхности стола в различных направлениях на двух регулируемых опорах устанавливают поверочную линейку так, чтобы получить одинаковые показатели индикатора на концах линейки. При помощи индикатора, перемещаемого по рабочей поверхности стола и касающегося мерительным штифтом грани линейки, определяют правильность формы поверхности. Допускаемое отклонение – 0,025 мм. Выпуклость не допускается.
- Проверка 2. Прямолинейность перемещения стола в продольном направлении. На шлифовальной головке укрепляют индикатор так, чтобы его мерительный штифт касался грани линейки, установленной на столе. Показания индикатора на обоих концах линейки при продольном перемещении стола должны быть одинаковыми. Стол перемещают на длину хода. Погрешность определяют как алгебраическую разность показаний индикатора на длине хода стола. Отклонение 0,010 мм.
- Проверка 3. Отсутствие перекоса (поворота) стола при его перемещении. На середине стола перпендикулярно направлению его перемещения устанавливают уровень. Стол станка перемещают на длину хода, останавливая его для замеров не реже, чем через 1/10 длины хода, но не менее чем через 50 мм.
Погрешность определяют как алгебраическую разность показаний уровня на длине хода стола. Допускаемое отклонение 0,025 мм/ 1000.
Допускается равномерный уклон только в одну сторону.
Проверка 4. Параллельность рабочей поверхности стола направлению его перемещения: а) в продольном направлении; б) в поперечном направлении. На неподвижной части станка укрепляют индикатор так, чтобы его мерительный штифт касался рабочей поверхности стола. Стол перемещают на длину хода в продольном (а) и в поперечном (б) направлениях. Погрешность определяют как наибольшую разность показаний индикатора на длине хода. Допускаемое отклонение: а) в продольном направлении – 0,012 мм, б) в поперечном направлении 0,010 мм.
Проверка 5. Параллельность боковых сторон паза стола направлению его продольного перемещения. На неподвижной части стола укрепляют индикатор так, чтобы его мерительный штифт касался боковой стороны паза стола. Стол перемещают на длину хода. Погрешность определяют как алгебраическую разность показаний индикатора на длине хода. Допускаемое отклонение 0,012 мм.
Проверка 6. Отсутствие радиального биения базовой поверхности шпинделя шлифовальной головки: а) у конца шпинделя, б) на длине 200 мм от конца шпинделя.
В базовое отверстие шпинделя плотно вставляют цилиндрическую оправку. На ее неподвижной части станка укрепляют индикатор так, чтобы его мерительный штифт касался цилиндрической поверхности оправки у ее концов и был направлен по радиусу. Шпиндель приводят во вращение.
В каждом сечении проверку производят не менее, чем в двух взаимно перпендикулярных плоскостях. Погрешность определяют как наибольшую величину результатов замеров в каждом сечении.
Допускаемое отклонение: а) 0,006, б) 0,008 мм.
Проверка 7. Отсутствие осевого биения шпинделя шлифовальной головки. На неподвижной части станка укрепляют индикатор так, чтобы его мерительный штифт касался торца (у его центра) короткой оправки, вставленной в коническое отверстие шпинделя. Шпиндель приводят во вращение. Допускаемое отклонение 0,004 мм.
Проверка 8. Перпендикулярность направления вертикального перемещения шлифовальной головки рабочей поверхности стола.
На рабочей поверхности стола в плоскостях перпендикулярной (а) и параллельной (б) продольному перемещению стола устанавливают угольник. На шлифовальной головке укрепляют индикатор так, чтобы его мерительный штифт касался контрольной грани угольника.
Шлифовальную головку перемещают в вертикальной плоскости на длину хода.
Погрешность определяют как наибольшую величину результатов замеров. Допускаемое отклонение 0,016 мм.
Проверка 9. Отсутствие радиального биения базовой поверхности шпинделя универсальной бабки: а) у конца шпинделя, б) на длине 300 мм от конца шпинделя.
В отверстие шпинделя универсальной бабки плотно вставляют цилиндрическую оправку. На неподвижной части станка укрепляют индикатор так, чтобы его мерительный штифт касался оправки и был направлен по радиусу. Шпиндель приводят во вращение.
В каждом сечении проверяют радиальное биение не менее, чем в двух взаимно перпендикулярных плоскостях.
Погрешность определяют как наибольшую величину результатов замеров в каждом сечении. Допускаемое отклонение: а) 0,006 мм, б) 0,01 мм.
Условия эксплуатации алмазных кругов
Балансировка кругов
Алмазные круги после сборки их с фланцами и правки должны быть статически отбалансированы заводом-потребителем. Остаточный дисбаланс не должен превышать 3г.см.
Балансировку кругов производить на балансировочном станке, основной частью которого являются два горизонтально расположенных параллельных валика одинакового диаметра с гладкой поверхностью не ниже девятого класса чистоты по ГОСТу 2789 — 59 и твердостью не ниже HRC — 50.
Шлифовальный круг, укрепленный на оправке для балансировки (входит в комплект станка), устанавливается на балансировочный станок так, чтобы ось оправки была перпендикулярна оси валиков, а круг расположен симметрично относительно валиков. Кругу легким толчком сообщается вращение. После остановки круга отмечают верхнюю точку его периферии и на этом месте устанавливают сухарик. Путем многократного повторения этой операции добиваются, чтобы круг после ряда легких толчков останавливался в разных положениях, т. е. находился в безразличном равновесии. После этого окончательно затягивают винты сухариков.
Краткие технические требования, предъявляемые к кругам
Алмазные круги должны поступать потребителю со вскрытыми алмазными зернами.
Круги диаметром 100 мм и выше должны быть статически отбалансированы.
Круги на металлической связке диаметром 125 мм и выше и круги на органической связке диаметром 100 мм и выше должны быть проверены на прочность.
Радиальное биение рабочей поверхности круга относительно внутренней поверхности посадочного отверстия оси круга не должно превышать значении, указанных в таблице 1.
Требования, предъявляемые к инструментам, подвергающимся алмазной обработке.
Поверхность изделия, подлежащая алмазной обработке, не должна иметь наплывов припоя и микротрещин.
Максимальный припуск при заточке режущего твердосплавного инструмента алмазными кругами должен быть не более 0,3 мм, а при доводке — не более 0,1 мм.
Суммарный припуск на обработку твердосплавных детален должен быть в пределах 0,2..0,3 мм на сторону.





При алмазной обработке твердосплавного инструмента и изделий не рекомендуется соприкосновение алмазных кругов со стальными державками, оправками, так как это вызывает «засаливание» круга.
Алмазными кругами следует затачивать и доводить фаски, образующие режущую кромку твердосплавной пластинки.
Правила эксплуатации алмазных шлифовальных кругов
При эксплуатации алмазных кругов необходимо:
- снимать алмазный круг со станка только в случае его замены;
- запрещается класть алмазный круг на металлические предметы алмазоносной частью, стучать по кругу, производить алмазным кругом притирку деталей вручную;
- подводить круг к обрабатываемому изделию медленно, избегая ударов и толчков.
ПАСПОРТА (руководство, документация) НА ЗАТОЧНЫЕ СТАНКИ
ПАСПОРТ СТАНКА: Паспорт — это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств. Паспорт используется цеховым технологом как документ для назначения режимов обработки, подбора приспособлений, планировки размещения станка в цехе. Паспорт необходим также механику и энергетику как руководство по эксплуатации и ремонту станка; в него вносят данные о проведенных ремонтах и модернизации. При работе станка могут возникнуть различные неисправности, которые может устранить сам рабочий или сообщить о них слесарю-ремонтнику. Указания о методах исправления дефектов приведены в паспорте.
ПАСПОРТ СТАНКА:
К каждому станку, заводом-производителем, прилагается «Руководство по эксплуатации станка». «Руководство» содержит: краткое описание назначения и области применения станка; инструкцию по перемещению (перевозки), распаковке и установки станка (с чертежом фундамента); описание конструкции основных сборочных единиц (узлов) станка; инструкцию по пуску и обслуживанию станка; паспорт электрооборудования и электрическую схему станка. Отдельной составной частью руководства является ПАСПОРТ станка, оформленный на специальных стандартных бланках. Паспорт содержит: основные данные станка (характеристику); спецификацию сборочных единиц (узлов) станка; таблицу основных параметров зубчатых колес, червяков, винтов и гаек; кинематическую схему станка; таблицу механики главного движения (положение рукояток и соответствующие им частоты вращения шпинделя, наибольшие допускаемые крутящие моменты, мощности, кпд, указания о слабых звеньях); таблицу механизма подачи (положение рукояток и соответствующие им величины подачи), схему расположения и спецификацию подшипников. К «Руководству» прилагаются чертежи наиболее часто заменяемых деталей станка. Ознакомление с новым станком станочник начинает с изучения паспорта станка и «Руководства по эксплуатации станка» . Этими документами руководствуются также при ремонтах и регулировках станка, смене смазки, модернизации станка или установке на него специальных приспособлений.
Станок заточный универсальный 3В642
Универсально-заточный станок 3В642, является изделием завода «ВИЗАС», расположенного в городе Витебске.
В сентябре 2017 года прославленное предприятие отпраздновало 120-летие со дня основания. На сегодняшний день ОАО «ВИЗАС» – это ультрасовременное предприятие, которое чтит вековые традиции и гордится своими работниками.
В странах СНГ ОАО «ВИЗАС» является фактически монополистом производства заточного оборудования, это самый современный и высокотехнологичный завод данного профиля.

Внешний вид универсально-заточного станка 3В642
Модель, проверенная временем
Завод «Визас» специализируется на производстве заточного оборудования с 1940 года. За это время было выпущено множество моделей различных станков, и среди них особое место занимает универсально-заточный станок 3В642.
Как следует из паспорта универсально-заточного станка 3В642, данный агрегат относится к группе станков, предназначенных для абразивной заточки различного инструмента, а также для его доводки с использованием шлифовальных кругов различных форм и конфигураций.
Универсально-заточный станок 3В642 с неизменными техническими характеристиками производился заводом с восьмидесятых годов прошлого века. Данное оборудование комплектовалось паспортами и поставлялось на механические заводы, в ремонтные и слесарные мастерские, предприятия оборонного комплекса.
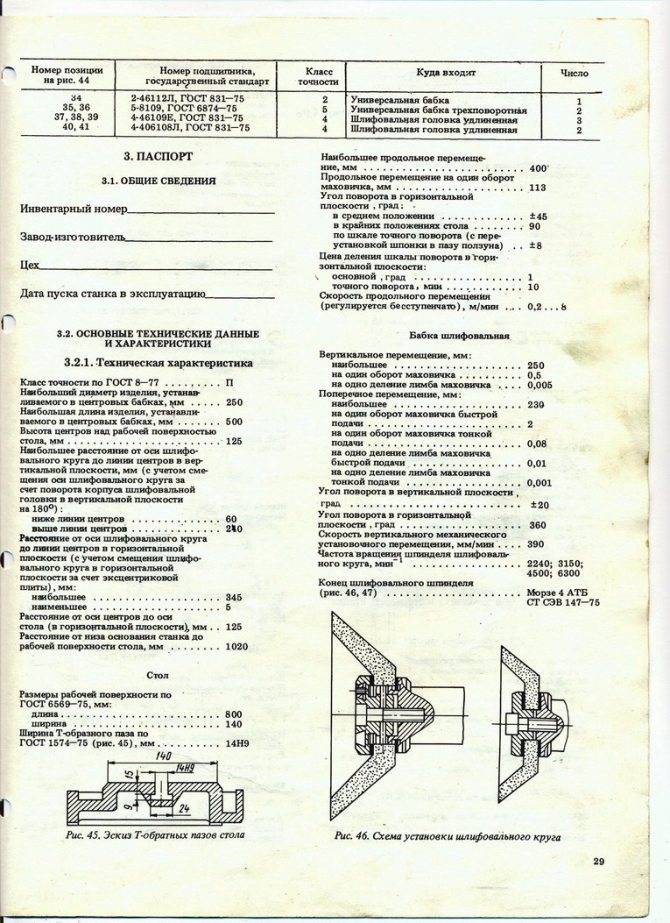
Паспорт агрегата содержит исчерпывающие данные о технических характеристиках универсально-заточного станка 3В642.
Скачать паспорт (инструкцию по эксплуатации) универсально-заточного станка 2В642
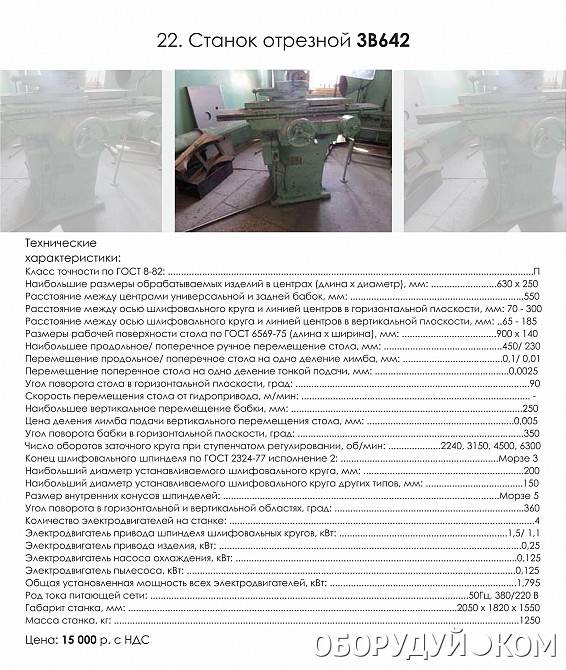
Мощность электродвигателя главного привода составляет 1,4 кВт. Вкупе с механизмом главного привода, двигатель обеспечивает вращение шпинделя и шлифовального круга диаметром до 200 мм.
Согласно паспорту, число оборотов заточного круга имеет ступенчатую регулировку и, в зависимости от выполняемой задачи, может составлять 2240, 3150, 4500 либо 6300 об/мин.
Вертикальное перемещение бабки производится в пределах 250 мм, а наибольшее продольное перемещение стола составляет 450 мм, при этом поперечное перемещение достигает 230 мм, согласно паспорту.

Электрическая схема станка 2В642
Приведенные технические характеристики станка делают его поистине универсальным агрегатом, по сей день востребованным на производстве и в ремонтных мастерских.
Универсально-заточный станок 3В642 с блеском справляется с такими операциями как заточка зенковок, разверток, сверл, резцов, торцовых и двухсторонних фрез, а также метчиков. Под силу станку и плоское шлифование, как наружных, так и внутренних поверхностей деталей.
При работе на станке могут использоваться различные шлифовальные круги, которые отвечают требованиям. Это могут быть алмазные, карбидные или обычные круги – в зависимости от характеристик и твердости обрабатываемых деталей.
Универсально-заточный станок, ввиду большой массы, устанавливается на бетонное основание, имеет стальной каркас и чугунную станину. Использование агрегата допускается в умеренных климатических зонах, при этом точность обработки деталей соответствует классу «П».
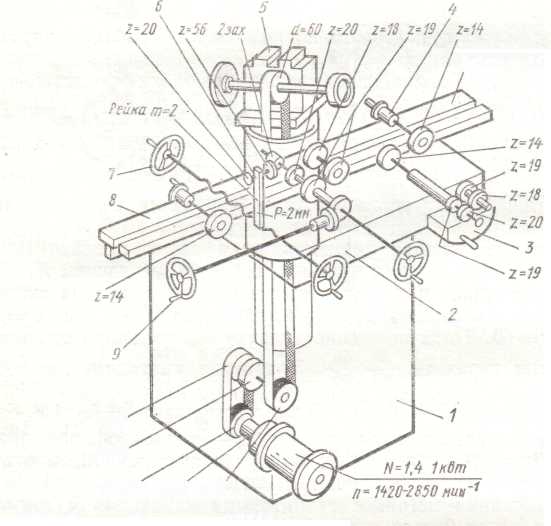
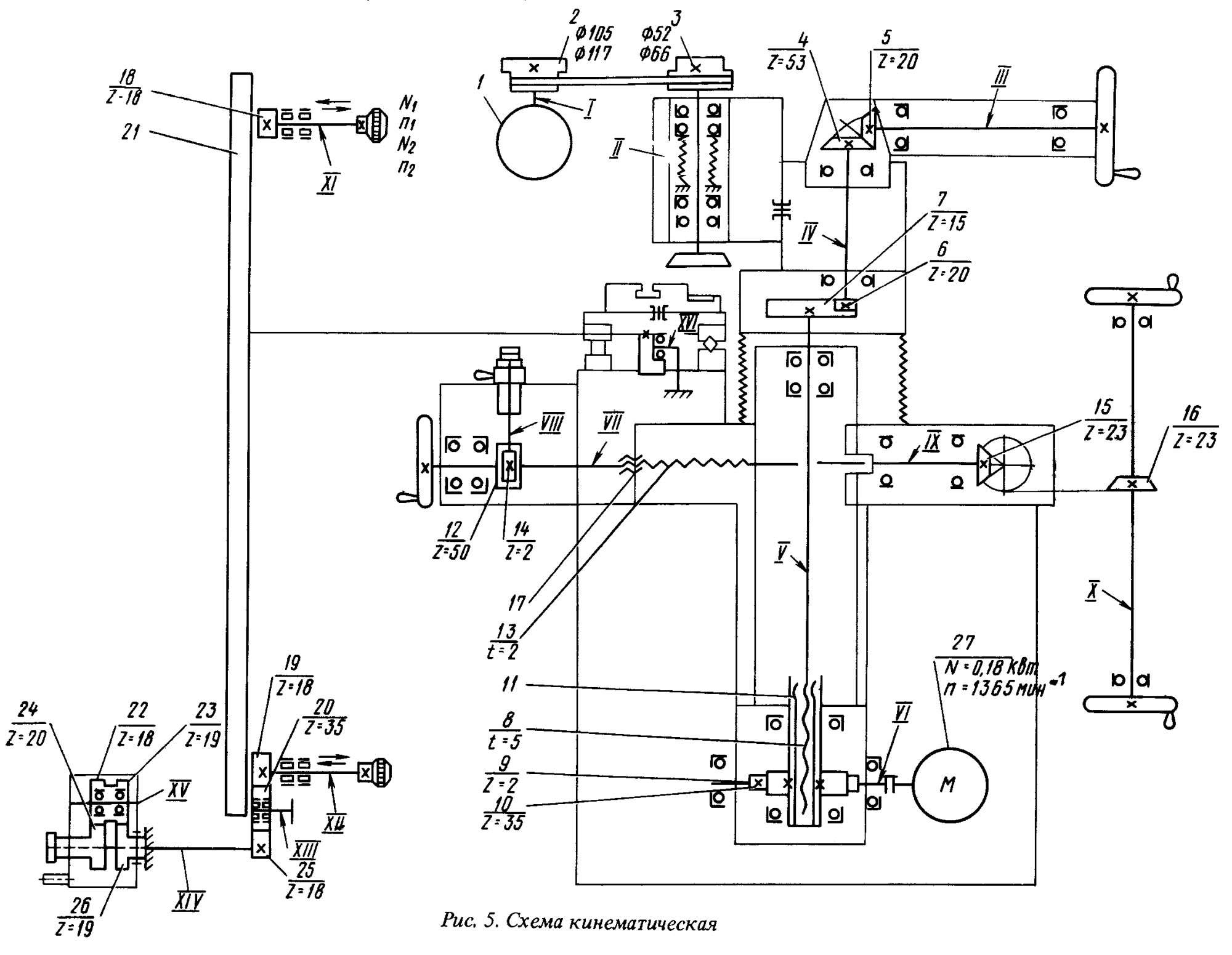
Кинематическая схема станка 3В642
Сверху на станину смонтирован стол, который включает в себя три конструктивных элемента: верхняя деталь стола представляет собой суппорт, который может поворачиваться относительно средней его части. В свою очередь, средняя часть двигается продольно, относительно нижней части. Для перемещения средней части служат маховики, снабженные реечными колесами и планетарным механизмом.
Есть возможность плавного подвода обрабатываемой детали к шлифовальному кругу, для этого служат специальные маховики с храповым механизмом. Как и у большинства других заточных станков, в модели 3В642 применяется шпиндель стандартной конфигурации, который позволяет зажимать шлифовальные диски, производящиеся серийно.
«Изюминкой» стола является наличие в его нижней части гидравлического привода, с помощью которого производится автоматическая подача.
В комплект поставки оборудования входят делительный механизм, центровые бабки (передняя и задняя), универсальная головка, а также паспорт.
Благодаря такому арсеналу приспособлений станок имеет очень широкую область применения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Электрооборудование заточного станка 3Е642
Система питания
Подвод питания к станку осуществляется медным проводом сечением 2,5 мм².
Ввод питающих проводов производится через фланцевый угольник с резьбой G1/2″.
На станке применены следущие величины напряжений переменного и постоянного тока:
- силовая цепь 3 переменный 50 (60) Гц, 380 (220, 230, 400, 415, 440) В
- цепь управления 3 переменный 50 (60) Гц, 110 В
- цепь сигнализации и местного освещения – переменный 50 (60) Гц, 24 В
Первоначальный пуск
Перед пуском станка необходимо произвести внешний осмотр электрооборудования.
ВНИМАНИЕ! ВВОДНОЙ ВЫКЛЮЧАТЕЛЬ при ВНЕШНЕМ ОСМОТРЕ ДОЛЖЕН БИТЬ УСТАНОВЛЕН В ПОЛОЖЕНИЕ “ВЫКЛЮЧЕНО”. При внешнем осмотре электрооборудования необходимо проверить. При внешнем осмотре электрооборудования необходимо проверить
При внешнем осмотре электрооборудования необходимо проверить
- надежность монтажа электрооборудования и качество электропроводки;
- надежность выполненного заземления станка, а также отдельно стоящих агрегатов и устройств;
- состояние и исходное положение электрооборудования и механизмов.
После осмотра отключить расчленением разъемов, а при их отсутствии – отсоединением на клеммном наборе в электронише проводов питания А6, В6, С6 (электродвигатель М6) всех электродвигателей.
Вводной выключатель QPI установить в положение “Включено”. При этом на пульте управления должна зажечься сигнальная лампа HLI “Электросеть подключена”.





Проверить при помощи органов ручного управления четкость срабатывания магнитных пускателей.
При достижении четкой работы всех электроаппаратов, расположенных на панели управления, подсоединить ранее отключенные провода питания электродвигателя привода колонны М6 к клеммам блока зажимов. Произвести фазировку сети правильным подключением питающих проводов к вводному клеммному набору, что определяется соответствием направления перемещения колонны назначению кнопочных выключателей на пультах управления, определявших эти перемещения. Далее подключить остальные электродвигатели.
Проверить работу электрооборудования во всех режимах без изделия (на холостом ходу).
Проверить работоспособность аппарата аварийного отключения (выключатель “Общий стоп”).
Проверить действие всех блокировочных устройств по разделу 5.
Проверить местное освещение.
Описание работы
Пуск шлифовального круга, насоса охлаждения (пылесоса), приспособлений осуществляется выключателями SB10, SB11, SB12, останов – выключателями SB1, SB2, SB3 (“Все стоп”). Направление вращения и частота вращения шлифовального круга определяется переключателями SAI, SA2, соответственно. Насос охлаждения (пылесос) также можно отключать автономно переключателем SА3. Выбор направления вращения и автономный останов приспособлений П17, П51 можно осуществить переключателями SA4 и sA5, соответственно.
Подъем и опускание колонны осуществляется выключателями SB4… SB6 и SB7… SB9, соответственно.
Блокировки
Электросхемой станка предусмотрены следующие блокировки:
- невозможность перемещения колонны вверх при выходе механизма в крайнее верхнее положение – контакт микровыключателя SQI (3,8);
- невозможность перемещения колонны вниз при выходе механизма в крайнее нижнее положение – контакт микровыключателя SQ2 (3,9);
- невозможность продолжения работы станка при переключении переключателей SAI или SА2 или нахождении их в положении “О” – контакты переключателей SAI, SA2 (3,7).
Система сигнализации
Электросхемой станка предусмотрена следующая сигнализация: лампа “Электросеть подключена” – молочного цвета, расположена на основном пульте (HLI).
Защита
Защита от токов короткого замыкания осуществляется электромагнитным расцепителем автоматического выключателя QFI.
Защита от перегрузок выполнена тепловыми реле FPI… FP4, FP10 И предохранителями FUI, FU3, FU4. Нулевую защиту осуществляет магнитный пускатель KMI.
Станок и отдельно стоящие агрегаты (гидростанция, агрегат охлаждения, пылесос) оснащены заземляющими зажимами, которые подсоединяются к цеховому контуру заземления проводниками сечением 2,5 мм2.





