Условия сварки конструкций из полиэтилена низкого давления
Для успешного выполнения операции по соединению труб нужно выполнить основные условия:
Используемые трубы должны изготавливаться одним производителем. Во избежание брака выбирайте поставщика, который использует заводское производство. Приобретенные трубы должны сходиться в диаметре до миллиметра. Из за наличия высокого напряжения недопустим монтаж во время дождливой погоды или в условиях избыточной влажности. Перед сваркой поверхность нужно очистить от масла, краски и грязи, чтобы сохранить монолитность сварочного шва и избежать дефектов. Трубы должны быть точно отцентрированы
Для этих целей применяют центратор
Критически важно обеспечить надежную фиксацию во время рабочего процесса. Нельзя допускать смещение труб относительно друг друга в момент остывания
Обязательное заземление.
Монтаж ПНД труб – это работы повышенного риска
Поэтому нужно помнить о технике безопасности: при монтаже используется спецодежда с защитой, рабочие инструменты отсоединяют от сети во время перерывов и по завершении, а также осматривают для обнаружения дефектов.К монтажу допускаются лица не младше 18 лет, которые прошли медицинский осмотр и имеют теоретическую и практическую подготовку.
Производство муфт
В процессе изготовления в качестве основного сырья используются слои композитов, дополняемые сополимерами полипропилена. В зависимости от модификации может применяться армирование из алюминиевой фольги или стекловолокна. Для придания повышенной прочности изделию может задействоваться и армирующая сталь, но именно для муфт это решение применяют редко. Современное производство электросварных муфт, как правило, выполняется в режиме автоматизации. После завершения изготовления основной заготовки следует этап автоматизированной резки с интеграцией клемм и других вспомогательных приспособлений на поверхности. Многие крупные производства имеют несколько линий изготовления муфт, каждая из которых рассчитана на выпуск фитинга определенных размеров. Более технологичные предприятия работают с конвейерами, в которых могут меняться параметры выпускаемой продукции. Среди наиболее успешных предприятий этой направленности на отечественном рынке можно выделить и «Пластиталия».
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Стыковая сварка ПНД труб своими руками

Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.

Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
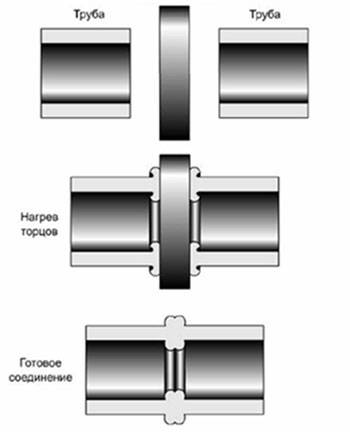
Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.
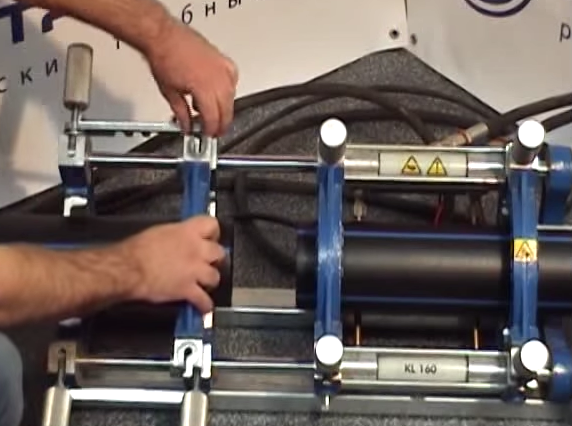
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой
Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым
Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок
Внешний вид верно и ошибочно сваренных встык труб ПНД
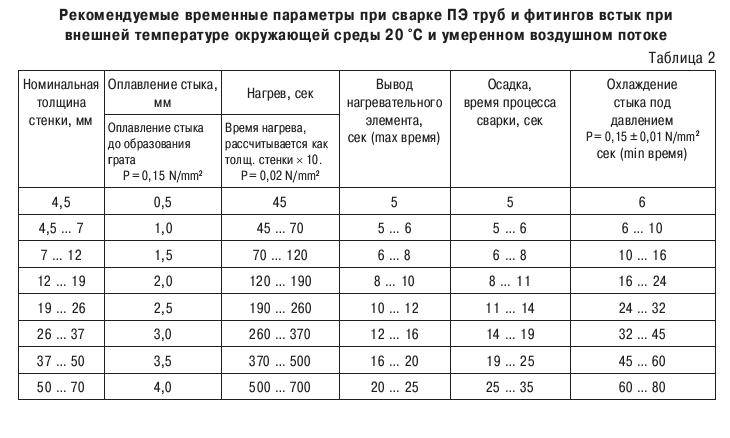
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см

Труба в разрезе после сварки электромуфтовым способом
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Схема стыковой сварки

Соединительные детали для монтажа полиэтиленовых труб

Сварка электромуфтовая

Сварка труб ПНД своими руками
Протокол сварки
Оборудование для стыковой сварки труб ПНД
Оборудование для стыковой сварки полиэтиленовых труб
Внешний вид верно и ошибочно сваренных встык труб ПНД

Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.











Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Конструкции электромуфтовых сварочных аппаратов
Рассмотрим их на примере отечественного устройства «Трасса-М», сертифицированного в России, и получившего за 10 лет применения довольно высокую оценку специалистов по стыковой сварке ПНД-труб. Аппарат включает в себя следующие узлы:
- Источник питания током мощностью 4,5 кВА (при максимальном сварочном токе 48 А).
- Стабилизатор питания с автоматом защиты.
- Считыватель для определения штрих-кода присоединяемого фитинга.
- Сварочный кабель с двумя сменными наконечниками.
- Графический дисплей.
Электромуфтовый сварочный аппарат «Трасса-М» работает от сети 220 В. Перед включением устройства при помощи считывателя определяются характеристики фитинга, после чего вручную, либо автоматически в память устройства вводятся значения входного напряжения, которое будет подаваться на муфту. Для этого используется не оптический карандаш, а бесконтактный сканер, что даёт некоторые эксплуатационные преимущества, и снижает требования к тщательности оценки.
Соединяемые части трубопроводов размещаются строго вертикально, причём зона сварки должна быть надёжно укрыта как от влаги, так и от прямых солнечных лучей. Подготовленная муфта устанавливается на зону стыка и позиционируется в нужном положении (при обнаруженных овальностях трубы применяются накладки). Предварительно внешние и внутренние образующие трубопровода очищаются специальным раствором и просушиваются салфеткой. Режим функционирования аппарата не подбирается оператором, а устанавливается автоматически. В зависимости от результатов работы считывающего устройства. Контрольными параметрами являются:
- время нагрева, с;
- время охлаждения, с;
- диаметр трубы в месте стыка и диапазон температуры внешнего воздуха (оказывает влияние на продолжительность процесса остывания ПНД).
При нагреве образуется равномерная структура материала, устраняются минимально остающиеся (до 0,1 мм) зазоры в соединении, а протяжённость нагревательного элемента достаточна для надёжной работы трубопровода в течении 10 лет и более. Цена аппарата – около 105 тыс. руб.
Из зарубежной техники аналогичного предназначения стоит отметить установку Pegasus (Пегас) от английской фирмы Candervale Technology. «Пегас» представляет собой полностью автоматизированный аппарат для электромуфтовой сварки – при подключении внешнего питания дисплей определяет все внешние условия, необходимые для сварки, после чего предлагает подключить внешние разъёмы на муфте к клеммам источника тока. Процесс считывания штрих-кода аналогичен таковому для «Трассы-М». Используемый ток (20…25 А) несколько ниже, чем у предыдущего устройства, что объясняется потребностью в более мягком и равномерном прогреве стенок трубы. Цена вопроса – около 155 тыс. руб.
Как следует из изложенного, аппараты для электромуфтовой сварки при нерегулярном использовании целесообразнее арендовать, чем приобретать. Тем более, что приобретение самих муфт – также достаточно дорогое удовольствие: от 250 руб. за муфту диаметром до 25 мм, до 15000 руб. за муфту диаметром от 430 мм.
Кольцевая пила по дереву. Подберём любой размер
Бадья для подачи бетона. Особенности конструкций
Как можно согнуть и разогнуть ПНД трубу
Трубы ПНД небольших диаметров можно даже руками. При прокладке под землей, где эстетичность не требуется, лучше разогреть нужный участок феном, аккуратно согнуть безо всякой оправки – при этом изгиб получится с большим радиусом, зато напряжения в трубопроводе будут минимальны
Если требуются аккуратные изгибы малого диаметра, следует после разогрева осторожно уложить заготовку в оправку, сбитую из любых подручных материалов

Дать остыть – минимум в течение 15 минут. Можно использовать трубогиб, но поскольку полиэтилен – очень пластичный материал, то особой необходимости в его использовании нет.
Если материал поставлен в бухтах, то трубу следует растянуть на солнце, дать ей прогреться и растянуть. Или воспользоваться строительным феном.
Особенности и применение
Пластиковые ПНД по ГОСТу разрешено использовать при транспортировке питьевой воды. Сохраняют герметичность и целостность структуры при нагреве до +90°С, не боятся промерзания грунта. Спокойно переносят воздействие агрессивной среды канализационных стоков, на внутренней гладкой поверхности не образуются известковые отложения. Трубопровод эксплуатируется без ремонта свыше 50 лет. Из пластика делается современная канализация, она не засоряется в стыках, легко чистится с помощью химических средств.
Выпускают ПНД различного диаметра, начиная с 10 мм. Из марки 80 монтируют инженерные сети диаметром до 90 мм. Для внутренней разводки нужны трубы меньшего размера, 2 или 32 мм, лучше выбирать изделия марки 100, у них хорошая пропускная способность, они удобно монтируются. ПЭ 63 используют в дренажных системах, коллекторах.
Технология процесса
На соединяемые участки трубопровода накладывается специальная муфта, внутри которой установлена нагревательная спираль. Существуют и конструкции с внешними нагревательными элементами, которые действуют быстрее, но не обеспечивают соединению требуемой надёжности. Количество устанавливаемых муфт может быть различным. Например, для сложного стыка, с разветвлениями, их может быть три, для трубопроводов с резкими перепадами диаметров – две, в остальных случаях достаточно и одной.
К соединяемым участкам труб из ПНД предъявляются довольно высокие требования:
- Смежные участки на длине не менее чем два наружных диаметра трубы должны быть очищены от пыли, грязи, а также масляно-жировых отложений.
- Овальность труб не должна превышать 0,2 мм по всей длине стыка.
- На поверхность зоны сварки не должна попадать атмосферная влага.
- Температура окружающего воздуха во время работы аппарата для электромуфтовой сварки не должна выходить за пределы диапазона -10…+40ºС.
- Все соединяемые части должны быть изготовлены из ПНД с примерно схожими физико-механическими характеристиками.

Последнее требование связано с тем, что в управляющий блок электромуфтового сварочного аппарата заложена информация о динамике плавления ПНД под воздействием внешнего теплового источника, и, если запрашиваемые данные не совпадают, устройство не включится. Это снижает требования к квалификации работающего, поскольку процесс электрофузионной сварки произойдёт автоматически, но существенно увеличит цену аппарата.
Для обеспечения равномерности зазора по длине стыка (и ширине муфты) трубы располагаются в позиционере – устройстве, которое обеспечивает прямолинейность осей соединяемых труб. Вполне вероятная овальность труб, а также наличие локальных поверхностных дефектов преодолевается установкой специальных накладок из ПНД, комплект которых прилагается к электромуфтовому сварочному аппарату.
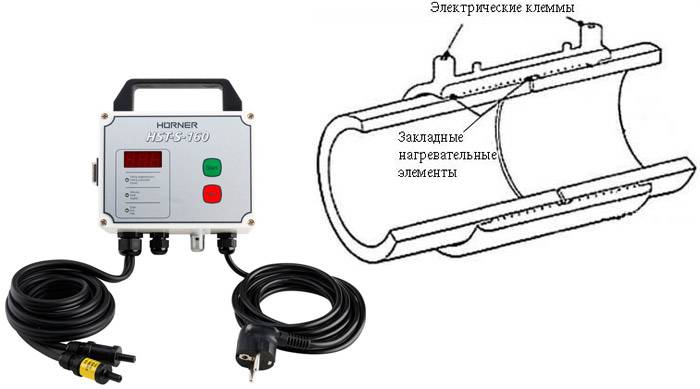
Концы нагревательного элемента выводятся наружу муфты, и подключаются к токоведущим клеммам электромуфтового аппарата. После проверки качества ПНД (марка, плотность, шероховатость и пр.) включение устройства и все последующие операции происходят автоматически. Аппарат отключается, когда капли расплава появляются в зазоре между позиционером и муфтой. Остаётся только выждать определённое время для охлаждения места стыка.
Электросварная муфта – одноразовая. Даже при возможных проблемах с нагревом (например, при обнаруженной неоднородности тела трубы) повторному использованию она не подлежит.
Рекомендации профессионалов
Опытные сварщики, работающие с трубами ПНД, советуют быть во время сварки максимум внимательным и следить за качеством соединения. От того, насколько аккуратны швы, зависит герметичность стыков и долговечность прокладываемых магистралей.
Советы профессионалов:
- следите, чтобы разрез труб не выглядел как эллипс — это существенно снизит качество сварного шва;
- пластиковые трубопрокатные материалы должны быть неподвижно зафиксированы, пока расплавленные кромки полностью не застынут;
- шов должен представлять собой равномерный валик, выступающий над поверхностями свариваемых элементов, высота валика должна соответствовать нормативам (указаны в приведенной выше в таблице);
- крепёжные элементы с гайками должны фиксироваться не более чем до проектного предела, так как чрезмерное усилие может вызвать повреждение трубы;
- обязательно изучите перед началом работ инструкцию по сварке ПНД, ознакомьтесь с параметрами техпроцесса.
Трубы ПНД — современный недорогой материал, позволяющий создавать магистрали самого разного назначения и конфигурации. Благодаря специальному сварочному оборудованию, из данных изделий можно создавать надёжные трубопроводы, как промышленным, так и ручным способом.
Инструментарий
Чтобы целый процесс проходил без запинок, нужно иметь при себе специфический инструмент:
- Сварочный аппарат. Для этого вида сварки был создан неповторимый агрегат. Он основан на технологии полупроводников, исходя из этого потребляет в десять раз меньше электричества, чем другие его аналоги. В большинстве случаев для таких агрегатов указывается большой и минимальный свариваемые диаметры. Предусмотрен сканер штрихкодов, который машинально заносит информацию о конкретном виде соединения, это кроме этого возможно сделать вручную. Информацию о каждом пройденном стыке заносятся в память, дабы оператор либо контрольная группа имели возможность взять сведения. Вероятно наличие встроенного последовательного либо USB-порта, к последнему возможно подключить флеш-накопитель для переноса настроек либо данных. На передней панели в большинстве случаев находится дисплей, который отображает текущие параметры. В наборе с некоторыми агрегатами идут наконечники разного сечения.
- Позиционер. Маленькое железное приспособление в виде планки, которая владеет несколькими зажимами. Данный инструмент позволяет расположить патрубки в одной плоскости для исполнения сварочных работ. Он кроме этого рекомендован чтобы исправить овальность. Для этих целей кроме этого может использоваться отдельный хомут.
- Труборез. В большинстве случаев применяют дисковый. Именно он позволяет выполнить ровный срез, что есть требованием.
- Скребок. Маленькая рукоятка с лезвием. Кроме этого это возможно приспособление с несколькими модулями. Один из них помещается в трубу, второй, на котором находится режущая головка, подсоединяется и при вращении снимает верхний слой. Эта процедура нужна не чтобы создать шероховатую поверхность, а для снятия окисленной части патрубка.
- Рулетка либо линейка.
- Очиститель. Он нужен, дабы удалить грязь и жир. Необходимо применять специально разработанный для конкретного вида труб. Запрещено использовать простой спирт либо ацетон.
- Маркер. Употребляется водостойкий белого либо броского цвета, дабы наносить не только разметку, но и кое-какие данные на место спайки.
Особенности муфтового метода
У муфтовой сварки полиэтиленовых заготовок в сравнении со стыковым методом обработки имеет целый ряд достоинств, несмотря на то, что с чисто экономической точки зрения она менее выгодна.
Преимущества её проявляются в тех случаях, когда работать предстоит в очень стесненных условиях (в ограниченных пространствах).
Этот метод сварки труб ПНД чаще всего применяется при необходимости восстановительного ремонта или для обустройства разветвлений в действующих трубопроводах.
Электрическая муфта внешне выглядит как фасонное изделие из полиэтилена с размещёнными в её основании электрическими спиралями. Эти изделия выпускаются в расчёте на трубы ПНД разного диаметра и дополнительно калибруют посредством специального штрих-кода.
Код содержит в своём обозначении данные о допустимых температурных режимах, а также о предельной продолжительности нагрева труб при данном виде сварки.
В случае соединения прямолинейных участков ПНД труб применяются муфты обычной (продольной) формы. При работе со сложными конструктивными образованиями потребуются дополнительные элементы нагрева, такие как тройники, отводы седлообразной формы и некоторые другие полиэтиленовые переходники со встроенными в них спиралями.










Принцип работы таких соединителей при сварке труб ПНД своими руками проще всего представить таким образом. После включения муфты и подачи тока на спираль нагревателя температура прилежащего слоя повышается, вызывая его расплавление. Одновременно с этим нагреваются торцы полиэтиленовых изделий, находящиеся под муфтой.
Вследствие этого сплавляемая часть ПНД трубы расширяется и создаёт давление, достаточное для качественной сварки заготовок. После снятия напряжения питания зона сплавления остывает и по мере затвердевания на её месте образуется жёсткое шовное сочленение.
Технология сварки ПНД-муфт
Процесс сварки ПНД-муфт выглядит так.
- Концы труб обрезают.
- Верхние слои на месте стыков снимают скребком.
- Все поверхности обезжиривают.
- Диаметры труб уменьшают при помощи хомутов (это нужно для того, чтобы коммуникации свободно входили в муфту).
- Трубы вставляют в фитинг.
- При помощи сварки получают надежное соединение (аппарат подключается, считывает штрих-код муфты и устанавливает необходимые параметры автоматически).
- Коммуникации остывают (длительность варьируется в зависимости от диаметров труб).
- Проверка на герметичность. На стыки наносят пену, а внутрь вводят сжатый воздух. Если на пене нет пузырьков — все в порядке.
Аппарат для сварки. Порядок проведения сварочных работ
Установка электросварочный муфты требует специального оборудования – аппарата для сварки электросварных муфт пнд. Аппарат используется прямо на месте, где непосредственно ведутся работы. Он весит менее 20 кг, и не требует наличия высококвалифицированного специалиста для обслуживания. Сварочное оборудование посредством сканера или считывающего карандаша получает требуемую информацию для запуска программы работы. Контроль над процессом запрограммирован, вмешательство сварщика излишне. Работы ведутся в следующем порядке:
Монтируемая труба, не имеющая значительной кривизны, обрезается строго перпендикулярно ее оси. Торцы соединяемых труб очищаются с использованием скребка на всю длину соединения. После чего их тщательно обезжиривают, пропитав ветошь или салфетку в ацетоном или изопропиловым спиртом.
Детали, предназначенные для сваривания, тщательно фиксируются в позиционере
При этом обращается внимание на имеющиеся по центру внутренней части муфты технологические бортики, специально установленные для того, чтобы в них уперлись концы соединяемых свариванием труб. Недопустимо, чтобы зазор между соединяемыми трубами внутри муфты превысил толщину их стенки.
Клеммы сварочного аппарата (трансформатора-выпрямителя) подсоединяются к контактам муфты
По считывании информации с имеющегося на ней штрих-кода начинается автоматический процесс сварки.
По окончании сварочных работ, когда соединение остынет, проверяется его герметичность. Для этого на место стыка наносится мыльный раствор, а в трубопроводную систему подают сжатый воздух.
Достоинства и недостатки электросварных полиэтиленовых муфт
Муфты полиэтиленовые со встроенным электронагревательным устройством имеют такие эксплуатационные характеристики, которые можно отнести к их преимуществам. Преимущества электросварных муфт:
- простота монтажа конструкции трубопровода при помощи таких фитингов;
- высокая надежность в эксплуатации любых видов трубопроводов, выполненных с помощью таких соединений;
- быстрота сборки конструкций с применением таких элементов; Лёгкая сборка конструкции
- универсальные соединительные элементы по отношению к полиэтиленовым трубам любых параметров;
- удобство монтажа в труднодоступных местах, а также при ограниченном пространстве для сборки конструкции трубопровода;
- невысокая стоимость данных изделий позволяет их использовать широкому кругу потребителей;
- большой срок службы, около пятидесяти лет.
Электросварные полиэтиленовые муфты имеют также ряд недостатков, которые необходимо учитывать при выборе соединительных элементов и монтаже всей системы.
Недостатки электросварных муфт такие:
- невозможность использования таких соединений для проводки отопления и системы горячего водоснабжения, так как они рассчитаны на рабочую температуру до 40 градусов;
- такие материалы нельзя использовать, если в трубопроводе высокое давление рабочего потока;
- эти соединения боятся сильнокислой и щелочной среды, поэтому при использовании необходимо учитывать эти факторы.
Несмотря на небольшие недостатки данных деталей из полиэтилена, их использование с каждым годом только увеличивается
Здесь играет роль надежность и быстрота монтажа, что очень важно при использовании в устранении различных аварий
Способы сваривания
Сварка труб марки ПНД выполняется такими способами:
- фланцевый или раструбный;
- неразъёмный или сварной.
Выбирать надо, учитывая условия эксплуатации, например, когда строят магистраль высокого давления, то используют электромуфтовый вариант или встык.
Именно такой метод позволит получить в результате надежность соединения труб ПНД, а в трубопроводах, где жидкость протекает самотёком, применяются разъёмные соединения, так как их конструкция намного проще.
Соединение неразъемного типа
Вариант сварки встык применяется для монтажа труб с диаметром от 50 мм и более, качество выполнения работ гарантирует использование аналогичного типа аппарат.
Стыковой вариант сварки
Принцип прост — торцы трубы разогреваются до температуры плавления, а затем соединяются под давлением, пластик застывает и образует единое целое. Место стыковки имеет прочность не хуже, чем труба. Для выполнения такого метода трубы жестко закрепляются фиксаторами аппарата, затем торцы нагревают круглой пластиной. Когда пластик начинается плавиться, плиту убирают, а трубы с силой прижимаются торцами.
Процесс имеет такие особенности:
- Используют только для соединения труб или фитингов идентичных диаметров.
- Толщина стенок должна быть не менее 5 мм.
- Температура среды — от +15 C.
- Станок отличается низким потреблением электрической энергии.
Параметры сварки полиэтиленовых труб методом встык берут из специальных таблиц.
Важно! Аналогичную технику лучше брать в аренду у монтажной фирмы, так как в быту вы ее часто использовать не будете, поэтому приобретение в магазине —нерентабельно.
Электромуфтовый способ
 Применяется при прокладке магистралей с внутренним давлением до 16 атмосфер, на практике обходится дороже из-за использования муфт для каждого стыка. Методика простая:
Применяется при прокладке магистралей с внутренним давлением до 16 атмосфер, на практике обходится дороже из-за использования муфт для каждого стыка. Методика простая:
- Торцы труб предварительно зачищаются.
- В муфту вставляются трубы, жестко закрепляемые струбцинами.
- К специальным отверстиям подключается напряжение. Внутри изделия происходит расплавление материала, после остывания получается монолитная конструкция.
До окончания процесса все составляющие должны оставаться неподвижными, как в период нагревания, так и при остывании.
Такая методика применяется, если нужно сделать врезку в действующую магистраль, при сварке большого количества стыков рентабельнее применение стыковой методики.
Разъемные методы
Аналогичная стыковка труб ПВХ и ПНД не столь надежна, чем сварная, но этот способ имеет свои преимущества. Среди них:
- для осуществления стыковки магистрали нет нужды приобретать дорогостоящее оборудование;
- соединение производится в любом месте, где сварочное оборудование использовать нельзя, например, под водой;
- такая методика позволяет быстро соединить трубы.
Кроме перечисленных достоинств, немаловажен тот факт, что работать может не квалифицированный исполнитель.
Фитинги из ПНД
Установка происходит таким способом:
- Конструкция разбирается, открутив накидную гайку.
- Торцы зачищаются, снимается фаска специальным изделием.
- На трубе делается отметка, указывающая глубину ее вхождения в фитинг.
- Дли облегчения скольжения, законцовки труб смазывают раствором мыла.
- После введения трубы гайка затягивается, но при этом надо быть осторожным, чтобы не переусердствовать.
Соединение производится самостоятельно, без помощи специалистов-сантехников.
Установка фланца

Такой метод выбирается, когда ПНД труба присоединяется к стальному аналогу, а также при врезке для установки вентилей, задвижек или регуляторов. Все работы выполняются с такой последовательностью:
- на законцовке трубы нарезается резьба;
- затем накручивается переходник;
- надевается отвод трубы;
- место стыковки прогревается муфтой или при помощи строительного фена;
- выдерживается вся конструкция до остывания.
Перед одеванием фланца убедитесь, что внутри нет заусенцев и острых кромок, которые могут повредить торец ПНД трубы при контакте.
Как происходит монтаж с применением электросварных деталей
Монтажные работы производятся путем подачи электрического тока на нагревательную часть, которая есть в муфтах со встроенными деталями нагрева. Последующее повышение температуры, дает внутренним стенкам изделия и части трубопровода спаяться, вследствие чего, образуется граница, обладающая полной герметизацией и высококачественной спайкой материала.
Сам монтаж с использованием фитингов, включает следующие пункты:
- с самого начала, трубу, которую необходимо присоединить к общей конструкции, срезают четко под прямым углом. Категорически нельзя оставлять какие-либо неровности и шершавости. После ровного среза, изделие чистят от налипшей грязи;
- далее, место среза, тщательно зачищается специальным техническим инструментом. При этом соблюдают диаметр для входа в электросварной фитинг.После, все соединительные детали должны быть обезжирены, для чего применяют кусок чистой ткани с нанесенным на нее ацетоном либо другим растворителем;
- стороны, предназначенные для сварки, аккуратно фиксируют в креплениях. В некоторые модификациях фитингов уже присутствуют эти крепления, в которые потом вставляются торцы полиэтиленовых труб. Нельзя забывать, что расстояние между свариваемыми трубами, расположенными в середине муфты никак не должно превышать толщину стен полиэтиленовой трубы;
- сварочные работы выполняются паяльным аппаратом, для последовательной смычки труб. Сварка проходит автоматически, умный аппарат самостоятельно может задавать температуру соответствующую данному типу сварки вдобавок, выставлять процент напряжения и временной лимит сварки. В процессе, клеммы сварки соединяют с контактами электросварного участка, при этом идет автоматическая передача всей информации со штрихкода. Этот код имеют все электросварные муфты;
- как только сварочные работы закончены, сразу проверяют стыки. Они обязаны быть полностью герметичными. Для проверки, стыки намыливают и после этого подают по трубе сжатый воздух.

муфта электросварная sdr17
В каких областях нашли применение электросварные муфты
Из-за того, что монтаж таких соединений проводится достаточно быстро, они просто незаменимы при аварийных и экстренных работах. В случае невозможности использования других элементов при стыковой сварке на строительстве трубопровода повышенной сложности, применяют муфты. А встроенная спираль в электросварных муфтах дает возможность проводить монтаж в тяжелых условиях, к примеру — траншеях.
Рекомендуем: Клеевые трубы ПВХ

Муфта электросварная ПЭ100 SDR17 Рабочее давление: 6 bar Газ — 10 bar Вода SDR 17 Тип полиэтилена: PE100
Стыковая сварка
Такой вид соединения применяется для труб, диаметр которых не менее 50 мм, а толщина стенок превышает 4,5 мм.

При правильно проведенной стыковой сварке в месте соединяемых торцов появляется «валик» из расплавленного пластика
Данный способ предполагает выполнение такой последовательности действий:
- начальный этап – проверка геометрии труб. Для обеспечения плотности прилегания торцов, кромки необходимо подровнять и зачистить;
- затем осуществляется крепление свариваемых концов ПНД труб с соблюдением соосности.
- после этого между торцами изделий заводится нагревательный элемент. При подаче напряжения он нагревается, что вызывает оплавление кромок труб;
- потом нагревательный элемент удаляется, а торцы прижимаются с применением усилия друг к другу, и под давлением выдерживаются до полного остывания. Выдавленный слой расплавленного полиэтилена, затвердевая, образует сварной шов.
Ниже приведена таблица времени, необходимого для стыковой сварки.
Таблица 1
| Диаметр трубы наружный, мм | Время нагревания, секунды | Время соединения, секунды | Время охлаждения, минуты |
| 75,0 | 30 | 10 | 8 |
| 63,0 | 24 | 8 | 6 |
| 50,0 | 18 | 6 | 4 |
| 40,0 | 12 | ||
| 32,0 | 8 | ||
| 25,0 | 7 | 4 | 2 |
| 20,0 | 7 | ||
| 16,0 | 5 |
Без наличия определённой квалификации успешно выполнить все эти операции стыковой сварки не удастся, так как делать их необходимо быстро и аккуратно с обязательным соблюдением всех технологических требований.
Что представляет собой муфта для ПНД?
По своим основным задачам такие муфты схожи с традиционными трубопроводными фитингами. Их конструкция выполняется по тем же принципам, но с некоторыми отличиями. В первую очередь муфта электросварная, фото которой представлено выше, изготавливается на основе электронагревательного материала с сопутствующими элементами, обеспечивающими высокую электротехническую сопротивляемость. Как и основные трубопроводные коммуникации, так и вводимая в их инфраструктуру муфта изготавливаются из пропилена низкого давления. Что это дает на практике применения? На трубопроводный контур с муфтой можно подавать электроток, благодаря которому линия будет нагреваться. То есть электрическая энергия в самом материале ПНД преобразуется в тепловую. В таких условиях реализуется сварка, формирующая монолитное соединение. Специально для осуществления электромонтажных операций на поверхности муфты предусмотрены две клеммы, к которым и подключаются электроды.