

Виды станков
Согласно требованиям эксплуатации, различают неподвижные (стационарные) и ручные станки. Стационарные конструкции применяются в большей степени на заводах. Сделанный собственными руками ручной прибор более подойдет для выполнения работ в бытовых условиях.
В зависимости от привода существует несколько разновидностей трубогибочных устройств:
- Гидравлические (применяется гидродомкрат). Бывают стационарными и ручными. Сгибают трубы диаметром до 3 дюймов. Такие станки применяются в специальных производствах и могут осуществлять внушительный объем работ.
- Механические. Давление образовывается ручным способом при помощи основного винта либо рычага.
- Электрические. Сгибание происходит за счет электродвигателя), подходит для изгиба любых труб – как с тонкими, так и с толстыми стенками. Благодаря электронике производятся точные расчеты угла сгиба. Такие трубы не имеют деформаций.
- Электрогидравлические. Гидроцилиндр работает с помощью электродвигателя.
Изогнуть трубу возможно разными способами.
В связи с этим трубогибы по способу изгиба разделяют на:
- Сегментные. Снабжаются особым устройством, которое одновременно тянет и сгибает заготовку под нужным углом вокруг сегмента.
- Станок арбалетного вида. Оборудуется особым механизмом, состоящий из изгибающего компонента.
- Пружинные устройства. Снабжаются пружинами. На таких станках возможно обрабатывать металлопластиковые детали.
- Дерновый. Состоит из направляющей, которую располагают внутри трубы перед началом выполняемых работ. Такой элемент с дорном предохраняет деталь от деформации и сплющивания. Данный станок применяется при изготовлении автомобильных труб и для изгиба алюминиевых труб.
- Безворсовый. Гибка совершается за счет наматывания детали на гибочный ролик.
От длины заготовки, которую необходимо согнуть, используют устройства двух видов:
- рычажные станки;
- прокатные устройства.
Наиболее распространенными в использовании считаются устройства рычажного вида. Также имеются в промышленном производстве дерновые и арбалетные трубогибы. Принцип работы таких станков заключается в двух направляющих роликах и нажимного шаблона (дорна). Подобный механизм дает возможность осуществлять холодную обработку круглых металлических труб на малых участках. Благодаря своим малогабаритным размерам арбалетный трубогиб считается более распространенным прибором у профессиональных монтажников технических коммуникаций. Устройство получило свое название за счет того, что конструкция похожа на арбалет.
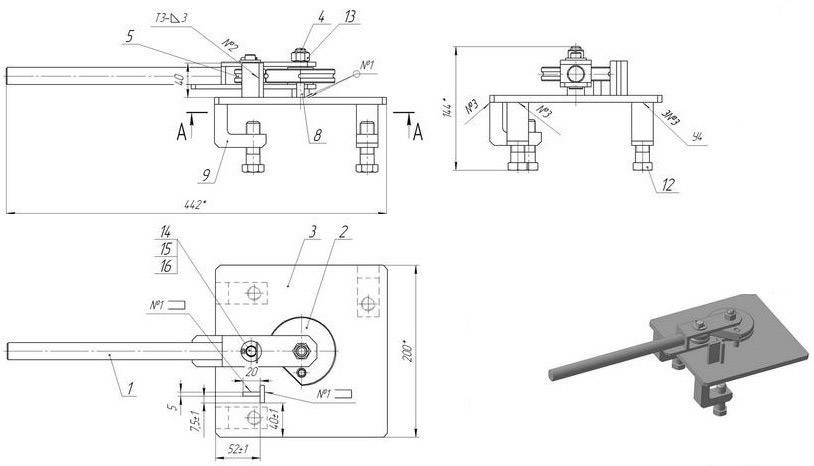
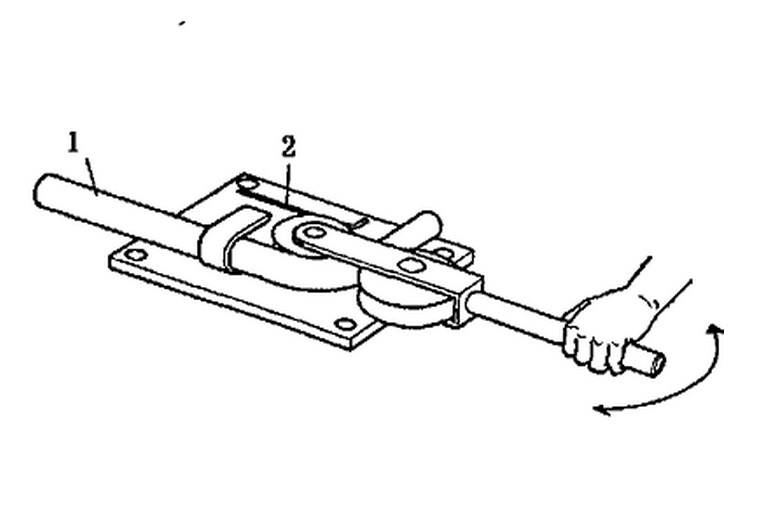
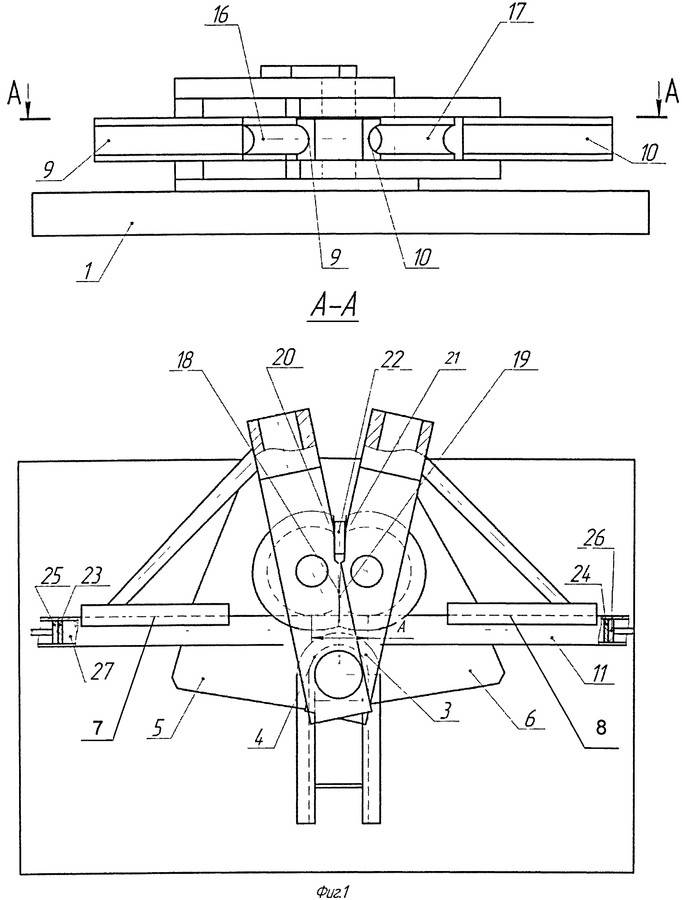
Для производства значительного количества монотипных деталей малого радиуса изгиба возможно применить трубогиб-улитку. Данный аппарат состоит из двух шкивов (колес) различного диаметра, зафиксированных на валах. Закрепив один конец трубы на колесе, роликом наименьшего диаметра (основным колесом) оказывают давление на заготовку, в то же время прокатывая ролик по обрабатываемому участку детали. Из-за чего труба сгибается вдоль поверхности большого шкива, приобретая его форму. Единственным минусом данного метода считается невыполнимость извлечения закруглений большего радиуса.
Практичными и универсальными в работе считаются прокатные (гибочные) станки, изготовленные своими руками, в которых возможна регулировка угла деформации металлической трубы. Самая простая система прокатного аппарата состоит из основания и зафиксированного на нем приводного вала, находящихся на определенной дистанции друг от друга. Давление на трубу оказывает подвижный ролик, а ее протягивание исполняется за счет вращения основных валов. При создании изгибов малого радиуса понадобится совершить 50-100 прогонов. Чтобы не возникало деформации, следует прокатывать изделие с одной и той же скоростью. Собрать прокатный механизм самостоятельно в бытовых условиях будет сложно, так как потребуются токарные и сварочные работы.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
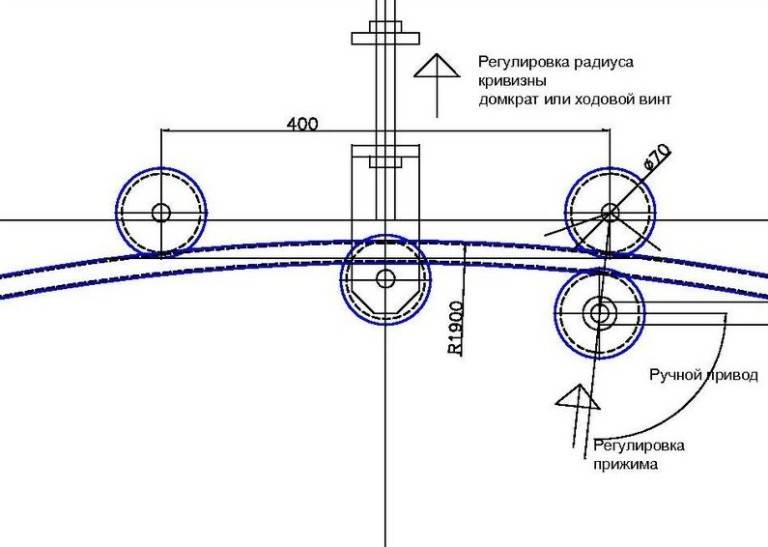
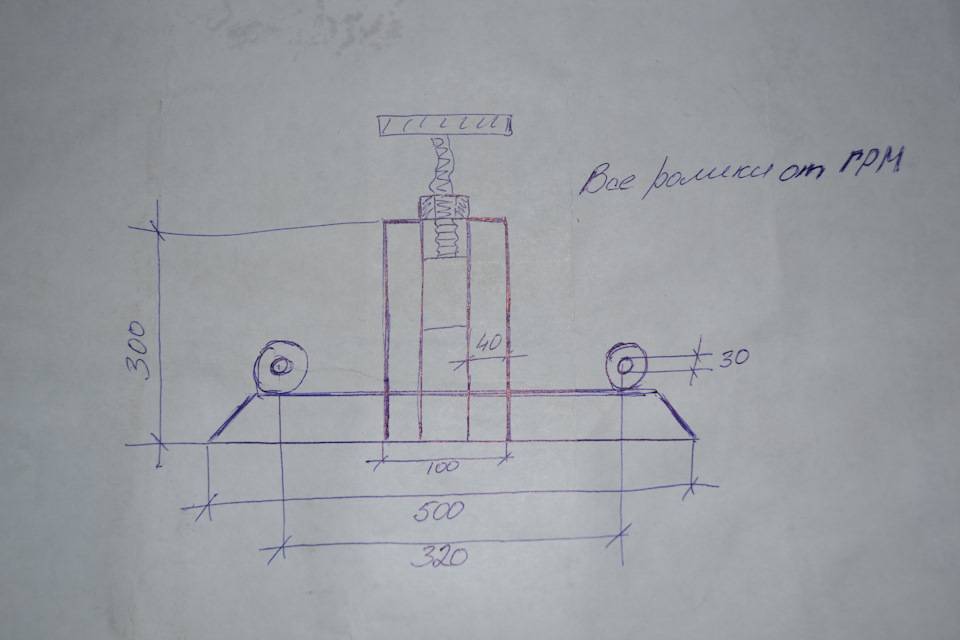
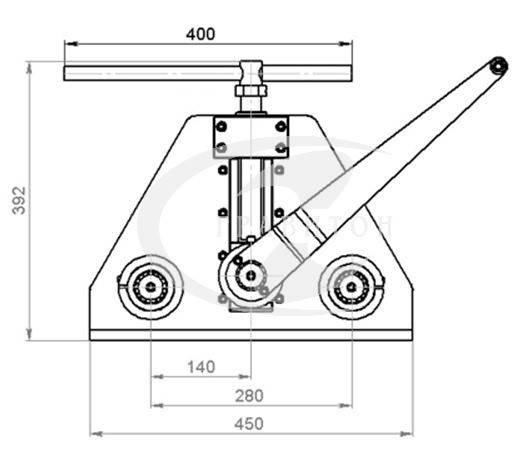
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
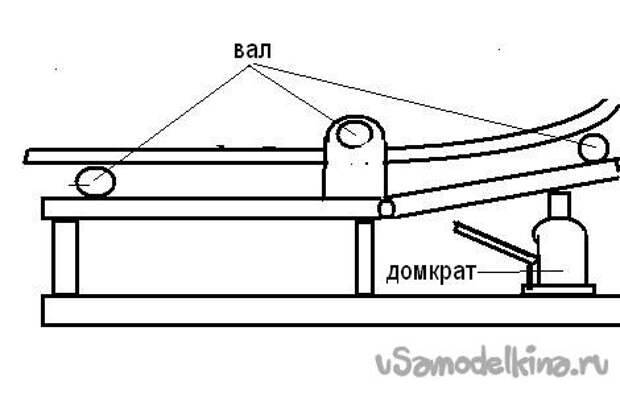
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.

Видео: процесс работы по изгибанию трубы
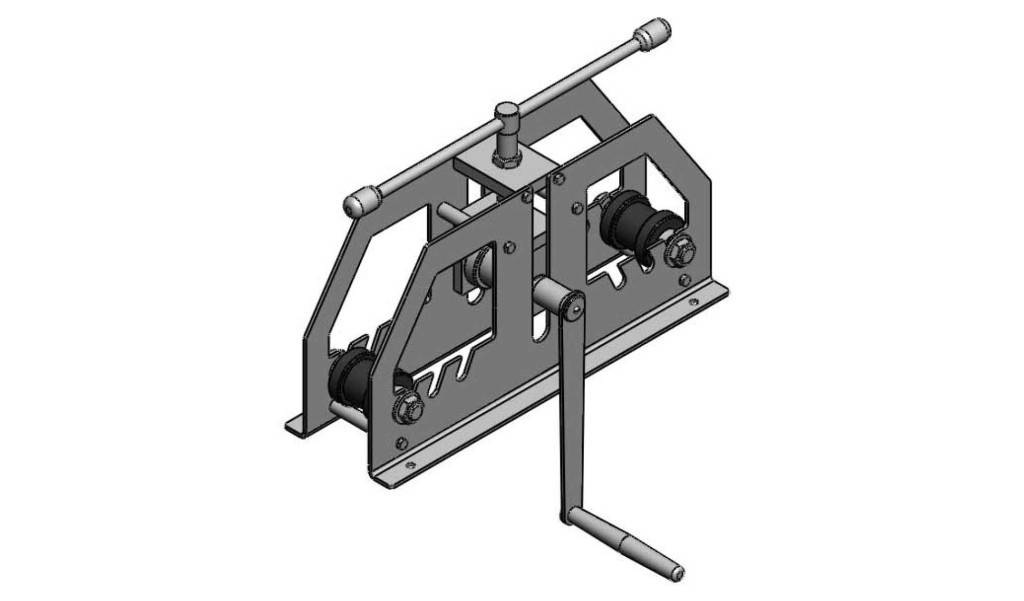
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
 После изготовления трубогиба, необходимо провести его испытание
После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
 Для тонкостенных труб можно изготовить деревянный трубогиб
Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
 Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Виды трубогибов для профильных труб
Основным фактором, по которому классифицируются трубогибы, является привод устройства, в зависимости от чего выделяют три категории устройств:
- Гидравлические.
- Электрические.
- Ручные.
Между этими устройствами есть немало различий – разная комплектация, принцип работы и стоимость оборудования. Стоит рассмотреть их детальнее, чтобы разобраться в этих отличиях.
Приспособления с электрическим приводом относятся к категории самых дорогих, но высокая стоимость вполне оправдана (подробнее: “Преимущества и недостатки электрических трубогибов, правила использования”). Технические характеристики таких устройств, среди которых большая мощность, точная настройка угла изгиба трубы и удобное управление, находятся на самом высоком уровне. Как правило, таким инструментом пользуются профессиональные монтажники.

У гидравлических приспособлений есть немало достоинств:
- Высокий темп работы. Благодаря высокой и стабильной мощности гидравлический трубогиб способен обрабатывать трубы гораздо быстрее устройств с ручным приводом.
- Высокая точность обработки. В отличие от ручных приспособлений, гидравлические устройства позволяют изгибать трубу с точностью до 1 градуса.
- Простота эксплуатации и обслуживания. Рассматриваемый вид устройств очень удобен в использовании и не требует особого обслуживания. Даже в случае выхода приспособления из строя можно самостоятельно провести его ремонт. Кроме того, для работы не придется прикладывать массу усилий, которые просто необходимы при обработке ручными трубогибами.
- Небольшой вес и компактность. При необходимости любой гидравлический трубогиб можно перенести с места на место без особых затруднений.
- Универсальность. В отличие от ручных устройств, имеющих ряд неприятных ограничений, гидравлические трубогибы позволяют работать даже со стальными изделиями среднего диаметра.
Помимо уже описанных выше видов трубогибов, существуют еще и ручные приспособления, которые отличаются самой низкой стоимостью и простотой конструкции. Трубогиб для профильной трубы с ручным приводом достаточно мобилен и прост в эксплуатации. Также стоит отметить, что при желании сделать трубогиб своими руками большинство пользователей останавливаются именно на этом варианте.

Впрочем, за небольшую стоимость приходится платить другими качествами. Во-первых, ручные приспособления плохо подходят для больших объемов работ из-за сложностей с длительным использованием устройства. Во-вторых, принцип действия таких устройств прост, но работать с ними тяжело – приходится прикладывать слишком много усилий для качественного изгиба трубы. В-третьих, ручные трубогибы подходят только для обработки пластиковых и алюминиевых труб. При большом желании можно обработать также стальные изделия, но только если их диаметр невелик.
Кроме классификации по типу привода, трубогибы делятся по способу изгибания трубы, в зависимости от чего выделяют три вида устройств:
- Арбалетные, в которых изгиб трубы осуществляется за счет специальной формы;
- Пружинные ручные, осуществляющие изгибание трубы за счет усилия, выданного пружинами;
- Сегментные, имеющие конструкцию из плотного материала с установленными дорнами, вокруг которой и происходит загиб трубы.
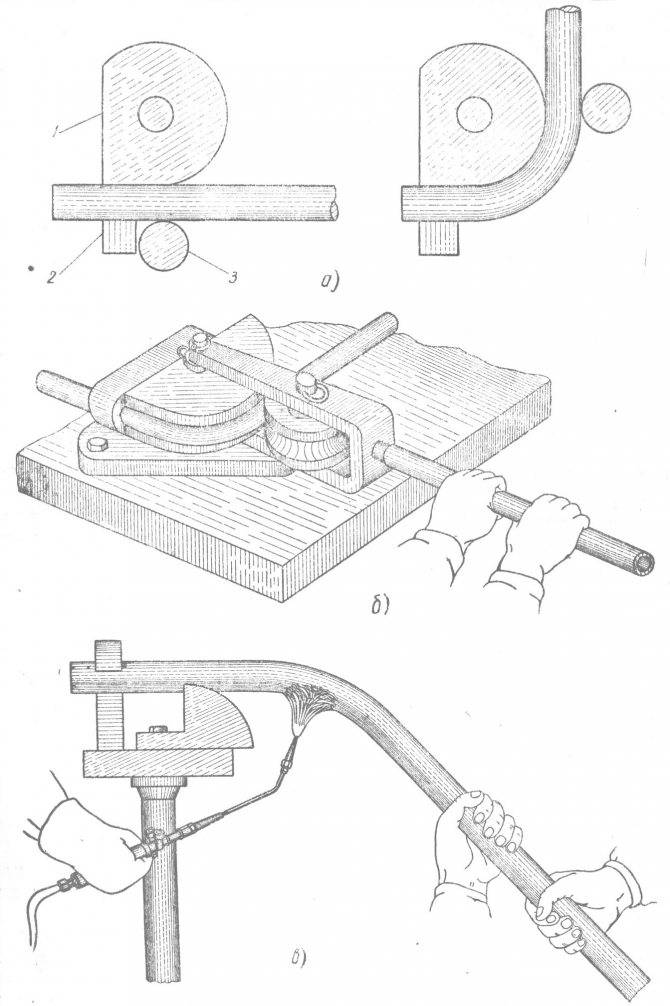
Сгибание трубных изделий посредством прижимных роликов
Механизм, работа которого основана на вращении прижимного ролика, является более сложной. Для его изготовления могут использоваться деревянные и металлические элементы.
Медные трубы, а также изделия из других мягких материалов, можно сгибать на деревянном ролике, который не деформирует металл (прочитайте: “Разновидности трубогибов для медной трубы – обзор инструментов и оборудования”). С помощью специальных чертежей несложно самостоятельно изготовить такие элементы из толстых досок или фанеры, сложенной в несколько слоев.
Основой самодельного трубогиба являются подвижный и неподвижный ролик, это дает возможность сгибать трубные изделия круглого сечения и большого диаметра.
В зависимости от предполагаемых нагрузок на трубогиб может быть выполнен из металла или многослойной фанеры, а держатель для центрального и прижимного ролика нужно сделать металлическим.
Главный ролик крепко фиксируется на основании, а П-образный держатель вращается вокруг его оси. Также на держателе имеется рукоятка, выполняющая роль рычага. Следовательно, ее длина будет оказывать влияние на прилагаемое усилие. С помощью конструкции, оснащенной рычагом, можно выполнять сгибы на различные радиусы.
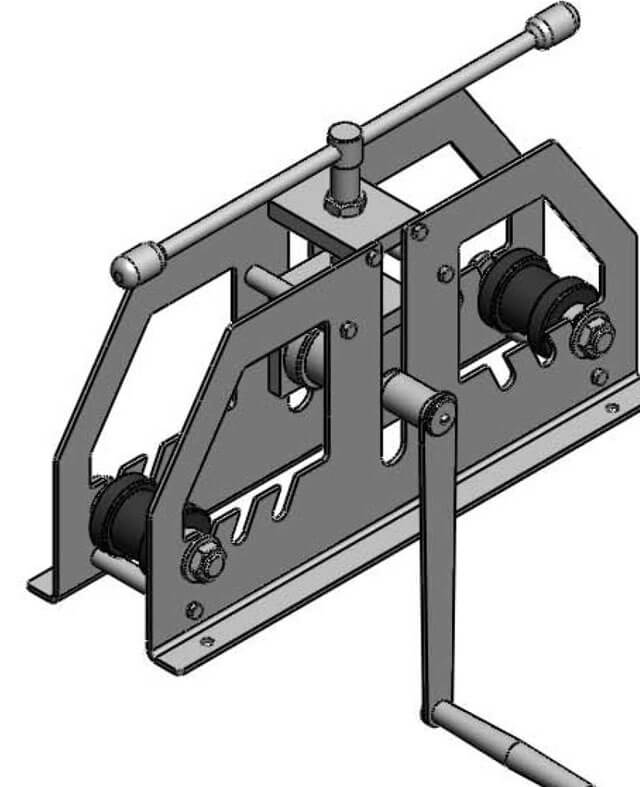
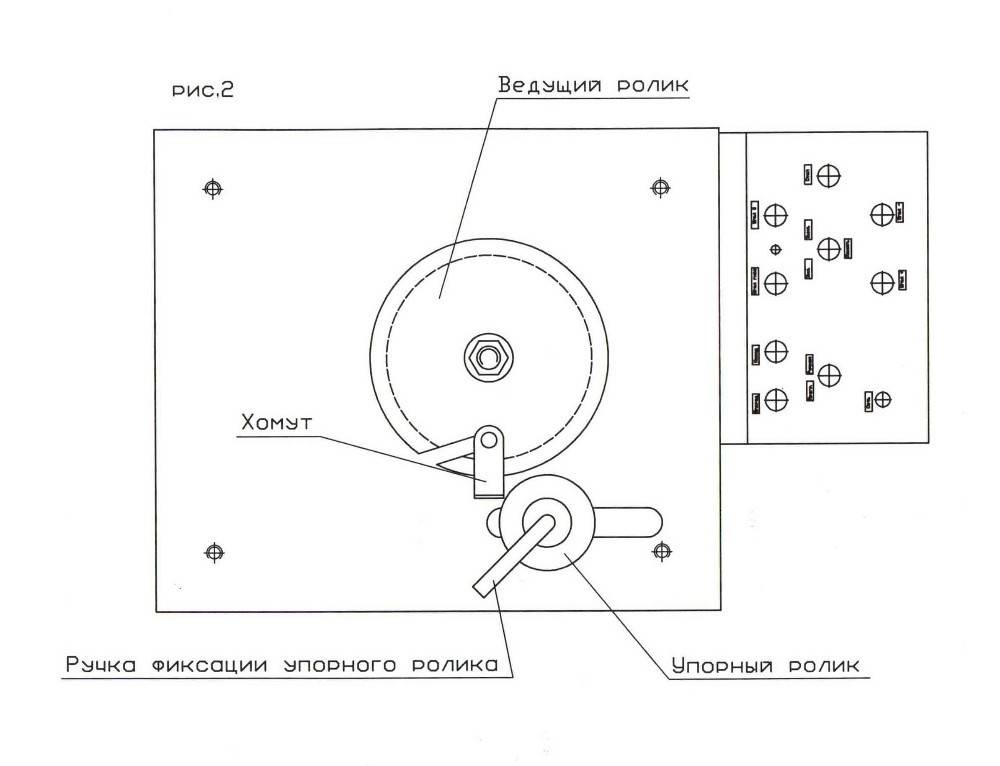
Кроме этого можно самостоятельно изготовить трубогиб намоточный, но стоит учесть, что такое устройство не упирается на станину. Оно состоит из двух шкивов, рамки с рычагом и прижимным роликом и устойчивой основы. Суть работы такого устройства предполагает выполнение следующих действий: труба помещается углубление неподвижного шкива и зажимается хомутом. Затем ее посредством рычага и подвижного ролика оборачивают вокруг шаблона.
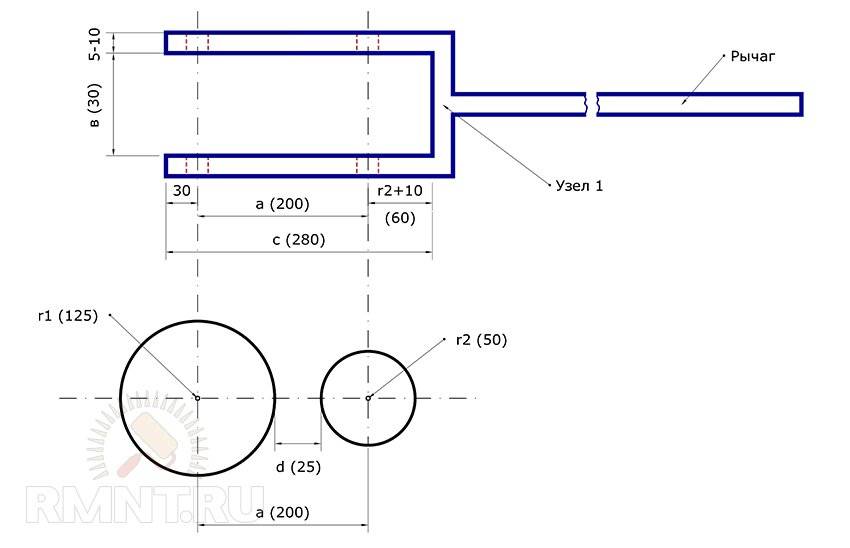
Для труб небольшого размера, а также изделий из мягкого материала, например, алюминия или меди, можно использовать трубогиб самостоятельного изготовления, с помощью которого можно сгибать трубы на два разных радиуса. Сгибание изделий происходит посредством прижимного ролика и шаблона, выполненного в двух радиусах. Каждый вариант изгиба предполагает переустановку ручки, для чего на основании имеются отверстия.
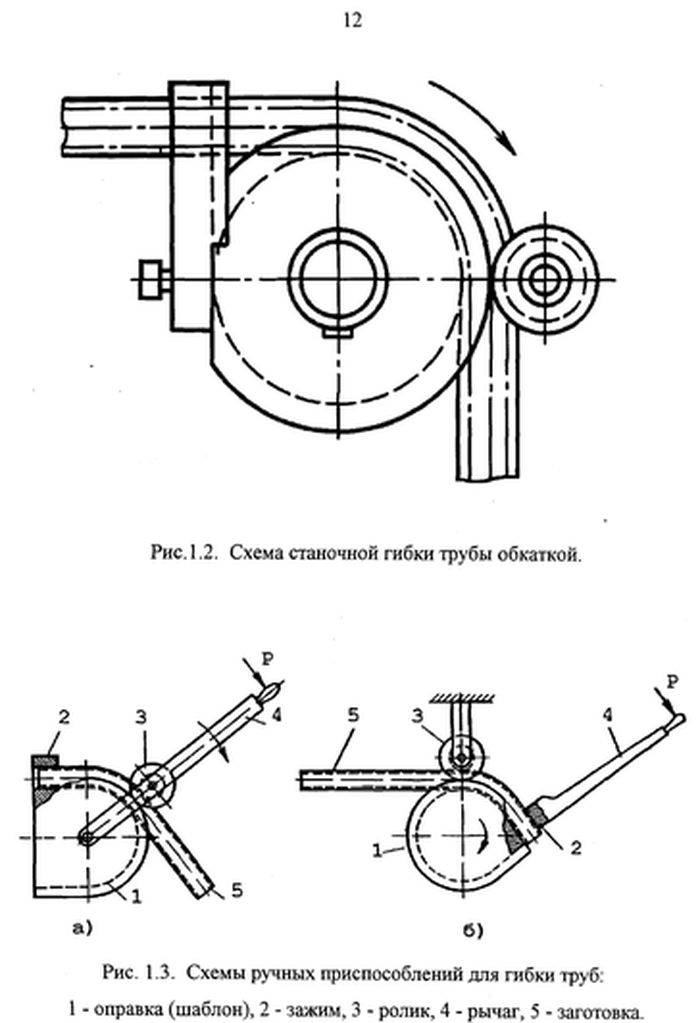
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
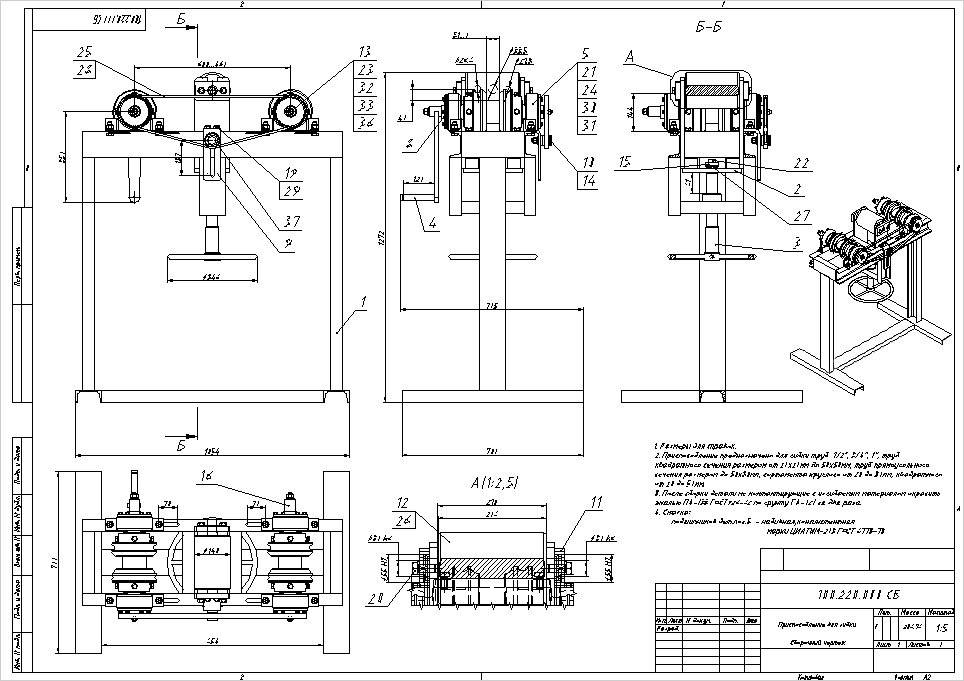
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Разновидности устройств
С целью классификации изделий на различные категории применяют несколько признаков:
- Тип привода – ручной, автомат, гидравлика.
- Метод установки – портативный или стационарный.
- Принцип действия.
По принципу работы все трубогибы можно разделить на несколько типов:
- Наматывание. Упор расположен в начале места изгиба. Специальными зажимами трубу прижимают к подвижному ролику-шаблону. Этот ролик начинает вращаться, пропуская трубу между собой и упором. Так производится изгиб.
- Обкатка. При таком методе труба фиксируется возле неподвижного шаблона. Прижимной ролик начинает вращаться вокруг нее и постепенно сгибает трубу по размеру шаблона.
- Штоковый или арбалетный метод. Между двух неподвижных роликов фиксируют трубу. Давление на нее производится по центру с помощью шаблона, расположенного на штоке. Он постепенно опускается, сгибая трубу по центру между опорными стойками.
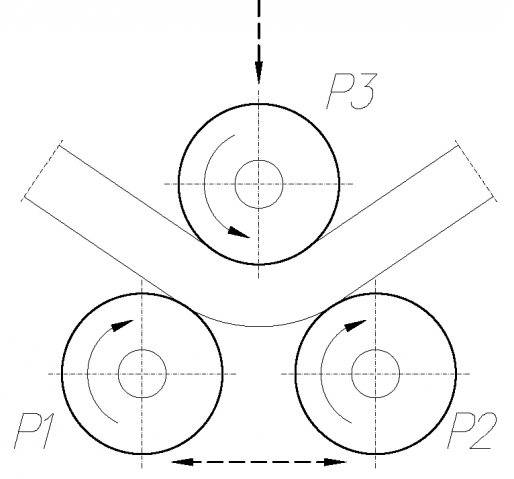
- Вальцовка (прокатка). В данном случае вальцовка труб предполагает, что для изгиба задействуются два вращающихся опорных ролика, размещенные по одной линии, и один центральный шаблон. От того, в каком соотношении расположены эти элементы, будет зависеть радиус изгиба. Как правило, давление на трубу оказывается центральным роликом.
Стоит отметить, что в трех первых способах работы есть один общий недостаток – в них радиус гиба трубы напрямую зависит от шаблона.
А вот метод вальцовки используется для формования конфигурации труб чаще всего. Более того, им пользуются на промышленных предприятиях для производства отводов.
Изготовление ручного самодельного трубогиба для профильной трубы своими руками: видео и подробные инструкции
Здесь рассказано о том, как быстро создать трубогиб своими руками для профильной трубы (видео).
Watch this video on YouTube
Мастер использовал подручные материалы, швеллер, часть привода от старого велосипеда. Но ему пришлось самому создать сварные соединения, чтобы обеспечить целостность тяжелой конструкции.
Чтобы выяснить, как сделать трубогиб для профильной трубы своими руками, чертежи и видео дополняют описаниями рабочих операций. Ниже приведены алгоритмы нескольких технологий сборки.
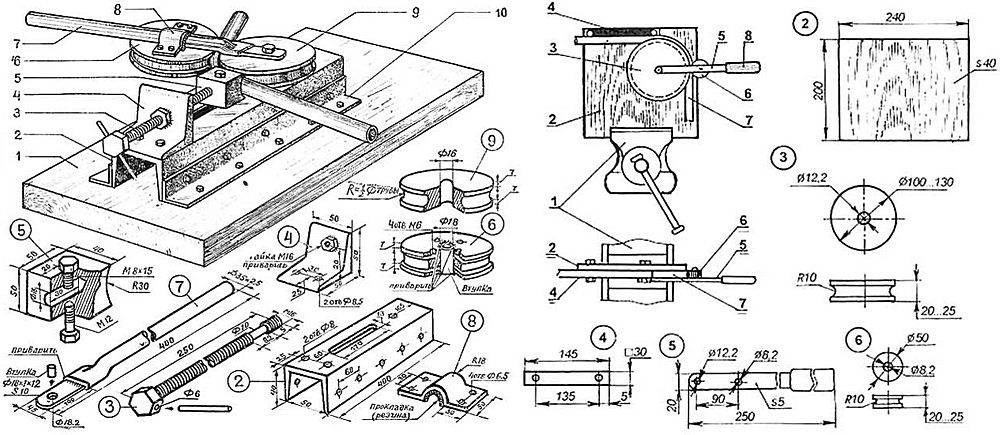
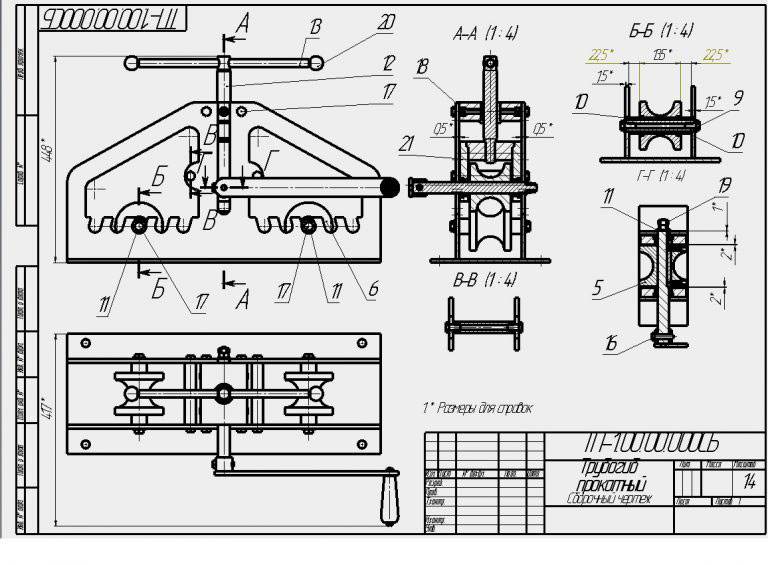
Прокатный трубогиб
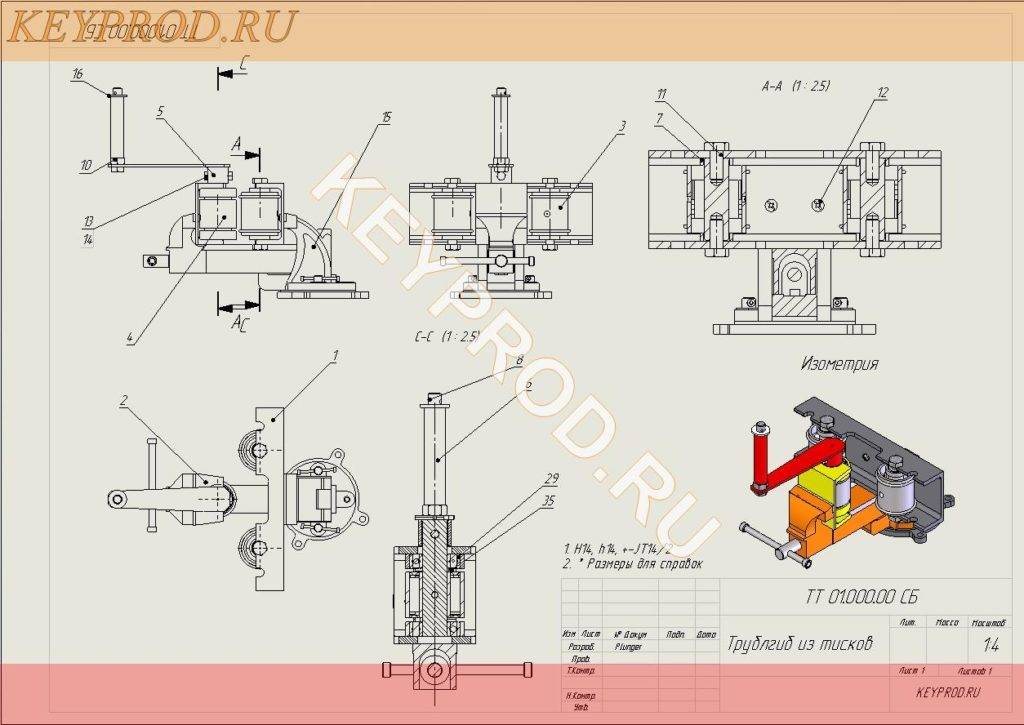
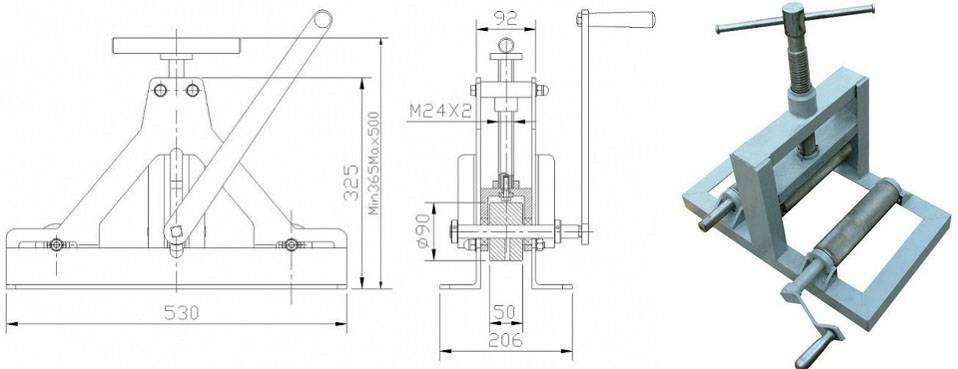
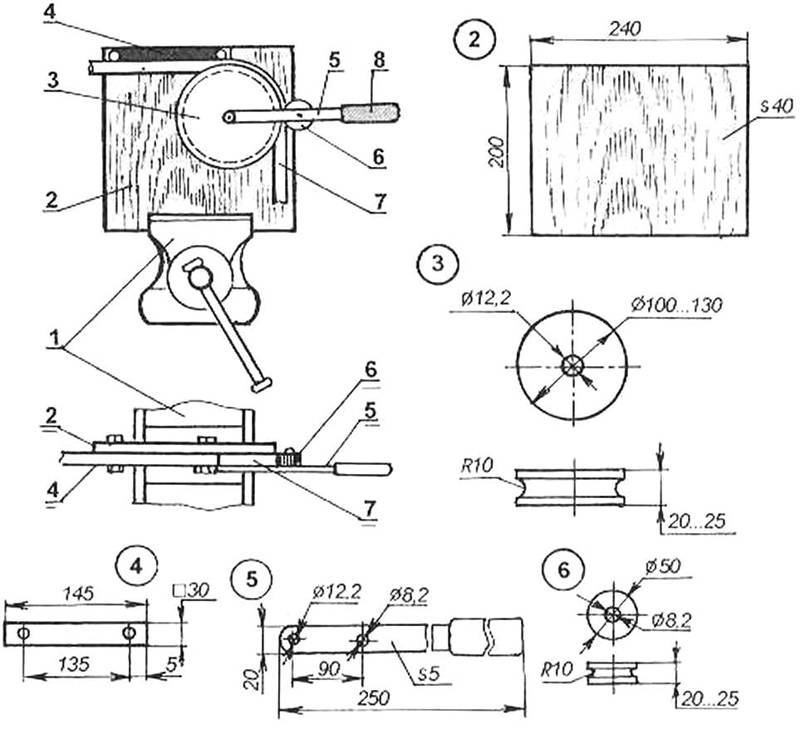
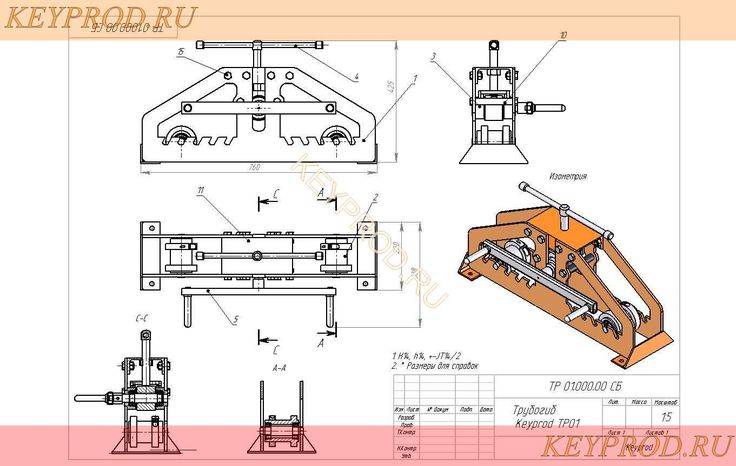
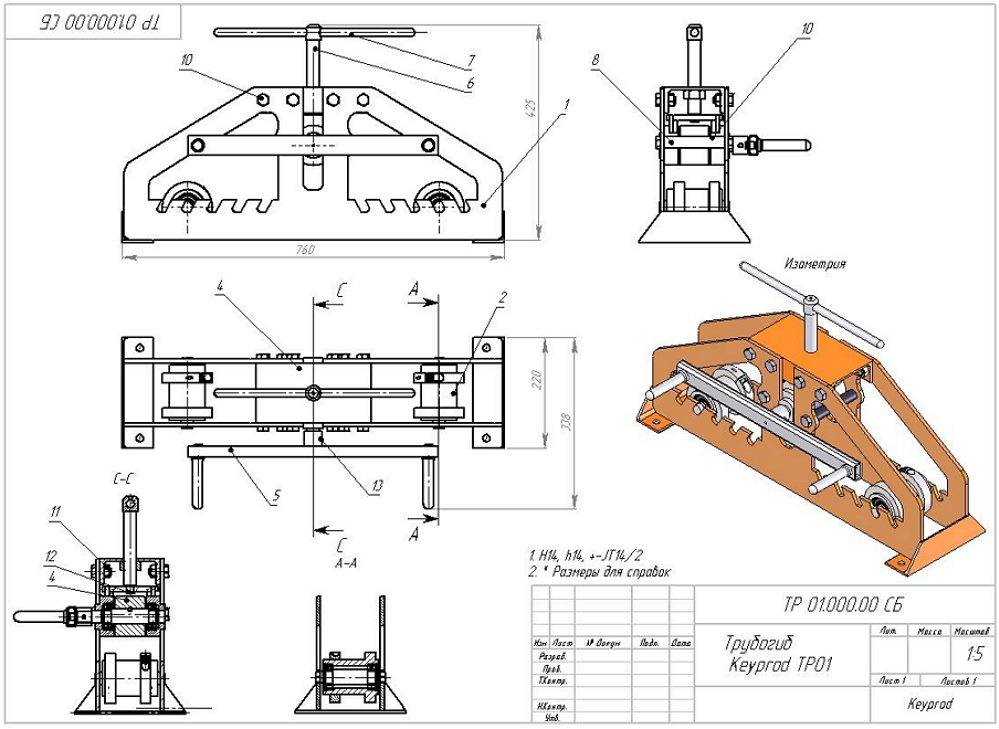
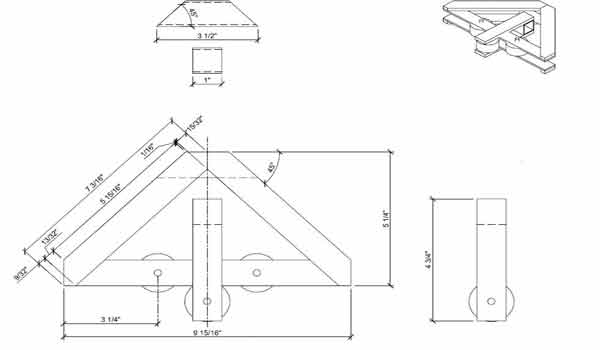
| Рисунок | Действия |
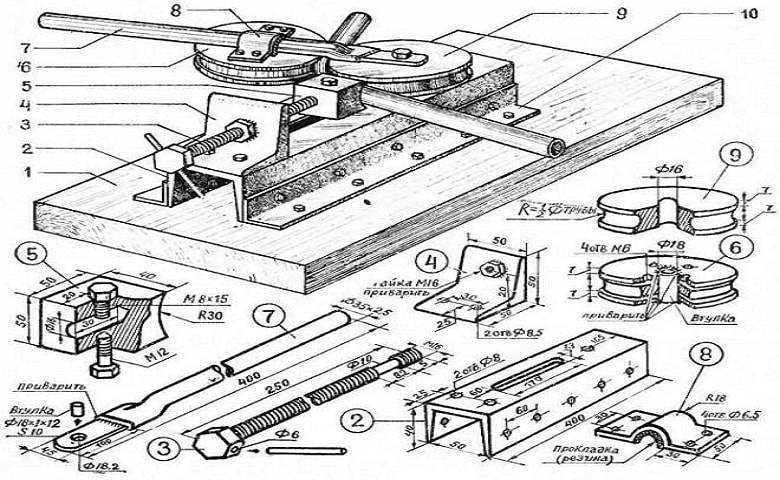
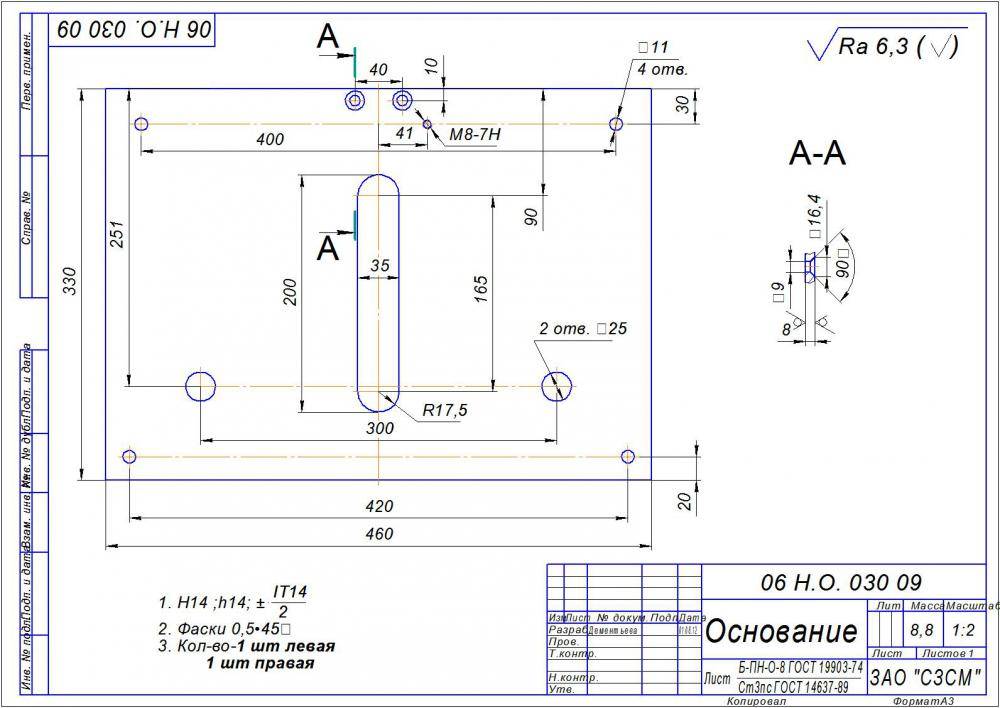
| Для создания качественного станка можно использовать этот чертеж для образца. Здесь заготовка устанавливается между тремя роликами. Крайние (2) – выполняют опорные функции. Чтобы их устанавливать на разных расстояниях (для получения нужных углов изгиба) в опорных планках (1) сделаны пазы. Необходимое давление создают с помощью винтового механизма (6, 7). Усилие передается через центральный ролик (4), который вращается рукояткой (5). | |
| Отверстия в нижних частях создают по этим размерам. Для заготовки выбран швеллер с толщиной стенок 4 мм. | |
| Верхнюю часть создают с вырезами. Их надо сделать ровными, чтобы не создавать препятствий перемещению опорных винтов. | |
| В соответствии с этим рисунком нарезают резьбу. | |
| Для ручки можно подобрать готовое изделие, либо использовать такие размеры. | |
| После сборки получится такое симпатичное и функциональное изделие. В нем нет сварных соединений. Но комплектующие детали сложно сделать самостоятельно без профессиональных навыков, специализированных станков. |
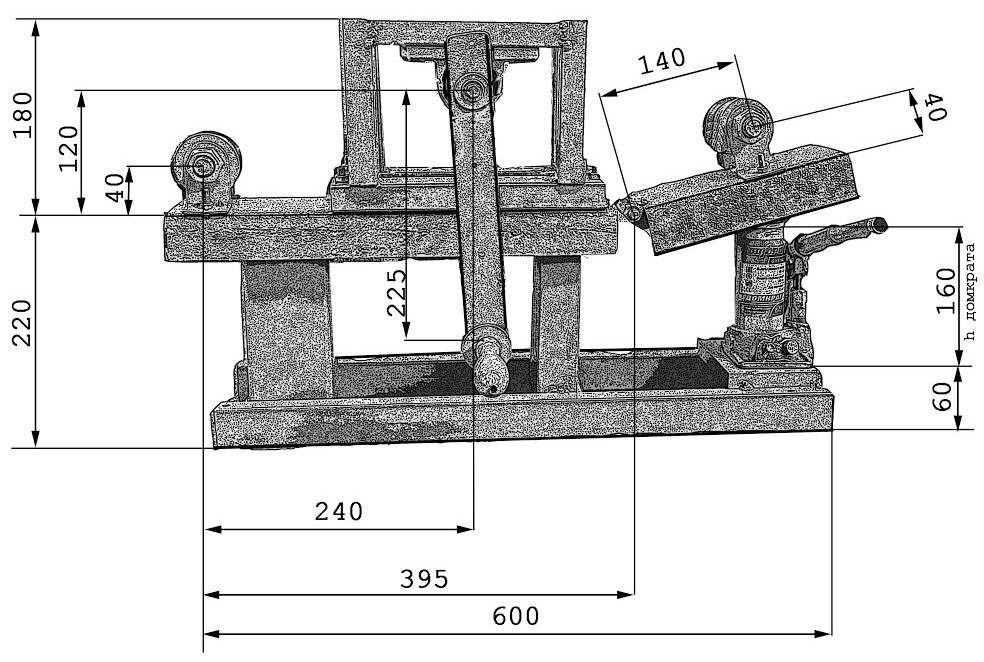
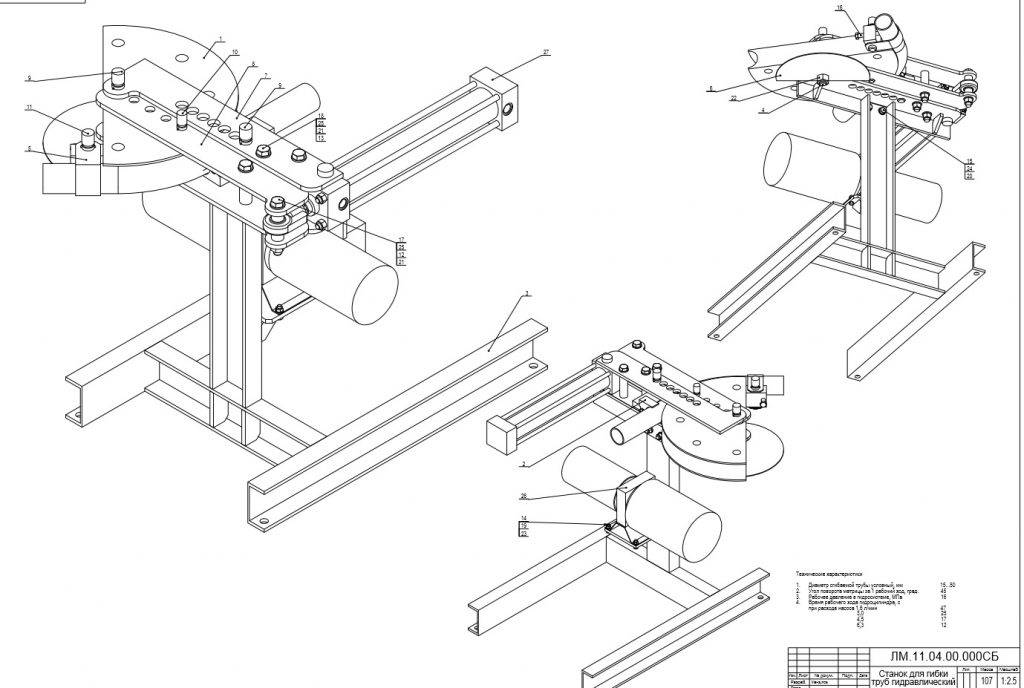
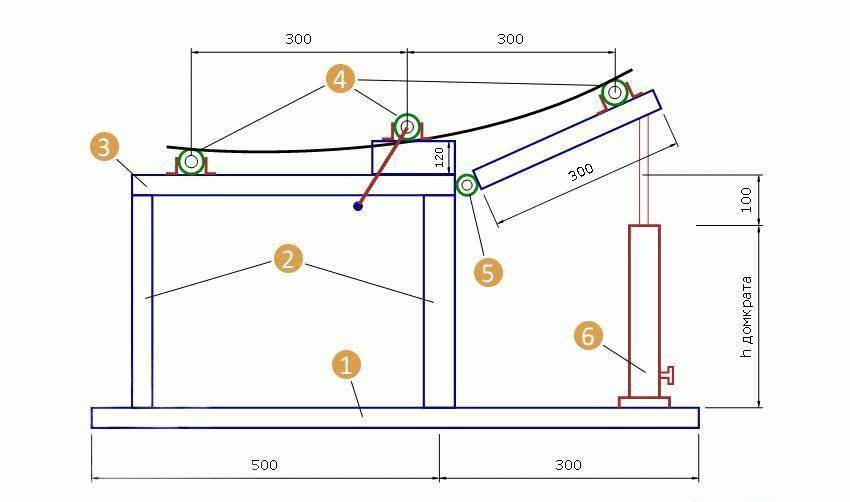
Гидравлический трубогиб
Винтовой механизм выполняет свои функции слишком медленно.
Для ускорения процесса подойдет гидравлический привод
В этой конструкции использован стандартный домкрат. Он закреплен жестко на планке, которая подвешена на двух пружинах. Такое решение упрощает манипуляции с тяжелым домкратом при установке заготовок, прижимных сегментов.
Труба опирается на два круглых штифта. Их можно переставлять в другие отверстия для создания изделий с нужным радиусом кривизны. Детали прочной рамы из стали (4-5 мм) скреплены болтовыми и сварными соединениями. Конструкция получилась разборной. При необходимости ее не сложно демонтировать. Домкрат можно использовать для выполнения других операций.
В основании рамы созданы отверстия. Через них станок можно прочно прикрепить к деревянному полу гвоздями, саморезами. Это придает дополнительную устойчивость стационарной конструкции. Ее металлические части обезжирены, покрыты грунтовкой и краской. Помимо хорошего внешнего вида обеспечена хорошая защита от разрушительных процессов коррозии.
Статья по теме:
Процесс изготовления
Прежде, чем начать изготовление станка для гибки круглой трубы, нужно запастись всем необходимым:
- гидравлическим домкратом от машины или трактора (можно использовать и более мощные, если есть такая возможность);
- башмаком (пуансоном);
- швеллером (около 3-ех метров);
- 3-мя роликами с осями;
- металлическими пластинами.
При изготовлении ручного трубогиба следует придерживаться простого алгоритма:
- Рулеткой замерять необходимую длину швеллера для основания и болгаркой отпилить 2 равных куска, благодаря которым основание будущего гидравлического трубогиба, а вместе с ним и каркас (1), будет более устойчивым.
- Разместить отрезанные куски швеллера плотно друг к другу, сварить снизу и сверху вдоль линии стыка. Такая платформа будет основой станка для гибки труб.
- Приварить с обеих сторон основания боковые швеллеры под углом 110⁰.
- К верхней части боковых швеллеров приварить более длинные куски, в которых предварительно необходимо высверлить несколько (от 2 до 8) отверстий, размещенных симметрически с обеих сторон будущего станка для гибки труб. Они предназначены для установки в них осей с прижимными роликами, переставляя которые можно будет регулировать радиус изгиба стояков.
- Закрепить пластинами с отверстиями под болты (2) диаметром 10-12 мм, домкрат (3) на основании таким образом, чтобы он не двигался при выполнении работы со стальными или другими трубами. Для этого нужно просверлить основание в определенных местах и закрепить гидроустройство планками с болтами.
- Надежно закрепить на штоке домкрата башмак (4), чтобы в случае необходимости его можно было легко снять и поменять на другой.
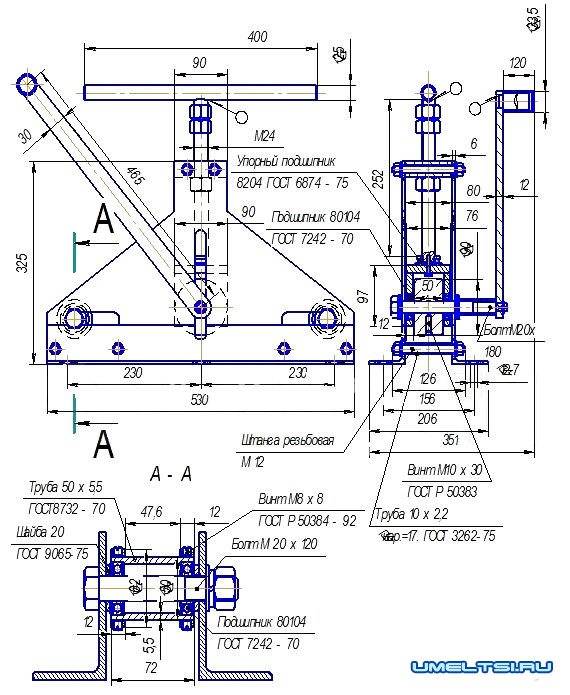
Схема для изготовления ручного трубогиба
Все, конструкция готова к работе, а необходимые размеры, указаны на чертеже трубогиба сделанного своими руками хотя на фото, в верхних швеллерах (их 2, по одному с каждой стороны боковых швеллеров) не высверлены отверстия. Поэтому, изображенный ручной гидравлический трубогиб рассчитан на сгибание деталей только с одним радиусом сгиба.
Высота станка для гибки определяется параметрами домкрата и расстоянием «а». Это значит, что для сгиба пол-дюймовой стальной трубы этот отрезок должен равняться примерно 2 см (если домкрат находится в нерабочем состоянии).
Как видим, ничего сложного, а конструкция для сгибания круглой трубы – надежная, прочная и прослужит не один десяток лет. А главное, что для ее изготовления использовались только подручные материалы, что очень удешевило такое устройство.
Особенности трубогиба для профиля
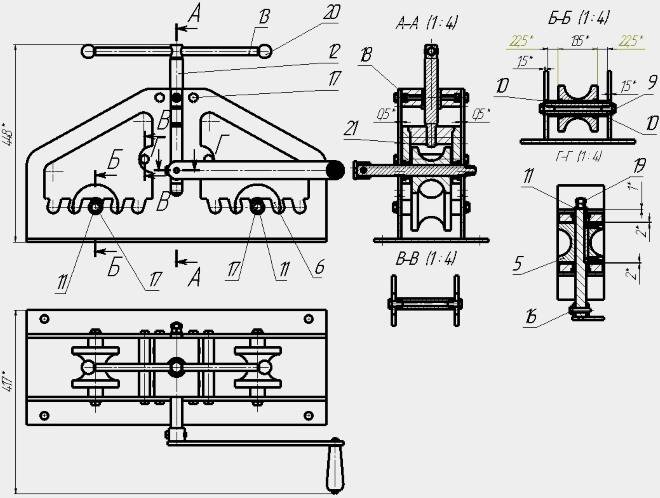
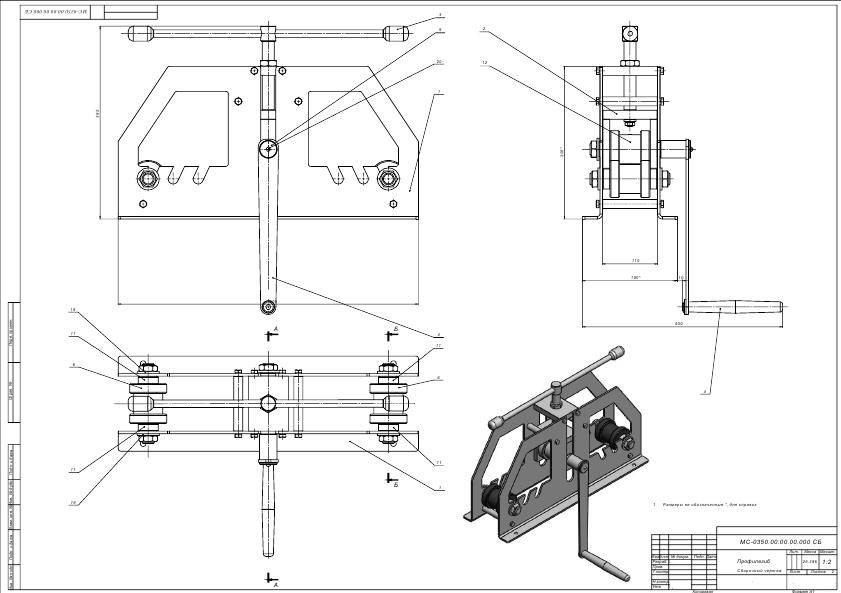
Как сделать профильный трубогиб своими руками? Искажение профиля таких труб в процессе обычного деформирования сказывается не только на внешнем их виде, но и обуславливает сложности при последующей сварке конструкций. Вариант с разрезанием профиля в местах изгиба с последующим свариванием надреза нами не рассматривается, ввиду существенного ослабления прочности сечения.
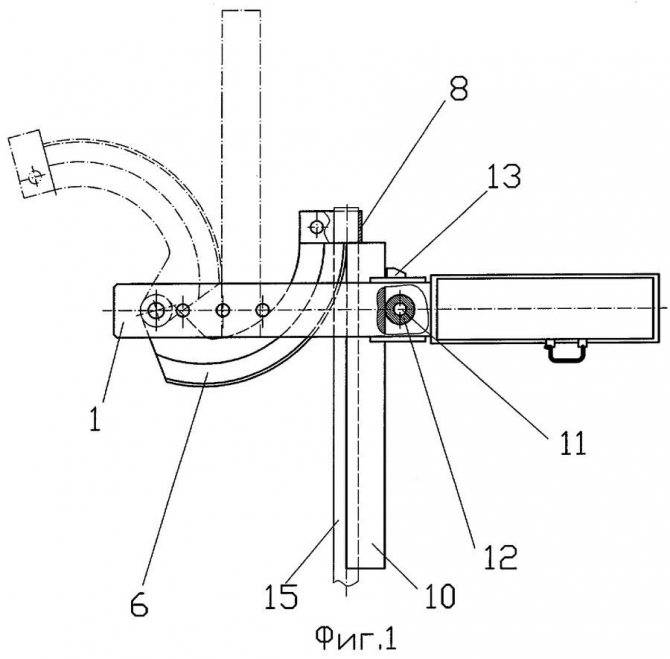
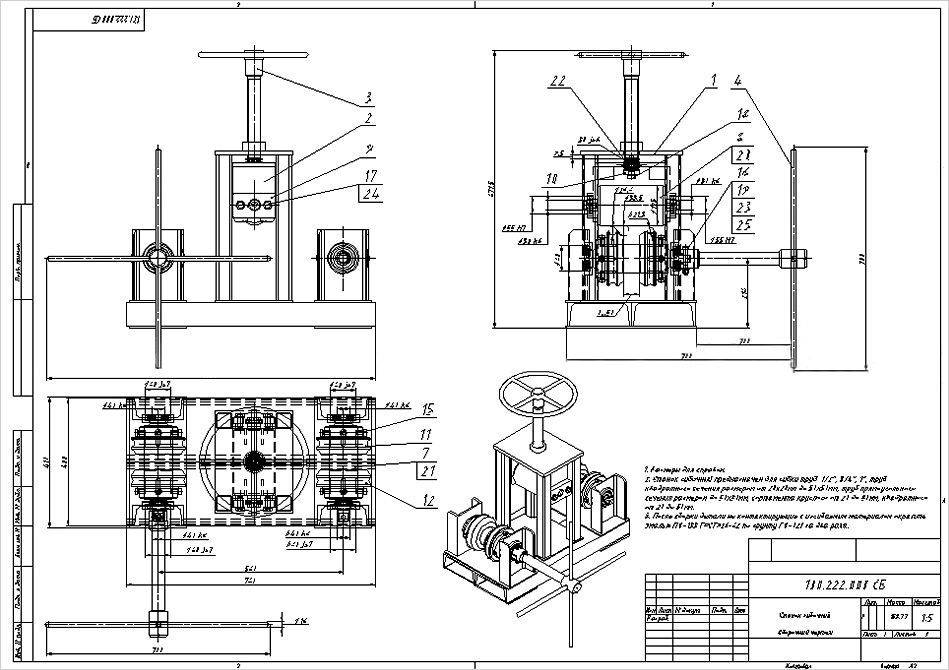
Простейший профильный трубогиб состоит из следующих элементов:
- Рамы в виде прямоугольного швеллера, сечение которого позволяет легко разместить там трубу по оси.
- Пары плоских подающих роликов, которые устанавливаются на торцах рамы.
- Винтового подающего механизма, включающего в себя силовой винт с рукояткой, гибочный пуансон и две опоры, устанавливаемые в центре рамы.
- Подающей рукоятки, которая связана с роликами.
Крепление всех частей производится болтами, саму раму в сборе закрепляют на верстаке. Труба укладывается сверху на ролики, и вращением рукоятки подачи устанавливается напротив оси симметрии пуансона. Далее вращают винт, и выполняют изгиб, визуально контролируя требуемый угол.
Для исключения деформации сечения применяйте один из приёмов, которые описываются в следующем абзаце.
Создание деревянного трубогиба
Трубогиб можно сделать и из дерева. Конструкция его будет очень проста, а принцип работы немного отличается от фронтального. Простой деревянный агрегат сможет согнуть профтрубы с любым радиусом изгиба. Соответственно, такая конструкция лучше гнет более тонкие и легкие профильные изделия.
Чтобы сделать направляющие, необходимо взять две одинаковые доски и сложить их вместе в виде желобка, а потом скрепить. Такой башмак будет надежно держать трубу и не даст ей сдвинуться с места. Чтобы подобрать нужные параметры направляющих, необходимо предварительно сделать все замеры и чертеж готовой конструкции.
Для изготовления трубогиба стоит использовать прочные материалы
Процесс сгибания профилированной трубы на деревянном агрегате происходит следующим образом:
- На трубогибе делается упор;
- Профтруба закрепляется между направляющими и упором;
- Плавно и медленно изделие можно сгибать.
В качестве направляющих в деревянной конструкции можно использовать металлические крюки, закрепленные по радиусу изгиба. Сгибать профтрубу можно вручную, либо использовать специальную лебедку.
Профильные трубы в наши дни довольно часто используются для строительства разных сооружений на приусадебных участках, а также для изготовления мебели и лавочек. Очень часто им требуется придать определенную форму, и чтобы не покупать дорогостоящее оборудование, можно сделать трубогиб своими руками. При правильном подходе к монтажу прибор получится очень надежный и качественный, позволяющий согнуть трубы любого диаметра.
Какой вариант приспособления легко изготовить в домашних условиях выбираем лучшее
Сделать домашний трубогиб не трудно, но для начала надо определиться с предпочитаемым вариантом. Самым трудным для реализации из представленных выше вариантов является станок намоточного типа. Сделать в домашних условиях его трудно, но реально, если уделить немного больше времени, чем на прочие варианты.
Выбирая арбалетный станок, необходимо знать о том, что их главным недостатком считается воздействие на материал только в одной точке. Такое воздействие на оснастку приводит к тому, что материал испытывает растяжение, поэтому не исключается образование разрыва стенок или уменьшение их толщины. Не рекомендуется применять арбалетные приспособления для изгибания толстостенных стальных материалов.
Вальцовочные или прокаточные приспособления лишены всех вышеуказанных недостатков, поэтому они пользуются популярностью среди мастеров, поставивших себе цель сделать трубогибочный станок для профильной или круглой трубы.
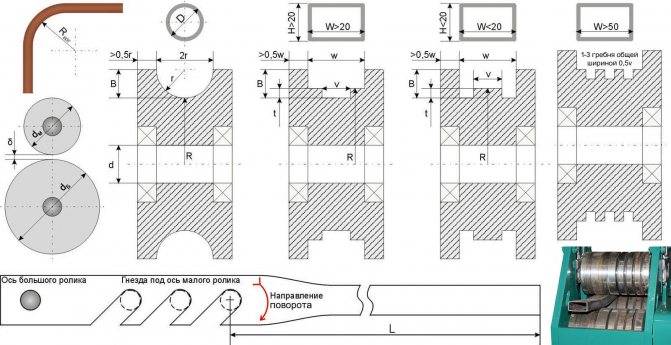
Если поставлена задача изготовления приспособления своими руками, необходимо для начала решить, какой радиус или угол изгиба необходимо получить. Прежде чем приступать к перегибанию стальных труб, следует разобраться с допустимыми радиусами, которые зависят от толщины стенок и диаметра. Ниже приведена таблица, в которой указаны допустимые радиусы изгиба, зависящие от толщины стенок и диаметра оснастки.
Если не соблюдать рекомендации из таблицы, то превышение нормы повлечет за собой нарушение целостности материала. Если надо согнуть трубу меньшего радиуса, чем указано в таблице, следует прибегнуть к применению горячего метода вальцевания, использующиеся в производственных условиях.
Это интересно! Есть также дорновые трубогибы, которые имеют сложное устройство, и не изготавливаются в домашних условиях. Если необходимо согнуть трубу по методу горячей прокатки, тогда ее можно реализовать в домашних условиях. Для этого используется обычный вальцовочный трубогиб, а также паяльная лампа или газовая горелка.





