

Как сделать профилегиб своими руками
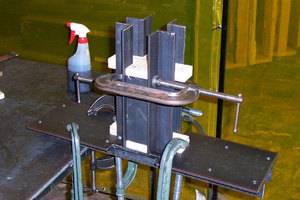
Конструкция зависит от диаметра профиля. Если диаметр не больше 20 мм, то трубу можно выгнуть, с помощью бетонной плиты с отверстиями, куда нужно поместить металлические штыри. То есть, труба проводится между штырями и выгибается на необходимый угол. Если сечение трубы больше 25 мм, то нужно продумать чертеж профилегиба более сложней.
Для этого нужно на основание зафиксировать два ролика, при этом радиус боковой грани обязан иметь равный диаметр с трубой. Трубку нужно установить между роликов и закрепить один ее конец. Затем свободный конец закрепляется к лебедке, и она приводится в действие. Когда деталь достигнет необходимого изгиба, можно остановить лебедку.
Затем понадобится цементный раствор, а также толстые куски труб диаметром около 60-110 мм. Можно использовать швеллеры, они отлично для этого подходят. На земле устраивается цементная площадка, куда устанавливают обрезки труб. Вначале они четко вертикально устанавливаются в щебень. Дистанция между этими элементами равняется около полуметра. Затем участок заливается цементом, но трубы обязаны сохранить вертикальный уровень. На высыхание раствора уйдет несколько дней.
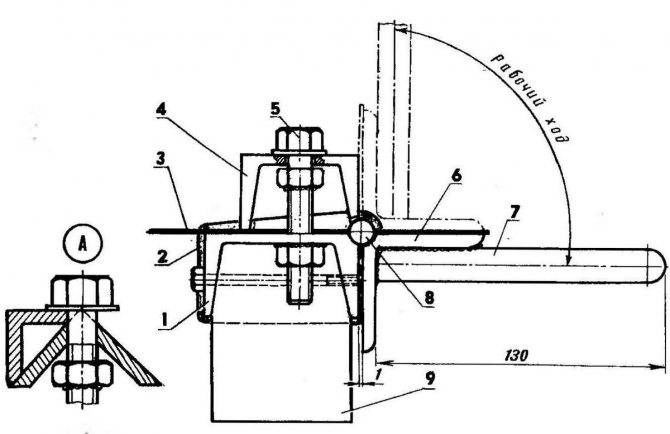
Чтобы не допустить выпучивания, смятия или трещин, перед нагреванием трубу нужно наполнить кварцевым песком. Перед тем как заполнить трубу песком, заткните конец трубе деревянной пробкой, ее длина обязана равняться двум диаметрам трубы. При этом конусность составляет 1:10 или 1:25. Затем нужно насыпать немного песка в отрезок трубы и нагреть его до темно-красного цвета. После охлаждения можно засыпать полностью песок и внимательно посмотреть на стенки трубы.
Установите трубу в вертикальное положение и насыпьте не спеша песок. Тут нужно соблюдать одно правило: после каждой порции надо приподнимать трубу и обстукивать ее молотком. Выполняйте это до тех пор, пока пустоты не заполнятся. Про это должен оповестить пустой звук отстукивания молотка. Не забывайте, песок не должен доходить до верха трубы приблизительно на длину диаметра.
Сверху нужно забить пробку, где предварительно делаются несколько отверстий для выхода газов. С помощью мела наносят отметку на трубе в месте самого большого изгибания, ее радиус обязан быть меньше 3-4 диметров трубы.
Когда труба изгибается под 90 градусов, то интервал нагрева обязан равняться 6 ее диаметрам. Если труба изгибается под 60 градусов, то интервал можно уменьшить до 4 диаметров. Нагрев нужно завершить, когда с трубы слетит вся окалина. Это признак полного прогревания, если на поверхности образуются искры, то это обозначает, что труба пережжена. Ее нужно выгнуть в один прогрев. Если этих прогревов будет несколько, то они ухудшат структуру материала.
После прочтения статьи может показаться, что намного целесообразней купить профилегиб заводского производства, нежели тратить время на обработку металла, поиск материалов и сборку конструкции. Но на практике, изготовить профилегиб своими руками гораздо выгодней, при этом экономия может быть очень значительной. Согласитесь, это очень веский аргумент в пользу «домашней» сборки.
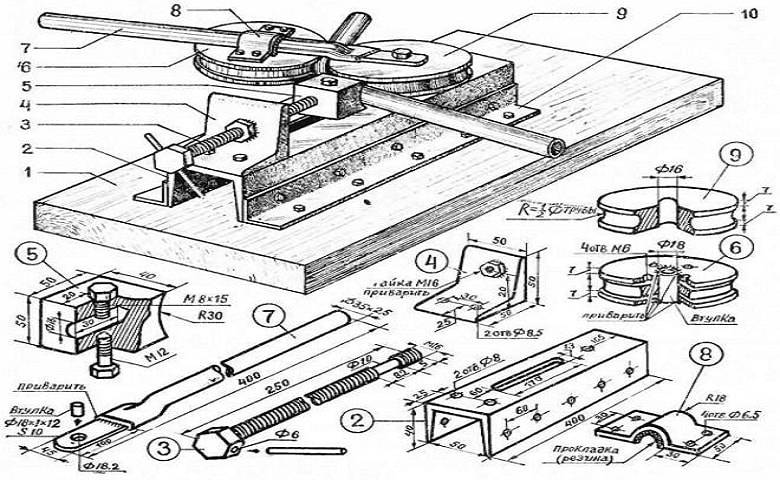
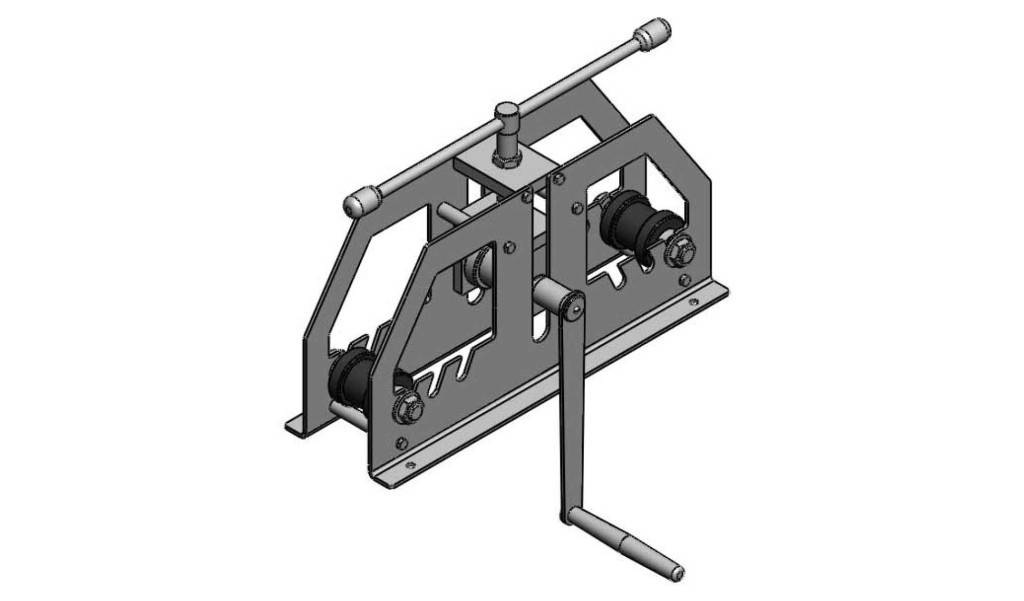
Ручной профилегиб своими руками
Ручной вариант профилегиба вполне под силу создать самостоятельно при наличии необходимых комплектующих. Такое приспособление поможет гнуть заготовки небольшого сечения для изготовления или ремонта изогнутых конструкций из труб или металлопрофилей.
Необходимые инструменты и материалы
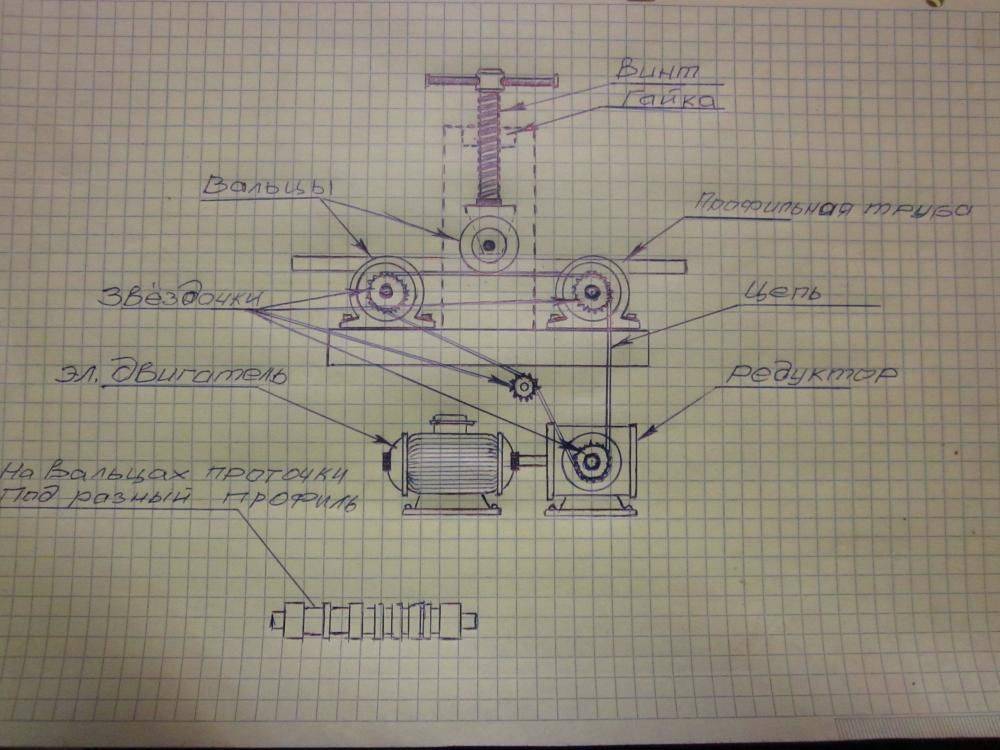
Для самодельного ручного профилегиба понадобится:
- отрезки труб сечением или швеллера 14П;
- 2 опорных валика и 1 ролик;
- подшипники;
- 4 ограничительных кольца для валиков — расстояние между ними будут регулировать под габариты заготовки с помощью болтов;
- ручка для кручения ролика;
- 2 звёздочки и цепь привода;
- ограничитель натяжения цепи;
- регулировочный винт;
- гайки М8;
- пружины;
- болты для фиксации отдельных элементов.
Все детали можно приобрести в специализированных магазинах или пунктах сбора металлолома, заказать токарю или самостоятельно выточить в домашней мастерской на токарном станке.
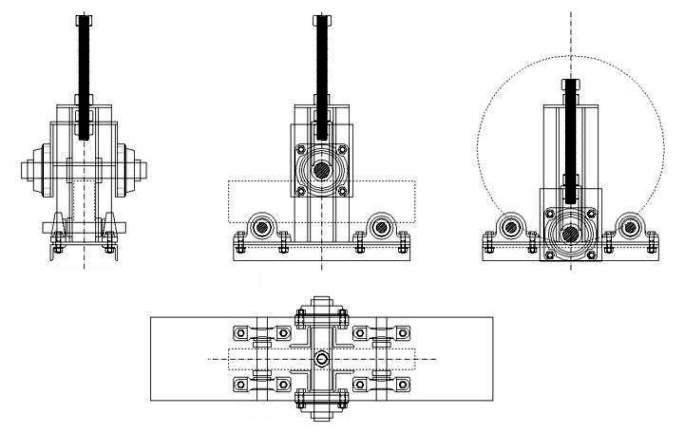
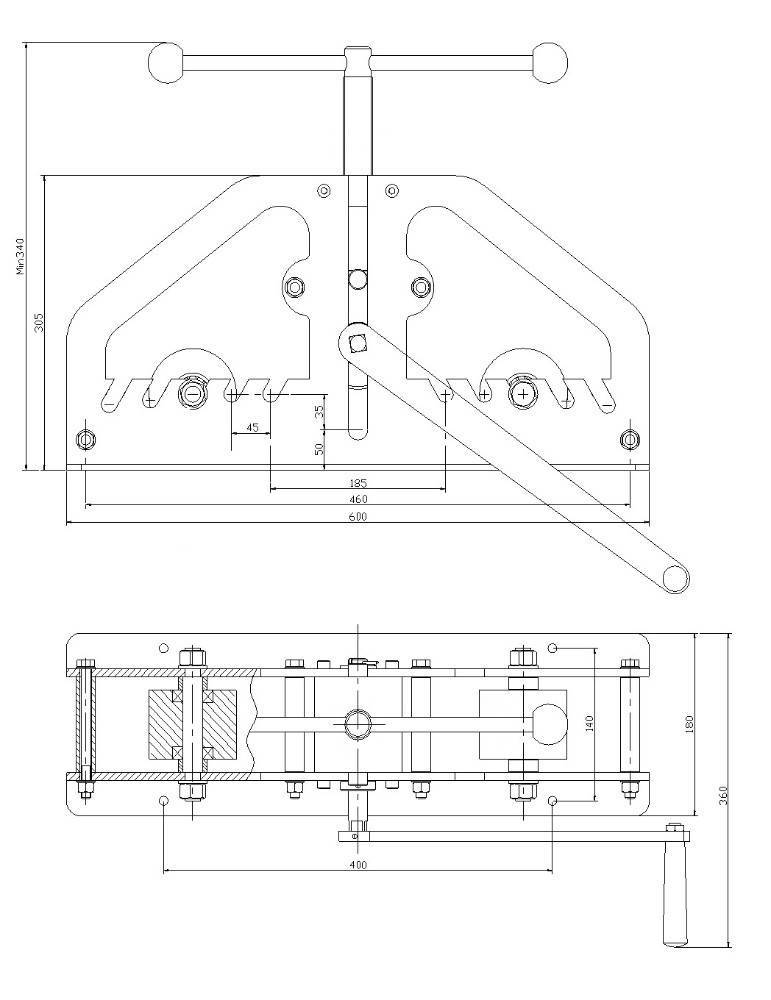
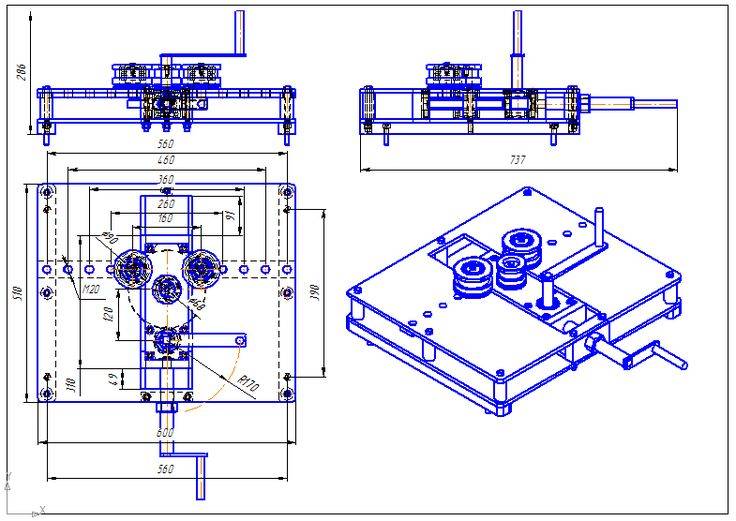
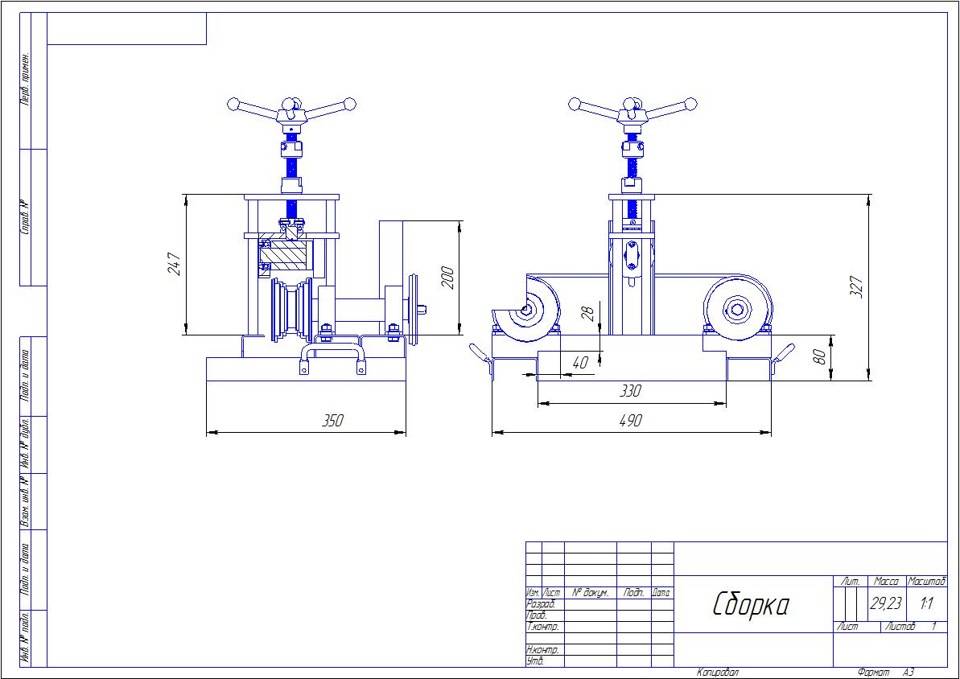
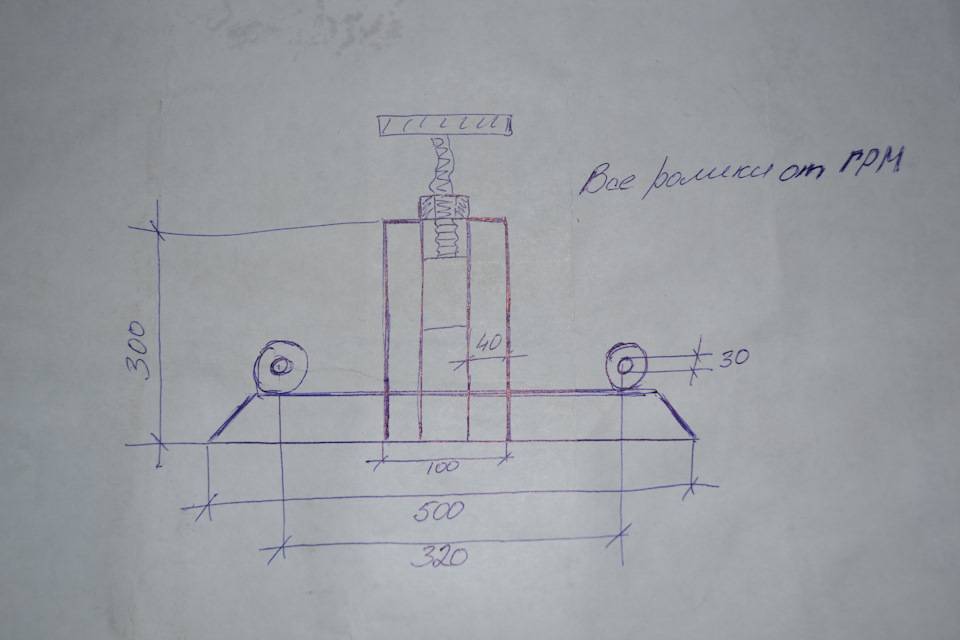
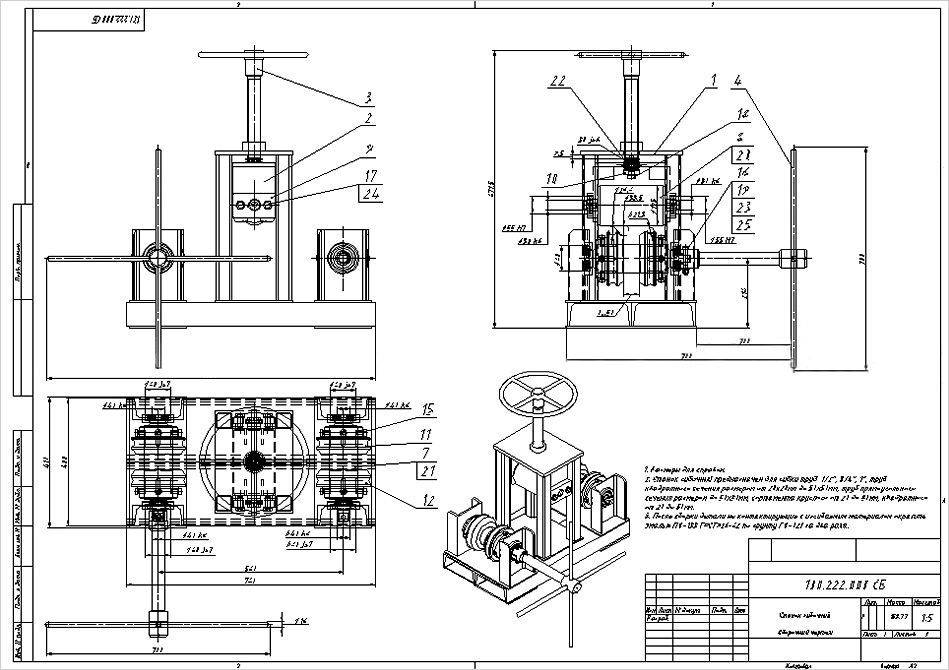
Размеры и чертежи
До начала сборки самодельного устройства необходимо определиться с его габаритами и чертежом. Помочь в этом могут представленные ниже варианты схем.
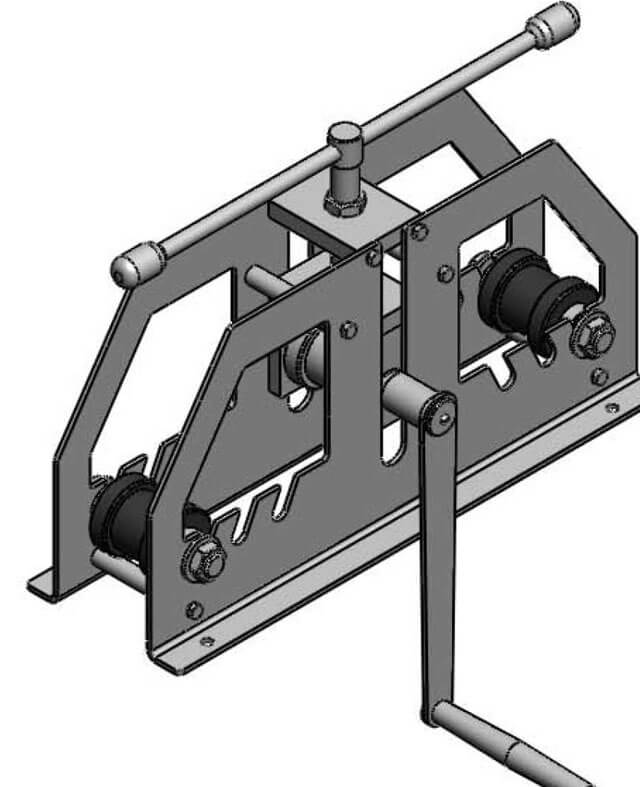
Ролики для профилегиба можно изготовить самостоятельно или приобрести
Если планируется сделать конструкцию, в основе которой лежит бетонная плита, то перед началом работ необходимо подобрать участок.
Конструкция профилегибов разработана таким образом, что их рабочие органы — ролики — могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей её длине
Пошаговая инструкция по изготовлению
Процесс изготовления ручного профилегиба своими руками состоит из следующих этапов:
- Подготовка площадки. Выбранный для размещения станка участок трамбуем и при необходимости выравниваем щебнем или заливаем бетонным раствором из песка и цемента в соотношении 4:1.
Изготавливаем П-образный регулятор.
Свариваем станину профилегиба
В отрезке швеллера вырезаем отверстие, ввариваем гайку, вкручиваем винт.
После этого этапа привариваем все подложки, обоймы и валы
На концах валиков намечаем канавки для крепления звёздочек и нарезаем пазы дрелью, а в отверстиях ограничителей нарезаем резьбу. Привариваем звёздочки с велосипеда. На второй стороне делаем то же самое.
Звёздочки и цепь нужны для того, чтобы вращая рукоятку, можно было двинуть трубу
Привариваем педаль с велосипеда.
Усилия будет достаточно, чтобы провернуть профильную трубу
Запускаем пробную гибку для регулировки работы отдельных элементов, после коррекции ручной профилегиб готов к эксплуатации. Эта конструкция не предполагает большой скорости работы.
Валы над платформой немного припоняты, чтобы дуга вошла большим диаметром
Эта модель профилегиба подойдёт для сгиба трубы толщиной 2- 2,2 мм и шириной 30 мм.
При наличии токарного станка можно вытачить валы более точных размеров
Для облагораживания внешнего вида устройство очищают от ржавчины, следов старой краски, обрабатывают антикоррозийным составом и тщательно прокрашивают.
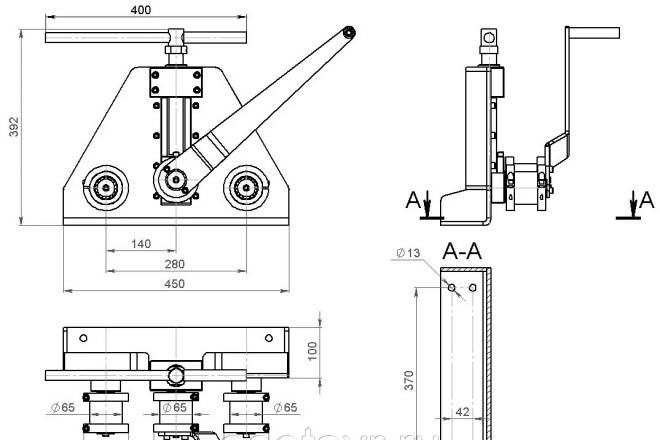
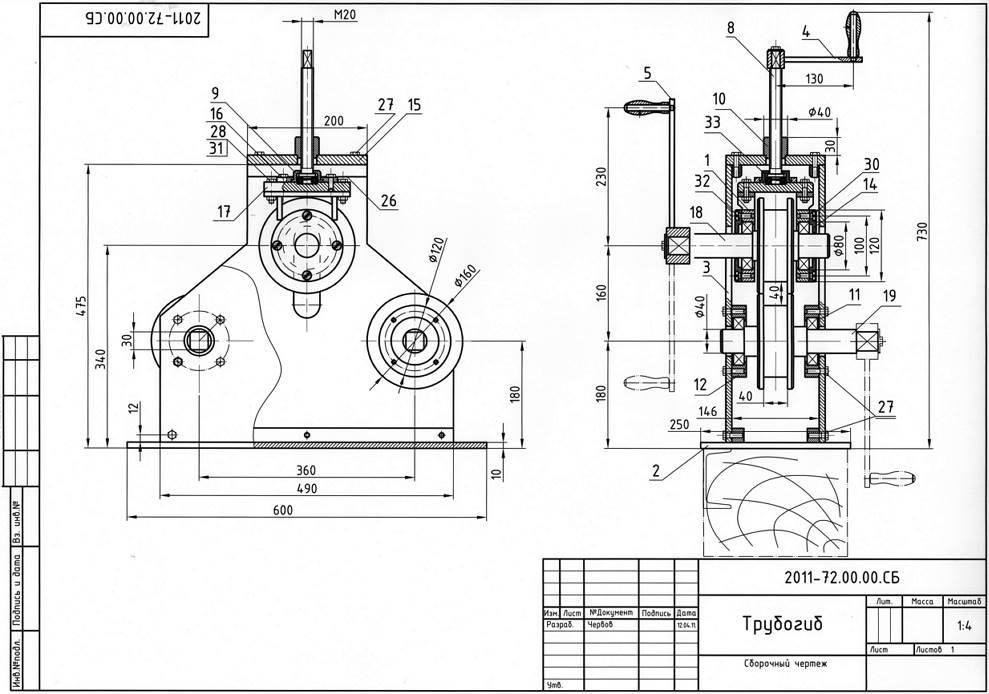
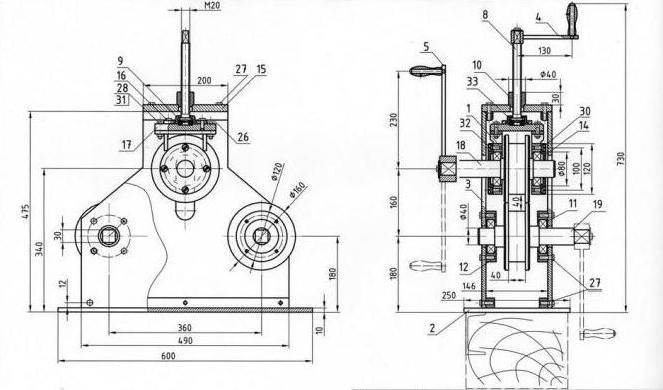
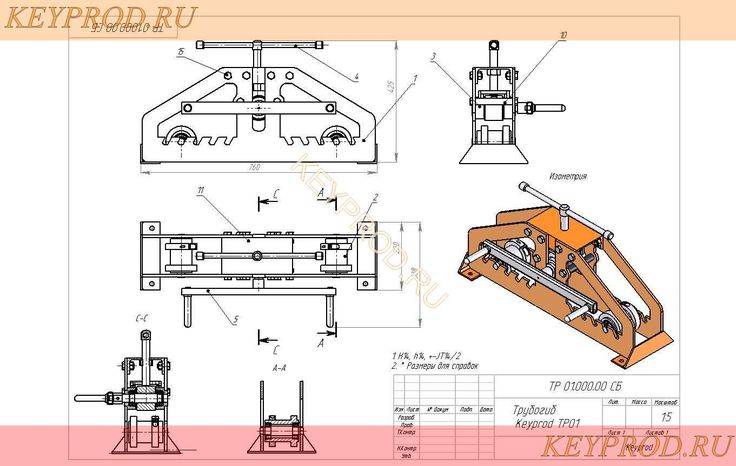
Чертеж типового станка
Сейчас можно встретить немало конструкций ручных профилегибов, которые можно сделать из простых деталей своими руками и без наличия специальных навыков. Один из самых простых чертежей станка профилегибочного типа позволяет осуществлять радиальный загиб труб и прямоугольного профиля. Необходимость именно в таком загибе материала возникает наиболее часто.
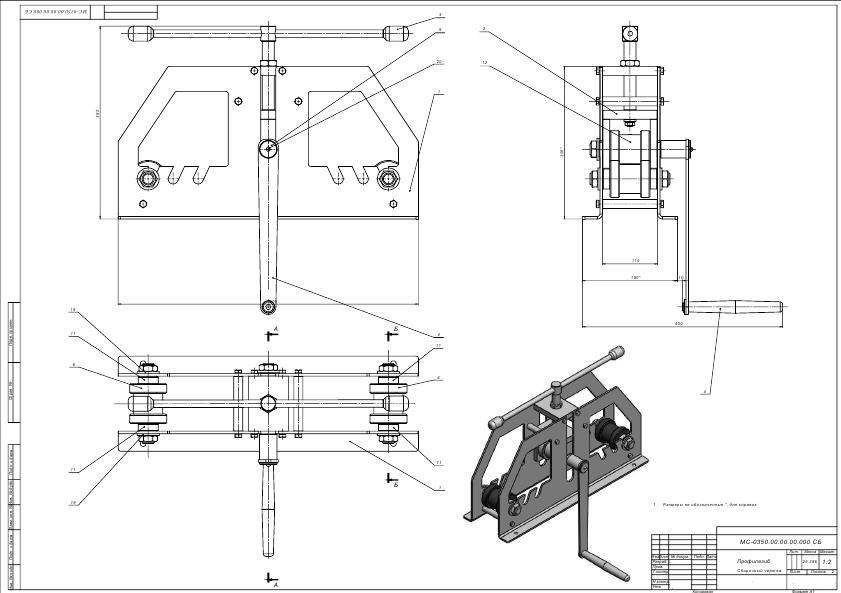
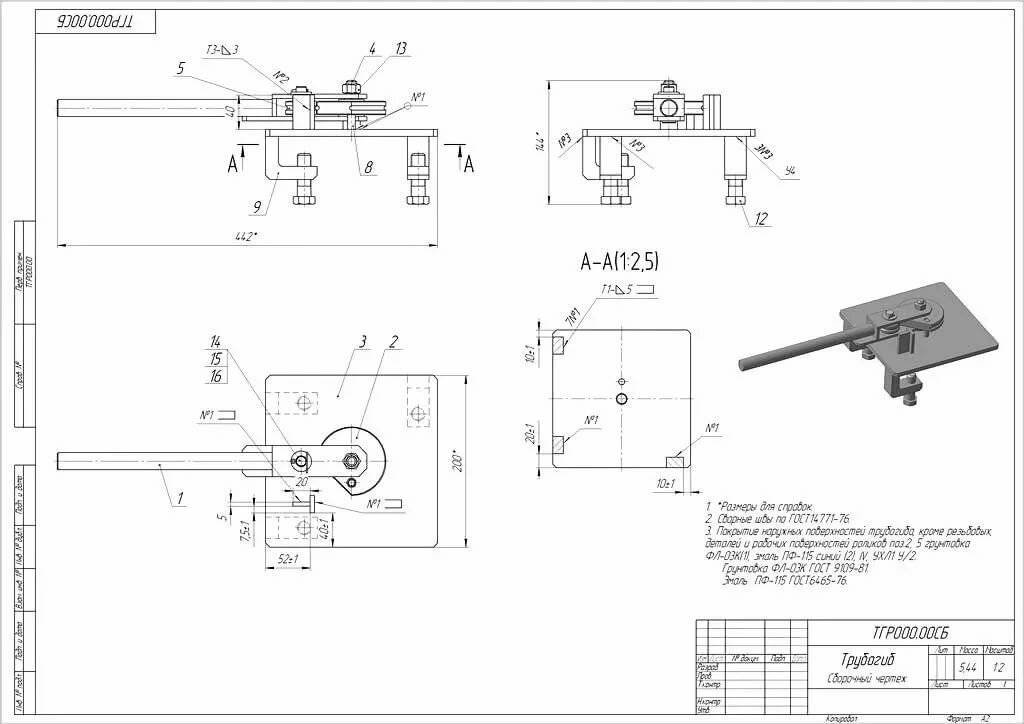
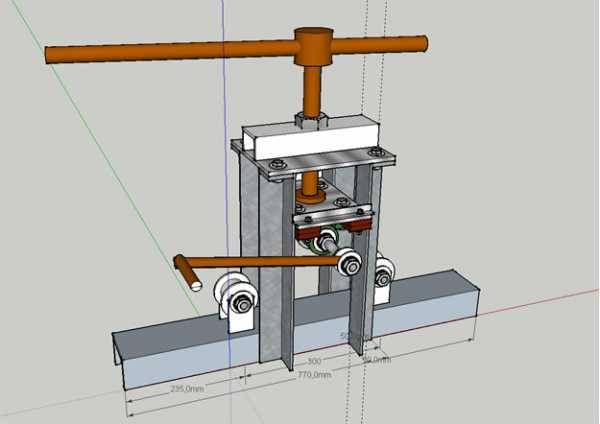
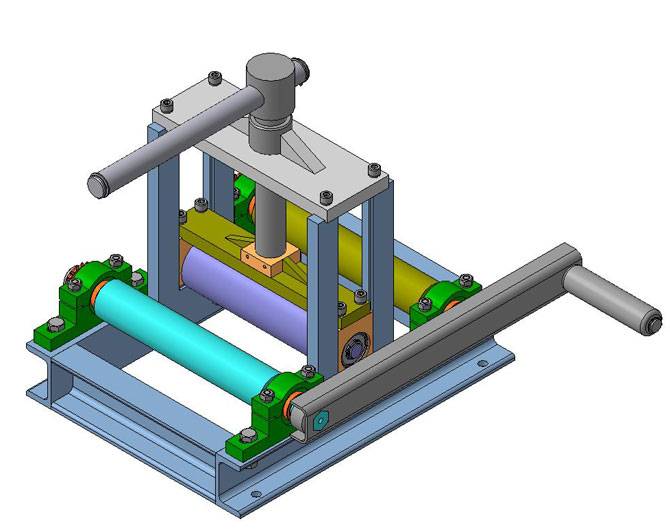
Чертежи самодельного профилегиба
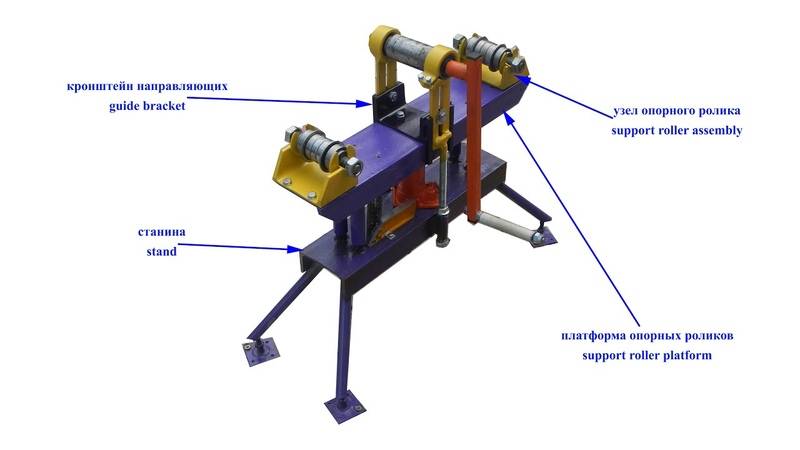
Принцип работы такого самодельного оборудования базируется на использовании трех роликов – двух опорных и основного рабочего. Именно этот рабочий ролик будет деформировать трубу в процессе работы самодельного оборудования.
Главный рабочий вал должен иметь небольшой свободный ход, который будут ограничивать параметры направляющих. Для изготовления таких элементов конструкции используются:
- стальные пластины толщиной до 8 миллиметров;
- одна большая пластина;
- стальной уголок длиной 30 см – таких элементов нужно 4;
- вспомогательные ролики.
К большой пластине прикрепляются вспомогательные ролики с использованием болтов, а с применением сварочного аппарата – уголки, что будут играть роль направляющих.
Чтобы повысить прочность и надежность основания, к его низу следует приварить два стальных уголка. Для усиления направляющих сверху к ним прикрепляется с помощью сварочного аппарата металлическая пластина с отверстием. Ее диаметр должен превышать сечение винта, который будет оказывать основную нагрузку на рабочий вал сделанного своими руками ручного профилегиба.
После завершения установки направляющих роликов гибочный станок будет готов к работе, и на нем своими руками трубам и прямоугольному профилю можно будет придавать любую конфигурацию.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
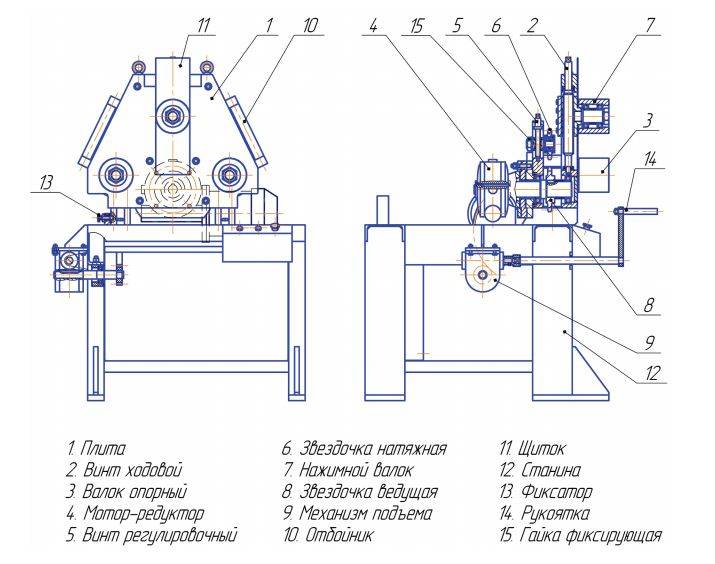
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.

Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Делаем дырокол для кровельного железа своими руками
Привет всем самодельщикам. Сегодня мы будем делать приспособление, которое поможет вам пробивать отверстия нужного диаметра в кровельном железе, алюминии и различных прокладках из поранита, металлизированной фольги и т.д. Нечасто приходится сталкиваться с такими операциями людям, которые не имеют непосредственного отношения к подобной работе, но всё же такое приспособление не будет лишним в любой мастерской.
Итак, приступим. На первом этапе нам понадобится болт на 12 и две гайки.
В головке болта необходимо просверлить отверстие диаметром 6 мм.
Затем вставляем в отверстие болт на 6 с короткой резьбой на конце, и фиксируем его с помощью гайки.
Далее берём полоску металла толщиной 3 мм, шириной 30 мм и примеряем нашу первую деталь. В этом месте нужно согнуть полосу под углом 90 градусов.

Чтобы это было легче сделать, и угол получился ровным, необходимо пропилить отрезным диском металл на половину его толщины.
После этого сгибаем полосу в тисках и место сгиба усиливаем с помощью сварки.
Теперь необходимо соединить обе детали с помощью сварки.
От хвостовика сверла диаметром 10 мм отрезаем небольшой кусок и в торцевой части делаем с помощью болгарки и отрезного круга выемку.
Теперь можно приступать к сборке нашего приспособления. Между двумя приваренными гайкам вставляем ещё одну. Она будет являться направляющей для нашего бойка, сделанного из хвостовика сверла. Затем вставляем боёк выемкой вниз.
И вкручиваем отрезок шпильки с отверстием под ручку.
Вставляем ручку и наше приспособление готово к работе. Можно проводить испытания.
Вставляем лист металла между первой гайкой и свободной гайкой в которой располагается боёк. Начинаем вкручивать винт, он давит на боёк, который пробивает отверстие в металле.
В результате получаем ровное и аккуратное отверстие. С помощью такого приспособления можно проделывать отверстия в кровельной оцинковке, алюминии, толщиной не более 2 мм, а также в прокладках из различного материала.
Можно изготовить несколько таких приспособлений, меняя диаметр направляющих гаек и диаметр бойка. И в этом случае вы навсегда избавитесь от проблемы пробивания отверстий в различных материалах.
Источник
Виды профилегибов
Фото профилегиба, сделанного своими руками
Листая чертежи станков, можно встретить устройство с разными параметрами, техническими характеристиками. Потому, выбирая чертеж, подумайте над тем, какие именно профильные трубы вам предстоит гнуть. От этого напрямую зависит особенность будущей конструкции, выполненной своими руками.
Устройство для сгибания профильных труб различают по способу их размещения.
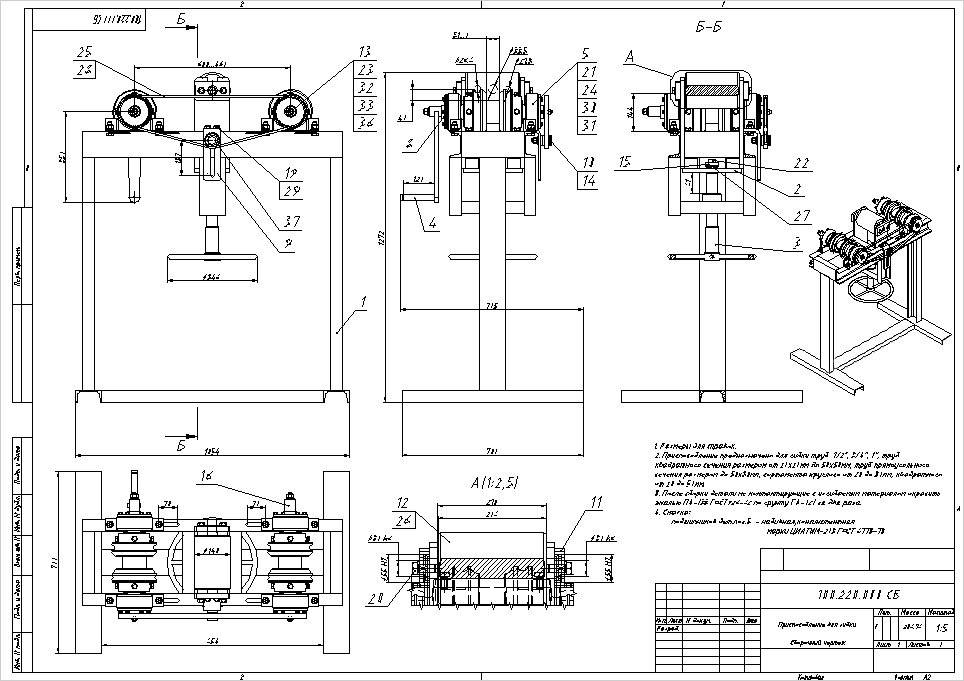
- Стационарные профилегибы. Это крупное устройство, предназначенное скорее для промышленных целей, нежели бытовых нужд. Потому встречаются они в хозяйстве редко. Для такого станка характерна высокая производительность. Перед размещением оборудованием, стационарный профилегиб требует организации фундамента или сварного короба.
- Переносные профилегибы. Среднее по размерам устройство, используемое на небольших предприятиях или в мастерских. Для установки станка потребуется основание или каркас из прочного металла. Сделать подобный самодельный профилегиб возможно, если опираться на соответствующие чертежи.
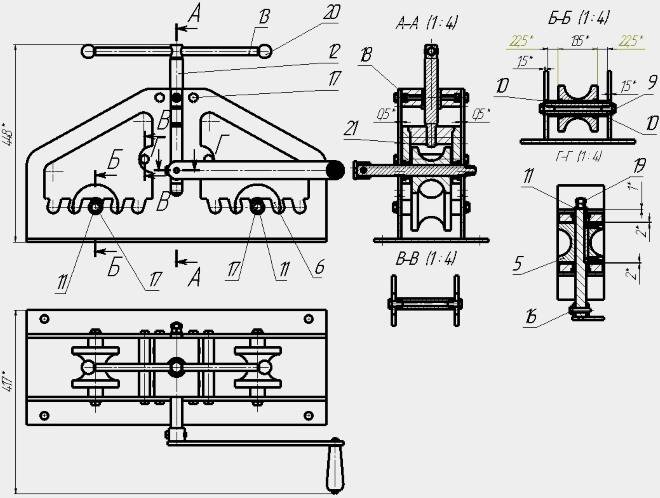
- Ручные профилегибы. Носимое устройство, используемое при гибке тонких профилей, основное предназначение которых — декорирование. Устройство устанавливается на любую ровную поверхность. Предварительной подготовки или усиления основание станка не требует. Этапы профилегибочного процесса осуществляются вручную.
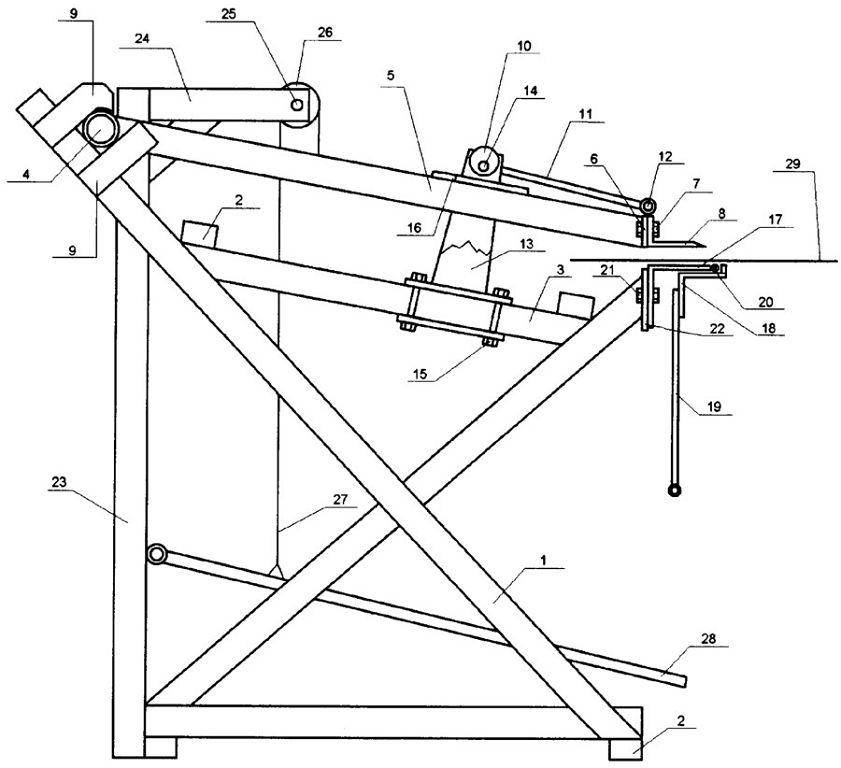
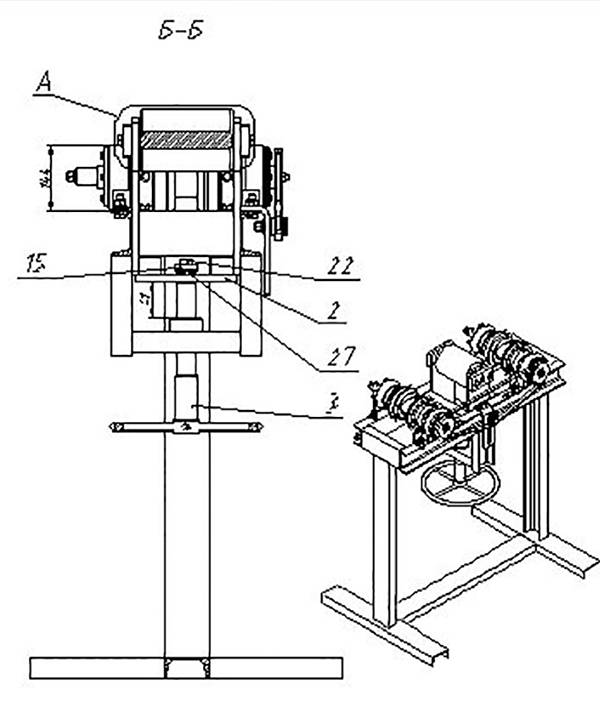
Чертеж устройства профилегиба
Также профилегибы различают по типу используемого привода.
- Ручной. Сгибание изделий осуществляется за счет усилий, приложенных мышцами пользователя. Минус такого привода в том, что невозможно контролировать радиус кривизны, а также создавать на одной заготовке множество изгибов;
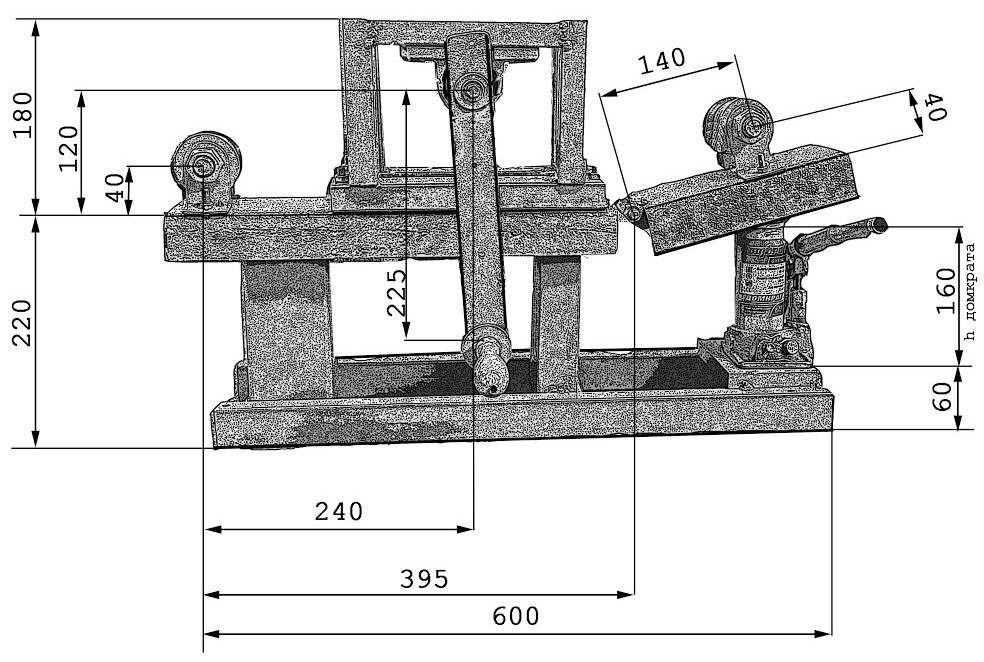
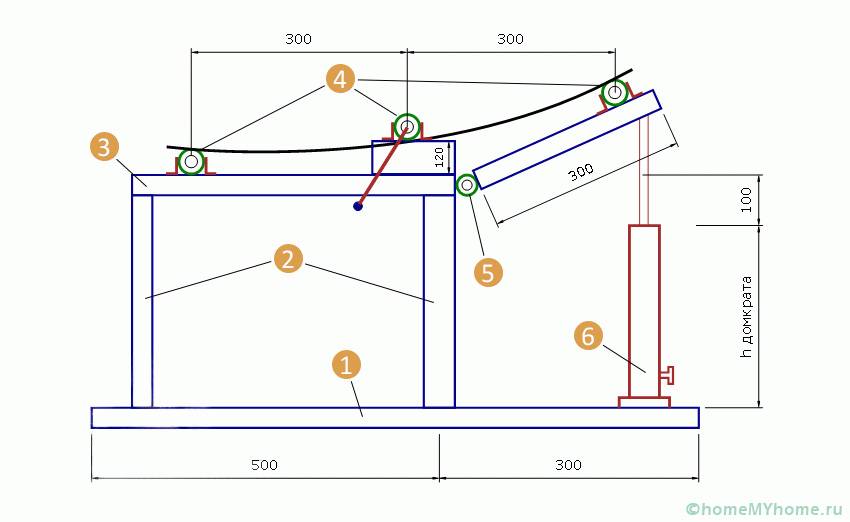
- Гидравлический. Усилие на заготовку подает гидродомкрат. Если вы хотите сделать устройство своими руками, возьмите подходящие вам чертежи и следуйте инструкции. Гидравлические профилегибы являются наиболее распространенными среди самодельных устройств;
- Электрический. Сгибательный процесс осуществляется за счет работы электромотора. Минус станка в том, что он потребует подключения к электросети и будет от нее зависим. А это дополнительные затраты за электричество. Зато к такому типу станка подключаются электронные контроллеры, определяющие точность сгибания заготовки.
https://youtube.com/watch?v=1IiZIyUaALo
Дополнительно устройство профилегиба следует разделить на:
- Роликовое. Здесь нужный изгиб станком задается за счет проката, который устанавливается между 2 рядами специальных роликов;
- Плитное. Сгибание станком осуществляется на штырях, вмонтированных в бетонное основание. Очень легко изготовить, но потребует внушительных физических усилий. Согнуть толстые профили будет практически невозможно.
Способы сгибания
Перед тем как сделать профилегиб и выбрать чертеж станка, вам следует определить, какой способ сгибания заготовок вы хотите использовать. Выделяют четыре разновидности.
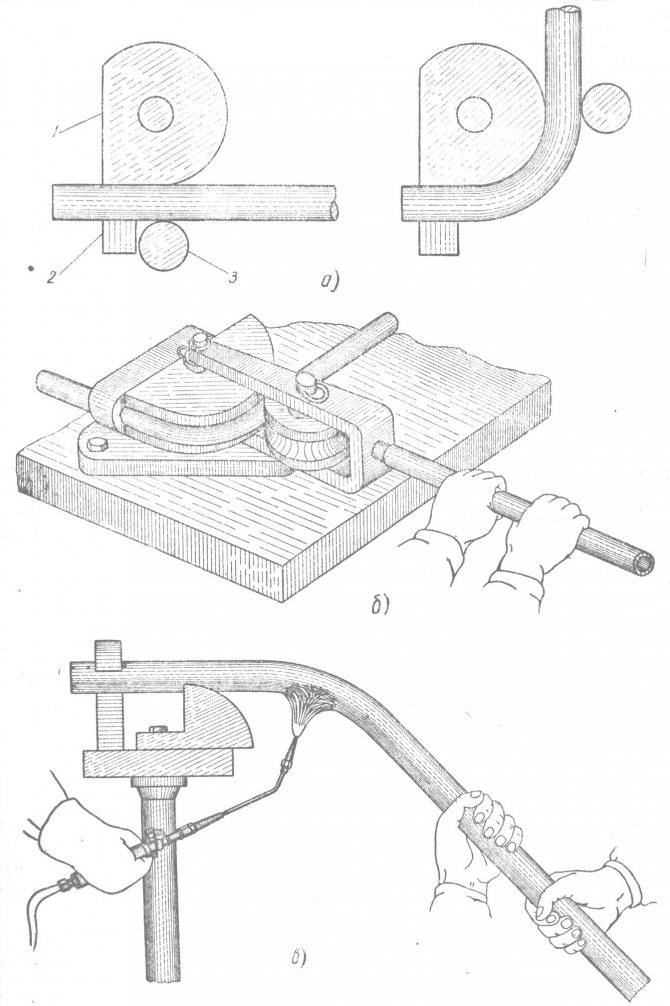
- По шаблону. Обычно это деревянный шаблон с упорами по краям станка. Профильная труба заводится на конструкцию и сгибается вручную. Имея под рукой подобный чертеж, изготовить устройство для гибки по шаблонам не сложно. Единственный минус — невозможно контролировать диаметр при сгибании. Чтобы усилие распределялось равномерно, а сама труба не деформировалась, рекомендуется перед сгибанием заполнить трубу песком.
- Выдавливание. Это безматричная прессовка, при которой используют один пуансон. Вместо матрицы применяют поворотные башмаки или ролики. За счет этого сгибание получается более точным. Но работать нужно постепенно, не делая резких движений.
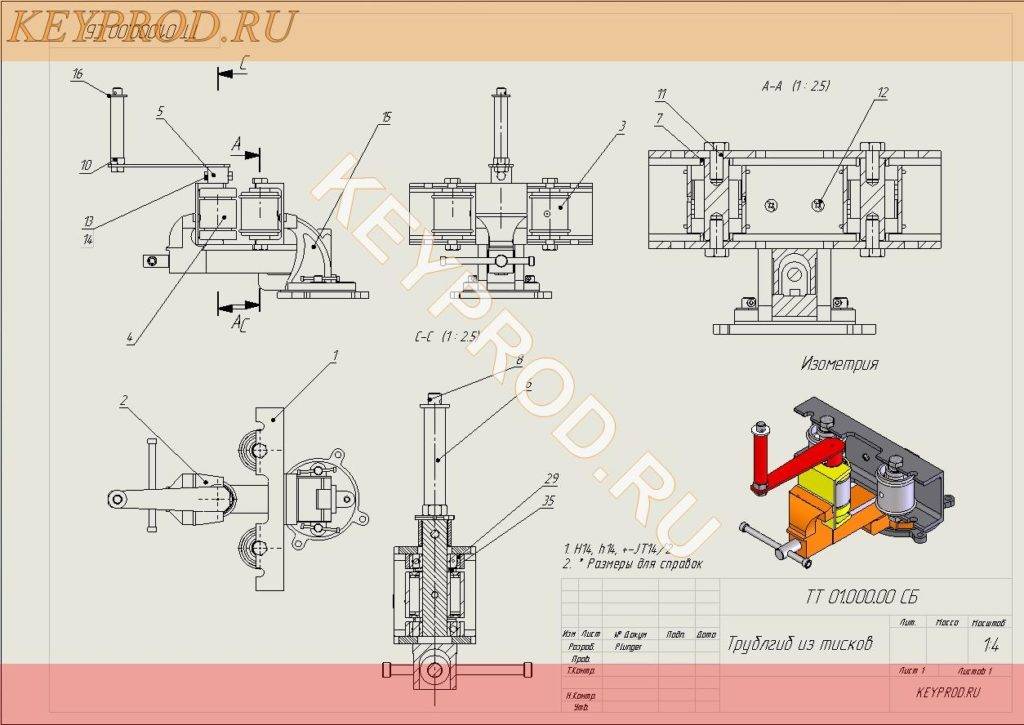
- Прессовка. Здесь можно задействовать тиски, шкив и тормозные барабаны. Чтобы сделать подобный станок, на губы тисков нужно установить матрицу и пуансон.
- Прокатка. На таком станке заготовка проходит между роликов, установленных в два ряда. Удобные в эксплуатации агрегаты, позволяющие добиться нужной кривизны профиля.
![Профилегиб своими руками: [чертежи, порядок сборки, принцип]](https://benzo-electro-instrument.ru/wp-content/uploads/a/d/5/ad5984815d0a4a3b7c313edeeeae055c.jpeg)

Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.

Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.

Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Cоветуем: Основные правила, которые нужно знать при работе с УШМ
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.

Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.
Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
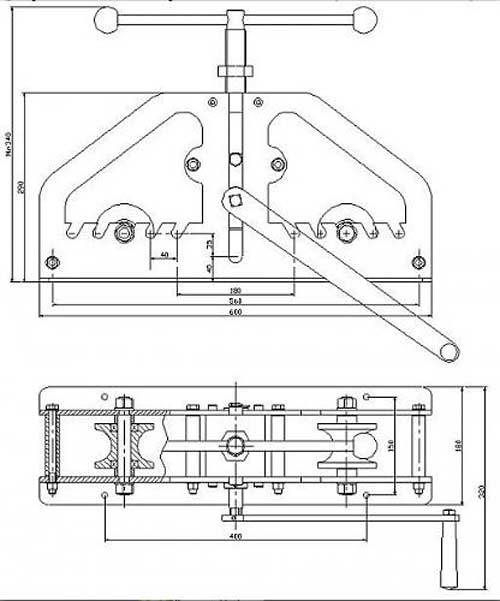
4 Профилегиб ручной своими руками – чертежи, схема изготовления
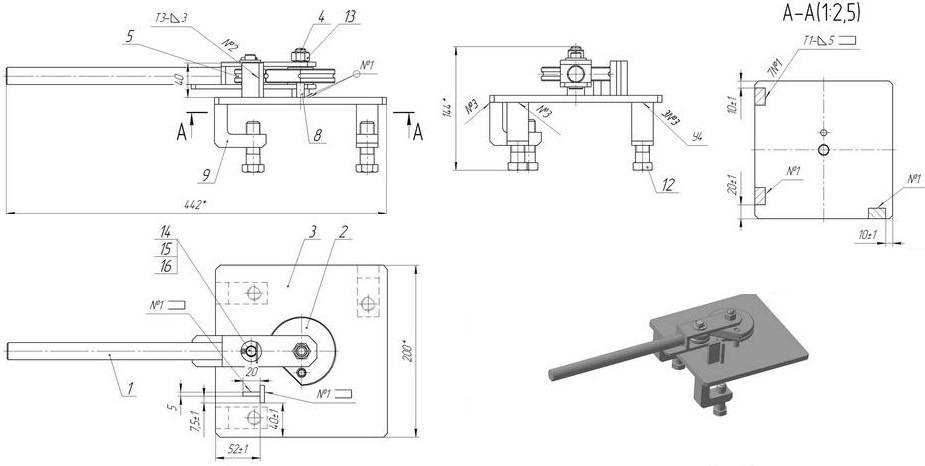
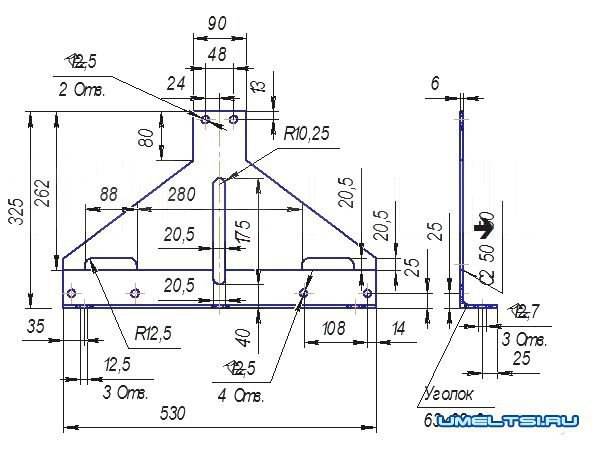
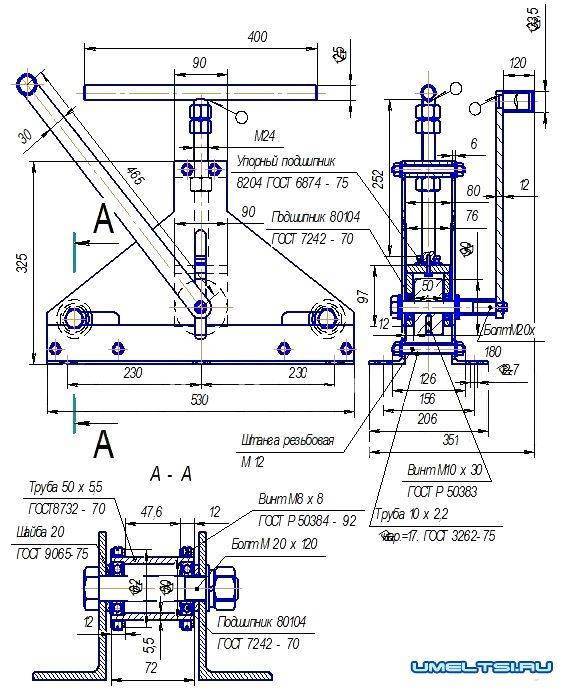
В интернете можно найти массу чертежей более сложных вариантов ручных профилегибов. Рассмотрим один из них, который дает возможность выполнять загиб (радиальный) часто используемых труб прямоугольного профиля. Принцип его функционирования базируется на применении трех роликов – рабочего и двух опорных. Рабочий ролик деформирует (не сразу, а постепенно) обрабатываемую заготовку.
Основной стальной рабочий вал при этом располагает некоторым свободным ходом, который ограничивается геометрическими параметрами направляющих. Эти элементы конструкции изготавливают из:
- 5–8-миллиметровых по толщине пластин;
- одной большой пластины;
- уголков из стали длиной 30 см и размерами 5х5 см (потребуется четыре штуки таких уголков);
- вспомогательных роликов.
На большую пластину крепят вспомогательные ролики (при помощи болтов) и уголковые направляющие (сварными швами). Для повышения прочностных характеристик основания снизу к нему рекомендуется приварить два отрезка уголка из стали. На направляющих сверху приваривают еще одну металлическую пластину с отверстием. Его диаметр должен быть по своей величине больше сечения винта, предназначенного для оказания нагрузки на рабочий вал гибочного самодельного устройства.

Типы профилегиба
На текущий момент известно несколько видов инструментов для гибки стальных деталей и заготовок:
- электрические;
- гидравлические;
- ручные.
Электрический
Одной из особенностей подобных приспособлений являются большие размеры, что обуславливает необходимость их стационарной установки. Использование подобного гибочного инструмента обеспечивает высокую точность, при этом это никак не сказывается на прочности обрабатываемых деталей.
Гидравлический
 Наибольшее распространение профилегибы подобного типа получили в промышленности. В первую очередь они полезны при выполнении работ по монтажу систем водоснабжения и канализации. Применяя подобное оборудование, удается с минимальными затратами времени и усилий выполнить деформацию обрабатываемого изделия. Однако только этим достоинства изготовленных своими руками профилегибов не ограничиваются. Имея в наличии подобное оборудование, можно довольно легко гнуть заготовки любых габаритов.
Наибольшее распространение профилегибы подобного типа получили в промышленности. В первую очередь они полезны при выполнении работ по монтажу систем водоснабжения и канализации. Применяя подобное оборудование, удается с минимальными затратами времени и усилий выполнить деформацию обрабатываемого изделия. Однако только этим достоинства изготовленных своими руками профилегибов не ограничиваются. Имея в наличии подобное оборудование, можно довольно легко гнуть заготовки любых габаритов.
Ручной
Среди предлагаемых сегодня на рынке подобных приспособлений рассматриваемый вариант является наиболее доступным по своей стоимости. Его отличают небольшие размеры, что дает возможность пользователю переносить его в любое место
Если обратить внимание на чертежи подобного оборудования, то в них не предусматривается какое-либо основание
Однако, решив использовать подобный инструмент для гибки деталей, следует иметь в виду, что этот процесс сопряжен с определенными сложностями. Прежде всего, деформация деталей с применением профилегиба подобного типа требует больших усилий. К тому же, чтобы придать заготовкам необходимую форму, приходится затрачивать много времени. Среди минусов, которыми обладают ручные профилегибы, следует отметить то, что им не под силу выполнить деформацию толстых труб, а также они не в состоянии обеспечить высокую точность.
Но даже невзирая на все их недостатки, все же подобные профилегибы лучше всего подходят для выполнения работ в домашних условиях. Дело в том, что у домашнего мастера возникает необходимость в выполнении работ небольшого объема. По этой причине ему будет под силу справиться с ручным станком.
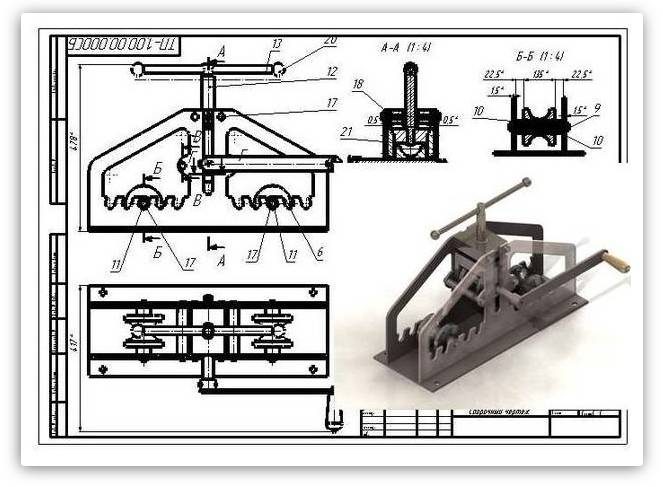
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется следующим образом:
- Устройство обладает небольшими габаритами и простотой в эксплуатации. Ручные профилегибочные станки самые дешевые, а также их просто изготовить.
- Чаще всего рассматриваемое оборудование встречается в частных мастерских или гаражах.
- Стоит учитывать, что ручной профилегибочный станок может применяться для гибки труб небольшого диаметра. Это связано с тем, механический привод не может создавать сильное давление.
- При применении ручного профилегиба нельзя изготовить изделие, которое соответствует чертежу.

Самодельный ручной профилегиб
Механический привод получил довольно широкое распространение, так как он простой в изготовлении. Большая часть чертежей, которые предназначены для изготовления конструкций своими руками, связаны именно с профилегибами рассматриваемого типа.
Делаем станок своими руками
Выбрав понравившийся самодельный станок по фото, добиться желаемого результата вряд ли удастся. Вам обязательно потребуется подробный чертеж будущего профилегиба. Это позволит соблюдать точные размеры при изготовлении станка.
Мы приведем пример популярной модели, на основе которой часто домашние умельцы создают профилегиб своими руками. Если цена заводского профилегиба составляет от 4 тысяч рублей и выше, то самодельный может обойтись чуть ли не бесплатно. Все зависит от наличия у вас необходимых деталей для станка.
- Подготовьте необходимую площадку для изготовления станка.
- Основание для профилегиба может быть выполнено из металла или дерева. Болгаркой требуется вырезать соответствующие чертежу компоненты основания.
- Если вы профессиональный токарь, сделать валы вы сможете своими руками. При отсутствии навыков и самого токарного станка, обратитесь к специалистам. Учтите, что размер вала напрямую связан с типами звездочек и подшипников будущего профилегиба.
- В ограничительных кольцах для валов необходимо дрелью сделать отверстия и пазы согласно чертежам.
- Изготовьте каркас, предназначенный для прижимного вала. Его обычно фиксируют на полке по средствам шпонки.
- Установите каркас основы вашего станка.
- Далее следует монтировать опорные валы. После чего можно организовать портальную конструкцию верхнего вала.
- Движимые компоненты профилегиба соединяются с помощью цепи.
- Завершает сборку монтаж ручки, которая будет вращаться при ручном способе сгибания. Либо соединяется ручка с двигателем, если вы используете соответствующий привод.
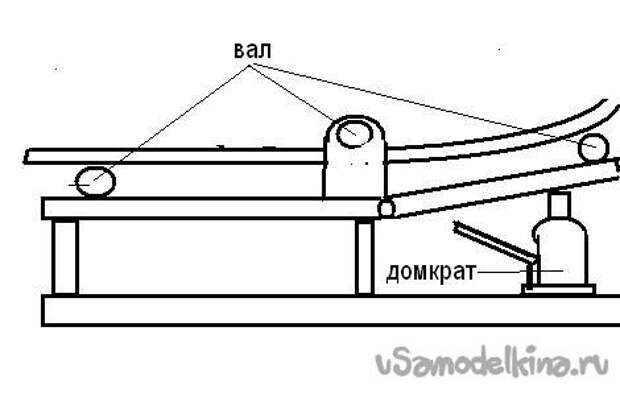
- Остается только закрепить гидравлический домкрат, и конструкция готова.
Помимо инструкции, рекомендуем ознакомиться с наглядными видео уроками. Опираясь на них, вам будет проще разобраться в чертежах, особенностях работы профилегиба. Плюс это поможет определиться с типом станка, который идеально подойдет для выполнения запланированных работ.
Весомый аргумент в пользу самодельного профилегиба — это возможность адаптировать агрегат под ваши конкретные потребности, виды работ и антропометрические данные. Кому-то удобнее работать левой рукой, кому-то правой. Это редко учитывается при изготовлении заводских профилегибов.
Помимо экономии и комфорта, самодельные профилегибы легко модернизируются. Сделав обычный станок с ручным приводом, со временем его можно оснастить электрическим движком или гидравлическим приводом. Все зависит от ваших потребностей и возможностей.
Самодельные автомобили, трактора, вездеходы и квадроциклы

Доброго времени суток! Разрешите представить мой самодельный профилегиб, сделанный своими руками.
Сделал станок практически на коленке, гнет максимум 60-й профиль! Недавно делал себе теплицу, гнул на ребро 6 метровый профиль 20*40*2 мм. Крутил перфоратором. Профилегиб отлично себя показал!

Процесс сборки не фотографировал, конструкция и так проста и понятна. Крутилку разработал так, что можно и ручкой, и перфоратором, и дрелью (и не боится легкого изгиба при кручении, соосности ручки и вала). Время будет, и дополнительно съемное крепление для мотора сделаю!
Вес станка примерно 15 кг, основание сделано из 120-го швеллера (верх, низ, и середка). Конструкция разборная, что удобно для транспортировки. Поставил заменяемые разборные подшипники.

Вот профилегиб уже после покраски.



Установлен гидравлический домкрат.

Станок показал себя в работе отлично, рекомендую к изготовлению, очень нужная вещь для домашней мастерской.
 Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
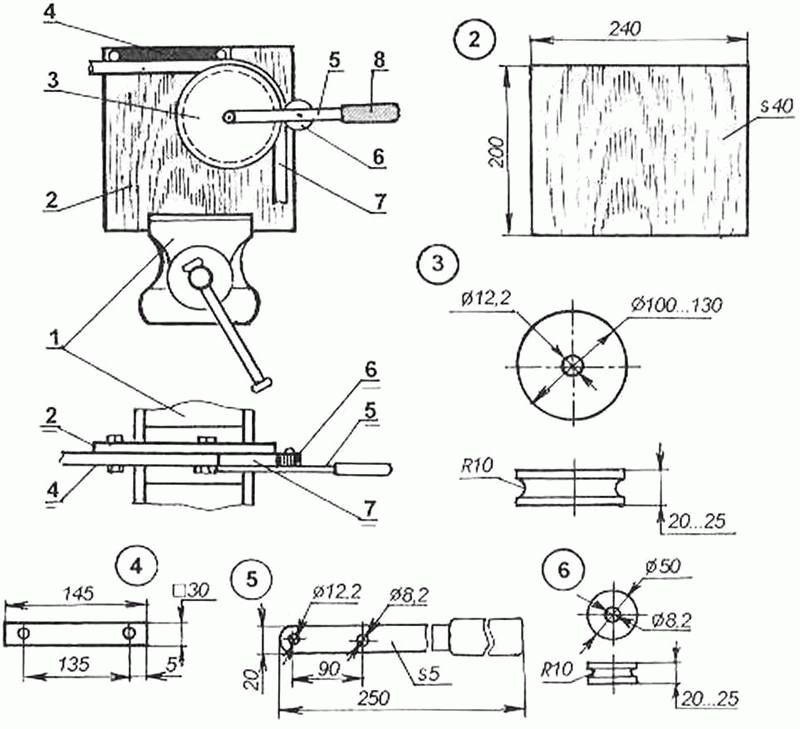
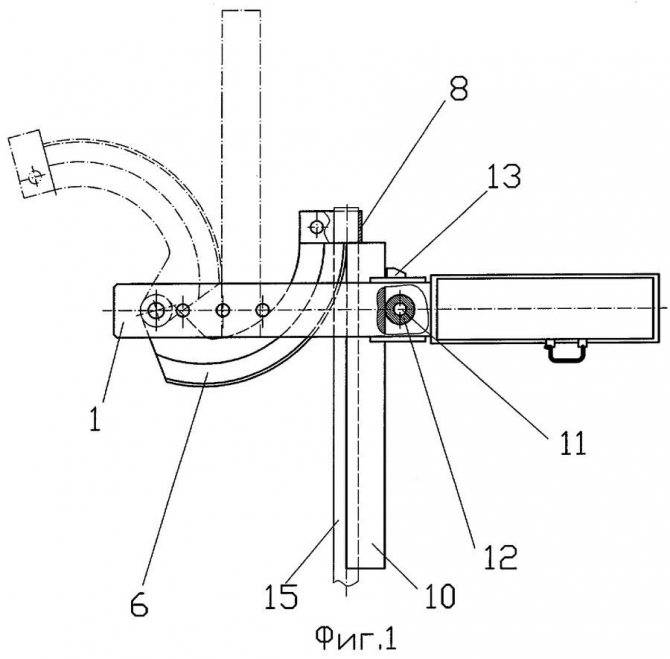
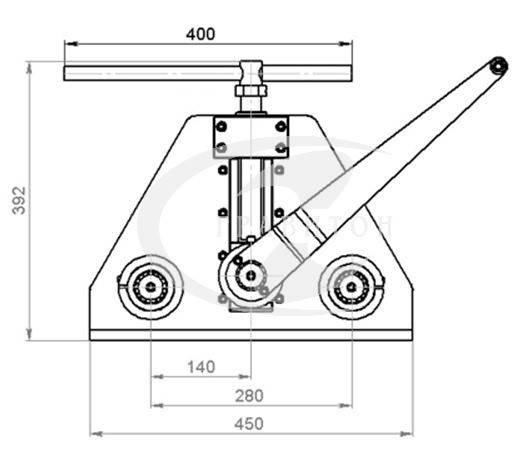
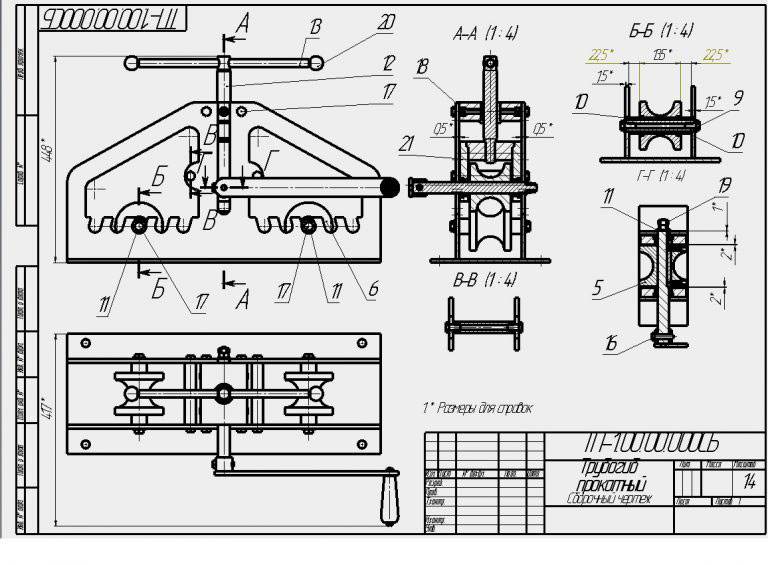
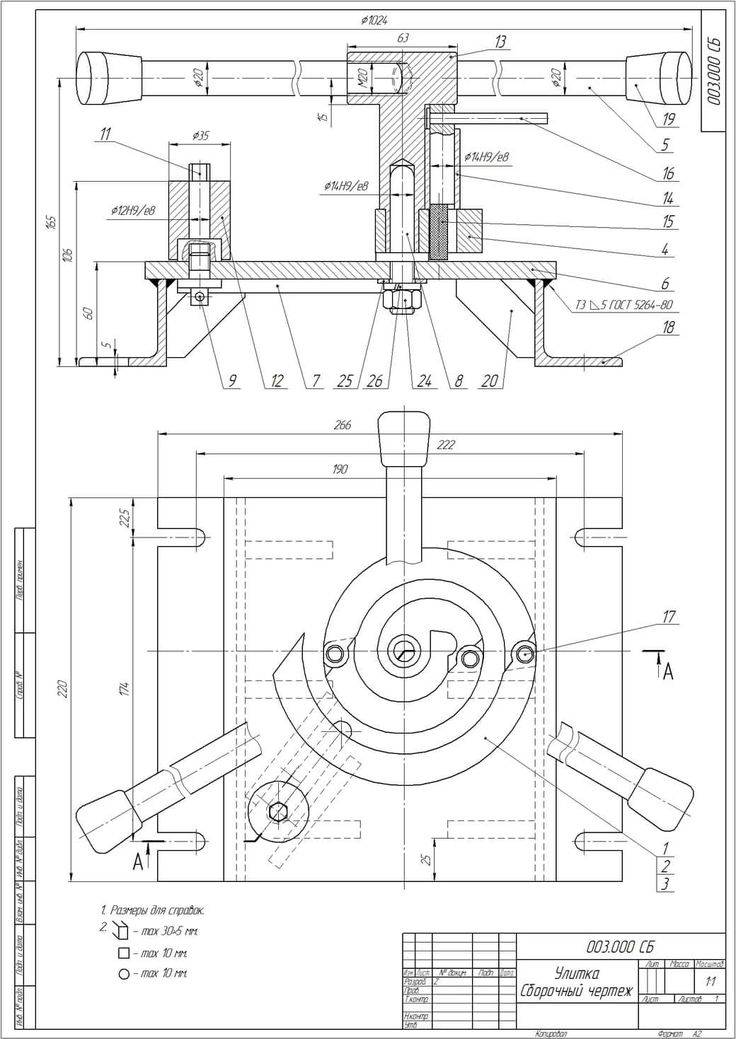
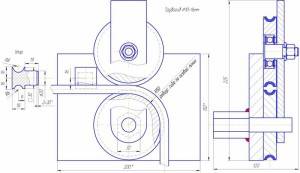
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
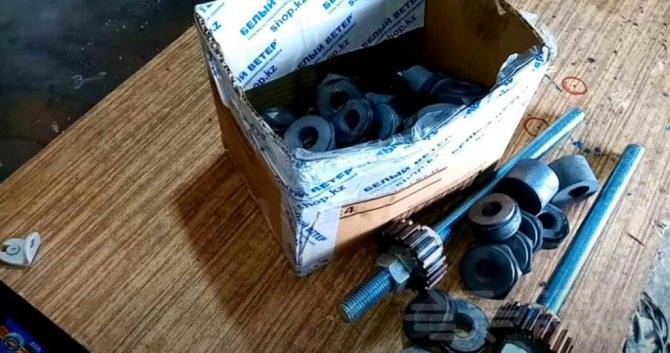
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.





