

Что такое ЧПУ?

Осваивая технологию изготовления мебельных фасадов из МДФ плиты в современной конкурентной среде, начинающий предприниматель сталкивается с необходимостью постоянно повышать качество своей продукции и сокращать сроки выполнения заказов, увеличивать производственные мощности и более рационально использовать труд работников. Если на вооружении предприятия нет станков с ЧПУ, то в сложившейся ситуации покупка данного высокотехнологичного оборудования становится первостепенной задачей.
Так что такое ЧПУ? Расшифровка аббревиатуры ЧПУ звучит как Числовое Программное Управление. То есть, станок с ЧПУ (иногда говорят просто «станок ЧПУ») – это станок с числовым программным управлением, который по специально заданной программе совершает те или иные действия по отношению к обрабатываемой заготовке. Практически, с помощью математических алгоритмов и цифр задаются параметры работы отдельных рабочих органов, которые в совокупности отвечают за позиционирование основных агрегатов, их мощность, скорость перемещения, ускорения, вращения и т.п.
Как правило, алгоритм изготовления деталей на современных станках с ЧПУ состоит из нескольких этапов. На первом этапе, на компьютере при помощи графических программ обрисовывается модель заготовки, своего рода рабочий чертеж в 2D или 3D формате. На втором этапе, при помощи специальной программы для станка ЧПУ модель детали оцифровывается в управляющую программу (УП). На третьем этапе файл с УП вводится в память ЧПУ и выполняется. Таким образом, все механические действия станка соответствуют цифровой последовательности, прописанной в управляющей программе.

Станки с ЧПУ используются в самых различных сферах производства и услуг: в обработке древесины и древесных плит, пластичных материалов, камня, сложных металлических изделий, в том числе ювелирных. По своему функциональному назначению станки с ЧПУ применяются для фрезерования, гравировки, сверления, распила, лазерной резки. Станки, которые позволяют использовать несколько видов обработки одновременно, называются обрабатывающие центры с ЧПУ.
Использование станков и обрабатывающих центров с ЧПУ на любом производстве позволяет осуществлять такие проекты, которые при обычных технологиях оказались бы невыполнимыми или невыгодными. При изготовлении мебельных фасадов МДФ в первую очередь решается задача со сложными рельефными декорами, которые невозможно выполнить вручную. Использование графических программ при проектировании фасадов не только позволяет раскрыть весь потенциал дизайнерской мысли, но и сохранять выполненные проекты и после несложной коррекции применять их в будущем.
При массовом производстве фасадов МДФ на широкоформатных станках с ЧПУ появляется возможность отказаться от предварительного раскроя плит МДФ и выполнять полный цикл обработки с минимальными затратами времени и рабочей силы. С другой стороны, установка ЧПУ в небольшом помещении позволяет увеличить выпуск продукции, не расширяя производственные площади.
Что касается стоимости оборудования с ЧПУ, то здесь следует обратиться к показателям экономической выгоды от его использования, в том числе роста потребительского спроса за счет повышения качества и эстетической ценности конечной продукции.
Если вопрос, что такое ЧПУ, раскрыт в данной статье достаточно полно, то возникающий следом вопрос о необходимости приобрести фрезерный станок с ЧПУ, считаю, отпадет сам собой.
Другие статьи…
Эксплуатационные качества
Станок с вертикально расположенным резцом
Наличие блока ЧПУ предусматривает возможность работы токарных станков в нескольких режимах — автоматическом или полуавтоматическом. В первом случае повышается скорость обработки деталей, но при этом снижается контроль за качеством операции. Полуавтоматический режим применяется при сложной обработке.
При активации полуавтоматического режима происходит выполнение одной операции, после чего установка останавливается. Для продолжения процесса обработки оператор должен вручную запустить следующую операцию. Такая методика актуальна при изготовлении штучных деталей. Это дает возможность замерить фактические характеристики заготовки и в случае надобности провести корректировку программы.
Автоматический режим работы актуален для массового производства. При этом используются стандартные программы, которые изменяются только в случае изготовления другого типа изделия.
Несмотря на все преимущества станки с ЧПУ требовательны к условиям эксплуатации:
- соблюдение температурного и влажностного режима в рабочем помещении;
- проведение периодических проверок работы компонентов оборудования — шаговых электродвигателей или сервоприводов, отсутствие люфта при движении каретки и вращении шпиндельной бабки;
- адаптация программного обеспечения под конкретную модель CNC. Это необходимо в том случае, если происходит расширение функциональных возможностей оборудования;
- требования к параметрам электросети. Блок числового программного управления чувствителен к перепадам напряжения;
- обустройство места установки. Оборудование этого типа характеризуется достаточно большой массой и размерами. Поэтому для него необходимо сделать бетонное основание или установить специальные регулируемые опоры. Последний вариант является более приемлемым, так как эти компоненты способствуют снижению вибрации во время работы.
Обзор технических характеристик

Обработка деревянной заготовки
Все токарные станки с ЧПУ можно условно разделить на два вида — с горизонтальным или вертикальным расположением резцедержателя. Чаще всего применяются модели первого типа, так как они имеют расширенный функционал. Для ознакомления с ним рекомендуется прочитать содержание паспорта оборудования. Для этого необходимо знать основные технические параметры установки.
Прежде всего учитываются габариты и вес оборудования. Они напрямую влияют на место установки, определяют требования к его обустройству. Также следует учесть суммарную мощность электрической части. Общая нагрузка не должна превышать номинальной для электросети.
Основные технические и эксплуатационные параметры токарных станков с ЧПУ:
- максимально допустимый диаметр заготовки. Учитывается способ установки — над суппортом или над станиной;
- длина детали и ее масса;
- величины смещения каретки по осям координат. Для этого показателя важным является степень погрешности;
- пределы частот вращения шпинделя головки, об/мин;
- диаметр отверстия шпинделя;
- характеристики подач;
- параметры револьверной головки. Количество устанавливаемых инструментов;
- характеристики резьбы, их тип и параметры формирования.
В качестве дополнительных компонентов следует учитывать свойства системы охлаждения и устройства для подачи СОЖ. Эти элементы оборудования необходимы для уменьшения степени нагрева детали и режущего инструмента. При большой продолжительности автономной работы необходима система удаления стружки.
Конструкция
В отличие от более старых аналогов современные станки, имеющие числовое программное управление, обладают более высоким показателем жесткости, и позволяют выполнить сложную обработку детали за более короткий период. Эти преимущества обусловлены конструкционными особенностями:
- отсутствием зазоров между придаточными элементами;
- высоким уровнем прочности несущих элементов, узлов агрегата и других комплектующих;
- минимальной длиной кинетических цепей и количеством механических передач;
- наличием сигнализаторов обратной связи;
- повышенной устойчивостью к вибрационным нагрузкам, возникающим при обработке деталей;
- наличием специальных систем, созданных для снижения иска тепловых деформаций.
Токарная обработка на станках обеспечивается благодаря направляющим. Этим комплектующие подвержены износу, но устойчивы к трению. Элементы конструкции взаимосвязаны между собой, и работают в одном режиме. Это условие связано с высокой точностью изделий.
Базовая конструкция токарного станка состоит из:
- станины;
- шпиндельной или передней бабки;
- суппорта;
- коробки подач;
- электрической части;
- револьверных головок.

Станина – основа оборудования, на которой размещаются остальные компоненты станочного прибора. Передняя бабка состоит из двух основных элементов агрегата: коробки скоростей и шпинделя. Суппорт включает нижнюю и верхнюю каретку – элементы, фиксирующие рабочий механизм. Суппорт получает движение через коробку подач. Устройство работает при помощи электромотора. Этот компонент аналогичен для различных моделей токарных станков, и может отличаться только мощностью. При помощи револьверных головок выполняется автоматическая замена инструмента.
При работе с габаритными заготовками могут использоваться станки, в конструкцию которых входят специальные тумбы. Они используются для фиксации детали на нужной высоте.
В продаже также имеются токарные центры, добавляющие токарному станку функции фрезеровочного аппарата.









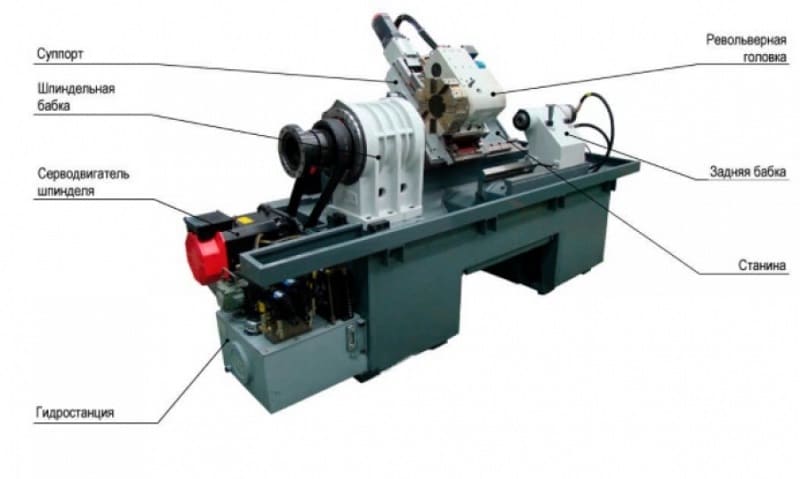
Разновидности
В конструкции самого простого станка присутствуют станина – основание станка, шпиндель – вал с патроном для закрепления заготовки, нарезочный винт, суппорт – крепление для резца, задняя бабка – крепежный элемент, удерживающий заготовку.
Простая конструкция
Разновидности токарно-фрезерного оборудования, которых выпускается огромное количество, позволяют использовать его на любых производствах. Так, для небольших автомастерских и цехов по ремонту бытовой техники вполне подойдет настольный или верстачный токарно-фрезерный станок по металлу до 1т весом. Такой станок может выполнять самые распространенные операции: продольное и поперечное точение, нарезку резьбы и сверление, обработку шлицев, пазов, расточку, фрезерование, шлифовку.
Справка. Еще проще станок с ручным приводом — сверлить, фрезеровать и обтачивать детали для домашних нужд ему вполне по силам. А если такой станок оснащен копиром, то на нем можно вытачивать ножки для мебели, балясины, каннелюры.
С противошпинделем
Когда вместо задней бабки в станке стали использовать противошпиндель, его функциональность и надежность значительно возросли. Без участия оператора противошпиндель позволяет удерживать и одновременно обрабатывать заготовку. Дополнительно установленные сменщики рабочих приспособлений увеличивают в разы производительность станка и позволяют использовать его для серийного выпуска изделий.

С приводным центром
Чтобы увеличить подвижность головки станка при фрезеровании и сверлении отверстий, конструкторы заменили обычные револьверы на головки со встраиваемым подвижным инструментом. Посадочное отверстие в них устроено под конусы типа Capto, ISO, BT, HSK, подходящие для токарных резцов, за счет чего стали возможны различные операции: сверление металла, зенкерование, обработка фасок, выполнение резьбы и др.
С, установленной С-осью
В станках с С-осью есть сменщик рабочих приспособлений, а сверла и фрезы снабжены собственным приводом. Также предусмотрен контроль скорости вращения заготовки в момент ее обработки и индексация углового положения (с точностью до 0,001°). Такие центры позволяют выполнять сложнейшие операции, недоступные для других конструкций станков:
- расточка червячных передач;
- фрезерование шестеренок и коленвалов.
За перемещение по осям в обрабатывающих центрах отвечает сервопривод и ЧПУ.
Конструктивные особенности
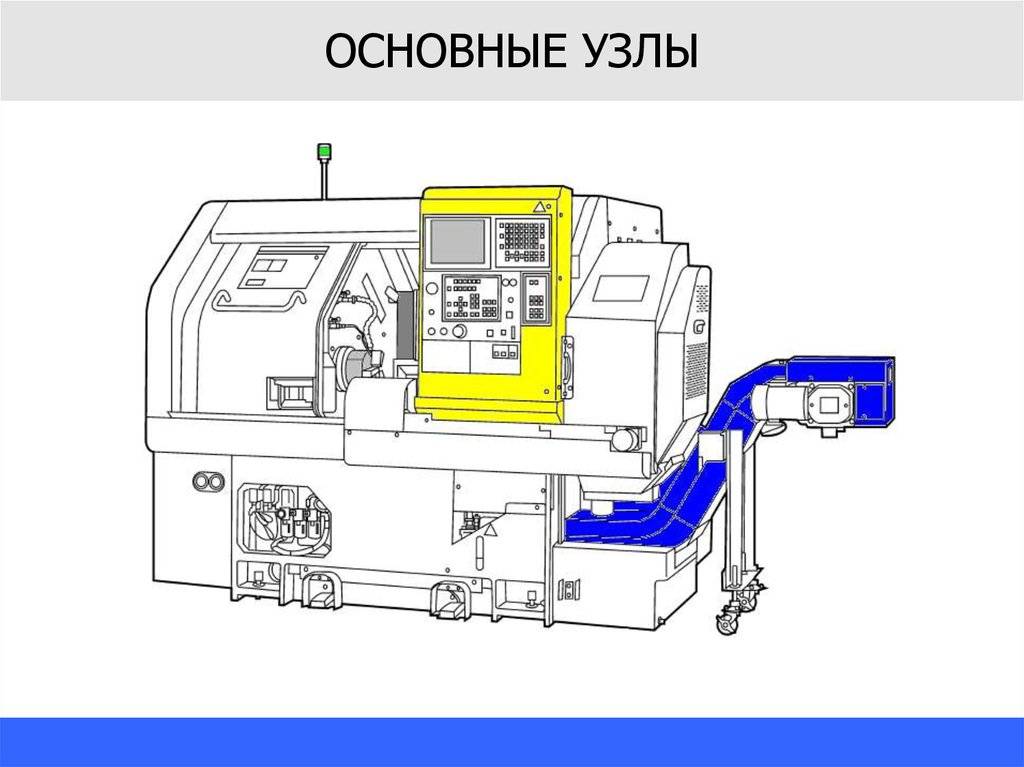
Независимо от технических характеристик в состав токарных установок входит примерно один и тот же набор узлов и агрегатов:
- Станина. Это сварная или литая конструкция для размещения всех остальных механизмов. Она устанавливается на виброопоры или крепится анкерными болтами к бетонному полу цеха. На станине монтируется передняя бабка и горизонтальные направляющие.
- Передняя бабка. Внутри нее находится главный привод, коробка скоростей и шпиндель. Для зажима заготовки используется кулачковый патрон или планшайба, которые крепят на конец шпинделя.
- Задняя бабка. Расположена на продольных направляющих напротив передней бабки. Предназначена для фиксации второго конца заготовок или закрепления инструмента для работы с цилиндрическими и коническими отверстиями.
- Суппорт. Служит для позиционирования резца или поворотной инструментальной головки. В его состав входят каретка, поперечные салазки, верхние салазки, резцедержатель и механизм, обеспечивающий перемещение этих устройств.
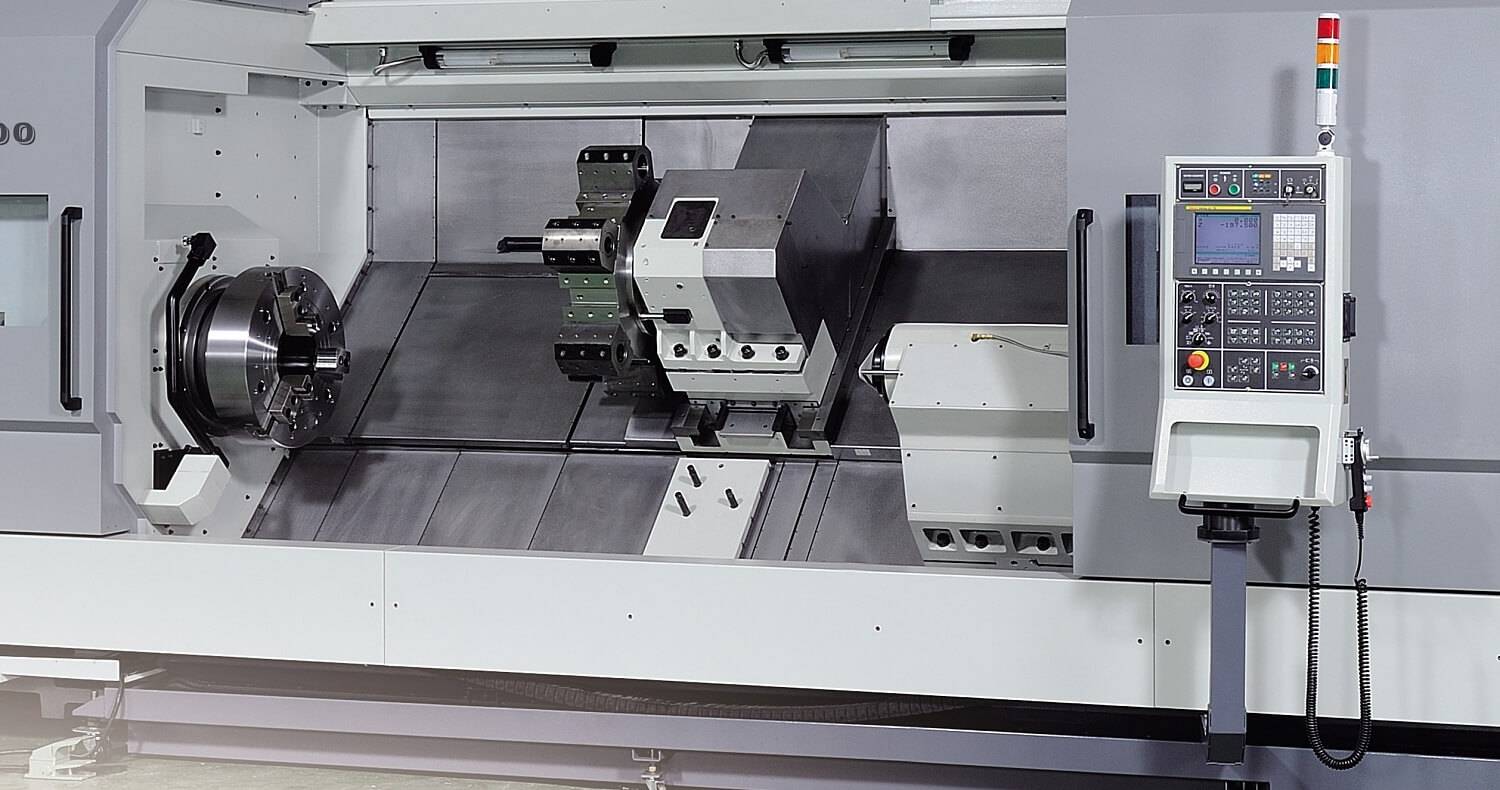
Конструкция токарного станка с ЧПУ
Эти агрегаты дополняют устройства регулировки вращения главного привода и скорости перемещения режущего инструмента. При ручном механическом управлении — это коробка скоростей и коробка подач, а также гитара — сменный набор шестерен для изменения скорости подачи или шага резьбы. В современных установках вместо механических приводов применяют раздельные электроприводы (главный, отдельных осей, дополнительных устройств) с цифровым управлением.
Токарное оборудование комплектуется различными вспомогательными устройствами. Самые распространенные из них — это системы подачи СОЖ и транспортеры стружкоудаления.
Система СОЖ орошает рабочую зону смазочно-охлаждающей жидкостью (СОЖ), которая охлаждает обрабатываемый металл и инструмент, а также улучшает условия резания. Транспортеры стружкоудаления отводят металлическую стружку из рабочей зоны и доставляют ее в накопительные контейнеры.
Главное отличие механообработки с использованием ЧПУ от выполнения технологических операций в ручном режиме — это не только программное управление перемещениями и режимами резания, но и полная автоматизация всех вспомогательных операций. Конструкция токарного станка с ЧПУ позволяет управлять не только позиционированием и работой инструмента, но и такими вспомогательными действиями, как:
- зажим заготовки;
- позиционирование револьверной головки;
- включение и выключение системы охлаждения;
- управление транспортером стружкоудаления;
- блокировка и разблокировка защитного ограждения.
При разработке CNC-программ применяют программное обеспечение, которое позволяет генерировать последовательность команд для вычисления траектории резца на основании чертежа в электронном формате DXF. Технологу-программисту остается только задать параметры режущей кромки и режимы резания. Большинство современных систем ЧПУ отображают такие чертежи на своем экране, что очень удобно для корректировки программы при ее отладке или пробном изготовлении детали.
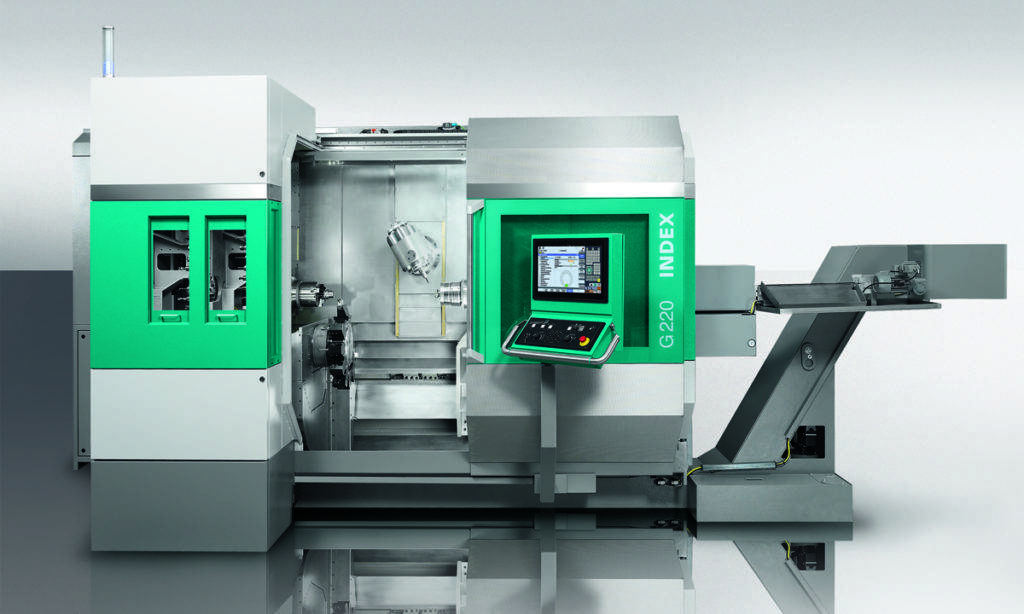
Виды токарно-фрезерных центров
Их классифицируют по следующим признакам:
- наличие или отсутствие блока ЧПУ;
- направлению перемещения шпинделя (оно может быть вертикальным или горизонтальным);
- перечню разрешённых операций.
Агрегаты, не оснащённые ЧПУ, производятся:
- с управлением вручную;
- полуавтоматические;
- полностью автоматические.
Токарно-фрезерный обрабатывающий центр с ЧПУ имеет несколько разновидностей:
- так называемой классической компоновки;
- оборудованный специальным противошпинделем;
- обладающий встроенным приводом;
- фрезерный станок с токарной осью;
- установленной так называемой С-осью.
Каждый из них способен одновременно выполнять большую последовательность обрабатывающих операций.
Консольно-фрезерные станки
Консольно-фрезерные станки наиболее распространены. Стол консольно-фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом) и вертикально-фрезерные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Обрабатывать заготовки на консольно-фрезерных станках можно цилиндрическими, торцовыми, концевыми, дисковыми, угловыми, фасонными и другими фрезами. В табл.1 приведены значения основного параметра-ширины стола в зависимости от размера (номера) станка.
Ширина стола в зависимости от номера станка
| № станка | — | — | 1 | 2 | 3 | 4 | |
| Ширина стола | 125 | 160 | 200 | 250 | 320 | 400 | 500 |
Характеристика вертикальных фрезерных станков
Вертикальные конструкции – очень распространенная категория инструмента. Оснастка для фрезерного станка по металлу этой разновидности представлена режущими элементами цилиндрического, фасонного и концевого типа. Кроме этого оборудование позволяет выполнять операции сверления.
Назначение вертикально-фрезерных станков с ЧПУ:
- формирование пазов;
- обработки рамочных деталей;
- изготовление зубчатых колес;
- обработка углов, а также горизонтальных и вертикальных металлических поверхностей.
Оборудование вертикального типа благодаря своему строению обладает очень жесткой конструкцией. За счет этого появляется возможность выполнять обработку металлических деталей на высоком уровне качества. Коробка скоростей установлена на головке шпинделя.








Существует две категории вертикальных фрезерных станков по металлу:
- Консольно-фрезерные.
- Бесконсольные.
Бесконсольные станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных и наклонных поверхностей
Станок, в конструкции которого присутствует консоль, отличается лишь тем, что его гильза и шпиндель могут перемещаться по отношению к оси оборудования. Для изготовления деталей сложной формы используются 5-осевые фрезерные станки с ЧПУ. Такие конструкции обеспечивают очень высокое качество обработки и экономию. Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.
Консольно-фрезерные станки малых размеров с шириной стола 125*160 мм
Эти станки предназначены для обработки заготовок небольших размеров, главным образом из цветных металлов и сплавов, пластмасс и для чистого фрезерования заготовок из стали и чугуна. Автоматизированные станки позволяют вести обработку по заданному циклу.
Особенности горизонтальных фрезерных станков
Горизонтальные конструкции отличаются тем, что в них шпиндель имеет горизонтальный характер размещения. Инструмент этой категории используется для обработки металлических деталей небольшого размера.
В качестве оснастки для горизонтальных конструкций используются следующие виды фрез по металлу:
- фасонные;
- угловые;
- концевые;
Горизонтальный фрезерный станок представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробка передач и стол
- торцевые;
- цилиндрические.
Стандартная комплектация горизонтально-фрезерного станка с ЧПУ не позволяет выполнять обработку заготовок по винтовой поверхности. Для выполнения подобной операции потребуется дополнительное оснащение.
Благодаря своему строению горизонтальный инструмент позволяет устанавливать столешницу в разных положениях. Стол может располагаться перпендикулярно или параллельно по отношению к оси шпинделя. Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Принцип работы фрезерного станка с ЧПУ
Современный станок с ЧПУ представляет собой сложный автоматизированный комплекс для фрезерования заготовок из дерева, пластика, металла, камня и пр.
Автоматизированный комплекс, помимо «классических» механизированных узлов включает в себя электронные компоненты автоматического контроля и управления режимами обработки.
Электронная система базируется на алгоритмах числового программного управления (ЧПУ) и в значительной степени упрощает работу на оборудовании (станок функционирует по заранее введённой программе и в течение рабочего цикла не требует вмешательства оператора).
Одним из главных элементов станка, непосредственно осуществляющих обработку заготовки, является фреза. Режущая часть фрезы бывает различных форм и размеров — в соответствии с задачами обработки и видом материала заготовки. Цилиндрическая часть фрезы (т. н.
«хвостовик») через цангу закрепляется в цанговом патроне, который, в свою очередь, закреплён на валу шпинделя. Электромотор шпинделя передаёт крутящий момент и сообщает фрезе вращательное движение. Соприкасаясь с обрабатываемой поверхностью, фреза снимает слой материала.
Шпиндель подвешен на подвижном портале. Электромоторы станка, по командам от контроллера ЧПУ, перемещают портал по трём координатным осям и позиционируют фрезу над поворотным столом с закреплённой заготовкой.
Таким способом и осуществляется фрезерование заготовки с целью получения готового изделия заданных форм и размеров.
Электронная часть станка включает в себя контроллер ЧПУ, вспомогательные электронные компоненты и их соединения. Для управления системой, станок может комплектоваться специальным DSP-контроллером, или подключаться к PC.
Электронная «начинка» станка работает под управлением собственного программного обеспечения (поставляется вместе с оборудованием). Задачей этого «софта» — перекодировать загруженную программу (чертеж-рисунок требуемой детали) и транслировать её в специфические G-коды — электрические команды двигателям станка.
Таким образом, программным алгоритмом для функционирования станка является файл векторного графического формата (к примеру, построенный в AutoCAD, Corel Draw).
Записав файл-программу в оперативную память контроллера, оператору остаётся выбрать режим работы станка (черновая, чистовая, трёхмерная) и частоту оборотов — в соответствие с видом материала заготовки и применяемой для обработки фрезы.
Преимущества оборудования
Современные станки с ЧПУ обладают широким спектром возможностей, обеспечивают быструю и высокоточную обработку, обладают достаточным запасом надёжности и удобством эксплуатации.
Точность обработки является не только следствием прецизионного автоматизированного управления, но и организацией специальных конструктивных мероприятий, направленных, прежде всего, на повышение жёсткости системы.
Увеличение жёсткости достигается за счёт уменьшения длины кинематических цепей и количества механических передач, уменьшения зазоров между деталями, снижения потерь на трение, а также увеличения быстродействия.
Для этого в частности скользящие направляющие изготавливаются в виде «твёрдый материал — мягкий» (например, сталь/чугун по пластику/фторопласту).
Сопрягаемые пары качения (в наплавляющих, подшипниках) отличаются ещё меньшими потерями и повышенной долговечностью. В качестве рабочих тел используются ролики с преднатягом, исключающим биение и износ.
Дополнительные системы, такие как вакуумный стол, улавливатель стружки, охлаждение режущего инструмента, переносной пульт (DSP-контроллер) и ряд других, значительно облегчают управление фрезерным комплексом и увеличивают культуру производства.
Работа на оборудовании
Функции оператора станочного комплекса, оборудованного ЧПУ, сводятся к смене и закреплению заготовок, установке требуемого типа фрезы, инсталляции управляющей программы, активации процесса и общим наблюдением за процессом работы станка.
Перед началом обработки работоспособность станка проверяется запуском специальной тестирующей программы. Оператору следует проверить надёжность крепления заготовки и фрезы, её соответствия обрабатываемому материалу.








Перед началом серийного цикла следует обработать первую заготовку, проконтролировать размеры и убедиться в их соответствии чертежу.
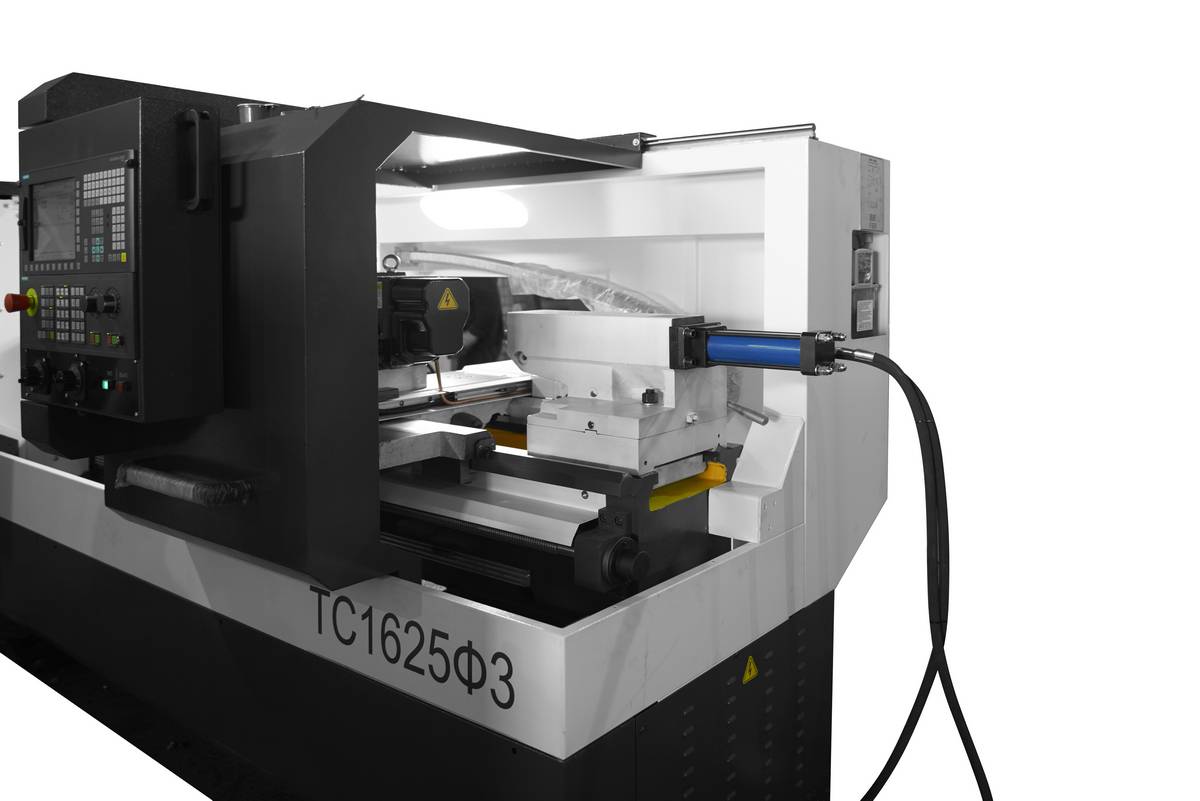
Конструктивные особенности станков
Токарные станки с ЧПУ, используемые в наше время на многих производственных предприятиях, — это современное оборудование, позволяющее выполнять обработку деталей из металла, характеризующуюся высокой точностью. Это обеспечивается следующими конструктивными особенностями такого оборудования:
- в передаточных устройствах привода подобных станков практически полностью отсутствуют зазоры;
- все несущие элементы, узлы и механизмы, входящие в конструкцию токарного станка с ЧПУ обладают высокой жесткостью;
- кинематические цепи оборудования специально разработаны таким образом, чтобы их длина была минимальной, а также чтобы минимальным было количество механических передач, которые их составляют;
- в конструкции токарных агрегатов предусмотрены специальные сигнализаторы, отвечающие за обратную связь;
- такие устройства отличаются повышенной устойчивостью против вибрационных нагрузок, обязательно возникающих в процессе их работы;
- гидравлические, а также другие узлы токарного оборудования перед началом работы предварительно разогреваются при помощи специальных систем, что минимизирует риск возникновения тепловых деформаций в процессе выполнения обработки.
На токарные станки с ЧПУ устанавливаются направляющие, характеризующиеся повышенной износостойкостью и пониженным коэффициентом трения, что очень важно для обеспечения высокой точности выполнения токарных работ по металлу. Благодаря таким характеристикам направляющих агрегата снижается уровень рассогласования в его контролирующей системе, и все подвижные механизмы перемещаются по заданным параметрам с максимальной точностью
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным.
Закаленные направляющие станины станка TRENS-SE-520
Естественно, направляющие токарных станков, на которых обработка деталей из металла выполняется на высоких скоростях, должны отличаться повышенной жесткостью. Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Чтобы обеспечить высокую жесткость несущим элементам токарного оборудования с ЧПУ, их выполняют в коробчатой форме с обязательными поперечными и продольными внутренними ребрами. Для изготовления данных элементов используют технологии литья и сварки. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Важнейшим элементом любого металлорежущего оборудования, в том числе и токарной группы, является шпиндельный узел, испытывающий значительные нагрузки в процессе работы. Именно поэтому все базовые и посадочные поверхности такого узла, а также его шейки, должны отличаться повышенной износоустойчивостью. Подшипники, которые устанавливаются в опоры узла, обеспечивают точность его вращения, к ним предъявляют повышенные требования по степени их износоустойчивости.
Передняя бабка с патроном станка SN-500
Объясняется это тем, что в данный элемент устанавливают ряд дополнительных: зажимные механизмы для рабочих приспособлений, работающие в автоматическом режиме, индикаторы, отвечающие за автодиагностику оборудования и за адаптивный контроль над процессом выполнения обработки. На токарных станках данной категории шпиндельный узел (по оси его вращения) может быть расположен в горизонтальной, а также в вертикальной плоскости.





