

Станки по дереву
Современные производители предлагают богатый выбор деревообрабатывающих станков. Выпускаются установки общего назначения, специальные модели для производства однотипных деталей или специализированные устройства для определенных видов обработки древесины.

Чтобы после покупки оборудование полностью соответствовало вашим ожиданиям, предлагаем воспользоваться следующими советами.
- Оптимальная мощность зависит от особенностей работы и перечня операций, которые будут выполняться на выбранном станке. Бытовыми принято считать модели мощностью до 3 кВт/ч, подключаемые к сети 220 В, промышленными – установки большей производительности, которые отличаются также большей глубиной пропила, шириной строгания, более широким набором функций.
- Станина должна быть тяжёлой и жёсткой (идеальным материалом для ее изготовления станет чугун).
- Желательно наличие патрона на передней бабке или возможность его установки. В дальнейшем это позволит обрабатывать заготовки, которые закреплены только за один конец.
- Возможность установки на задней бабке сверлильного патрона, который существенно облегчит задачу по заточке глухих отверстий.
- Наличие регулятора оборотов шпинделя – удобная функция, которая поможет повысить качество выполнения многих технологических операций.
- Универсальные модели оснащаются пильным диском, сверлом, фрезой, строгальным валом с 3 или 4 ножами.
Вне зависимости от вида выбранного токарного станка, его параметров и технических характеристик, особое внимание стоит уделить качеству его сборки, использованию производителем материалов, способных выдерживать запланированные нагрузки. Универсальные многофункциональные модификации всегда становятся оптимальным решением: при помощи такого станка появляется возможность решить практически любую задачу по обработке металла или дерева
Мне нравится1Не нравится
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.

Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
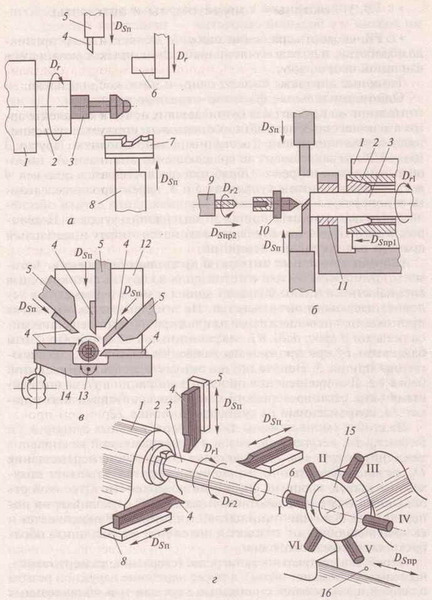
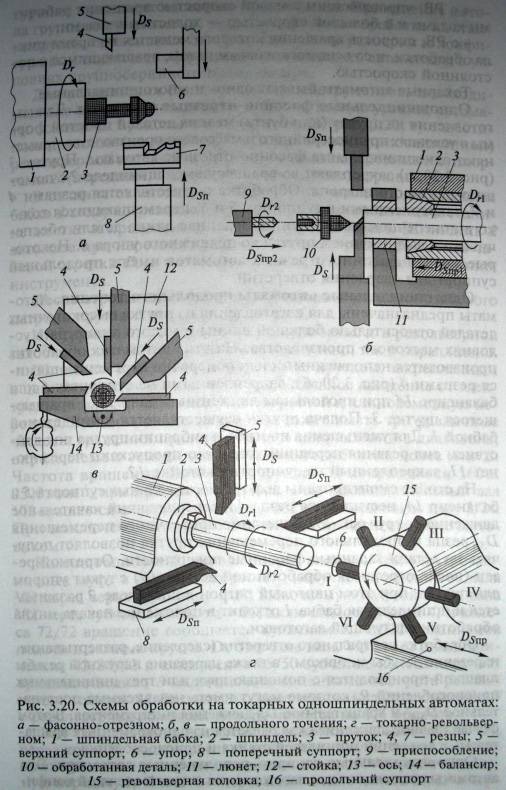
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
фасонное обтачивание;
- накатывание резьбы;
- отрезка;
- нарезание резьбы;
- развёртывание;
- сверление;
- обтачивание.
Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
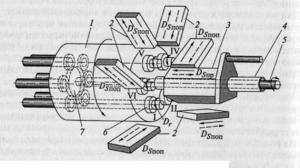
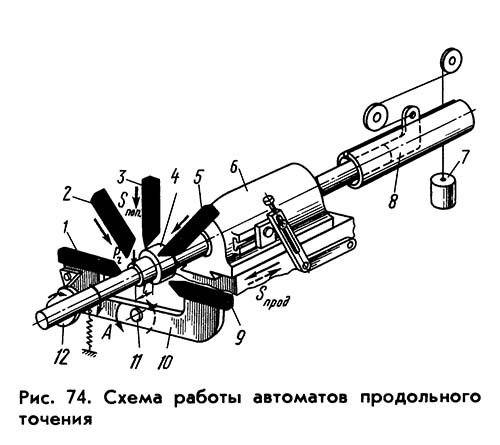
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
на них штучные заготовки обрабатываются в патронах
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
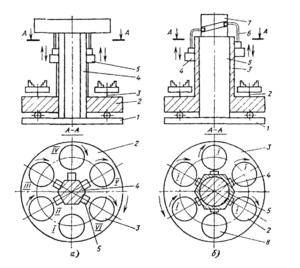
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
- параллельного действия;
- последовательного действия.
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
https://youtube.com/watch?v=w4-e7uQ01CM
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
Основные типы токарных станков и их назначение.
⇐ ПредыдущаяСтр 4 из 12Следующая ⇒
На токарных станках обрабатывают детали, имеющие преимущественно форму тел вращения (валики, оправки, втулки, заготовки для зубчатых колес и др.). При изготовлении таких деталей приходиться обрабатывать цилиндрические, конические, фасонные поверхности, нарезать резьбы, вытачивать канавки, обрабатывать торцовые поверхности, сверлить, зенкеровать и развертывать отверстия и др. При выполнении этих работа токарю приходиться пользоваться разнообразными режущими инструментами: резцами, сверлами, зенкерами, развертками, метчиками, плашками и др.
Типы токарных станков.
Токарные станки составляют наиболее многочисленную группу металлорежущих станков на машиностроительных заводах и являються весьма разнообразными по размерам и по типам.
Основными размерами токарных станков являются:
наибольший допустимый диаметр обрабатываемой заготовки на д станиной, или высота центров над станиной;
расстояние между центрами, т.е. расстояние, равное наибольшей длине детали, которая может быть установлена на данном станке..
Все токарные станки по высоте центров над станиной могут быть разделены на:
мелкие станки — с высотой центров до 150 мм;
средние станки — с высотой центров 150-300 мм;
крупные станки — с высотой центров более 300 мм.
Расстояние между центрами у мелких станков не более 750 мм, у средних 750, 1000 и 1500 мм, у крупных от 1500 мм и больше. Наиболее распространены на машиностроительных заводах средние токарные станки.
По типам различают:
токарно-винторезные станки, предназначенные для выполнения всех токарных работ, включая нарезание резьбы резцом (эти станки имеют самое широкое распространение);
токарные станки, предназначенные для выполнения разнообразных токарных работа, за исключением нарезания резьбы резцом.
К станкам токарной группы относятся револьверные, карусельные и многорезцовые токарные станки; токарные автоматы и полуавтоматы; сециальные токарные станки, например для обработки коленчатых валов, выгонных осей и др.
При выполнении работ на токарных станках обрабатываемая заготовка получает вращательное движение, а резец — поступательное перемещение, или движение подачи. Сочетание таких движений обеспечивает получение разнообразных поверхностей вращения: цилиндрических, конических, фасонных и др.







Устройство и назначение токарно-винторезного станка.
Универсальный токарно-винторезный станок предназначен для обработки деталей из черных и цветных металлов. Помимо вышеуказанных операций на таких агрегатах можно выполнять нарезание резьбы (модульной, питчевой, метрической и дюймовой), а также точение конусообразных конструкций.
Универсальный токарно-винторезный станок состоит из следующих основных узлов:
· станина;
Станина является одним из базовых узлов, по которому перемещаются суппорт и задняя бабка, также станина выступает в качестве несущей опоры под обе бабки (заднюю и переднюю). Сама станина состоит из двух стальных балок, соединенных поперечными ребрами жесткости. На каждой из балок имеется по две направляющие, на правой обе направляющие призматические, на левой — внутренняя направляющая плоская.
· передняя и задняя бабка;
Назначение передней бабки — фиксация обрабатываемой заготовки и передача на нее вращения от электродвигателя. Вращение заготовке сообщает шпиндель, расположенный внутри корпуса бабки. Снаружи ее корпуса смонтированы рукоятки для управления коробкой скоростей, позволяющие регулировать частоту оборотов шпинделя.
Задняя бабка поддерживает правую сторону детали. При использовании вспомогательного инструмента, в нее устанавливаются сверла, метчики, развертки и т.д. В зависимости от конструктивных особенностей бабки классифицируются на два вида — с обычным и вращающимся центром.
· шпиндель;
Шпиндель – это полый стальной вал, на торце которого расположено коническое отверстие, которое монтируется передний центр станка. Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.
· суппорт;
Суппорт — изменение положения резцедержателя, фиксирующего рабочий инструмент, в поперечной, продольной и наклонной плоскостях.
· коробка подач.
Коробка подач, сообщающает вращение от шпинделя к суппорту.
⇐ Предыдущая4Следующая ⇒
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Станки с ЧПУ
Токарный станок с системой управления ЧПУ
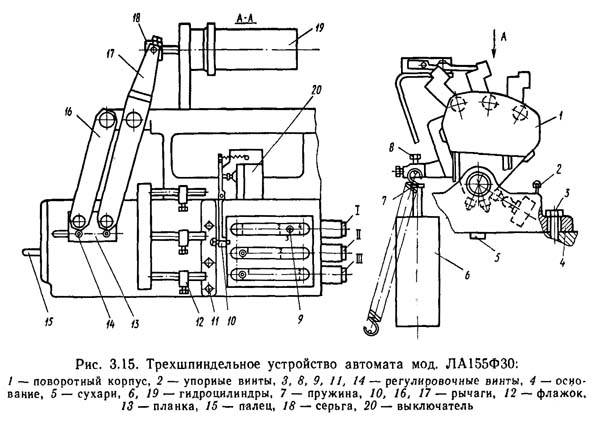
Развитие вычислительной техники привело к созданию станков с программным управлением. В СССР выпускалось большое количество типов станков с ЧПУ — 16К20 («Красный пролетарий», Москва), 16Б16 (Куйбышев), ЛА155 (Ленинград) и др. Станки с ЧПУ заняли нишу между универсальными и агрегатными станками при производстве большой номенклатуры продукции (обеспечивается библиотекой программ обработки) относительно небольшими партиями (десятки и сотни штук). Малое время переналадки и высокая повторяемость обработки на станках с ЧПУ позволили резко увеличить выход годных деталей при многооперационной обработке. Базовыми системами ЧПУ в СССР были НЦ-31 и 2Р22 (токарная группа) и 2С42 и 2Р32 (фрезерная группа).
Сегодня ведущие производители станков с ЧПУ — Китай, Тайвань, США, Испания, Италия, Япония и Германия.
Разница между автоматом и полуавтоматом
Различия между автоматом и полуавтоматом не вызывают сомнений, хотя и называются они похоже, и способ сваривания подобен.
В этом процессе человек выполняет функцию настройщика. Ему не нужно поджигать дугу, вести шов или следить за процессом сваривания. Ему достаточно выбрать сварочный режим и «приказать» автомату его выполнить.
Абсолютно другим способом является полуавтоматическое сваривание. Хоть при нем так же используется присадочная проволока, газ, флюс другое сырье, тем не менее, сварщиком выполняется вся работа, а не только настройка аппарата.
То есть, он и горелку ведет, и шов формирует. Автоматически подается только сварочная проволока, оттуда и название «полуавтоматической сварки».
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
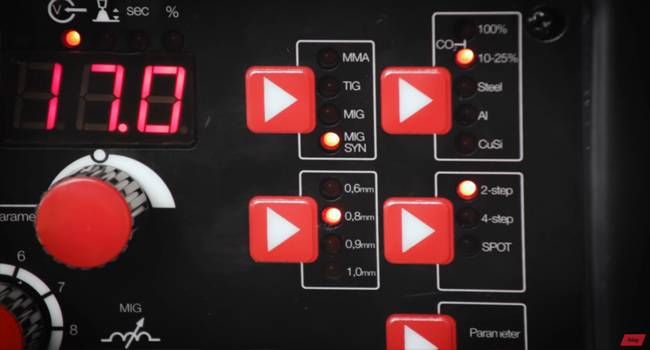
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:


![Токарно-карусельный станок [технические характеристики]](https://benzo-electro-instrument.ru/wp-content/uploads/3/0/3/303a25db4905e07e093957c66ccb3ccc.jpeg)
Толщина металла | Сила тока | Диаметр проволоки |
1,5 мм | 70 — 80 А | 0,8 |
2,0 мм | 90-110 А | 0,8 |
3 мм | 120 — 140 А | 1,0 |
4 мм | 140-160 А | 1,0 |
5мм | 160 — 200 А | 1,2 |
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.




Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Лобовые станки
Основное назначение токарных лобовых станков (рис. 3) – обработка деталей больших диаметров и малой высоты. На этих станках производится изготовление массивных маховиков для двигателей карьерных самосвалов и кораблей, колес вагонных, опорно-поворотных кругов грузоподъемных кранов и др. Основной отличительной особенность, из-за которой лобовые станки выделены в отдельную группу – наличие планшайбы большого диаметра.
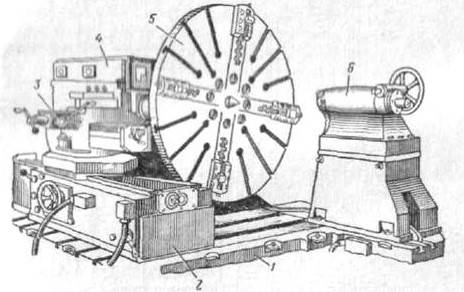
Рисунок 3. Токарный лобовой станок.
Рисунок 3. Токарный лобовой станок.
Токарный лобовой станок включает в себя следующие основные узлы.
- Массивная станина. Является основанием станка.
- Основание суппорта. Служит направляющей суппорта. Содержит рукоятки управления подачей.
- Суппорт. Перемещает планшайбу в зону обработки. Имеет настройки автоматической подачи.
- Передняя бабка. Включает в себя электродвигатель, коробку скоростей и механизмы управления станком.
- Планшайба. Предназначена для закрепления обрабатываемой детали.
- Задняя бабка. В ней закрепляется режущий инструмент.
В отличие от карусельных станков, которые тоже предназначены для работы с деталями большого диаметра и малой высоты, лобовые токарные станки имеют ограничения по массе заготовки. Если заготовка превышает допустимую массу – ее обрабатывают на карусельном станке.
Технические и технологические показатели станков токарной группы
1.12.5. Технические и технологические показатели станков токарной группы
- Основные условия функционирования
- Размеры рабочего пространства для размещения заготовок, инструмента и приспособлений.
- Расположение обрабатываемых поверхностей, их количество и размеры.
- Наибольшая масса устанавливаемых заготовок и способы закрепления.
- Пределы частот вращения и подач рабочих органов
- Основная форма обрабатываемых заготовок (определяет пространственное размещение рабочих органов станка).
- Количество, форма и параметры устанавливаемых инструментов для штатных методов обработки.
- Количество управляемых включая одновременно) перемещений рабочих органов.
- Дискретность перемещения по осям координат
- Производительность штучная
- Мощность главного привода и подач.
- Количество переходов и проходов.
- Скорости холостых и установочных перемещений.
- То же рабочих перемещений.
- Наличие автоматизации основных и вспомогательных циклов.
- Оснащенность дополнительными приспособлениями и устройствами.
- Количество одновременно обрабатываемых заготовок и установленных инструментов
- Точность обработки станка
- Выходная точность станка.
- Точность установки изделия и стабильность позиционирования рабочих органов.
- Исходная точность заготовки и объемная стабильность качества.
- Размерная износостойкость инструмента.
- Статические, динамические и тепловые деформации несущей системы, групп узлов заготовки и инструментов.
- Возможность корректирования перемещений формообразующих элементов.
- Характер износа элементов и узлов станка
- Эксплуатационные свойства станка
- Масса станка.
- Площадь, занимаемая станком.
- Надежность работы систем и узлов.
- Удельная энергоемкость.
- Материалоемкость.
- Техническая и эксплуатационная безопасность и экономичность.
- Удобство управления и обслуживания.
- Ремонтопригодность
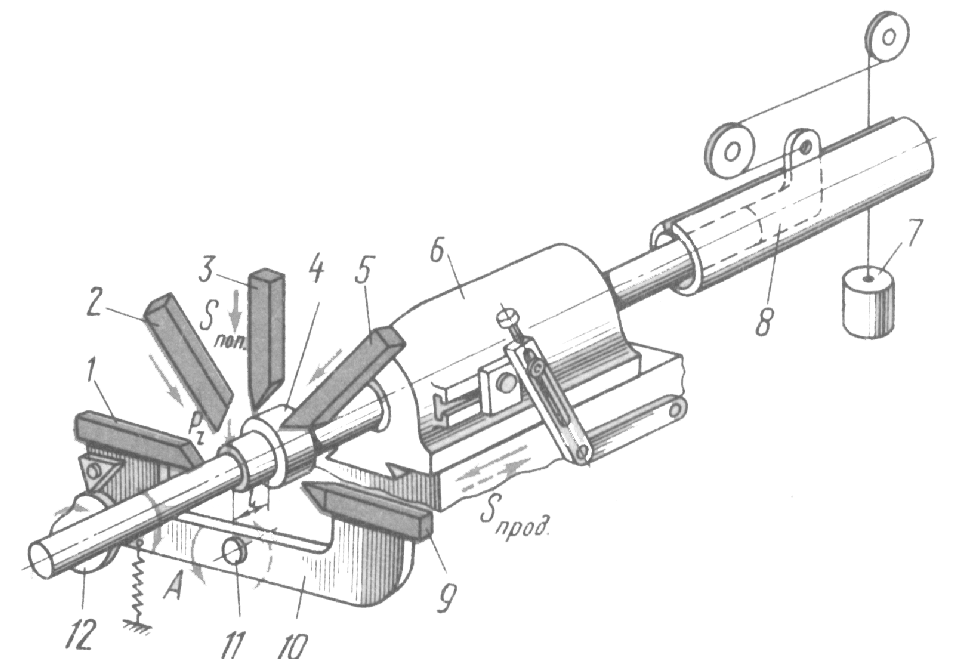
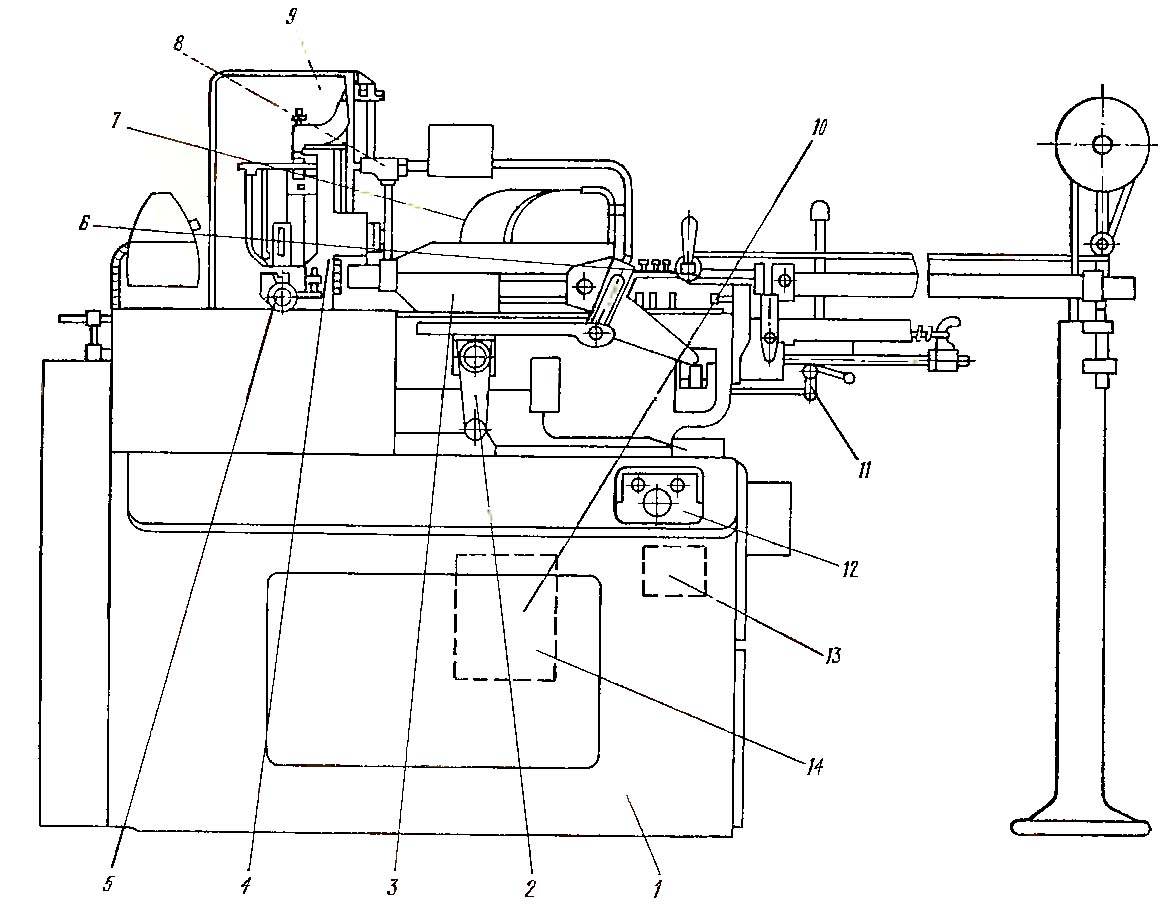
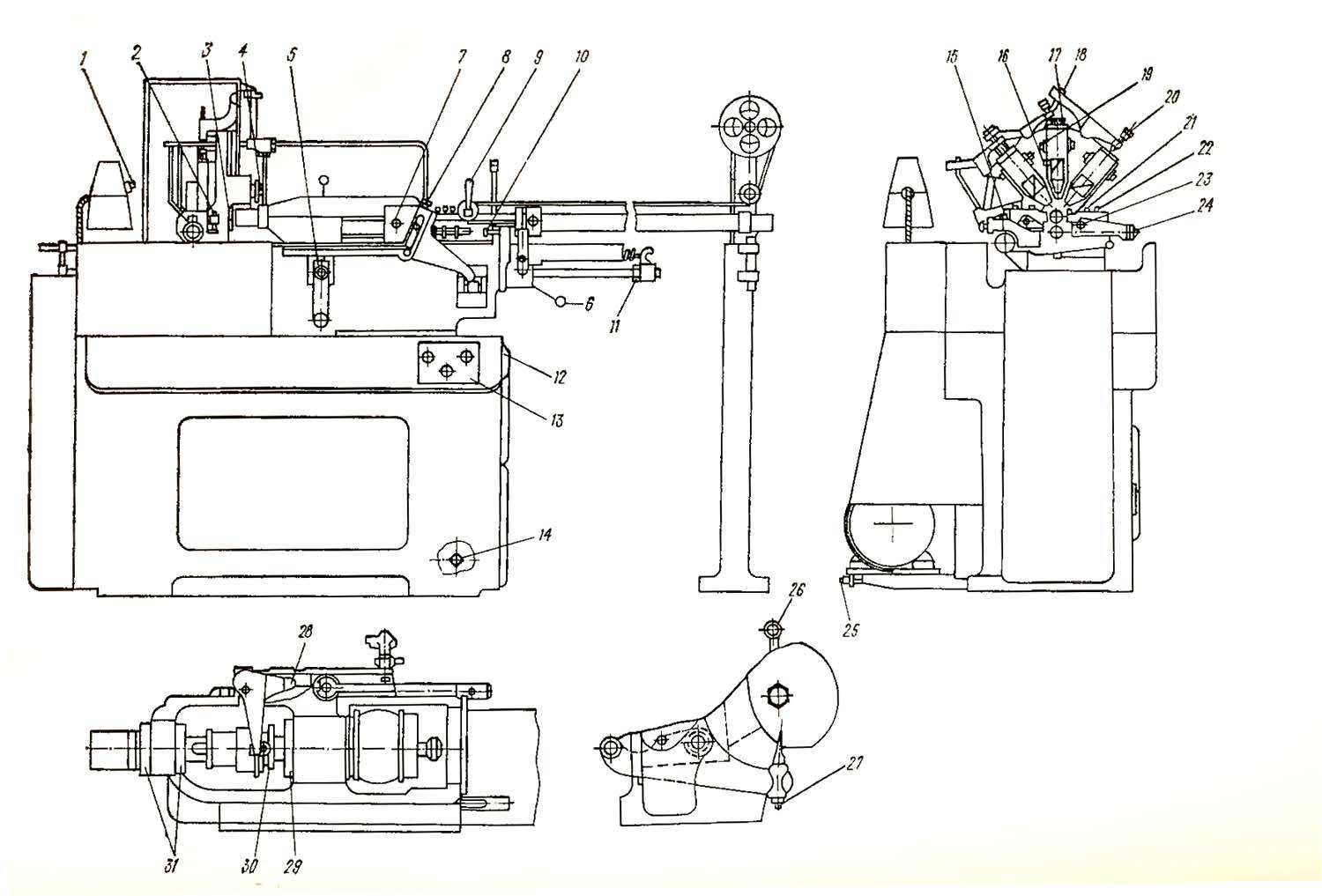
Схема кинематическая токарного станка продольного точения 11Т16А
Схема кинематическая токарного станка продольного точения 11Т16А. Смотреть в увеличенном масштабе
Кинематическая схема автомата 11Т16А
Кинематическая схема автомата (рис. 8) состоит из цепи привода главного шпинделя, цепи привода распределительного вала при рабочем ходе, цепи привода распределительного вала при ускоренном ходе, цепи привода насоса и цепи привода приспособлений.
Привод главного шпинделя
Шпиндель приводится в движение от электродвигателя М, установленного на кронштейне с подвижной плитой, расположенной сзади основания станка.
От электродвигателя вращение передается на главный вал II через клиноременную передачу со сменными шкивами А и Б.
С главного вала плоскоременной передачей движение передается непосредственно на шпиндель X автомата. Наличие сменных шкивов дает возможность получать двадцать четыре частоты вращения шпинделя от 450 до 6300 об/мин.
Привод распределительного вала при рабочем ходе
Распределительный вал приводится в движение от того же электродвигателя М.
Вращение с главного вала II через клиноременную передачу передается валу III коробки подач, а через червячную передачу и сменные шестерни В, Г, Д, Е — на вал VI; при включении муфты вала VI в левое положение движение с вала через клиноременную передачу и червячную пару передается на распределительный вал IX.
Путем замены сменных шестерен на автомате можно получить до тридцати восьми частот вращения распределительного вала на одну частоту вращения шпинделя (см. таблицу производительности).
Привод распределительного вала при ускоренном ходе
Вращение с вала электродвигателя М через клиноременную передачу привода насоса охлаждения передается валу XIII редуктора быстрого хода, и далее через клиноременную передачу получает вращение вал VI. Муфта переключается в правое положение, и дальше движение происходит как при рабочем ходе.
Привод насоса
Насос системы охлаждения приводится во вращение от электродвигателя М через клиноременную передачу и винтовые пары валов XI, XII.
Устройство токарного станка
Устройство токарного станка включает несколько основных механизмов, которые связаны между собой соединительными элементами, проводами, приводами, шестернями, ремнями, направляющими. Зная конструкцию «токарника» можно правильно ухаживать за ним и разбираться в возникающих поломках.
Конструктивные элементы
Основные элементы токарного оборудования:
- Станина. Представляет собой массивное и литое основание, на котором закрепляются направляющие профиля для перемещения бабок. Станина должна удерживать остальные элементы оборудования и гасить вибрации, возникающие при работе электродвигателя.
- Передняя бабка. Она представляет собой шпиндель, подшипники, коробку скоростей и шкив. Ключевым элементом передней бабки считается вращающийся шпиндель. В нём закрепляется обрабатываемая заготовка. Это передний центр оборудования, от которого зависит вращение детали при обработке.
- Задняя бабка. Элемент, который перемещается по направляющим, закреплённым на станине. Закреплён под углом в 90 градусов. Предназначен для точения конусов обрабатывающей головкой.
- Суппорт. Подвижный элемент, который предназначен для закрепления режущей оснастки. Существуют продольные и поперечные суппорта. Они передвигаются по двум разным плоскостям. На них устанавливаются резцедержатели с резцами.
Другими элементами токарного оборудования являются коробка передач, гитара (набор сменных шестерней), фартук (приводит в движение механизмы и подвижные бабки).
 Станина токарного станка
Станина токарного станка
Электрическое оснащение
Токарное оборудование оснащается специальными приводами, которые приводят в движение подвижные механизмы. В плане управления станками, существуют ручные модели и машины с ЧПУ. Второй вариант представляет собой установку, которая требует предварительной настройки через компьютер. Когда программа задана, рабочий запускает подвижные приводы и станок работает самостоятельно.





