

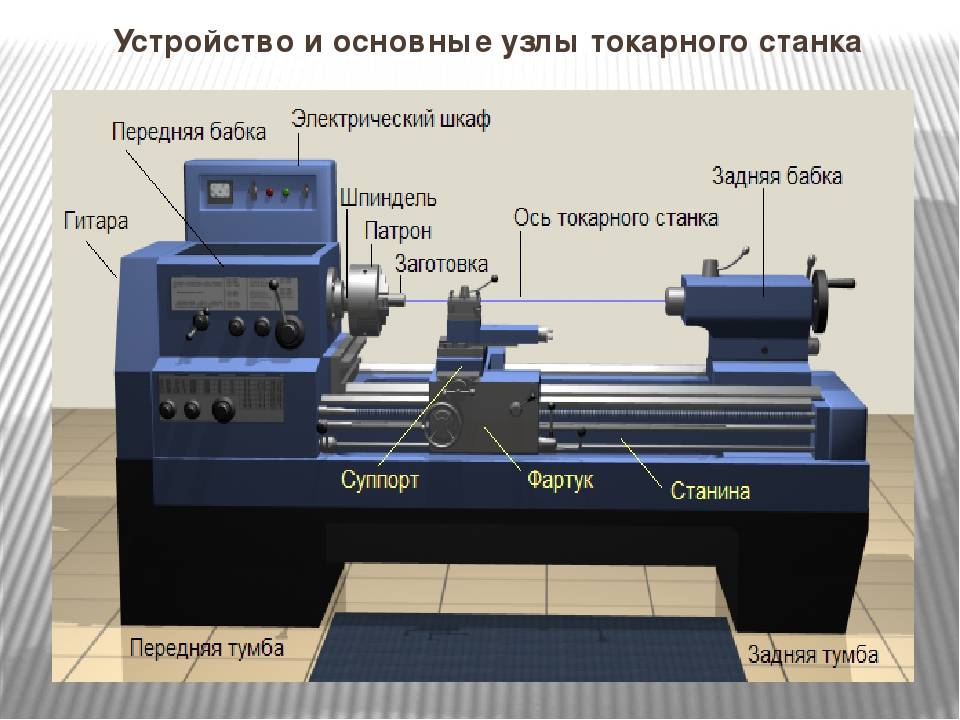
Строение станка
Устройство имеет ряд ключевых узлов, каждый из которых стоит отдельно и детально описать.
Суппорт. Узел фиксирует рабочий инструмент и перемещает его в продольном и поперечном направлении в зависимости от необходимости. Суппорт приводится в движение при помощи механического или ручного привода. Для фиксации продольных салазок в нужном месте применяют специальный винт.
Коробка передач. Узел приводит в движение вал в коробке подач посредством передачи привода с передней бабки. В зависимости от типа создаваемой резьбы в коробке передач задействуются соответствующие группы зубчатых колес, которые делятся на основные и дополнительные. Также коробка передач оснащена системой блокировки и защитным кожухом. Без наличия этих деталей включение станка невозможно, что значительно снижает риск несчастных случаев.
Коробка подач. Принцип работы заключается в работе зубчатых колес, которые получают импульс вала коробки передач. На фронтальной стороне узла находятся рычаги управления, которые позволяют оператору регулировать шаг нарезания резьбы, выбирать ее тип, активировать ходовой валик и определять направление движения ходового винта.
Конструкцией станка также предвидится прямая нарезка резьбы, без задействования зубчатых колес. Такая возможность появилась именно благодаря особому строению коробки подач. Обгонная муфта в составе данного узла дает возможность блокировать его работу в том случае, если суппорт осуществляет быстрые движения в реверсном направлении.
Основная станина. Узел сделан из литого чугуна и выполнен в форме коробки с увеличивающими ее жуткость ребрами внутри. Конструкция станины включает в себя и по две пары закаленных направляющих. Узел крепится к тумбе-опоре, в которую вмонтирован электромотор, приводящий в действие салазки.
На тыльной части станины находится коробка скоростей и смазочная система. Внутри тумбы располагается основной электромотор. Кроме того, в этом узле находится и охлаждающая система, которая отвечает за своевременную подачу смазочно-охлаждающей жидкости.
Фартук. Узел имеет 4 пары фиксаторов, благодаря которым каретка может двигаться в прямом и реверсном направлении. Это же касается и суппорта станка. Управление данными процессами выполняет оператор при помощи специальной рукоятки, направление движения которой совпадает с направлением движения суппорта или каретки.
Рассчитать параметры движения всех перечисленных узлов можно при помощи специальной шкалы. Как и на других ключевых механизмах, на фартуке установлен предохранитель, который делает невозможным единовременный запуск продольной и поперечной подач суппорта и маточной гайки, а также препятствует перегрузке узла.
Бабка задняя. Крепится к станине посредством специальной рукоятки. Оператор регулирует положение данного узла при помощи особой оправки, которая фиксируется в центрах устройства. Также контроль можно осуществлять по отметинам, которые остаются в ходе сбора устройства. Особо тщательно следует проверять расхождение между задней пинолью и осью вращения шпиндельного механизма.
Защитные элементы. Особую роль при создании данного станка сыграла идея защиты оператора и узлов агрегата от металлической стружки, которая появляется в процессе выполнения работ. Это привело к созданию защитного устройства, значительно повышающего уровень безопасности при работе со станком, и продлевающее эксплуатационный период.
В конструкцию станка разработчики также включили устройство, которое отвечает за смену передач на станке. Это существенно повысило функциональную надежность агрегата:
- Выполнить выбор частоты шпинделя вручную можно при помощи сразу трех ручек.
- Управление узлом осуществляется через специальную рукоятку, которая находится на тыльной стороне коробки для электроприборов.
- Шпиндельный узел работает на основе подшипников конического типа.
- Контроль зазора в подшипниках контролируется при помощи специальной пружины.
- Шестерня-муфта передает вращение на шкив шпиндельного механизма.
Электрооборудование. Ключевыми элементами электрической системы станка являются его 4 асинхронных двигателей с разными мощностями. Большинство деталей электрооборудования находится в специальном шкафу. Станок может работать от сети с напряжением 22О, 38О, 4ОО, 415 и 44О В.
Кроме всех перечисленных выше узлов, в строение станка входит и много других элементов. Данная модель устройства оснащена продольными выключающими упорами, комплексом защиты от перегрузок во время работы, системой блокировки подач в любых направлениях.
Видео: токарный станок 16б16кп.
Виды токарной обработки деталей
Токарные станки с ЧПУ часто используются в машиностроении и могут составлять до 65-70% металлообрабатывающего оборудования на предприятиях, что говорит о многофункциональности при изготовлении изделий из металла в серийном производстве. Токарная обработка подразумевает быстрое вращение заготовки и неподвижно закреплённым резцом, который может перемещаться вдоль или поперек оси крутящейся детали. В результате подобной обработки деталь приобретает цилиндрическую или коническую форму.
Токарную обработку металла различают в зависимости от применяемых станков на производстве:
- Токарно-винторезный;
- Токарно-револьверный;
- Токарно-карусельный;
- Токарно-шлифовальный;
- Лоботокарный.
Цилиндрически детали и валы обрабатывают на токарно-витрезных станках, которые получили наибольшее распространение на промышленных предприятиях. Изготовление втулок, колец и других деталей могут использоваться токарно-карусельные станки.
Также токарная обработка металла зависит от типа резка, которые подразделяют на правые и левые, прямые и отогнутые.
Каждый токарный станок имеет свои особенности, но все многие токарные станки с ЧПУ способные выполнять следующие операции по обработке металла:
Обтачивание цилиндрической поверхности — используется для придания нужной формы внешней части заготовки;
Обтачивание конической поверхности — резец размещается под углом к изделию, следовательно, при съёме металла образуется коническая форма;
Создание резьбы (например, метрической, дюймовой, многозаходной и пр.) — выполняется при помощи режущего резца. Он двигается по окружности, нарезая последовательные борозды на детали. Резьба может быть и внутренней, причём, изготавливают её не только при помощи резцов, но и метчиками;
Подрезка торца — уменьшение торцевой части детали
При настройке важно учитывать ориентацию инструмента, которая напрямую зависит от типа используемого резца;
Растачивание — выполняется при помощи резца расточного типа. Применяется, когда необходимо увеличить внутренний диаметр заготовки;
Отрезание и точение канавок — отрезным резцом мастер может врезаться в тело детали и может либо отрезать необходимую её часть, либо изготовить канавку заданной глубины;
Точение спиральных канавок — данный метод оптимально подходит для нарезания спиральных канавок на торце заготовки
Подача резца в процессе обработки производится в радиальном направлении. Используется операция при изготовлении ступенчатых валов;
Обработка фасонной поверхности — осуществляется при помощи поступательных движений режущего инструмента (фасонного типа) в противоположном направлении к движущейся детали. Чаще всего используется для взаимодействия со сложными поверхностями: сферическими, бочкообразными и пр.
Общие правила техники безопасности
Разделим правила безопасности на 2 больших раздела:
Как следует поступать оператору станка:
- Одежда оператора во время работы на станке должна быть застегнута на все пуговицы. Не должно быть свободно болтающихся шнурков. (Наверное, все помнят юмористический предупреждающий плакат: «Чтоб на вал не накрутило, закатай рукав,…»).
- Перед включением станка следует провести его техническое обследование.
- Выполнение всех действий на станке должно происходить лишь в соответствии с подробным технологическим процессом обработки заготовки.

Категорически запрещается:
- начинать работу во время обследования и наладки станка;
- эксплуатировать станок со значительно изношенными центрами; использовать сколь угодно мало, но дефективный режущий инструмент;
- в случае отсутствия должной квалификации пытаться исправить проблемы в электрической аппаратуре станка;
- отходить от работающего станка или же поручать работу на нем третьим (неподготовленным) лицам.
Станок токарно-карусельный одностоечный 1512. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1512 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1512 является наиболее распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1250 мм, высотой до 1 метра и массой до 3200 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1512 унифицирована с конструкцией станка модели 1516 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей — как внутренних, так и наружных, сверление, зенкерование и развертывание центральных отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Основные технические характеристики токарно-винторезного станка 1512
Изготовитель — Краснодарский станкостроительный завод имени Седина. Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1250 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр планшайбы — Ø 1120 мм
- Наибольший вес обрабатываемой заготовки — 3200 кг
- Частота вращения план-шайбы — 5..250 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 16,5 т
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.










Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Модификации станка токарно-карусельный одностоечный 1512
1512.000, 1512-1, 1512-2, 1512.300, 1512.400 — станок токарно-карусельный универсальный одностоечный1512Ф1, 1512ПФ1, 1512Ф1.041, 1512Ф1.300, 1512Ф1.323, 1512Ф1.400, 1512Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1512Ф2, 1512Ф3, 1512Ф3.271, 1512Ф3.471, 1512МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
16Б05П токарно-винторезный станок повышенной точности. Назначение, область применения
Станок изготовлен по ТУ2-024-5079-78, ГОСТ 12-2-009.80, ГОСТ 7599-82. Разработчик — Одесское СКБ специальных станков.
Предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок обеспечивает качество обрабатываемой поверхности и точность работы (точность размеров, геометрических форм) высокого класса.
Применяется на предприятиях приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Универсальный токарно-винторезный станок 16Б05п позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических, модульных и дюймовых резьб
- Сверление и ряд других работ
Основные характеристики токарно-винторезного станка 16Б05п
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта — Ø 145 мм;
- Расстояние между центрами — 500 мм;
- Мощность электродвигателя привода шпинделя — 1,5 кВт, 1400 об/мин;
Шпиндель станка 16Б05п получает 4 диапазона бесступенчатых скоростей вращения в прямом и обратном направлении в диапазоне — 30..3000 об/мин (30..125, 90..375, 240..1000, 720..3000).
От электродвигателя вращение поступает на входной шкив вариатора. С выходного шкива вариатора на приемный шкив передней бабки поступает 2 диапазона скоростей — 240..1000 и 720..3000 об/мин. Перекючение диапазонов скоростей осуществляется Рукояткой переключения скорости вариатора, бесступенчатое управление скоростью осуществляется Маховичком изменения чисел оборотов шпинделя на передней стенке вариатора.
В передней бабке вращение от приемного шкива на шпиндель поступает либо напрямую через муфту прямого включения шпинделя либо через шестерни перебора. Передаточное отношение перебора передней бабки равно 1/8. Управление перебором и муфтой прямого включения осуществляется одной рукояткой на передней стенке бабки. Таким образом перебор передней бабки добавляет шпинделю еще 2 диапазона скоростей — 30..125 и 90..375 об/мин.
Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом:
- Номинальный диаметр конуса D = 63,513 мм, условный размер конца шпинделя — 4
- Стандартный диаметр токарного трехкулачкового патрона по ГОСТ 2675—80 — Ø 125 и Ø 160 мм, исполнение — тип 2 (под поворотную шайбу)
- Диаметр сквозного отверстия в шпинделе — Ø 26,5 мм;
- Наибольший диаметр обрабатываемого прутка — Ø 26 мм;
- Внутренний (инструментальный) конус шпинделя — Морзе 4;
- Пределы чисел прямых и обратных оборотов шпинделя в минуту (бесступенчато) — 30..3000 об/мин;
- Торможение шпинделя — есть.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен.
- Резьба метрическая с шагом от 0,2 до 28 мм;
- Резьба дюймовая от 5 до 96 ниток на 1 дюйм;
- Резьба модульная от 0,1 до 14 модулей;
- Продольные подачи 0,2..0,35 мм/оборот (28 ступеней);
- Поперечные подачи 0,01..0,175 мм/оборот (28 ступеней).
Станок предназначен для использования в климатических условиях — У.4.1. по ГОСТ 15150—69
Основные конструктивные особенности.
- Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
- Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
В автоматическую линию не встраивается.
Класс точности П по ГОСТ 8—82Е.
Лобовые станки
Основное назначение токарных лобовых станков (рис. 3) — обработка деталей больших диаметров и малой высоты. На этих станках производится изготовление массивных маховиков для двигателей карьерных самосвалов и кораблей, колес вагонных, опорно-поворотных кругов грузоподъемных кранов и др. Основной отличительной особенность, из-за которой лобовые станки выделены в отдельную группу — наличие планшайбы большого диаметра.
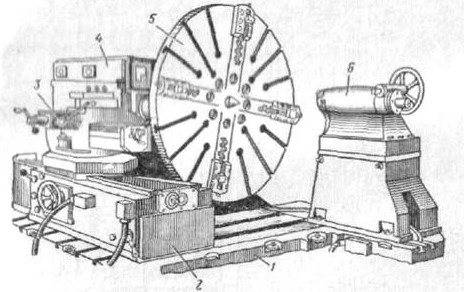
Рисунок 3. Токарный лобовой станок.
Рисунок 3. Токарный лобовой станок.
Токарный лобовой станок включает в себя следующие основные узлы.
- Массивная станина. Является основанием станка.
- Основание суппорта. Служит направляющей суппорта. Содержит рукоятки управления подачей.
- Суппорт. Перемещает планшайбу в зону обработки. Имеет настройки автоматической подачи.
- Передняя бабка. Включает в себя электродвигатель, коробку скоростей и механизмы управления станком.
- Планшайба. Предназначена для закрепления обрабатываемой детали.
- Задняя бабка. В ней закрепляется режущий инструмент.
В отличие от карусельных станков, которые тоже предназначены для работы с деталями большого диаметра и малой высоты, лобовые токарные станки имеют ограничения по массе заготовки. Если заготовка превышает допустимую массу — ее обрабатывают на карусельном станке.
Токарные станки
Парамеры, на которые стоит ориентироваться при выборе настольного токарного станка для бытового использования.
Габариты и вес
Если предполагается размещение не в мастерской, где достаточно свободного пространства, а наприме, в гараже, то вопрос более чем актуальный. Слишком тяжелый агрегат просто так на стол не поставишь, тем более с учетом даже незначительной вибрации. Значит, придется монтировать под него «постамент» из уголка или швеллера и освобождать место, или усиливать «железом» уже имеющийся верстак. Масса большинства моделей токарных станков настольного исполнения лежит в пределах 15 – 90 кг, поэтому выбор есть.
Удобство подключения
Даже если речь идет о собственном доме, то редко у кого в сарай или иное подсобное строение заведен кабель 380 В (3 ф). Как правило, везде однофазное питание 220 В. Выбирая станок, это нужно учесть. Прокладка новой трассы дело не только хлопотное, но и довольно затратное (конечно, если все делать «по уму»), особенно если территория уже обжита. Ведь пускать «воздушную» линию специально для станка никто не станет.
Максимальный диаметр обрабатываемых заготовок
Практика показывает, что для бытового применения достаточно модели с данным показателем до 400 мм.
Мощность
Для бытового применения ее вполне достаточно в пределах 0,5 – 0,7 кВт.
Тип двигателя
Модели асинхронные отличаются большим безремонтным сроком эксплуатации.
Лимб
Точность обработки заготовок зависит от цены его делений.
Наличие реверса
Польза от такого инженерного решения понятна, но не все станки могут этим «похвастаться»
Стоит обратить внимание и на число оборотов — в каком пределе они изменяются
Возможности модели
В этом плане нужно рассчитывать на перспективу, так как неизвестно, с чем придется столкнуться завтра. Если уж тратить деньги, то на устройство, с помощью которого можно выполнять различные виды работ, а не что-то «узкоспециализированное».








Аппараты данного типа не предназначены для серийного производства деталей. Главное их достоинство – отличная функциональность при небольших размерах самой установки. Станки идеально подходят для работы в автомастерских, на инструментальных и различных малых производствах.
Благодаря компактным габаритам аппарат можно легко разместить даже на весьма ограниченном пространстве. При этом установка обеспечивает высокую точность обработки и удобна в эксплуатации.
Настольный токарный станок – это уменьшенная копия стандартного станка. Однако, переняв от него большинство возможностей, подходит аппарат только для обработки небольших деталей. Преимущественно это тела вращения (от конуса до сферы). Установка позволяет нарезать резьбу (как внутреннюю, так и внешнюю), делать торцевую подрезку, расточку отверстий, выточку канавок и пр.
Популярность мини-станкам данного типа обеспечивают их надежность и функциональность, которую, кстати, можно легко расширить за счет приобретения дополнительных комплектующих. Их выбор сегодня достаточно широк.
Устройство и принцип работы настольных токарных станков по металлу
Даже небольшой токарный станок представляет собой достаточно сложный механизм, главными элементами которого являются: станина и суппорт. Первый обеспечивает основу для всех узлов. Задача второго – удержание и точное перемещение обрабатывающего инструмента (резца, зенкера, сверла и т. д.)
Перед началом работы заготовка устанавливается на передней бабке со шпинделем. Задняя бабка применяется только для закрепления длинных деталей. Чтобы избежать вибрации используются разнодиаметровые люнеты. Движение суппорта происходит от ходового вала и передаточных механизмов.
Вес настольного токарного станка по металлу может варьироваться от 13 до 100 кг в зависимости от предназначения. Мощность такого аппарата около 400 Вт, в то время как полупрофессиональные модели имеют стартовую мощность уже в 1000 Вт. Такие аппараты считаются комбинированным оборудованием и могут использоваться в мелкосерийном производстве.
Типы и разновидности токарного оборудования
Существует разделение станков по следующим критериям:
- Наибольший допустимый размер обрабатываемой заготовки над станиной.
- РМЦ – расстояние между центрами (мелкие – до 150 мм, средние – 150–300 мм, крупные – более 300 мм).
Также есть множество типов токарных станков, обладающих своей спецификой:
Винторезные станки токарной группы
Станки токарной группы очень распространены в силу своей универсальности. Принцип работы прост: зажатому на шпинделе в горизонтальном положении объекту придается вращение, а с помощью подвижного резца происходит резание. Резец может быть как закрепленным, так и отдельным.
Револьверные станки
Как следует из названия, на направляющих станины располагается суппорт с револьверной головкой. В каждый паз револьверной головки может быть установлен резец.
Во время обработки резцы сменяют друг друга, прокручиваясь, что позволяет не тратить время на замену инструмента.

Карусельные станки
Предназначены в основном для обработки крупных объектов весом в несколько тонн. Основным элементом конструкции является планшайба – горизонтальный диск, на который устанавливается заготовка, и который придает ей вращение.
Отсюда и название данной разновидности станка. Как правило, станок карусельного типа имеет два суппорта для установки резцов – вертикальный и боковой. Это позволяет обрабатывать заготовку по внешней и по внутренней поверхности.

Затыловочные станки
Затылование – это специальный метод заточки торцовых поверхностей инструментов для сверления, фрезерования и нарезания резьбы.
Такая операция необходима для восстановления формы рабочих поверхностей инструмента после длительной эксплуатации. По конструкции затыловочный станок похож на винторезный, но имеет ряд особенностей.

Обрабатываемый объект также вращается шпинделем, а суппорт вместе с резцом совершает возвратно-поступательные движения, срезая (затылуя) поверхность объекта на один зуб.
Лоботокарные станки
Похожи на карусельные станки, также имеют планшайбу, но на лоботокарных станках планшайба устанавливается вертикально. Карусельные и лоботокарные станки могут взаимно заменять друг друга.

Как правило, применяются для резания с торца, то есть со «лба». Отсюда и название. Предназначены для обработки объектов, диаметр которых значительно превышает их длину (колеса, шестеренки, шкивы).
Станки с бесступенчатым приводом
Бесступенчатый привод – это механизм, позволяющий плавно менять скорость вращения шпинделя, без резких перепадов и остановки станка.
Такая функция позволяет постепенно подобрать нужную частоту вращения уже в процессе работы, а не прикидывать ее «на глаз».
Трубонарезные агрегаты
Как следует из названия, предназначены для обработки труб. Очень похожи на винторезные станки, но есть одно существенное различие в конструкции шпинделя: для того, чтобы длинные трубы надежно удерживались, через корпус станка насквозь проходит тоннель, в котором труба зажимается шпинделем в двух точках.

Это обеспечивает вращение объекта без люфта. Также существуют дополнительные подставки для труб, если они значительно превышают расстояние между патронами.
Токарно-фрезерный обрабатывающий центр
Многоцелевой комплекс, объединяющий в себе токарные и фрезерные функции. Имеет фрезерную головку, на которую может быть установлен режущий инструмент.
Головка эта подвижна, может обрабатывать объект как сбоку, по внешней поверхности, так и с торца, по внутренней.

Автомат продольного точения
Предназначен для серийного изготовления и обработки малогабаритных деталей диаметром 1–60 мм, длиной – 5–300 мм.
Автомат устроен следующим образом: в подвижном шпинделе с помощью цанги закрепляется заготовка, резцы же остаются неподвижными или передвигаются по горизонтали; шпиндель вместе с заготовкой подводится поочередно к нужным резцам и обрабатывается.

Многошпиндельные токарные станки
Станки с тремя или более шпинделями, на которых крепятся заготовки для одновременной или поочередной обработки. Используются исключительно на серийных производствах.









Конструкция
Лоботокарный станок 1М692 устанавливается на фундаментную плиту, которая является основанием. На плиту устанавливаются шпиндельная бабка и поперечная станина с суппортами. Станина имеет коробчатую конструкцию с системой внутренних рёбер, связывающих переднюю и заднюю стенки и создающие общую жёсткость конструкции. Длина станины рассчитана из условия размещения на ней механического и гидрокопировального суппортов.
| Технические характеристики | Параметры |
| Наибольший диаметр обрабатываемого изделия, мм | 2 000 |
| Диаметр обрабатываемого изделия перед поперечной станиной, мм | 2 300 |
| Диаметр обрабатываемого изделия над поперечной станиной, мм | 1 100 |
| Диаметр изделия зажимаемого в планшайбе, мм | 280 — 1 810 |
| Высота центров от основания, мм | 1 180 |
| Наибольшая масса изделия, закреплённого в планшайбе, т | 3 |
| Диаметр планшайбы, мм | 2 000 |
| Высота резца по ГОСТ 10224-72, мм | 50 |
| Частота вращения шпинделя, мин-1 | 1-99,9 |
| Максимальный крутящий момент на шпинделе, кгм | 2 500 |
| Ускоренное перемещение суппортов, м/мин | 2,3 |
| Мощность электродвигателя главного привода, кВт | 37 |
| Габаритные размеры станка (Д х Ш х В), мм | 5160 х 5765 x 2630 |
| Масса станка, кг | 27 000 |
Об оснащении устройств ЧПУ
Оснащение и возможности ЧПУ для управления числовым станком позволяет достаточно эффективно повышать производительность труда по обрабатыванию криволинейных плоскостей, имеющих прямолинейные образующие.
При этом сейчас для выполнения подобных работ выпускаются чаще всего ЧПУ устройства двух типов:
- шлифовально-контурные со аш, имеющим ось, перпендикулярную плоскости рабочего стола;
- профильно-шлифовальные устройства со шпинделем, а также параллельной рабочему столу осью.
Суть составления программы, обеспечивающей выполнение определенных технологических задач на подобных станках, заключает в себе описание компьютерной программой всех маршрутов прохождения режущих инструментов, предназначенных для формирования изделия.
Все такие задачи (операции) разделяются на несколько отдельных переходов, которые в свою очередь могут подразделяться на следующие виды:
- позиционные;
- элементарные;
- вспомогательные;
- инструментальные.
К примеру, для токарного числового ПУ станка нужно задавать такие параметры, как:
- количество необходимых проходов, переходов;
- вид обработок, каким будут подвержены заготовки;
- общее число установок;
- типовые размеры режущих элементов, а также их количество.
Важно. Для использования различных технических возможностей конкретного оборудования, рекомендуется все применяемые в рабочем процессе инструменты, размещать в одном резцедержателе
Заключение
Основные преимущества станков с ЧПУ, применяемых в замен универсального оборудования:
Повышение производительности труда за счет сокращения вспомогательного и машинного времени обработке на станке;
Исключение предварительных ручных разметочных и пригоночных работ;
Повышение точности и как следствие, сокращение брака ;
Точность обработки обеспечивается точностью самих станков, детали обрабатываются на них без кондукторов, что резко упрощает и удешевляет специальную оснастку и сокращает сроки подготовки производства;
Повышается точность обработки в связи с сокращением числа переустановок деталей.





