

Особенности и область применения Универсал-2
Данная модель подразумевает использование дополнительных устройств и инструментов, входящих в комплектацию станка. За счет этого спектр работ существенно увеличивается, поэтому механической обработке подлежат заготовки из дерева, пластмассы, металла и других материалов. Благодаря простоте и скорости переналадки токарно-винторезного настольного станка Универсал-2 он считается универсальным и позволяет осуществлять такие действия:
- сверление отверстий различного диаметра;
- Обработка и расточка отверстий;
- нарезание резьбы с определенным шагом.
Основной особенностью этого токарного станка считается допустимость переключения положений шпиндельного узла относительно основания. Такая манипуляция обеспечивает выполнение не только типовых работ, но и множество дополнительных токарных операций. Этот нюанс напрямую влияет на качество обработки материала. Перед проведением переналадки станка необходимо обязательно изучить особенности конструкции, а также технические параметры станка.
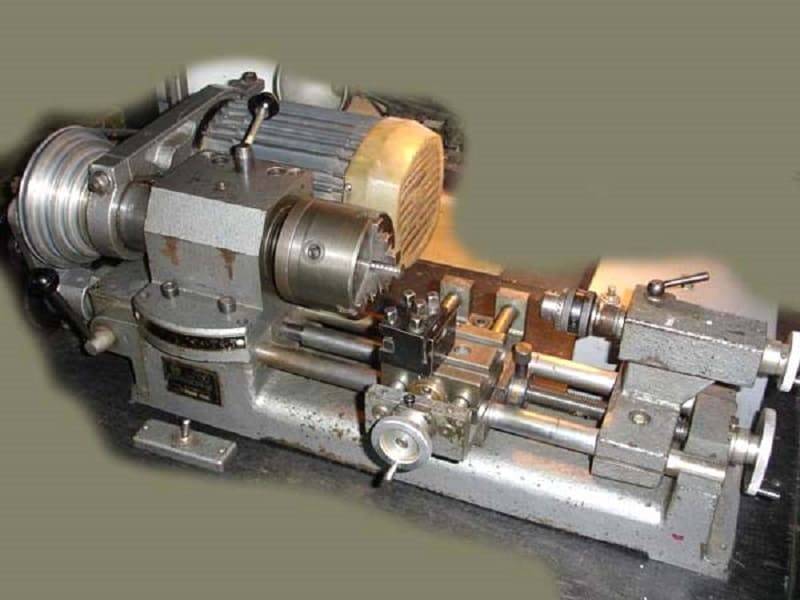
В стандартном оснащении станок имеет вполне обычный вид. Главный привод с коробкой передач, салазки, а также задняя и передняя бабки расположены на основании – станине. Однако для расширения функциональности токарного станка можно осуществить некоторые изменения в конструкции. При изменении положения шпиндельной части на 90° появляется возможность проведения токарно-фрезеровочных работ и сверления заготовок.
Переналадка станка Универсал-2 достаточно простая, если руководствоваться инструкцией. Чтобы выполнять сверление требуется раскрутка основных винтов, которые размещаются на защитном корпусе шпинделя и главного привода. Далее на основание ставится опора в вертикальном положении, а сверху устанавливается блок с электрическим мотором и другими элементами. Все необходимые детали для проведения таких действий поставляются в типовой комплектации.
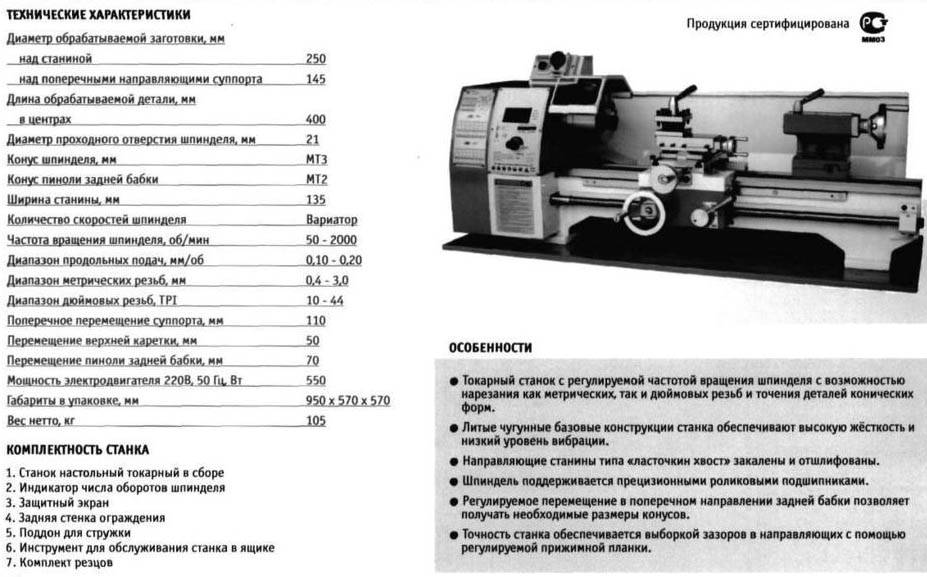
Технические характеристики
Изучив паспортные данные станка по металлу Универсал-2 можно заметить, что он обладает достаточно высокими эксплуатационными свойствами. Это характеризуется профессионализмом и качеством изготовления оборудования. Однако даже при таких нюансах производство моделей подобного рода остановилось. На сегодняшний день выпускаются узкоспециализированные станки с не менее хорошими показателями.
Что касается технических данных станка Универсал-2:
- Вес – 38 кг, поэтому его можно легко переставлять и транспортировать без привлечения техники.
- Габариты – 66,5х35,2х22,7 см.
- Токарное оборудование устанавливается на рабочий стол или другое устойчивое основание.
- Отсутствует механизм регулировки положения, поэтому следует монтировать на ровную поверхность.
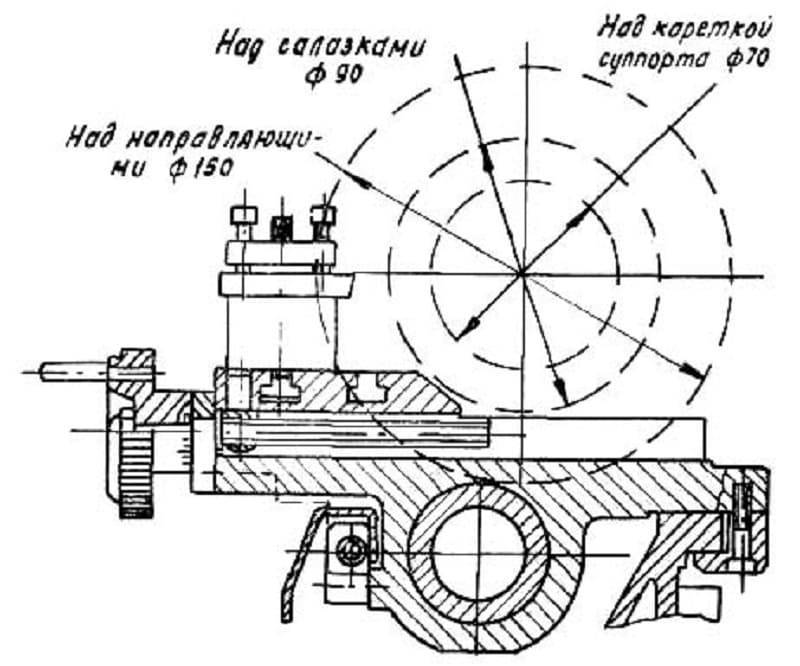
- Максимальный диаметр детали для обрабатывания: над суппортом – 60 мм, над станиной – 125 мм.
- Максимальная длина металлической или деревянной заготовки равняется 180 мм.
- При обработке металла диаметр отверстия достигает 6 мм.
- Высота детали должна составлять не более 100 мм, если она располагается под сверлом.
- Высота резца станка Универсал-2 достигает 8 мм.
- Размеры рабочего стола: при фрезеровании – 90х160 мм, при работе с пилой круглого типа – 180х180 мм.
- Максимальная толщина заготовки для распила – 1,5 см.
- Суппорт может менять положение в продольном направлении на 16 см, в поперечном – на 6 см,.
- Ширина заготовки для строгания должна составлять не более 3 см.
Базовая и расширенная комплектация
Одним из преимуществ приобретения продукции белоруской компании Белмаш является продуманная комплектация. Это же относится к станкам серии Универсал 2500Е. Производитель позаботился о наличии всех требуемых дополнительных компонентов для выполнения всего спектра заявленных операций.
Большая часть комплектующих по умолчанию установлена на оборудование. Но все они могут быть демонтированы в случае поломки или за ненадобностью. Среди компонентов оборудования стоит выделить следующие элементы:
- устройство для угловой распиловки вдоль волокон. Оно устанавливается на штангу, которая закреплена на краю стола. На приборе есть мерная шкала, с помощью которой можно устанавливать оптимальный угол обработки. Во время выполнения других работ рекомендуется снимать устройство, так как оно создает лишний шум из-за вибрации;
- ограждение для дисковой фрезы и пильного диска. Оно необходимо для фиксации ширины обработки материала. Имеет функцию изменения положения относительно режущей поверхности инструмента;
- накладка для строгания. С ее помощью выполняется прижим заготовки для равномерной обработки всей поверхности.
Читать также: Условно графическое обозначение электрических элементов гост
Помимо этих комплектующих, производитель предлагает широкий спектр дополнительных приспособлений:
- рабочий стол с регулируемыми ножками. Характеризуется высоким показателем устойчивости и надежности;
- прижимное устройство для строгания. Изготавливается из металла, имеет механизм для регулирования степени прижима деревянной рейки к зоне обработки;
- рейсмусовая приставка.
По умолчанию в комплектацию деревообрабатывающего станка Универсал 2500Е входят расходные материалы: пильный диск, противошумные вкладыши, защитные очки и маска.
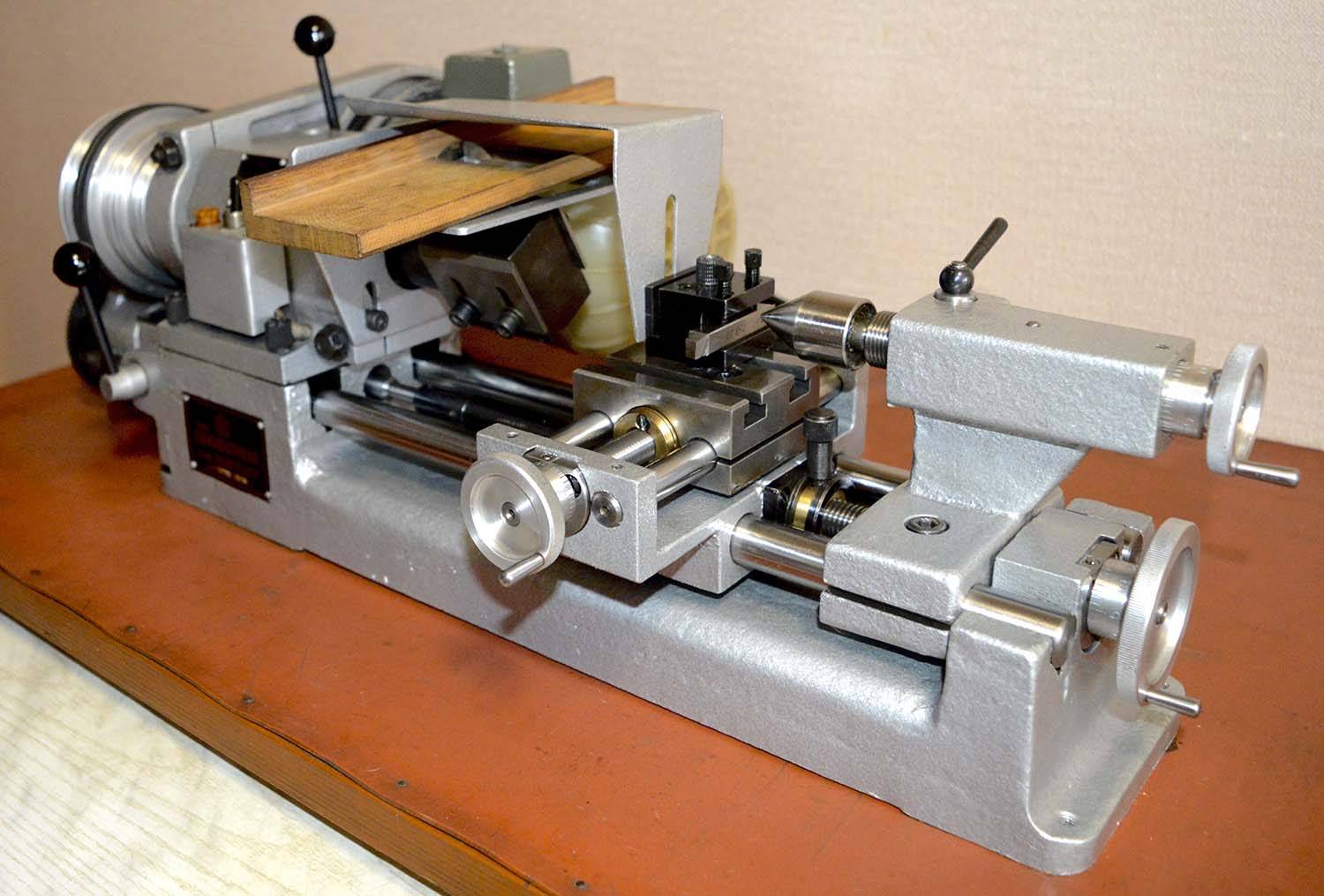
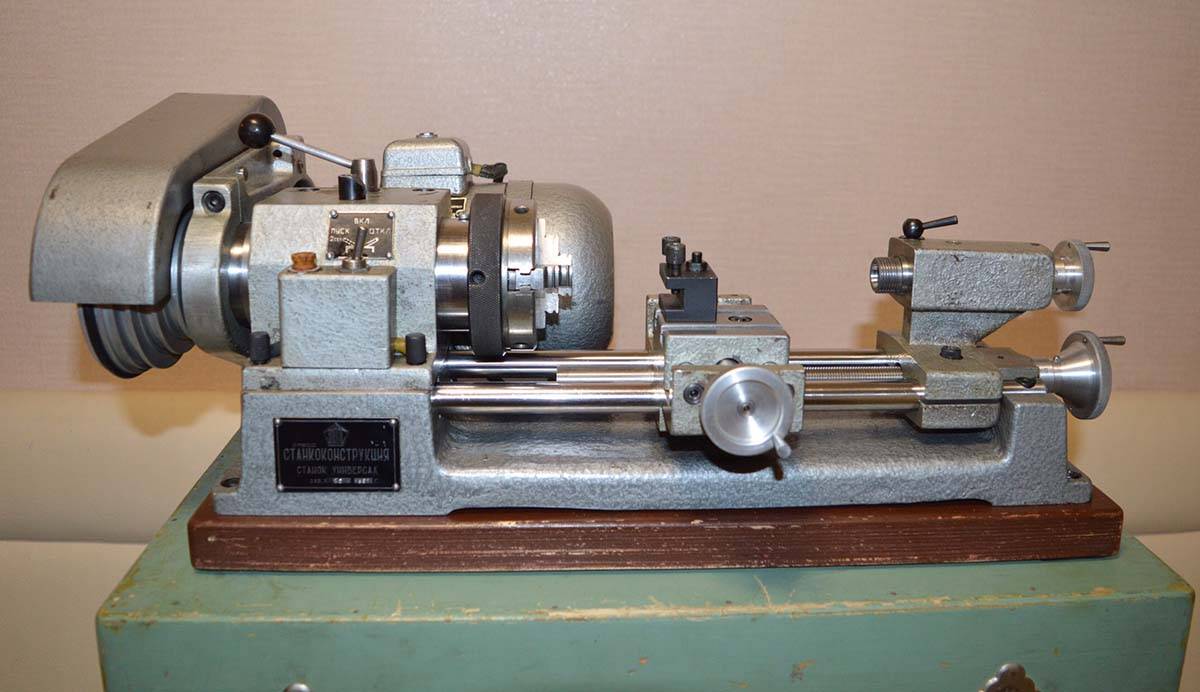
Универсал – станок токарный настольный многофункциональный. Назначение, область применения
Настольный токарный станок Универсал является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Универсал предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Универсал является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление отверстий, снятие фасок
- растачивание отверстий
- отрезка
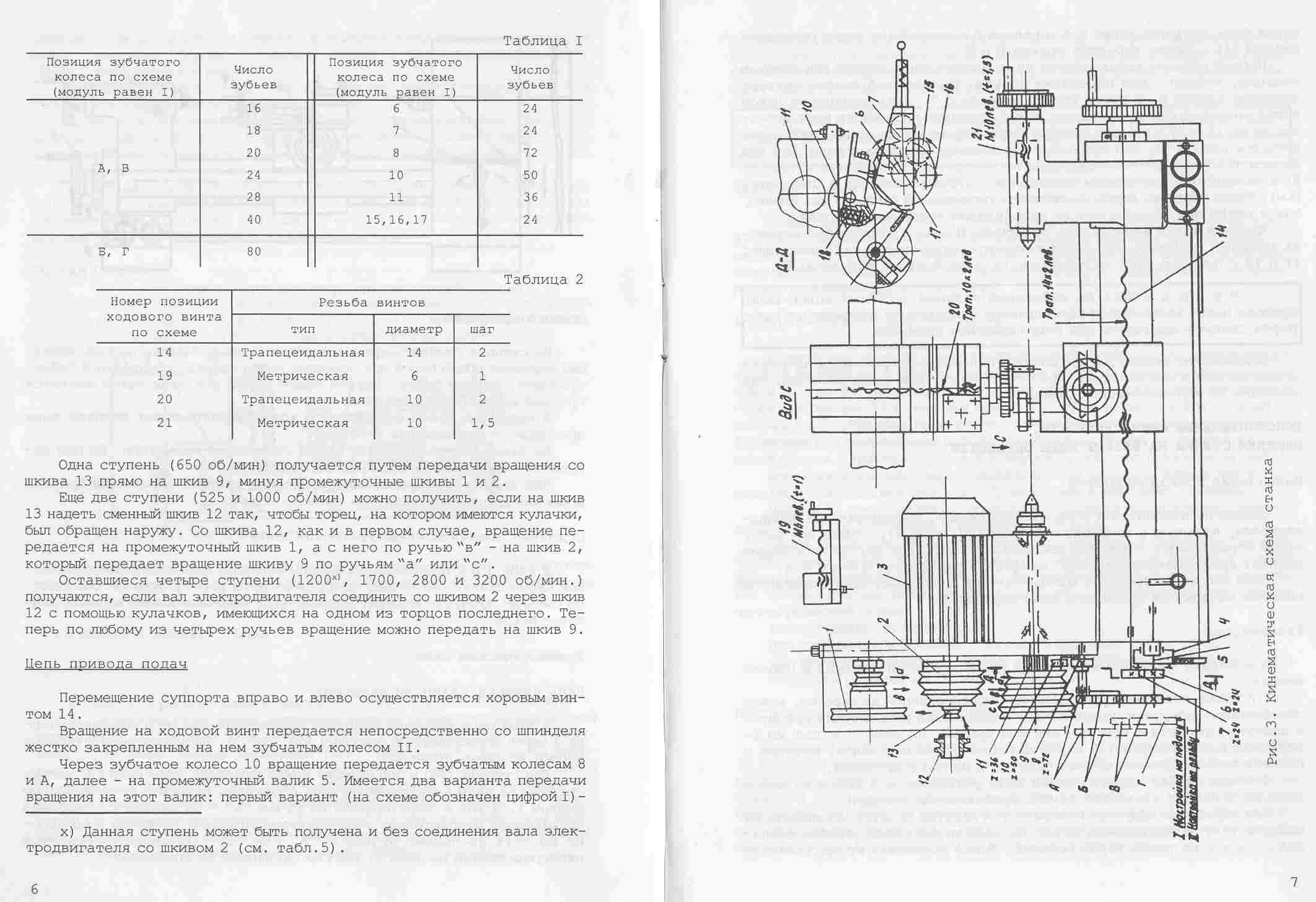
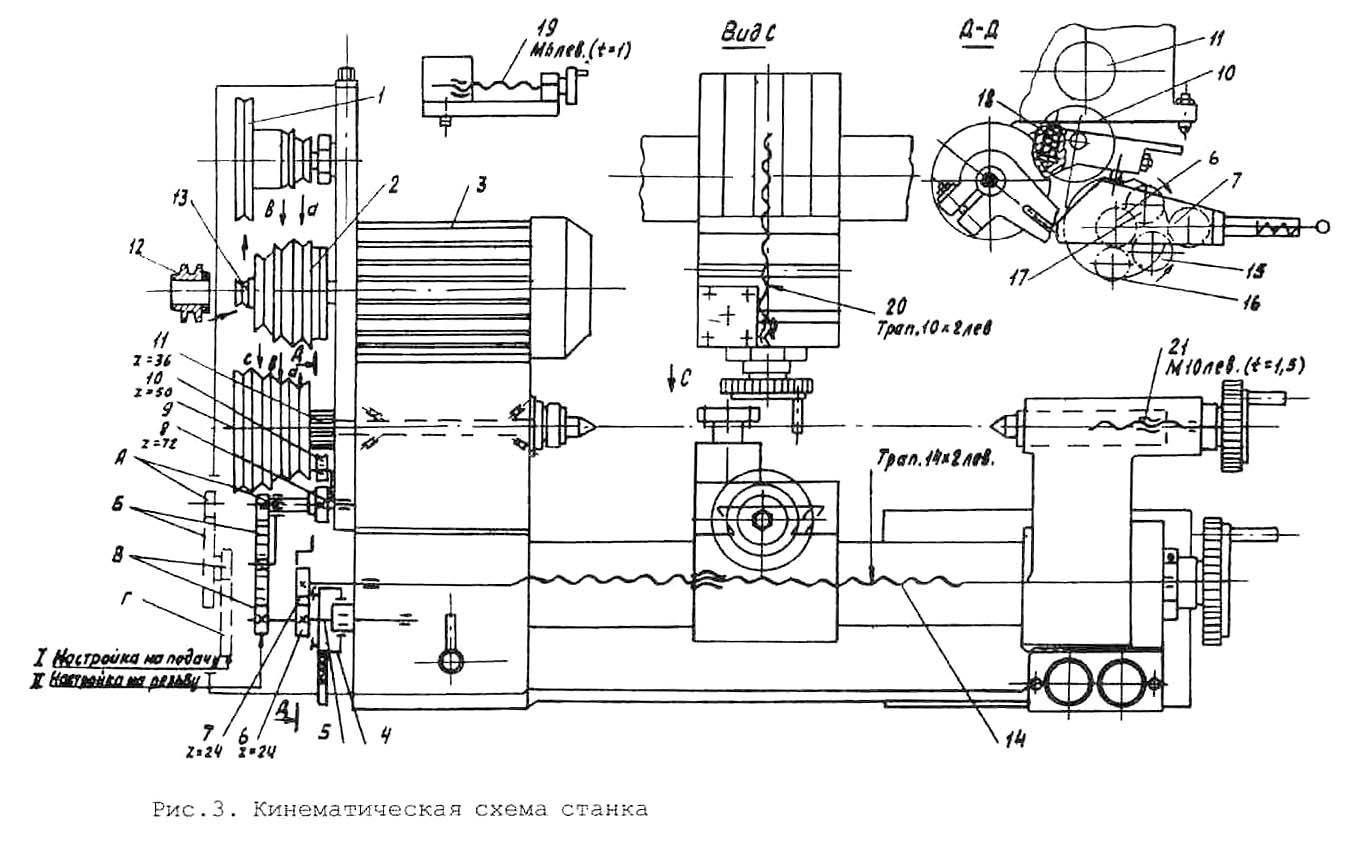
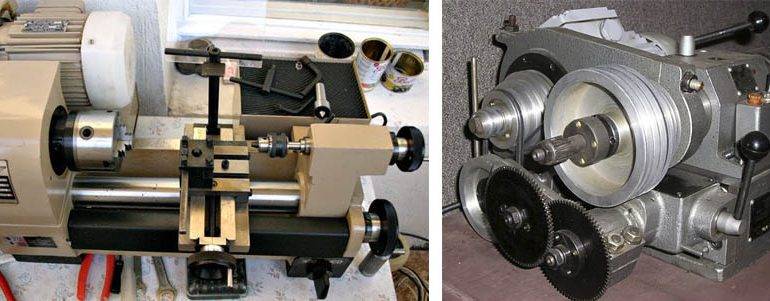
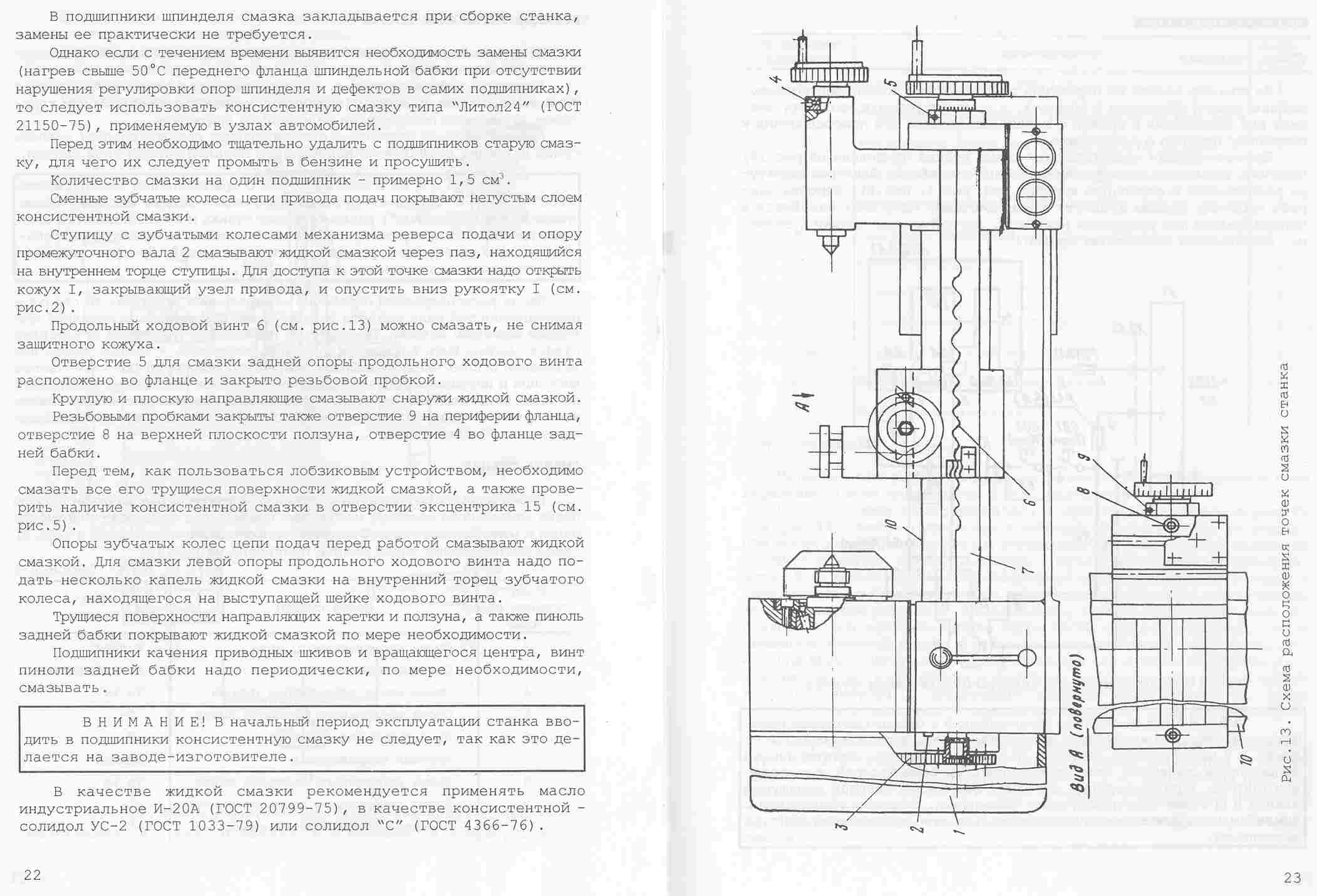
Шпиндель токарного станка Универсал полая стальная деталь, с внутренним отверстием 10 мм для обработки пруткового материала, смонтирован на 2-х роликовых подшипниках в передней и задней опорах передней бабки.
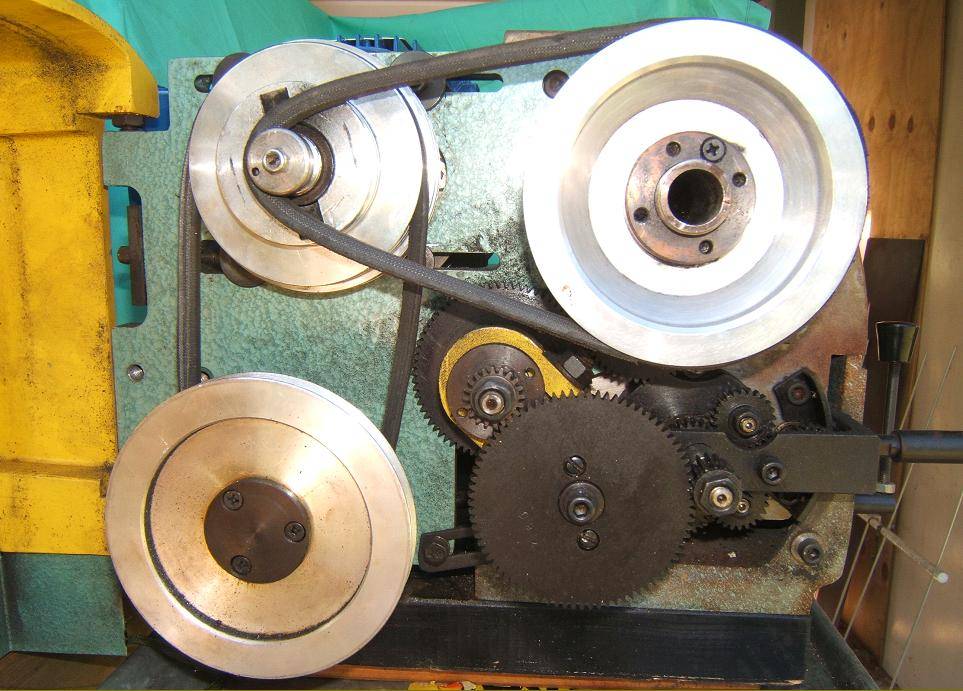
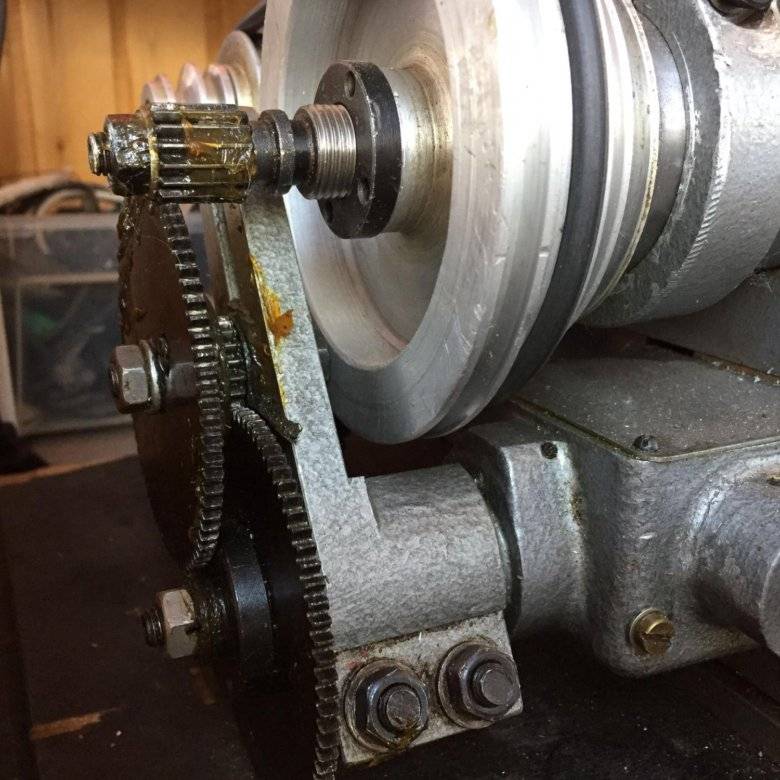
Шпиндель получает 10 скоростей вращения от электромотора мощностью 120 Вт через шкивный привод. 4-е скорости получаются перестановкой шкивных ремней между 4-х ступенчатыми шкивами электродвигателя и приемным шкивом шпинделя. Остальные скорости достигаются применением дополнительного (промежуточного) шкива.
Передний конец шпинделя станка Универсал имеет резьбу М20 для установки на шпиндель токарного или поводкового патрона (смотрите статью Токарные патроны).
На резьбовой конец шпинделя можно, также, установить цанговый зажим с различными внутренними отверстиями.
В сверлильном исполнении шпиндель может перемещаться вдоль своей оси на 25 мм с помощью ручки и пары: зубчатое колесо – зубчатая рейка. В токарном исполнении гильза шпинделя зажимается двумя винтами и не используется.
Суппорт с установленным на нем резцом перемещается по продольным направляющим на 160 мм и по поперечным – на 55 мм.
На станке Универсал нельзя нарезать резьбу резцом т.к. нет механической подачи суппорта – ходовой винт не соединен с приводом и суппорт перемещается только вручную.
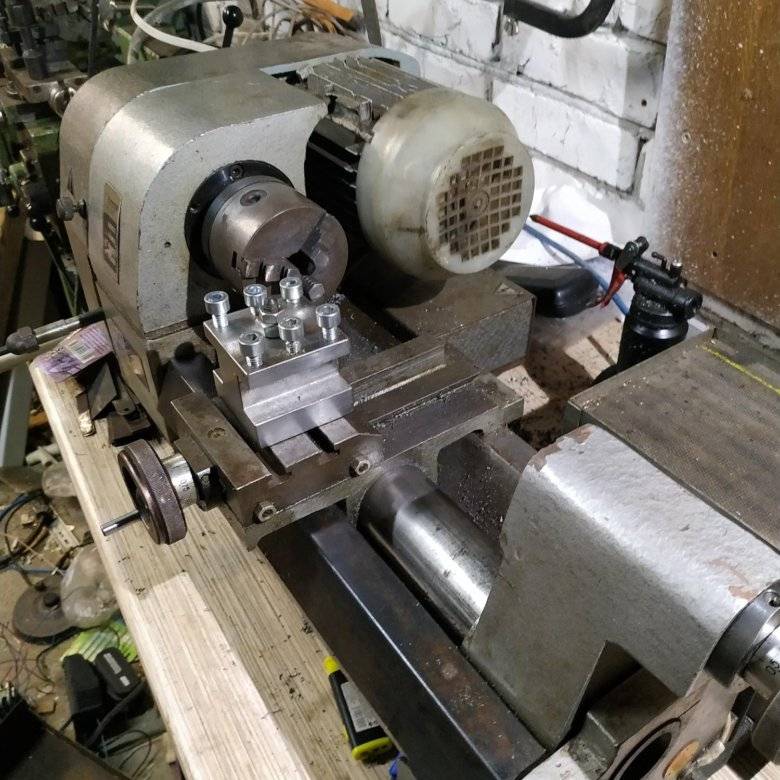
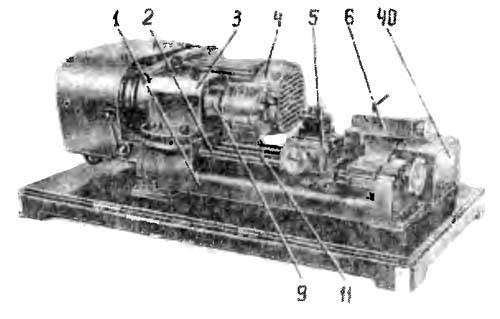
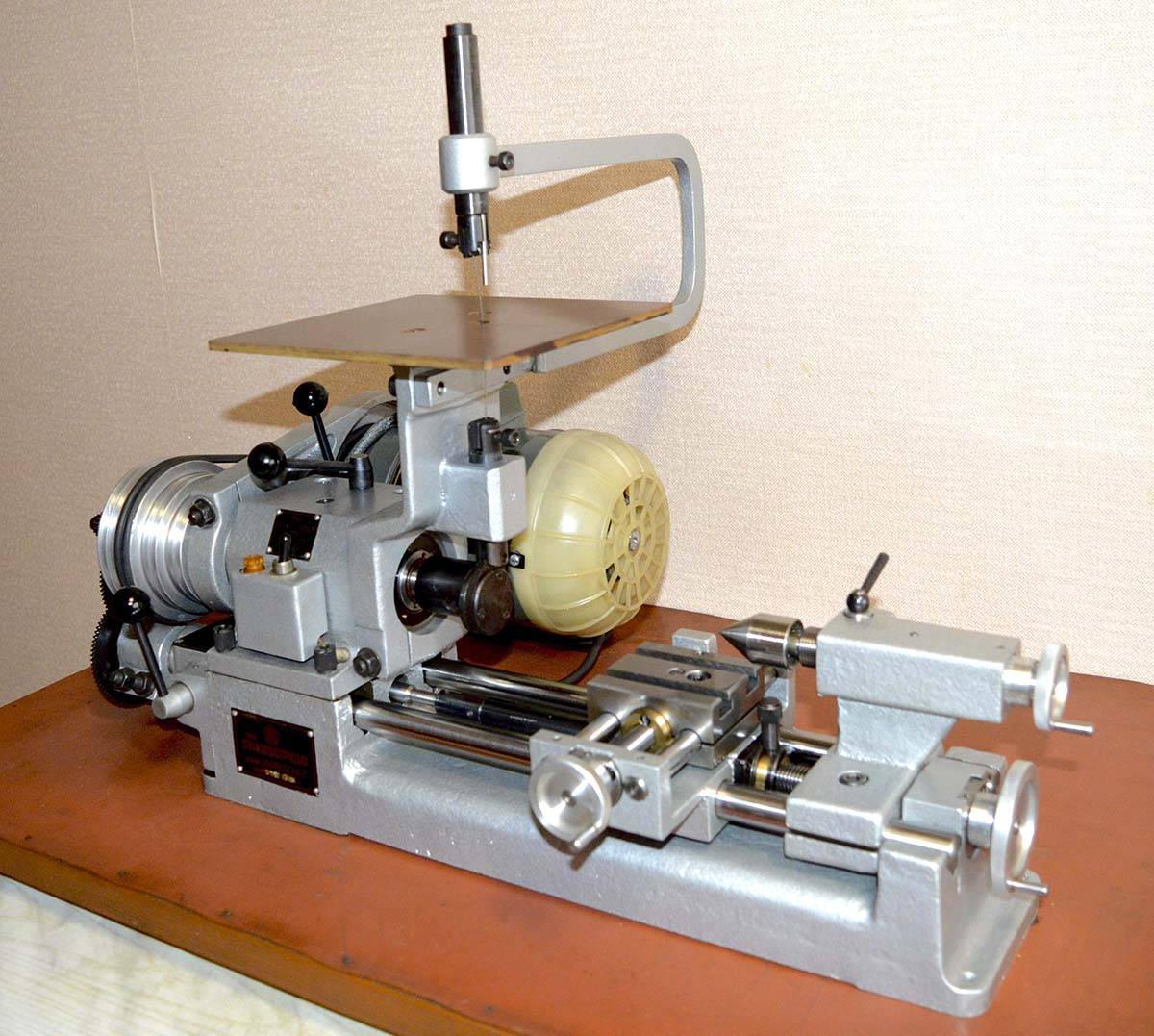
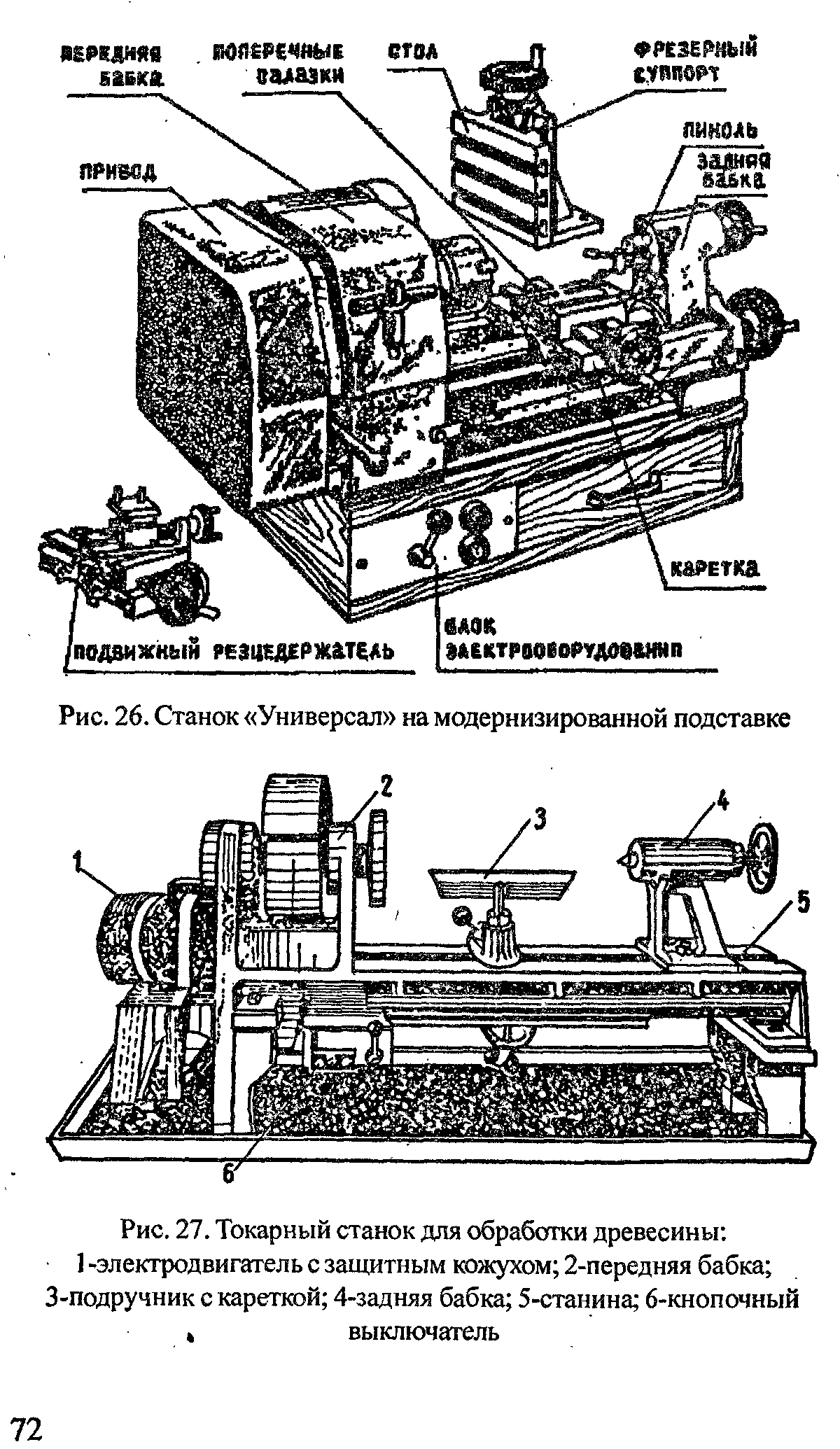
На станке “Универсал” (рис. 1) с применением дополнительных приспособлений и устройств, прилагаемых к станку, можно выполнять самые разнообразные виды механической обработки по металлу, дереву, пластмассам и другим материалам.
Отличительной особенностью станка является широкая универсальность и возможность переналадки с помощью приспособлений, которые позволяют выполнять следующие работы:
- токарную обработку и расточку отверстий;
- сверление отверстий
- фрезерование плоскостей, выемок, канавок и т.д.
- шлифование и полирование
- заточку различного режущего и бытового инструмента
- распиливание листового материала, реек, досок с помощью круглой пилы
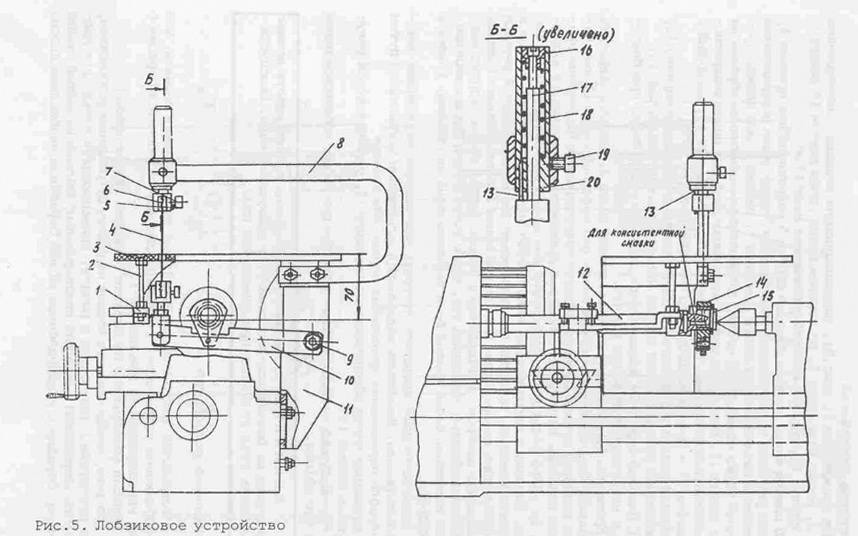
- распиливание по контуру с помощью лобзикового устройства
- навивку пружин
- нарезку резьбы плашками и метчиками с ручным вращением шпинделя к др
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
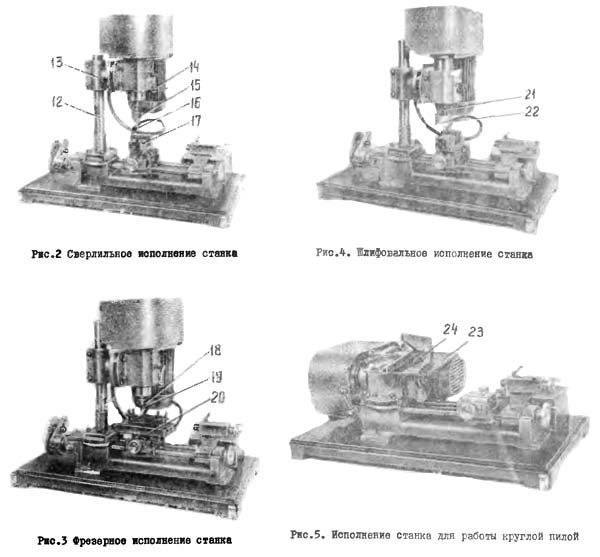
Станок “Универсал” при переналадке и установке дополнительных приспособлений может иметь следующие основные исполнения:
- токарное исполнение (рис.1);
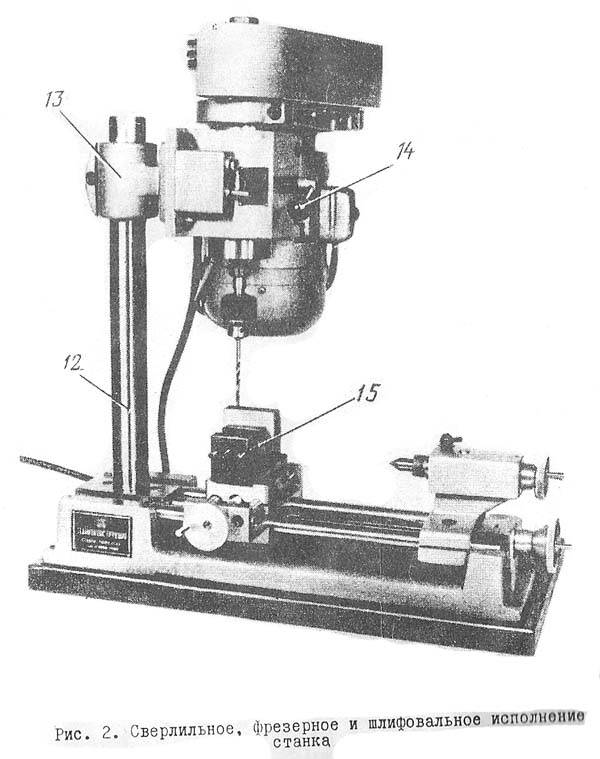
- сверлильное, фрезерное и шлифовальное (рис.2)
- для работы круглой пилой по дереву (рис.3)
- для работы лобзиком по дереву (рис.4)
- заточное
В настоящее время токарный станок Универсал снят с производства и больше не выпускается. Вместо него выпускается более совершенный токарный настольный станок .
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 – значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- : , , , , Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Мичуринский завод Прогресс: ,
- Орион СКТБ г. Нижний Новгород:
- Пензенский приборостроительный завод (ФГУП ФНПЦ “ПО “Старт” им. M.B.Проценко”) г. Пенза: ТД-180, ТН-150
Технические характеристики станка Универсал-3
| Наименование параметра | Универсал | Универсал-2 | Универсал-3 | Универсал-3м |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 100 | 125 | 150 | 150 |
| Наибольший диаметр заготовки над суппортом, мм | 50 | 60 | 90 | 90 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 150 | 180 | 250 | 250 |
| Рекомендуемая глубина точения за один проход, мм | ||||
| Максимальная глубина точения за один проход, мм | ||||
| Максимальный размер державки резца, мм | 8 х 8 | 8 х 8 | 8 х 8 | 8 х 8 |
| Наибольший диаметр сверления по стали, мм | 6 | 6 | 6 | 6 |
| Передняя бабка. Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 10 | 15 | 15 |
| Присоединение патрона к шпинделю | М20 | М20 | М27х2 | М27х2 |
| Размер конуса шпинделя | Морзе №1 | Морзе №2 | Морзе №2 | Морзе №2 |
| Число ступеней частот прямого вращения шпинделя | 10 | 11 | 9 | 9 |
| Частота прямого вращения шпинделя, об/мин | 160..2890 | 140..3000 | 200..3200 | 200..3200 |
| Диаметр токарного патрона, мм | 80 | 80 | 80 | 80 |
| Ход гильзы передней бабки, мм | 25 | 30 | — | — |
| Суппорт (поперечный ползун). Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 160 | 160 | 215 | 215 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее поперечное перемещение суппорта, мм | 55 | 60 | 90 | 90 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее перемещение резцовых салазок (верхний суппорт, составной ползун), мм | — | — | ||
| Цена деления шкалы поворота резцовых салазок, град | — | — | 1 | 1 |
| Пределы продольных рабочих подач суппорта, мм/об | — | 0,05..0,175 | 0,05..0,175 | 0,05..0,175 |
| Пределы шагов нарезаемых резьб метрических, мм | — | 0,2..2 | 0,2..2,5 | 0,2..2,5 |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли, мм | 20 | 20 | 30 | 30 |
| Конус задней бабки | Морзе 1 | Морзе 1 | Морзе 1 | Морзе 2 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 В 50 Гц |
Покажем вам покупку, которая поможет решить важный вопрос. Годом ранее был приобретен токарный станок производства КНР. Он имел некоторую проблему. Не было возможности корректировать скорость оборотов шпинделя. Поэтому внесли корректировки в конструктивное исполнение станка.


Для этого был куплен преобразователь частоты
. С помощью него можно менять частоту тока, направляемого в двигательную установку станка. Устройство функционирует от сети однофазного типа с напряжением 220 вольт, а подает на двигатель три фазы по 220 вольт. Преобразователь на 220 вольт
имеет большое число клавиш управления. Как функционирует частотник? Он способен с помощью пульта и выключателей осуществлять реверс, запускать и отключать установку, корректировать скорость оборотов двигательного агрегата.
Настройка преобразователя частоты
- Проведя первую настройку, у нас есть возможность простого запуска двигательной установки токарного станка в настольном исполнении. Запуск осуществляется при частоте 10 герц. Используя переменный транзистор, есть возможность менять скорость оборотов двигательной установки за счет повышения частоты тока до 400 герц.
- Чтобы поменять направление вращения двигательного устройства токарного станка с помощью преобразователя, следует включить устройство. Включаем тумблер, изменяющий вращение крутящего момента двигательной установки. При этом, движок начал вращаться в обратном направлении.
- Теперь приступим к рассмотрению возможности оборотов движка токарного станка в настольном исполнении за счёт тумблеров, не пользуясь реостатом. С этой целью, лишь включаются и выключаются необходимые скорости. При переводе частотника в режим «включено», устройство генерирует 10 герц. Настройка тумблеров произведена таким образом, что при их запуске величина частоты тока повышается на 5 герц. В итоге, мы способны корректировать скорости оборотов шпинделя станка за счет частотника без механической трансмиссии.
Условия работы преобразователя для токарного станка
- Преобразователь способен функционировать в обширных температурных интервалах от +35 до -20 градусов. Но, следует иметь в виду, что подбор преобразователя осуществляется не по мощности, а в соответствии с током двигательной установки.
- Если шпиндель работает на небольших оборотах, то следует монтировать дополнительные охлаждающие элементы на двигатель, потому что штатный вентилятор не осилит нагрузку. Для сохранения необходимого момента кручения на небольших оборотах, используется ускорение векторного типа.
- На электрический двигатель устанавливается энкодер, производится регулировка в закрытом контуре, стабильно поддерживается момент кручения. Время от времени, на предприятии на токарные станки ставят асинхронники с энкодером.
Рекомендации специалистов
Неправильная или длительная работа оборудования часто приводит к поломке узлов и деталей. Если оператор слышит стук подшипников, тогда необходимо провести их замену. Если работа оборудования будет проводиться при неисправных подшипниках, нарушение способно привести к повреждению других узлов и агрегатов.
Сильный шум или быстрый нагрев двигателя требует провести осмотр его обмотки. В некоторых случаях проводится полная замена агрегата. Если мотор внезапно останавливается, это свидетельствует о сбоях в работе электрической сети.
Такая ситуация свидетельствует о поломке пускового механизма. Если мотор не способен набирать обороты, специалисты делают вывод о его неисправности.
Наиболее часто причиной поломки являются перебои в подаче электрической энергии. При частом появлении этой проблемы рекомендуется покупка специального стабилизатора.

Виды стабилизаторов
Категорически запрещается самостоятельная разборка конструкции, особенно без присутствия определенного опыта, умений и знаний.
В подобном случае рекомендуется обратиться за помощью к специалисту, он не только устранит поломку, но и обеспечит безопасную эксплуатацию оборудования в дальнейшем.
Во избежание травм и поломки оборудования оператору необходимо строго соблюдать правила его эксплуатации. Очистка основных узлов агрегата должна проводиться постоянно.
Токарный настольный агрегат позволяет максимально точной обработки металлических заготовок. Для достижения этой цели необходимо придерживаться правил его эксплуатации. Благодаря простоте конструкции агрегата обеспечивается точность обработки металлических деталей.
Технические характеристики оборудования
- Класс точности Н.
- Межцентровое расстояние – 180 мм.
- Максимальная длина точения – 120 мм.
- Ø сквозного отверстия шпиндельного вала – 10 мм.
- Частота вращения шпинделя – от 120 до 3*103 об/мин. при 11 ступенях переключения. Для ее регулировки переставляют приводной ремень на шкивах.
- Максимальный диаметр болванки: над направляющими – 125 мм, над салазками каретки – 60 мм.
- Амплитуда хода гильзы шпиндельного вала –30 мм.
- Диапазон подач – 0,05–0,175 мм/об. Переключение скорости подачи дискретное, количество ступеней – 6.
- Интервал шагов резьбы – 0,2–2 мм.
- Крепление патронов к валу шпинделя – резьба М20 и конус Морзе № 2.
- Упорная бабка – конус Морзе №1. Максимальный ход пиноли – 20 мм.
- Мощность единственного электродвигателя – 0,25 кВт.

Размеры станка
Этот агрегат был задуман как оборудование для домашнего использования, а потому обладает небольшими размерами и весом.
- Размеры станка Д×Ш×В 670×355×230 мм.
- Площадка для работы с циркулярной пилой – 180×180 мм.
- Стол для фрезерования – 90×160 мм.
- Масса около 40 кг.
Расположение составных частей
Несмотря на множество дополнительных функций, станок имеет привычную компоновку. Это позволяет человеку знакомому с другим токарным оборудованием работать на нем, практически не пользуясь инструкцией.
Передняя бабка
Этот узел в зависимости от варианта использования оборудования служит для фиксации и вращения заготовки либо режущего инструмента. Крепление шпиндельной бабки к станине позволяет при необходимости легко демонтировать ее для поворота на 180° или для перемещения на дополнительную вертикальную направляющую. На гильзу шпиндельного вала посредством кронштейна с двумя зажимами устанавливается электрический двигатель главного движения. На валу двигателя и шпинделе крепятся шкивы ременной передачи.
Направляющие
Продольное перемещение суппорта и упорной бабки происходит по двумя прикрепленным к станине цилиндрическим направляющим.
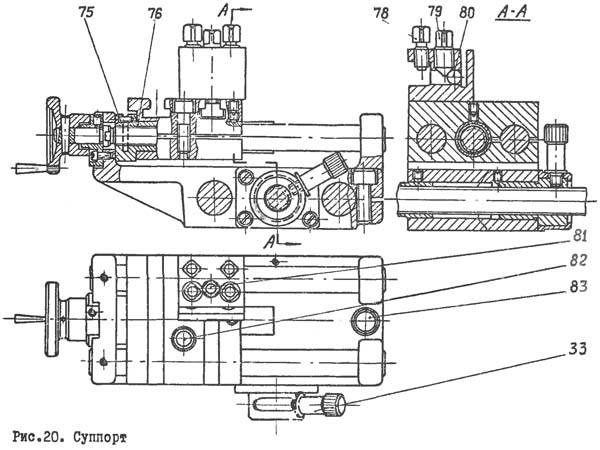
Суппорт
В состав узла входит каретка, установленная на продольных направляющих. А также салазки, смонтированные на 2 направляющих перпендикулярных продольной оси станка. Суппорт используется для крепления резца или заготовки и перемещения их в процессе обработки заготовки.
Дополнительные принадлежности к настольному токарному станку ТН-1
Дополнительные принадлежности, входящие в комплект поставки служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка, токарно-центровое, фрезерно-сверлильное, шлифовальное, фуговальное, заточное, для работы лобзиком, для работы дисковой пилой, расточное.
Резцедержки
В комплект поставки входят две резцедержки
- подвижная резцедержка
- неподвижная резцедержка
С помощью подвижной резцедержки, смонтированной на каретке можно обрабатывать конусные поверхности и нарезать резьбы.
В каретке расположены два винта, которые с помощью сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта 5 в основании каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки 1
ВНИМАНИЕ! После разворота каретки на требуемый угол необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна
Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна
Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна.
Задняя бабка
С помощью задней бабки можно производить обработку изделий в центрах.
При этом заднюю бабку устанавливают и фиксируют с учетом длины обрабатываемой детали. Один конец детали зажимают в каком либо приспособлении (трехкулачковый патрон, поводковый патрон) установленном на шпинделе, а второй конец детали поджимают центром (подвижным или НЕ подвижным) Поджим осуществляется перемещением пиноли 2 от маховика 5. После поджима пиноль зажимается сухарем 6.





Центр задней бабки может также служить для поджима других приспособлений входящих в комплект станка.
Цанговый зажим
Зажим состоит из втулки 1, цанги 3 и гайки 2.
Втулка с цангой вставляются в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство токарного станка ТН-1
Устройство представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением маховичка 1 жестко связанного с ходовым винтом 2.
Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис. 16.
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO. За 40 лет продано свыше 600 тысяч станков.
Станок начал производиться серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- : , , , , Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Мичуринский завод Прогресс: ,
- Орион СКТБ г. Нижний Новгород:
- Пензенский приборостроительный завод (ФГУП ФНПЦ “ПО “Старт” им. M.B.Проценко”) г. Пенза: ТД-180, ТН-150
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины;
- шпиндельной бабки;
- привода;
- электрооборудования;
- суппорта;
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.
Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.
 Резцедержатель
Резцедержатель
Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
https://youtube.com/watch?v=6EqmLEIDv_A
Универсал ТШ 3
Еще один востребованный токарно фрезерный станок, составляющий неплохую конкуренцию своему «собрату» в лице Универсал 2 — это Универсал ТШ 3. Выпущенный той же компанией, агрегат получил широкое распространение среди домашних мастеров. Он не предназначен для серийного производства. Его основной специализацией является работа своими руками в домашних условиях.
Особенности
Универсал ТШ 3 имеет несколько конструктивных нюансов, о которых следует знать перед его покупкой.
- Это настольный токарно фрезерный агрегат, предназначенный для обработки металлических заготовок методом вращения.
- У него нет оригинальной компоновки, что существенно упрощает ремонт и позволяет легко заменить детали на аналоги.
- Станина — это основной узел, выполненный литьем. На станине располагаются все главные компоненты станка.
- На станке возможно изменение направления суппорта. Чтобы сделать это, не требуется останавливать шпиндельную головку или менять направление ее вращения.
- Механизм оснащается дополнительными комплектующими, с помощью которых Универсал ТШ 3 расширяет свои функциональные возможности. Это два резцедержателя — неподвижный и подвижный. Подвижный преобразует конусные поверхности, а второй формирует отверстия и фиксируется на суппорте.
Технические характеристики
Представленный универсальный широко востребованный токарный станок имеет следующие технические характеристики:
- Вес — 62 кг;
- Габариты — 690 на 410 на 230 мм;
- Диаметр заготовок — до 150 и 90 мм над станиной и суппортом соответственно;
- Длина деталей — до 250 мм;
- Диаметр сверления отверстий — до 8 мм;
- Отверстие шпинделя — 15 мм;
- Число ступеней в условиях прямого направления вращения — 9 единиц;
- Частота вращения — 200-3200 оборотов в минуту;
- Передняя бабка имеет ход 30 мм;
- Продольное смещение суппорта станка — 215 мм;
- Поперечное смещение суппорта на Универсал ТШ 3 — 90 мм;
- Продольные подачи — 0,05-0,175 мм/об;
- Приводом выступает электрический двигатель мощностью 370 Вт;
- Станок питается от стандартной однофазной сети с напряжением 220В;
- Оснащение и технические аспекты позволяют с помощью станка Универсал ТШ 3 выполнять нарезку метрического типа резьбы.
Конструкция и принцип работы
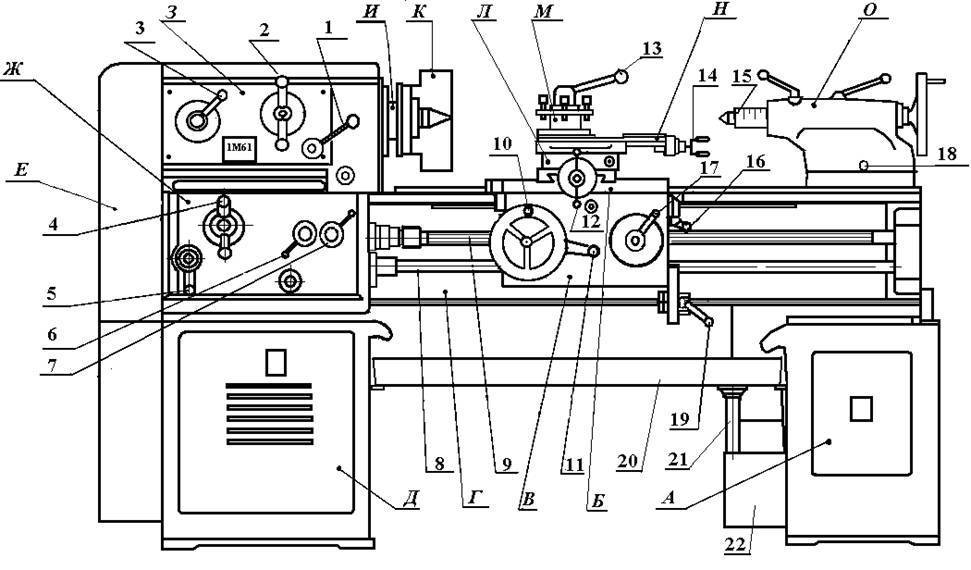
Рассмотрим конструкцию на примере одного из популярных и массовых универсальных токарно-винторезных станков 1К62 (рис. 2). Разработан был этот станок в 1954 Московским станкостроительным заводом в году и до сих пор выпускается с небольшими модификациями. Универсальный станок 1К62 оказался настолько удачным, что по его образу и подобию выпускались аналогичные станки на многих станкостроительных предприятиях. Также похожие конструкции параллельно разрабатывались зарубежными предприятиями независимо от отечественных производителей.
Рисунок 2. Схема универсального токарного станка 1К62.
Основанием станка, на котором закрепляются остальные узлы и элементы, называется станина (4).
В передней части станка располагается так называемая передняя бабка (1) со шпинделем (14) в качестве основного рабочего органа. В передней бабке имеется коробка скоростей (13), которая предназначена для изменения скорости вращения шпинделя.
Коробка передач (10) служат для передачи вращательного движения на суппорт при помощи ходового винта. Работает в непосредственной связке со шпинделем (рис. 3).
Рисунок 3. Шпиндель универсального токарного станка.
Ходовой винт (7) служит для выставления определенной скорости подачи в процессе нарезания резьбы. Ходовой валик (8) предназначен для обработки других поверхностей, не связанных с нарезанием резьбы.



В фартуке (6) происходит преобразование вращения ходового винта (рис.4) или валика в поступательное движение суппорта (2).
Рисунок 4. Примеры ходовых винтов.
В суппорте закрепляется металлорежущий инструмент и производится подача к обрабатываемой детали. Суппорт имеет возможность закрепления в нем одновременно четырех различных резцов, которые можно быстро сменить поворотом каретки (рис. 5). Резцовая каретка на некоторых модификациях имеет несколько степеней свободы, что позволяет выполнять обработку недоступных для стандартных токарных станков поверхностей. Перемещается суппорт на так называемых салазках.
Рисунок 5. Резцовая каретка.
Задняя бабка (3) имеет пиноль (рис. 6) для монтажа приспособления, поддерживающего обрабатываемую деталь, или установки стержневого инструмента (развертки, сверла, зенкера и др.), при помощи которого производится сверление или обработка осевого отверстия в заготовке.
Рисунок 6. Пиноль.
Станина устанавливается на тумбах (5) и (9). Тумбы играют роль подставок и имеют ряд настроек, которые позволяют выставить станок в горизонтальное положение даже на неровной поверхности.
Гитара сменных шестерен (11) в совокупности с коробкой скоростей предназначена для регулировки передаточных чисел и изменения соотношения между скоростью вращения шпинделя и скоростью подачи инструмента.
Блок электроаппаратуры (12) включает в себя электродвигатель, управляющую, контрольную и предохранительную электроаппаратуру.





