

Очистка металла
Очистка металла от пыли, ржавчины, окалины и т.д
является важной технологической операцией, предшествующей запуску его в производство. Очистку целесообразно проводить после правки листов, поскольку в процессе правки окисные пленки интенсивно разрушаются и отслаиваются, что облегчает последующую очистку
Очистку чаще всего осуществляют на дробе- и пескоструйных аппаратах. Кроме этого существует способ химической очистки (травления).
Для очистки на дробеметной установке лист в вертикальном положении на тележке подают в камеру, на стенках которой размещены дробеметные аппараты, выбрасывающие с большой скоростью стальную или чугунную дробь размером 0,6-0,8 мм. Ударяясь о поверхность металла, дробь сбивает загрязнения и очищает ее. Возникающий под влиянием дробеочистки наклеп обычно незначителен и практически не влияет на механические свойства металла. Конструкция дробеструйных установок рассчитаны на многократное использование дроби. Образующаяся пыль удаляется из камеры отсасывающей системой. Примерная производительность установки 200 м2 в час.
Пескоструйная очистка основана на абразивной обработке очищаемой поверхности струей сжатого воздуха со взвешенными в нем твердыми частицами песка. По санитарным нормам пескоструйная очистка в цеховых условиях возможна только в специальных камерах. Химическую очистку производят на механизированных линиях, представляющих собой ряд последовательно расположенных камер. В каждой из них осуществляют одну определенную операцию процесса очистки: подогрев, травление, промывку, нейтрализацию, пассирование и т.д.
Трубы очищают от загрязнений по наружной и внутренней поверхностям на очистных станках и механизированных линиях. На ЗиО очистка наружной поверхности труб производится на дробеструйной установке.

Ручную очистку наружной поверхности труб пневматическими щетками и шлифовальными машинками применяется крайне редко.
Принцип, положенный в основу многих наружных зачистных устройств, состоит в следующем: трубе придают вращательное движение и перемещают ее вдоль вращающегося, прижатого к трубе дискового инструмента: шлифовального круга, металлической щетки или иглофрезы. Наилучший результат обеспечивает иглофреза. Она не только чистит поверхность, но и снимает с нее тонкий слой металла. Толщина снимаемого слоя и качество очистки зависят от усилия прижатия иглофрезы к трубе. Режим очистки подбирают таким образом, чтобы надежно снимать загрязнения, почти не углубляясь в металл.
Высокая производительность очистки, а главное – хорошее качество поверхности способствует широкому распространению иглофрезерования в котельном производстве.
Очистка внутренней поверхности труб сложнее, чем наружной.
Эту операцию выполняют в специальных пескоструйных камерах, снабженных хорошей вентиляцией с использованием металлического или кварцевого песка. Очистка снаружи выполняется достаточно просто и быстро. Для очистки внутренней поверхности труб диаметром 83 мм и более применяют установку Ваку-Бласт.
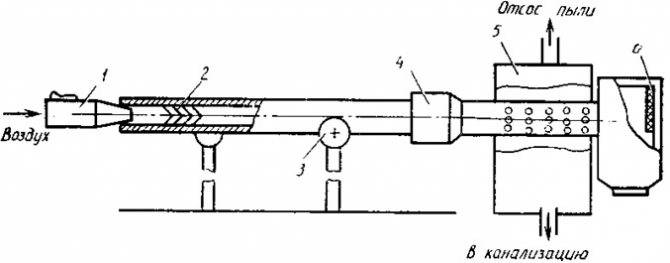
Установка Ваку-Бласт состоит из гибких шлангов 3 с набором сопл 5 для очистки труб 4 различных диаметров. Установка имеет систему регенерации песка, поступающего из бункера 1 под напором вентилятора 2, в которую входят сборный фартук 6 и циклон 7, а также систему очистки воздуха с вентилятором 8 и может быть размещена в любом месте цеха.
Для труб меньшего диаметра операция очистки осуществляется прогонкой металлического ерша сквозь трубу, а затем продувкой трубы сжатым воздухом.
Трубу помещают одним концом в приемник пылеуловителя 4, в другой конец вставляют металлический ерш 2, затем этот конец уплотняют наконечником 1 пистолета, включают сжатый воздух, который проталкивает ерш вдоль внутренней полости трубы. Продвигаясь с большой скоростью по трубе, ерш очищает ее изнутри от ржавчины и загрязнений. Вылетая из нее, ерш ударяется о буфер и падает в приемник 6. Пыль из пылеуловителя 5 удаляется отсосом.
Кернер
Ошибается тот, кто думает, что достаточно поставить кернер и ударить по нему, чтобы выбить разметочную лунку.
Сначала на гладкой поверхности металла нужно найти для кернера опору. После этого остро заточенный и закаленный конец инструмента под небольшим наклоном устанавливают вблизи намеченной точки. Легким ударом кернер подгоняют к точке, при этом его твердый конец образует перед собой «волну», которая вместе с крошечной ложбинкой образует достаточно надежную опору. Затем кернер ставят вертикально и наносят окончательный удар: на толстой заготовке сильнее, на тонкой — слабее, иначе кернер пройдет насквозь. Кернером намечают центр отверстия и точку опоры для ножки измерительного циркуля.
Силу удара по кернеру следует соразмерять с толщиной листа. Вы ведь хотите только наметить, а не пробить отверстие!
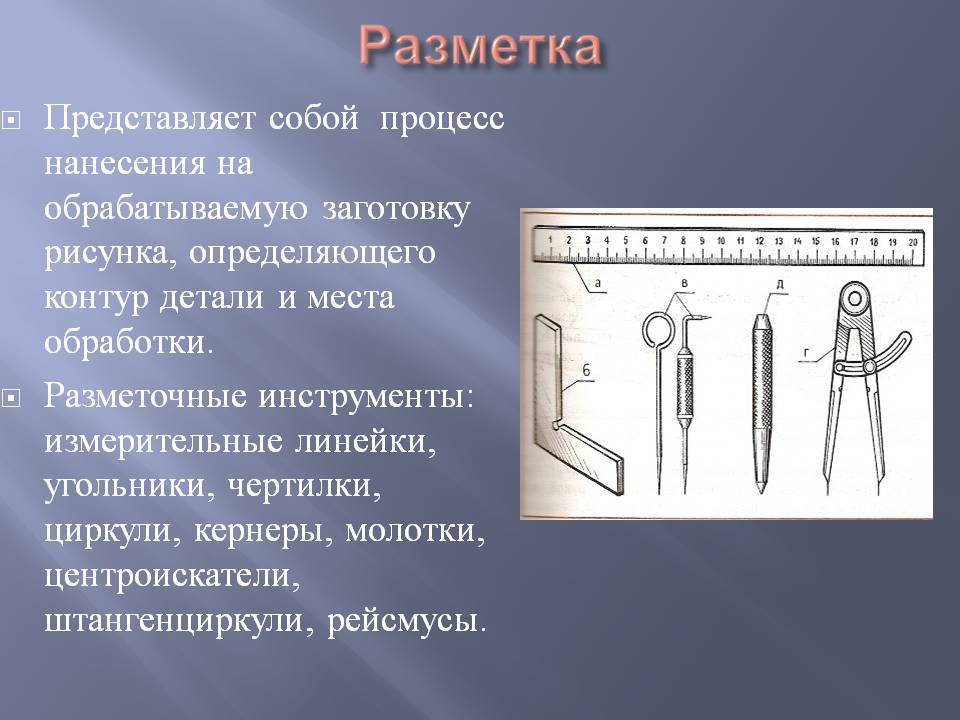
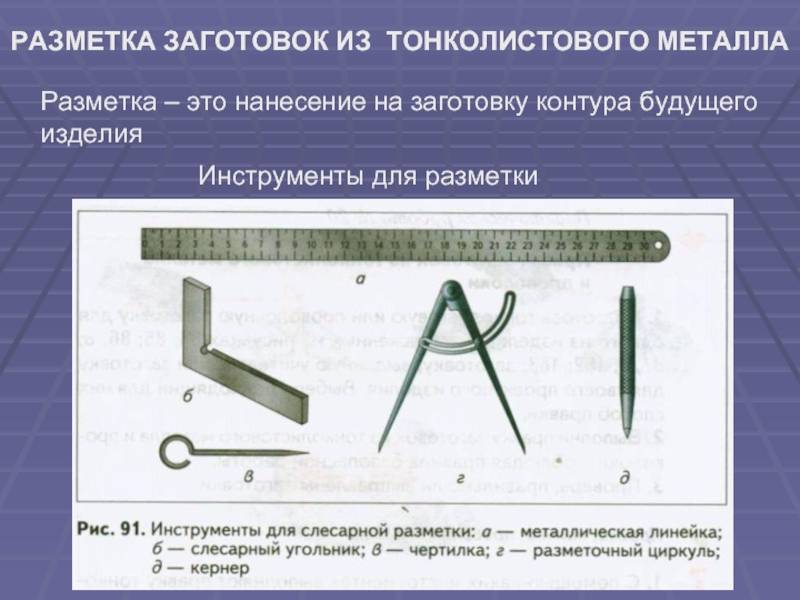
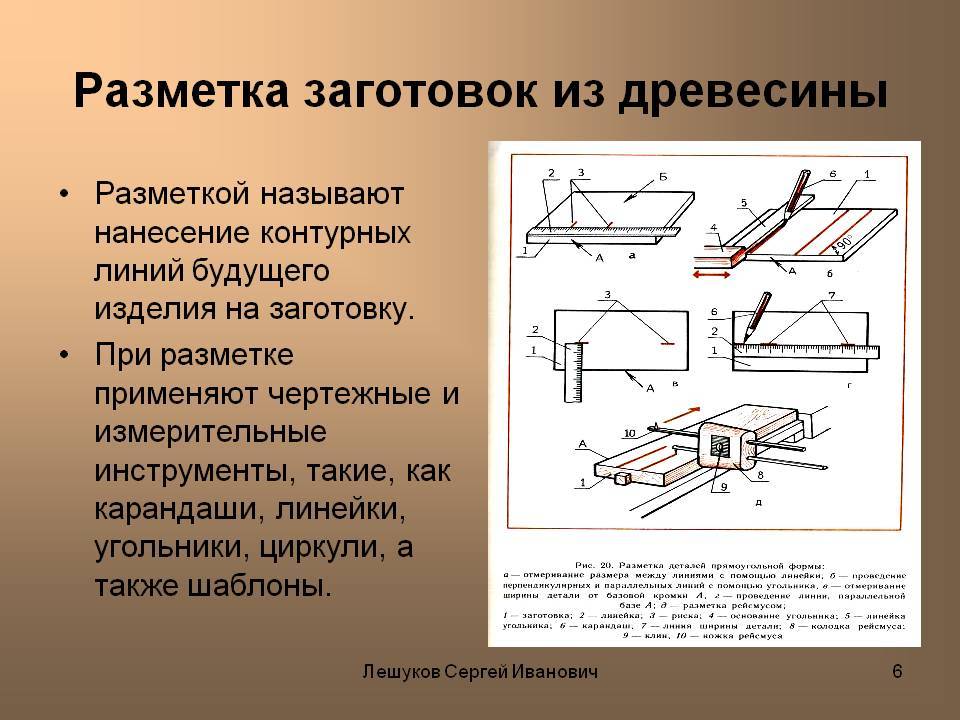
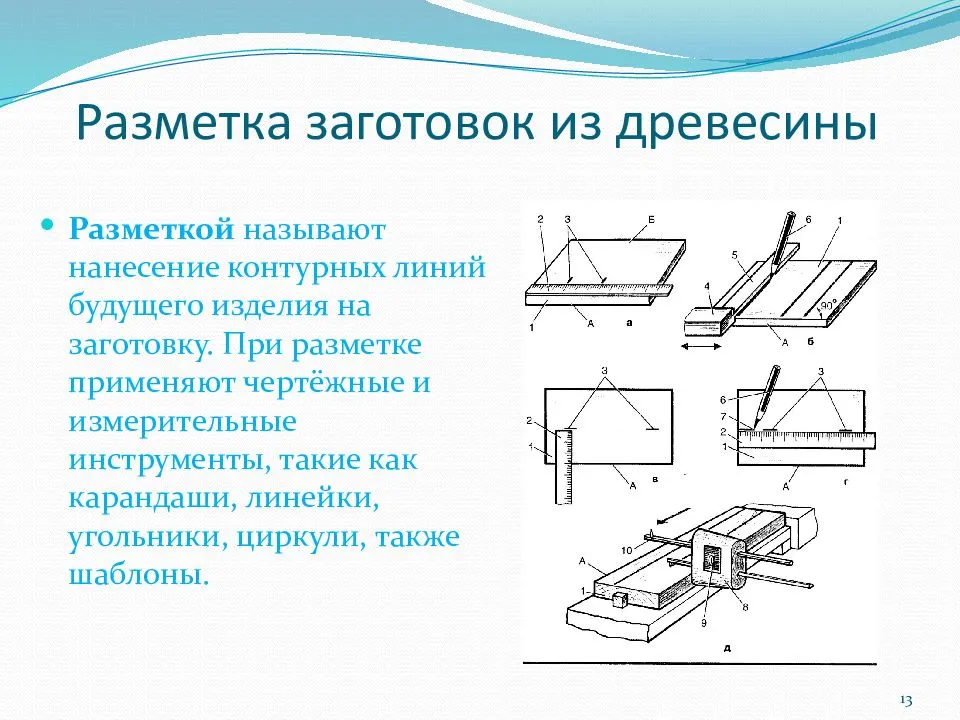
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
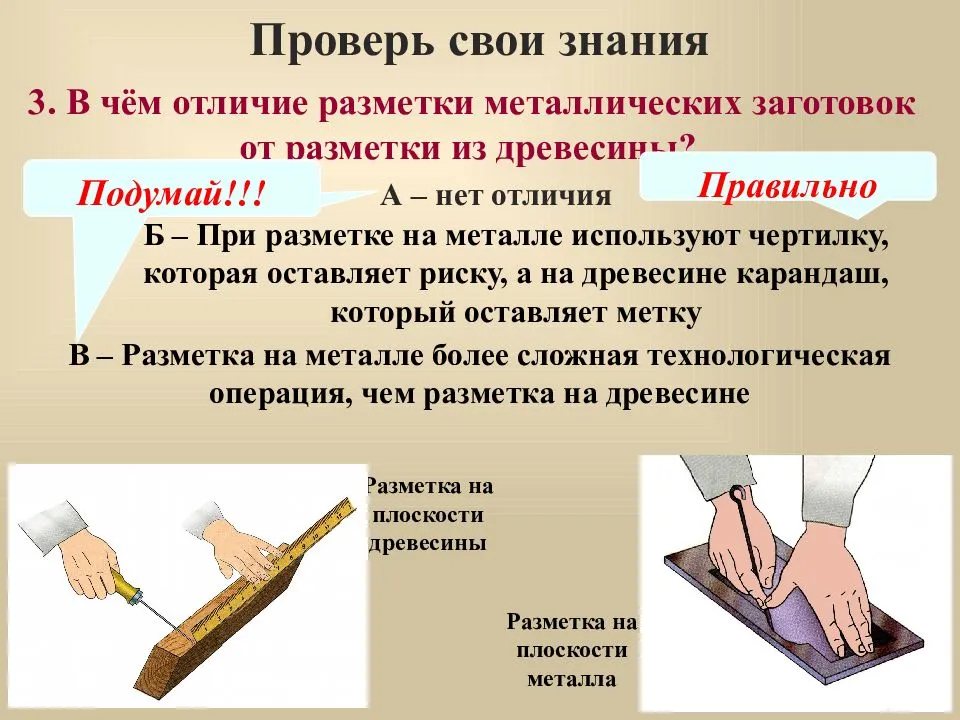
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
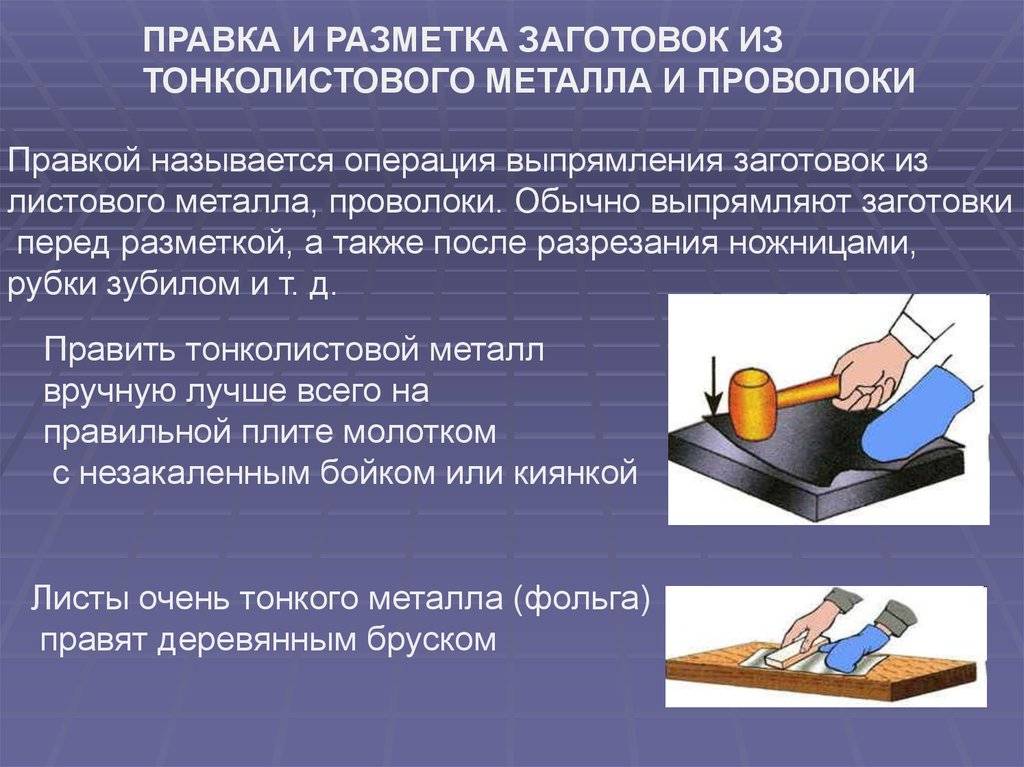
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Фиксация
Подготовка деталей под сварку включает их надежную фиксацию друг с другом. Это обеспечит правильное положение при сварке и убережет от их сдвига. Методом, гарантирующим надежную фиксацию, служит выполнение прихваток. Под этим понимаются небольшие швы, выполненные поперек соединения деталей.
Размер их сечения имеет ограничение – оно не должно превышать половины ширины шва. Длина каждой прихватки не более 2 см. Сборка трубопроводов предполагает выполнение более длинных прихваток. Расстояние между ними составляет от 10 до 80 см в зависимости от длины шва. Величина шага зависит также от толщины материалов. Для коротких швов применятся точечное соединение на их краях. Высота прихваток не должна быть слишком большой.
Маленькие швы предотвращают смещение деталей в соединениях, сохраняют постоянство величины зазора между ними и придают конструкции дополнительную жесткость
Особенно это важно для крупных соединений. Прихватки выполняются за один проход
Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются. Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой
Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.


Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
 Этап разметки проводится вручную или с помощью специальных устройств
Этап разметки проводится вручную или с помощью специальных устройств
Разметка металла: нюансы
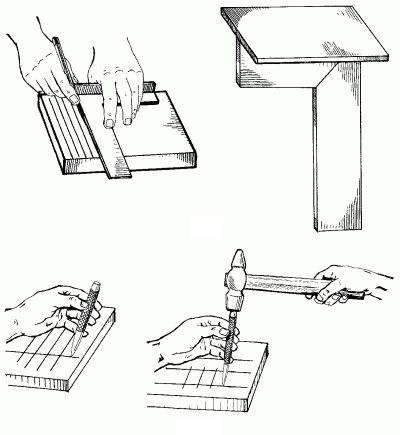
Схема нанесения разметки на металлический лист перед сваркой.
Прежде чем начать выполнять дальнейшие работы с металлом его следует разметить. Листовой материал размечают путем нанесения на него контуров будущих деталей с наметкой мест сгиба, намечают центр деталей и различные тонкости, которые будут присутствовать в будущем изделии. Выполняя разметку необходимо очень точно все проверить, потому как даже незначительная неточность может привести к производственному браку уже готового изделия. Также следует помнить о припуске на обработку. В целях экономии металла его не делают слишком большим. Все это добавляет время на обработку деталей.
Для того чтобы наносимая разметка была как можно лучше заметна на листе металла, его предварительно окрашивают. Использовать для этого можно мел. В воде растворяют толченый мел из расчета 125 г на 1 л воды, кипятят и добавляют немного льняного масла, чтобы не происходило осыпание мала). Еще можно применить раствор медного купороса (3 чайные ложки на 1 стакан воды), который наносят на металл кисточкой. После того как краска застывает, производят разметку.
§ 34. Разметка деталей из металлического листа и проволоки
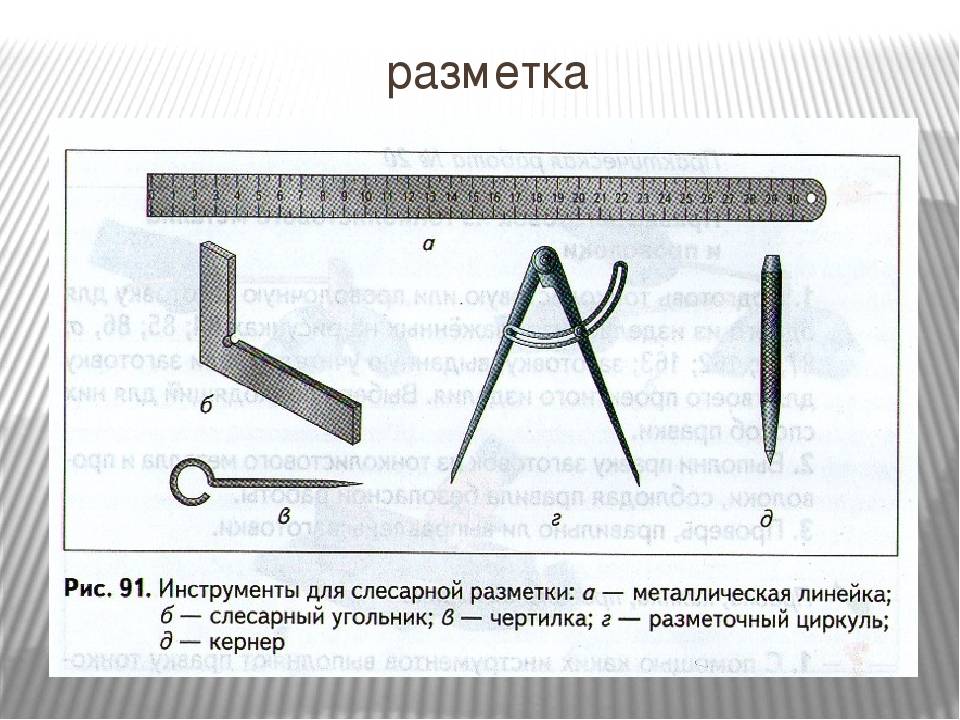
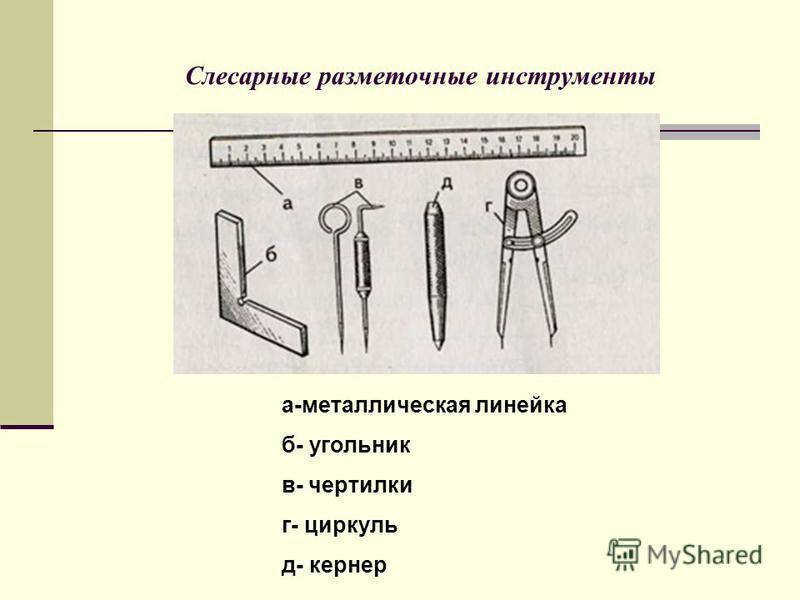
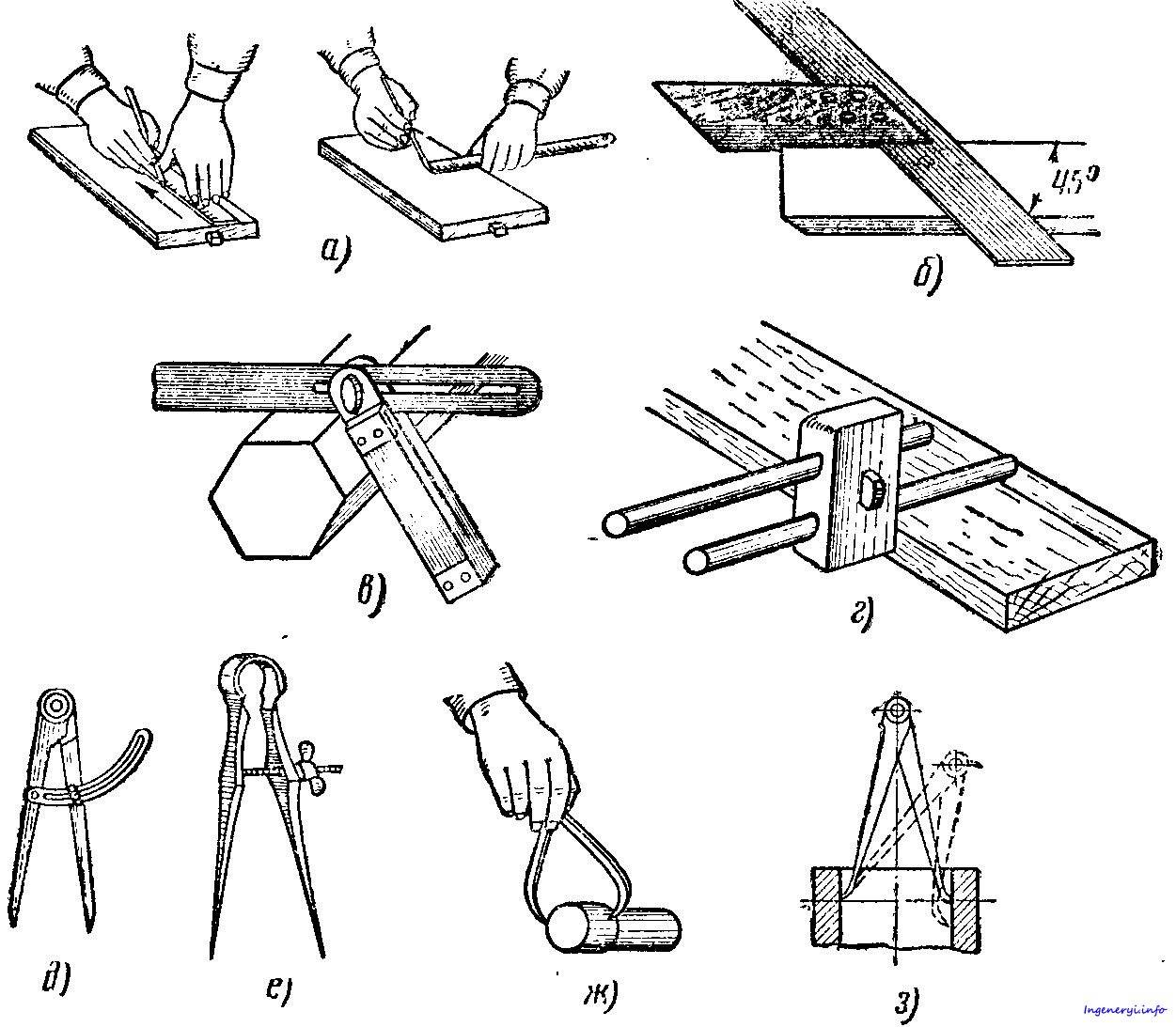
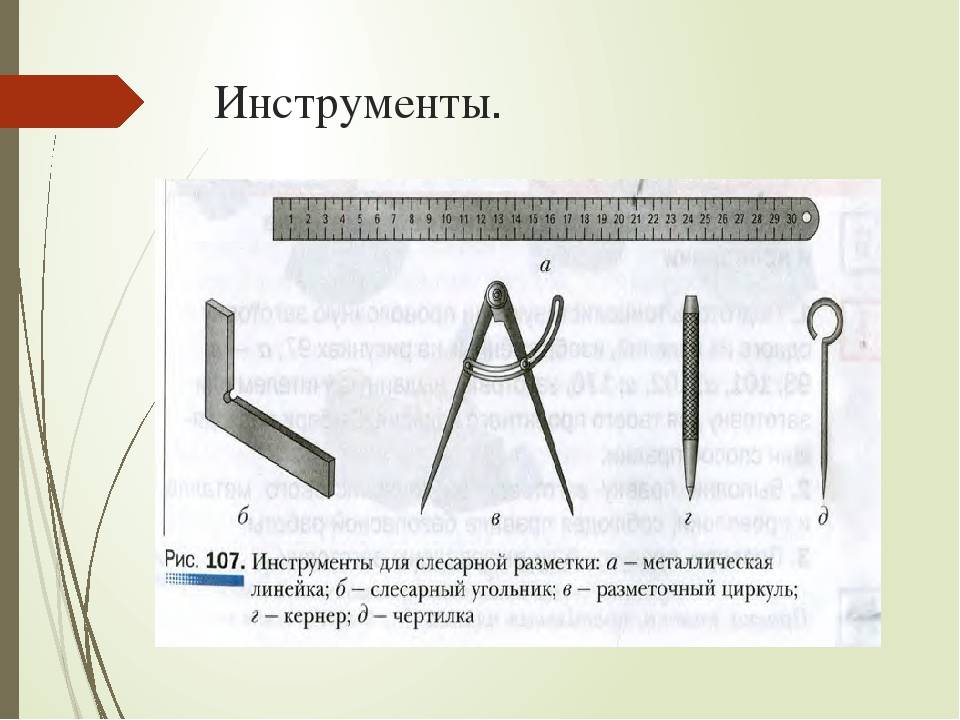
После правки на заготовке размечают контуры будущего изделия. Разметку выполняют разметочными инструментами: чертилкой, разметочным циркулем и кернером при помощи металлической линейки или угольника (рис. 125).
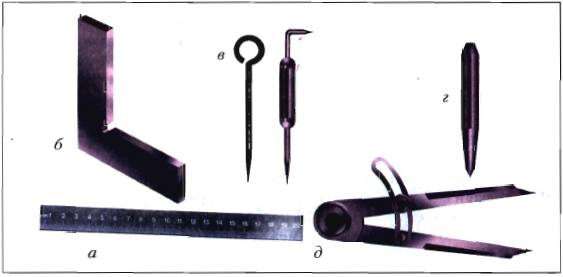
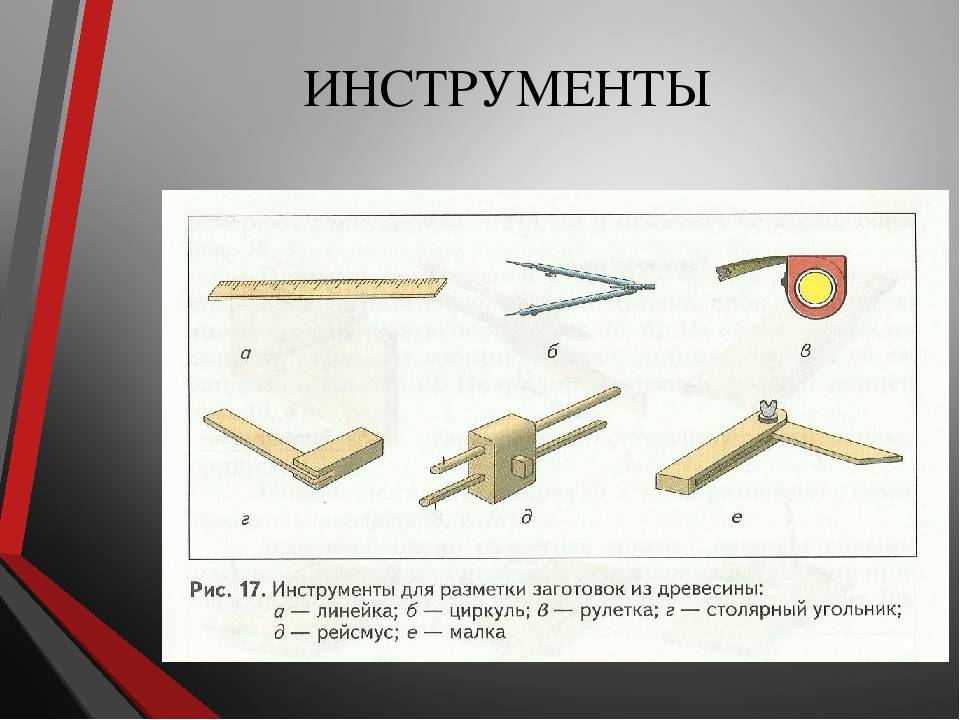
Рис. 125. Разметочные инструменты: а — линейка; б — угольник; в — чертилки; г — кернер; д — разметочный циркуль
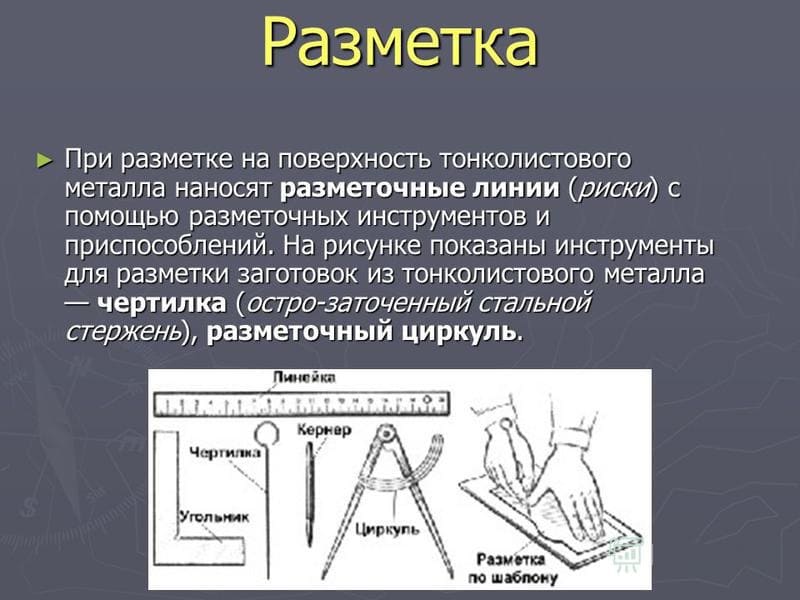
Чертилка представляет собой остро заточенный металлический стержень и служит для нанесения разметочных линий (рисок) на заготовку.
Разметочным циркулем проводят окружности и дуги. Радиус окружности или дуги предварительно откладывают по линейке.
Ударяя молотком по кернеру, на размечаемую поверхность наносят лунки, намечая центры будущих отверстий.
Размечая детали по шаблону, старайтесь кроить материал рационально, т. е. так, чтобы количество отходов было наименьшим.
Эта задача быстро и точно решается на компьютере. Для этого в масштабе изображаются шаблон детали и металлический лист. Перемещая и поворачивая шаблон, многократно копируя его, вы можете добиться оптимального (наилучшего) расположения деталей на листе.
На рисунке 126 представлен чертеж детали «ушко», выполняемой из тонкого стального листа и служащей для подвески настенных панно. Величина S 0,8 на чертеже означает, что толщина листа равна 0,8 мм.
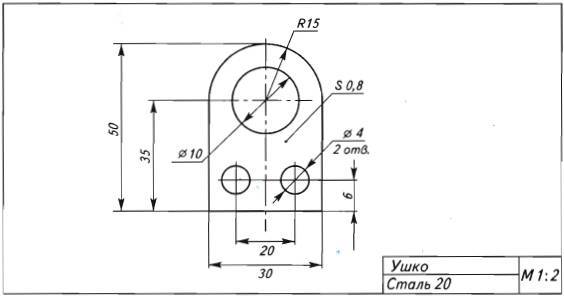
Рис. 126. Чертеж детали «ушко»
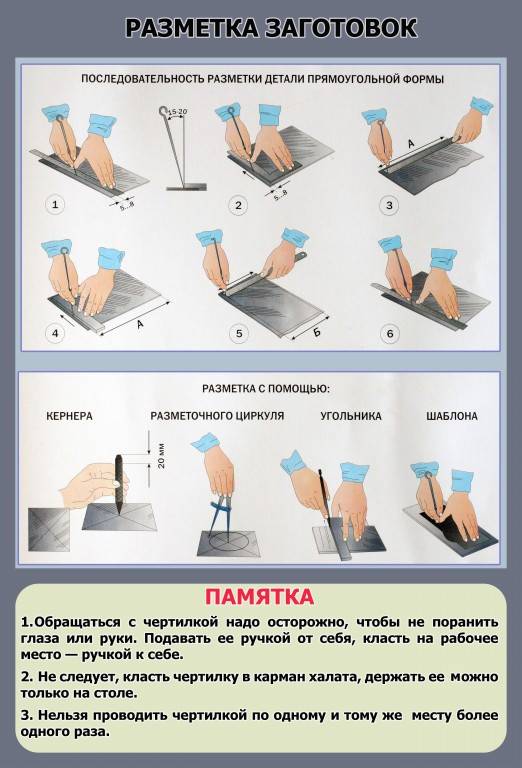
Разметку начинают с нанесения чертилкой линий контура детали и линий симметрии, затем проводят осевые линии отверстий и дуг, вычерчивают циркулем окружности и дуги. Заканчивают разметку, намечая центры отверстий.
Развертка — это плоское изображение заготовки детали (например, коробки), которая при сгибании становится объемной. По рисунку развертки размечают, а затем вырезают плоскую заготовку детали.
Разметку развертки делают с помощью линейки и металлического угольника, начиная с базовых (наибольших) сторон, затем отмеряют и очерчивают другие стороны, проводят осевые линии и линии сгиба.
Порядок выполнения работы
- Подготовьте рабочее место, инструменты и заготовки для разметки.
- Выполните разметку заготовок для изготовления деталей и изделий из тонкого металлического листа и проволоки (желательно для вашего творческого проекта).
- Проверьте правильность разметки.
Контрольные вопросы
- Что называют разметкой и для чего ее выполняют?
- Какие инструменты применяют для разметки?
- Как размечают изделия из металлического листа и проволоки?
- Что называют разверткой?
- В какой последовательности размечают развертку?
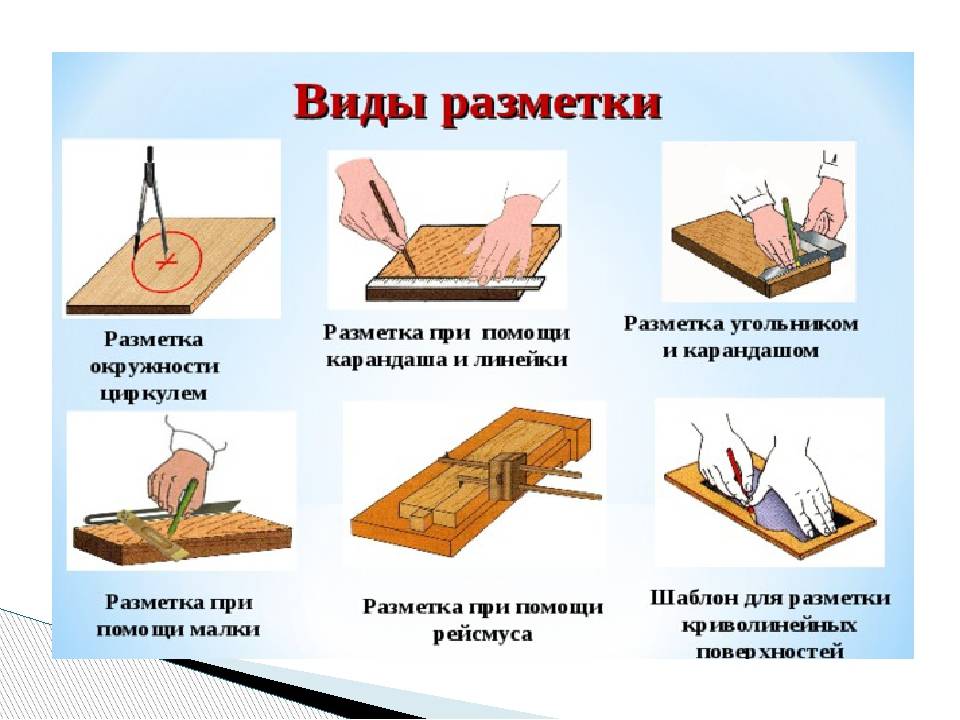
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и особой точности.

Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
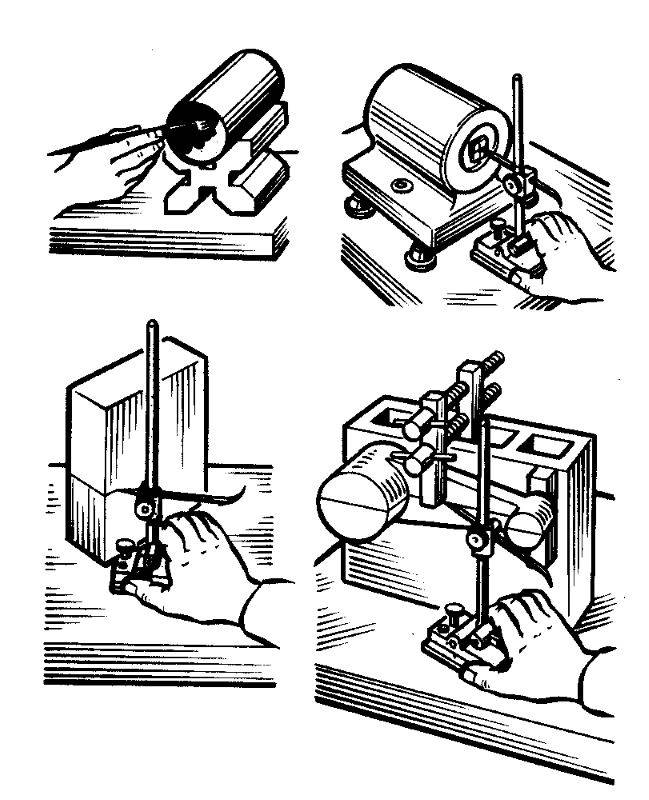
Циркуль

слесарный циркуль
С помощью измерительного циркуля отмеряют нужный размер по линейке и переносят его на деталь или наоборот — измеряют деталь и определяют ее размеры на линейку, Циркулем также вычерчивают дуги, окружности или определяют радиус закруглений.
Выдерживание размера
При выборе измерительного циркуля обратите внимание на надежность механизма фиксации и на закалку заостренных концов. Фиксируется ли положение ножек установочным винтом или задвижкой и стопорным винтом, — принципиального значения не имеет
Важнее, чтобы установленный размер при переносе точно выдерживался.
Если угол детали надо закруглить, то радиус закругления определяется измерительным циркулем. Положение ножек циркуля фиксируется установочным винтом.




При разметке закругления ножка циркуля не должна скользить по поверхности. Наметьте точку опоры кернером.
Сборка деталей под сварку
Сборка деталей производится с целью обеспечения необходимого взаимного пространственного расположения деталей, а также, для обеспечения требуемых зазоров под сварку.
Для увеличения производительности сборочных работ и для обеспечения точности сборки, используют различные приспособления (механические, пневматические или гидравлические прижимные механизмы, кондукторы, стенды и др.).
Сварные металлоконструкции часто собирают с помощью сварочных прихваток. Прихватки — короткие сварные швы, длиной 10-50мм. Прихватки позволяют зафиксировать свариваемые детали в нужном положении. При этом, сечение прихваточного шва составляет, примерно 1/3 от сечения основного шва. Прихватки выполняют на расстоянии 0,1-1м друг от друга.
Сварка металлических заготовок – это не только работа с электродом или газовой горелкой. Это несколько позиций, которые влияют на качество конечного результата. А именно: подготовка металла к сварке, настройка сварочного аппарата с и, конечно, техника проведения самого процесса. Есть еще несколько моментов, но они менее значительны.
Итак, что входит в понятие – подготовка деталей к сварке. Здесь достаточно большой список операций, с помощью которых облегчается сам процесс и увеличивается качественная характеристика сварного шва. В подготовительный процесс перед соединением металлических заготовок входит:
- правка;
- разметка;
- при необходимости гибка заготовок;
- разделка и чистка кромок свариваемых деталей;
- сборка конструкций перед началом соединения.
Все операции значимые, поэтому надо более детально разобрать их.
Нередко металлические профили разного типа поступают на объекты или в цеха в деформированном виде. Подчас это случается при их транспортировке или при проведении погрузо-разгрузочных работ. Стыковать в плоскости сваривания их очень сложно. А это снижает качество сварного шва и конфигурацию сваренной конструкции. Поэтому правка таких профилей – важнейшая операция.
Ее делать можно на холодном металле или с подогревом (газосваркой). Все зависит от сложности деформированных частей и их размеров. Есть два вида правки: ручная и при помощи специальных приспособлений. В первом случае для этого используются кувалда, молоток или специальный ручной пресс. Кувалдой или молотком можно править, используя чугунные или стальные плиты, на которых и проводится сам процесс. Ручной пресс представляет собой винтовое устройство с двумя плитами, между которыми и укладывается деформированная часть профиля. Зажимая винтом плиты между собой, создается давление, которое и выправляет заготовку под сварку.
В качестве специальных приспособлений необходимо отметить листоплавильные валки или пресса разного вида. Все они воздействуют на металлические изделия при помощи электродвигателей, мощность которых передается через редукторы, что увеличивает давление на деформированную часть заготовок.
Точное измерение с помощью штангенциркуля
Штангенциркуль — это универсальный прецизионный измерительный инструмент. При выборе штангенциркуля не стоит экономить — затраты на добротный инструмент так или иначе окупаются. У большинства стандартных штангенциркулей диапазон измерения равен 140 мм, а предельная точность измерений — 0,05 мм.
Инструмент должен быть выполнен из нержавеющего материала, так он не подвергается порче и дольше служит. Матовые хромированные шкалы не дают отражения, и с них легко считывать показания. Желательно на обратной стороне инструмента наличие выгравированной таблицы размеров винтовой резьбы. Чтобы миллиметровая и нониус-ная шкалы точно совпадали, они должны находиться в одной плоскости.
На штанге помимо миллиметровой шкалы может быть и шкала в дюймах (английская система мер), что позволяет делать измерения одновременно в дюймах и в миллиметрах. Значение отсчета по нониусу (с подвижной шкалой) у обычного штангенциркуля равно 0,1 мм, у более совершенного -0,05мм.
При перемещении рамки на конце штангенциркуля выдвигается язычок, с помощью которого измеряют глубину.
Так измеряют диаметр наружного контура трубы. Штангенциркуль следует держать перпендикулярно оси трубы.
Измерение диаметра полости трубы: ножки штангенциркуля раздвигают до упора в стенки трубы, затем инструмент осторожно поворачивают сначала в одну, потом в другую сторону. Измерение глубины: штангенциркуль ставят под прямым углом к поверхности детали, в противном случае измерение не будет точным
Измерение глубины: штангенциркуль ставят под прямым углом к поверхности детали, в противном случае измерение не будет точным.
Оснастка
Для каждой процедуры требуется свой набор инструментов, но в качестве основных стоит отметить такие как:
- Металлическая щетка – лучший инструмент для зачистки, который подходит для заготовок любой толщины. С ее помощью можно до блеска очистить любую металлическую поверхность.
- Ацетон – применяется как обезжиривающее средство. Его используют перед началом сварки или перед выкладкой флюса на поверхность, чтобы снять все образовавшиеся пленки;
- Настольные тиски – для гибки в любых условиях. Они отлично подойдут также для фиксации деталей, когда уже пойдет непосредственный процесс сварки.
- Газовая горелка – используется для подогрева металла до нужной температуры. Как правило, последняя подготовка поверхности металла под сварку предполагает его нагрев для избегания деформации.
Правка металла и нарезка деталей
Для правки металла использую специальные валы, которые делают процесс автоматически, или же выполняют все вручную. Во втором случае используется пресс или кувалда, чтобы исправить имеющиеся деформации. Прессы больше подходят для массивных швеллеров и двутавров.
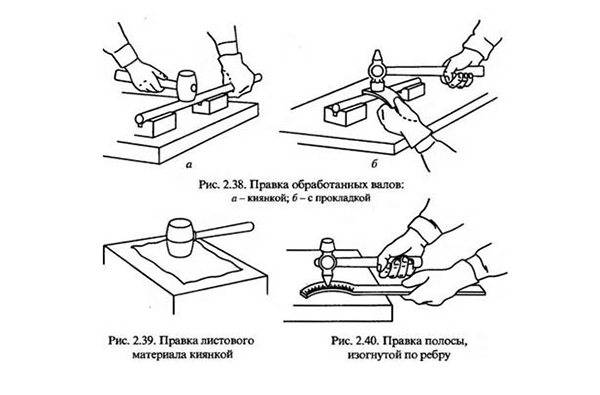
Правка металла
После правки можно уже проводить разметку, которая делается перед резкой. Разметка делается мелом или острым металлическим предметом. Для разрезания используется гильотина, ножницы по металлу, которые могут быть автоматическими или ручными. Также используют резку сваркой, которая менее точна, но позволяет разрезать даже толстые слои. Тонкие листы могут резаться болгаркой, что очень удобно, когда будет происходить сварка тонкого металла инвертором.

Зачистка деталей – нюансы
Когда заготовка приняла нужную форму, то следующим этапом, который включает в себя подготовка металла под сварку, является зачистка. Поверхности присадочного материала, а также кромок детали, которая будет свариваться, зачищается от ржавчины, загрязнений, следов окалин и прочих лишних веществ. Также нужно ликвидировать влагу, масляные пятна и другие химические пленки. При сварке металла в ванне не должно быть ничего неметаллического, что привело бы к образованию брака. Даже относительно небольшие остатки лишних вещей приводят к образованию пор, появлению трещин, созданию напряжений в металле и так далее. Благодаря всему этому, надежность сварочного соединения резко снижается.

Очистка металла после сварки
Подготовка кромок металла под сварку
Подготовка металла под сварку предполагает обработку кромок, особенно, при работе с толстыми заготовками. В итоге, они должны обрести определенную геометрическую форму, которая будет способствовать более надежному соединению. Подготовка включает в себя обработку угла разделки, ширины зазора, создания притупления, регулировку длины скоса и так далее. Кромки не обрабатываются, если толщина составляет менее 3 мм. При слишком большой толщине без обработки металл может не провариться полностью. Особенно актуально это, если у свариваемых деталей различная толщина. Правильный скос обеспечит плавность перехода между деталями, что снимет напряжение нагрузки при эксплуатации детали. После правильно подобранных параметров нужно еще обеспечить надежную фиксацию.
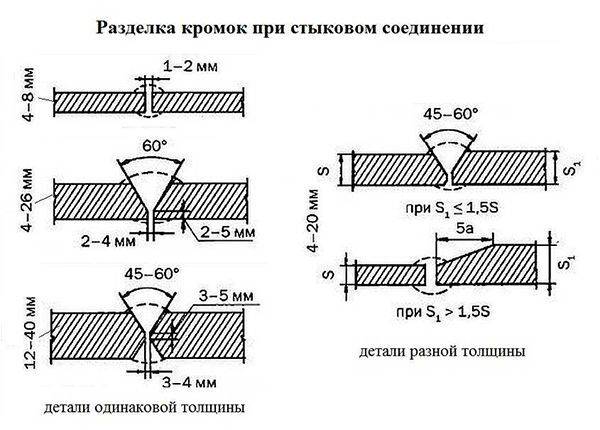
Подготовка кромок металла под сварку
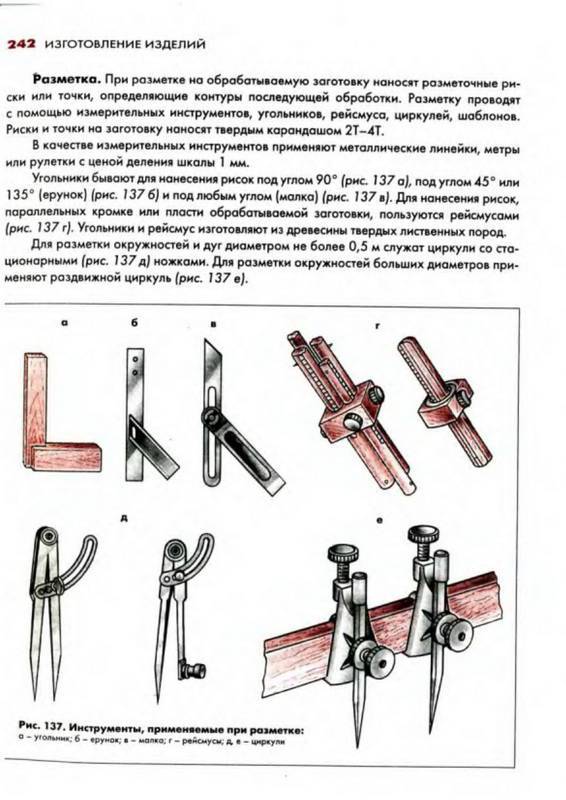
Контрольно-измерительные и разметочные инструменты
Для выполнения разметки и контроля точности обработки заготовок и деталей применяют различные инструменты, приборы и приспособления. Под точностью обработки понимают соответствие формы и размеров изготовления детали требованиям чертежа и технических условий.


Правильная разметка обеспечивает необходимую точность обработки заготовок и деталей и экономное использование материалов. Линейные размеры измеряют рулеткой, метр-рулеткой, складным метром и разными линейками с миллиметровыми, сантиметровыми, дециметровыми и метровыми делениями.
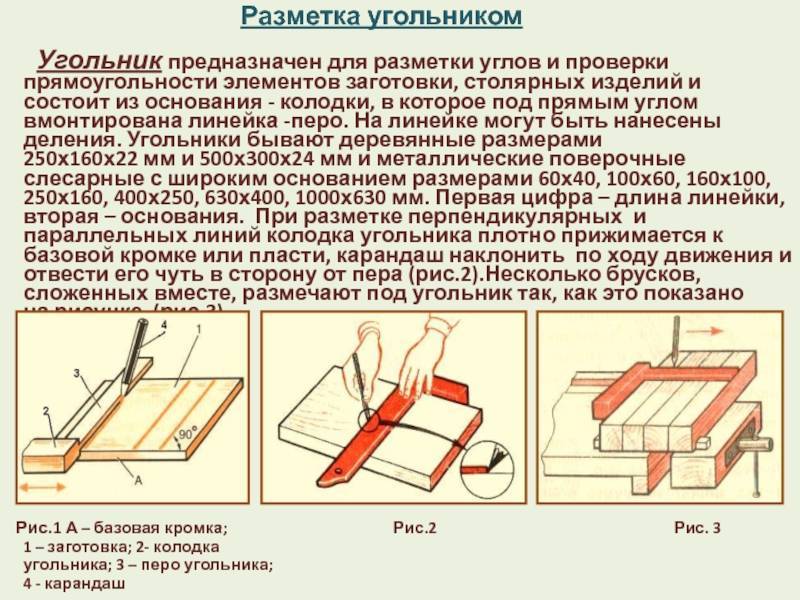
Угольник служит для проверки и откладывания прямого угла (90°) при разметке и обработке материалов и заготовок. Ерунок предназначен для разметки и контроля углов 45° и 135°. Он состоит из основания, к которому жестко прикреплена деревянная или металлическая линейна под углом 45°.
Малка служит для измерений по образцу и перенесения их на заготовки при разметке. Она имеет шарнирно-соединенное между собой основание и линейку. Малка бывает деревянной и металлической.
Циркулем переносят заданные размеры и описывают окружности при их разметке. Нутромером измеряют внутренний диаметр круглого отверстия. Наружный диаметр круглой детали определяют с помощью кронциркуля и штангенциркуля, которые служат для измерения малых линейных размеров деталей и элементов их соединений. Используют штангенциркуль с двусторонним расположением губок для наружных и внутренних измерений (ширины и толщины деталей, толщины щитов и гребней, ширины проушин) и линейкой для определения глубины гнезд, пазов и отверстий. Штангенциркуль — раздвижной металлический инструмент, который имеет штангу с основной шкалой, рамку с зажимным винтом и дополнительной шкалой (кониусом) и линейку глубины. Рамка может передвигаться вдоль штанги в зависимости от величины определяемого размера. При измерении сначала отсчитывают целые миллиметры, которые прошли по штанге крайняя левая черта кониуса, а затем — десятые доли миллиметра по полному совпадению деления кониуса с любым делением штанги. Штангенциркуль может быть с точностью измерения от 0,1 до 0,05 мм.
Уровень служит для проверки горизонтальности и вертикальности поверхностей столярно-плотничных изделий и конструкций (оконных и дверных блоков, балок и лаг, полов, стоек). Он имеет деревянный или металлический брусок, в котором помещена дугообразная стеклянная трубка со спиртом и воздушным пузырьком. При совпадении кромки бруска уровня с горизонтальным или вертикальным положением проверяемых элементов воздушный пузырек расположится между двумя отметками на трубке. Скобой размечают шипы и проушины. Она имеет деревянный брусок с поперечной четвертью на одном конце.
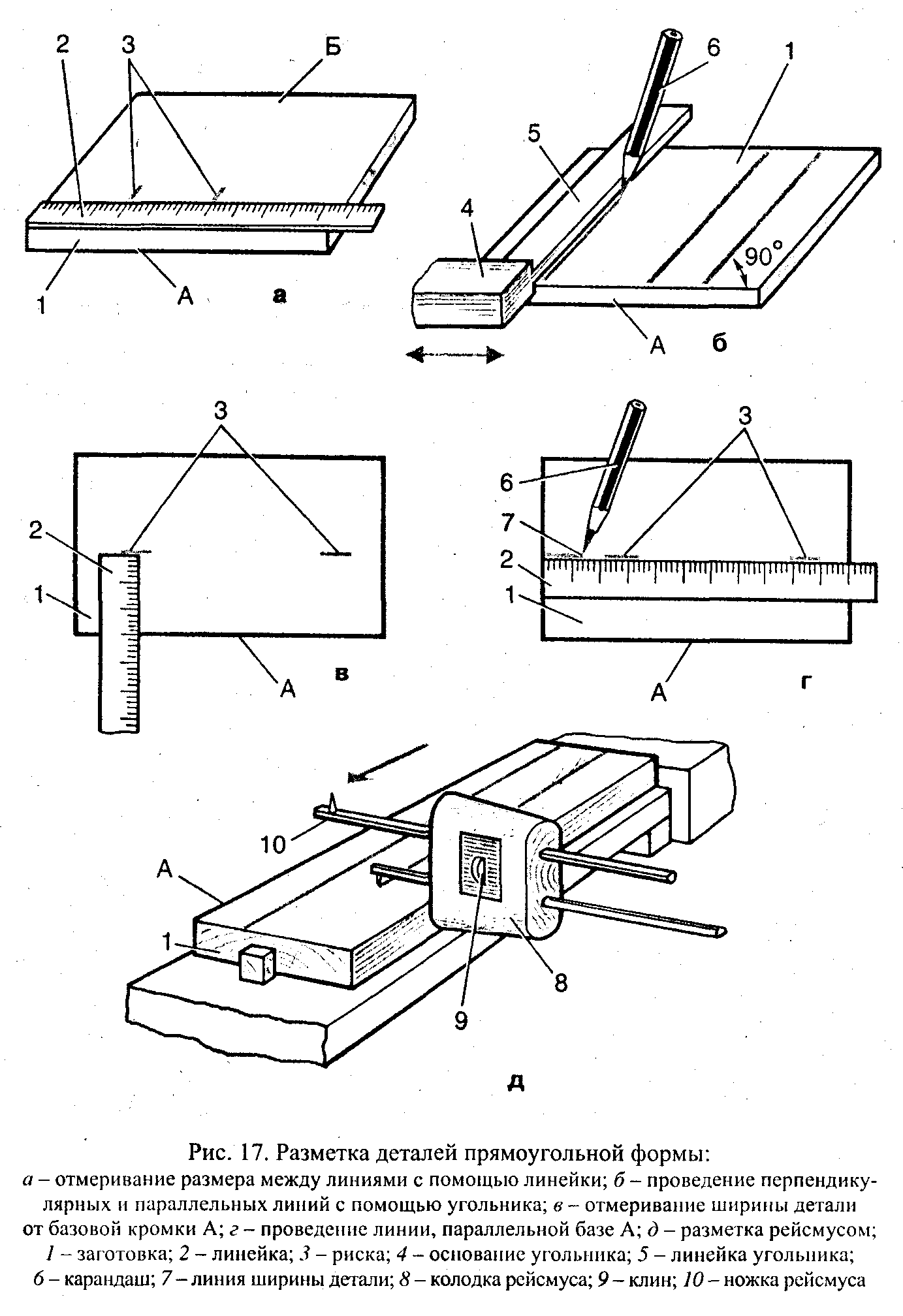
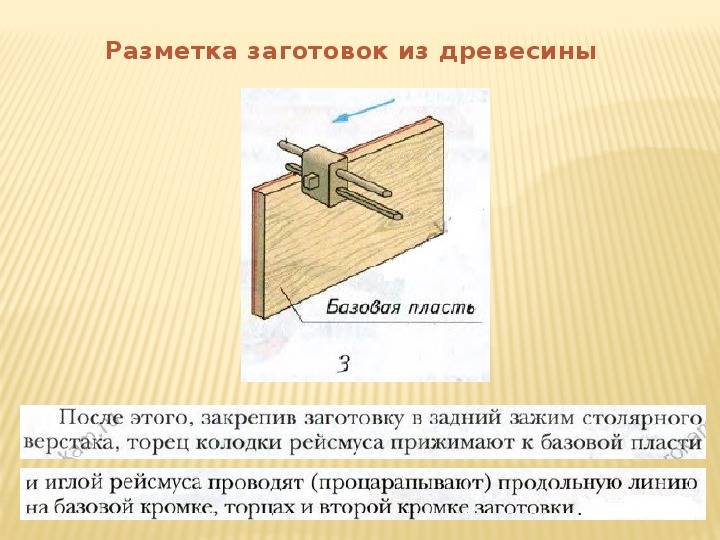
Рейсмус служит для нанесения разметочных рисок, параллельных одной из поверхностей размечаемой заготовки и друг другу.
Отвес — применяют для проверки вертикальности установки столярно-плотничных изделий и конструкций. Он состоит из шнура с привязанным к нему цилиндрическим металлическим остроконечным внизу грузом.
Микрометр с ценой деления шкалы 0,01 мм снабжен скобой с измерительной пяткой, с микрометрическим винтом и барабаном. Торцевая поверхность винта, обращенная к пятке, является измерительной. Трещетка предназначена для достижения постоянного измерительного усилия. Сотые доли миллиметра отсчитывают по круговой шкале барабана. Указателем является продольный, проведенный на стебле.
Угломер используют для измерения величины углов наклона двух смежных поверхностей. Угломеры бывают с кониусом и оптические. Угломер с кониусом позволяет определить углы наружные от 0 до 180° и внутренние от 40 до 180° с погрешностью не более ±5°. Для измерения угловых параметров режущей части инструментов применяют оптические угломеры. Они снабжены лупой, это обеспечивает отсчет величин углов с погрешностью не более 10″ (угловых секунд).





