

Виды токарных патронов
Токарные патроны делятся на такие виды:
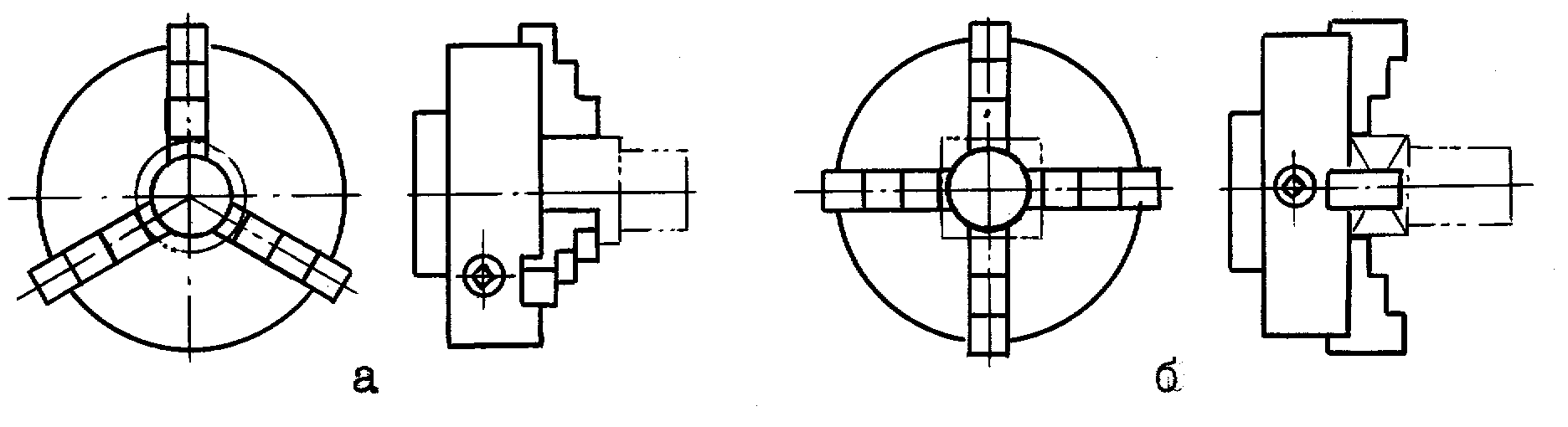
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
- Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
| |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
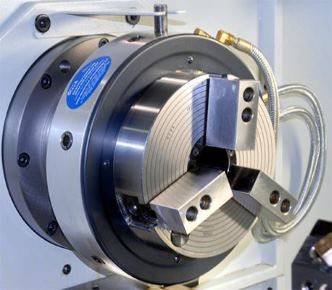
Спиральные патроны
Патрон спиральный самоцентрирующий трехкулачковый
Трехкулачковый патрон получил наибольшее распространение
Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
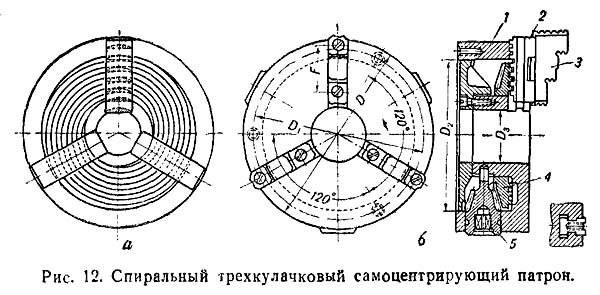
Патрон, показанный на рис. 12, состоит из корпуса 1 с привернутым к нему фланцем (фланец на чертеже не показан). В корпус патрона помещен спиральный диск — улитка 4, на одном торце которого нарезаны зубцы, а на другом архимедова спираль. С зубцами диска сцепляются три конические шестерни 5, вмонтированные в корпус патрона, а в зацепление со спиралью входят зубцы кулачков 2. При вращении улитки 4 кулачки перемещаются в радиальных пазах корпуса.
Спиральные патроны просты по конструкции, обеспечивают большой диапазон зажима, удобны в управлении (зажим возможен с помощью любой из трех шестерен) и обладают сравнительно высоким коэффициентом полезного действия. Однако эти патроны имеют ряд существенных недостатков. Ввиду того, что радиусы кривизны на разных участках спирали различны, прилегание зубьев кулачков происходит не по всей ширине последних, а по линиям (узким площадкам), как это показано в позиции а. При этом неизбежны высокие удельные давления, требующие высокой твердости соприкасающихся поверхностей. При закалке улитки до высокой твердости начальная точность патрона вследствие коробления понижается. Обычно улитка подвергается только улучшению, не обеспечивающему высокую твердость, поэтому в эксплуатации патрон быстро теряет начальную точность и требует частой проверки и подшлифовки кулачков. Грязь и мелкая стружка, попадающие в патрон, затягиваются в клиновидные зазоры между зубьями кулачков и спиралью и в свою очередь ускоряют износ.
Кулачки патронов применяются цельными и сборными, состоящими из основания 2 и насадного кулачка 3. Конструкция кулачков позволяет зажимать обрабатываемые детали как за наружные, так и за внутренние поверхности.
Видео: Патрон спиральный самоцентрирующий трехкулачковый
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
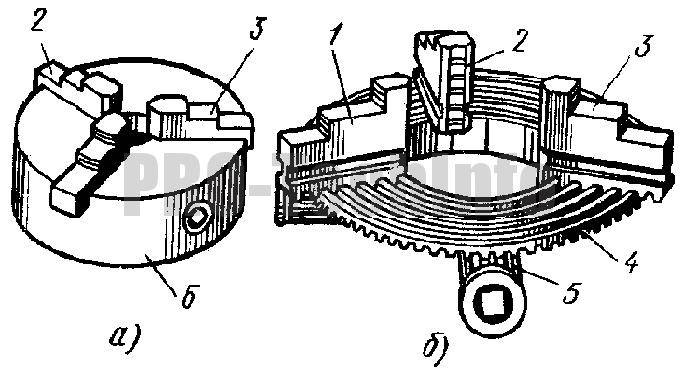
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Кулачковые токарные патроны
Часть разновидностей патронов по количеству кулачков мы рассмотрели выше, однако видов самих патронов гораздо больше.
Разновидности кулачков
Всего насчитывается 5 самых востребованных конструкций, все они кулачковые, но для разных задач и типом работы:
Рычажный тип. Наиболее часто встречающийся вид. Применяется для грубой черновой работы. Кулачки и зажимы двигаются за счёт двухплечевого рычага. Совместим с гидроприводом. Настройка патрона сложная.
Самоцентрирующийся тип. Также часто можно встретить этот вид патрона, на его примере мы выше описали работу станка – заготовка центруется кулачками, кулачки двигаются за счёт движения диска, на котором сделаны пазы по типу «архимедова спираль». Усилие зажима обеспечивается механикой. Точная и надёжная конструкция.
Клиновый тип. Данный вид является глубокой модернизацией рычажного вида патрона. После внедрения отдельных пневматических и механических приводов, значительно выросла точность обработки. Способен обработать предмет практически любой сложности. Имеет режим смещения оси заготовки от центральной оси станка. Однако он сложен в настройке и требователен к качеству производства.
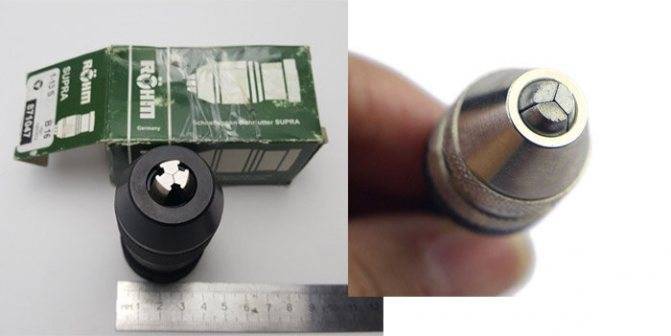
Цанговый тип. Патрон, позволяющий оперативно и крепко зафиксировать заготовку. Современные агрегаты лёгкие в настройке. Особенность строения в том, что роль кулачков здесь выполняют зажимные лепестки. Лепестков размещено от двух до шести штук, исходя из диаметра патрона. Заготовка жёстко фиксируется, а радиального биения практически нет. Цанга очень долговечна, сама по себе это втулка с осевыми прорезями.
Мембранный тип. Данный тип может похвастаться высокоточной обработкой и крепежа заготовки. Состоит из механизма, на фланце которого находится мембрана из пружинистого материала. Зажимы состоят из своеобразных сменных губок. Их 3–8 штук. Работает с пневмоприводом
Требует от человека повышенной осторожности в работе. Деталь сломается, если переборщить с давлением
Однако сама мембрана прочно удерживает губками заготовку.
Термопатрон
Термопатрон применяется для тех же целей, что и цанговый патрон. Отличие заключается в принципе зажима инструмента: в термопатроне для этого применяется горячая посадка. Патрон разогревается в специальном устройстве, и его отверстие увеличивается за счёт термического расширения. Затем в него вставляется инструмент, и патрон охлаждают (на воздухе либо в специальном устройстве). Разжим происходит аналогично.
Достоинство термопатрона — в высоком усилии зажима, которого невозможно достичь в цанговом и тем более сверлильном патроне. Применение такого патрона позволяет снизить вибрацию и существенно повысить стойкость инструмента.
Недостатки: для инструмента разных диаметров нужны разные патроны; постоянные циклы нагрева и охлаждения приводят к сильному износу патрона; необходимо специальное оборудование для смены инструмента.
Фланцы промежуточные к самоцентрирующим патронам
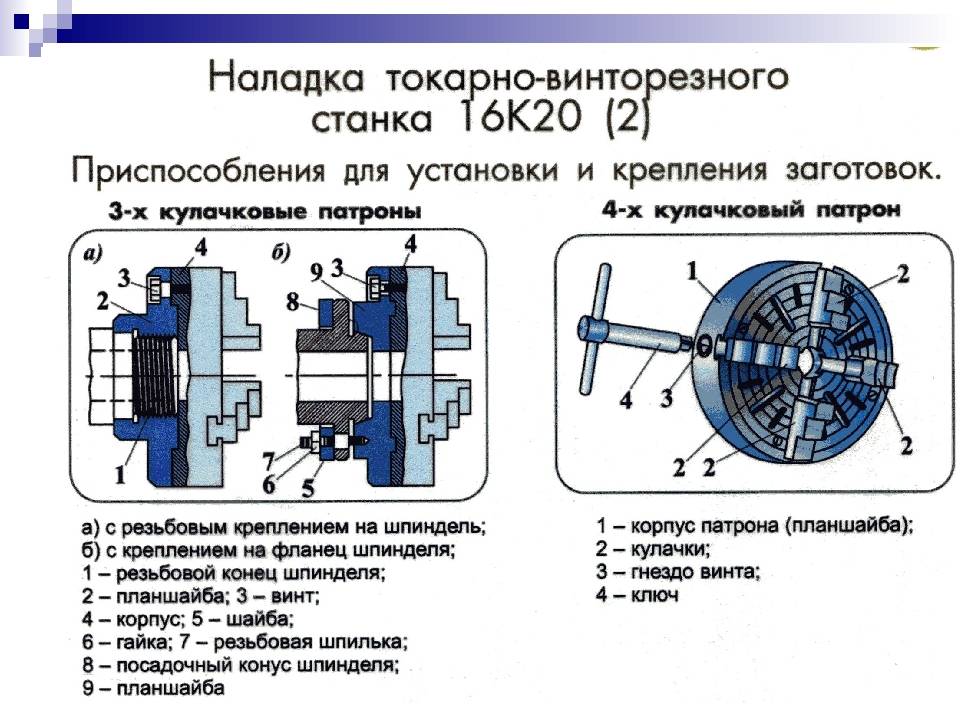
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 – устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
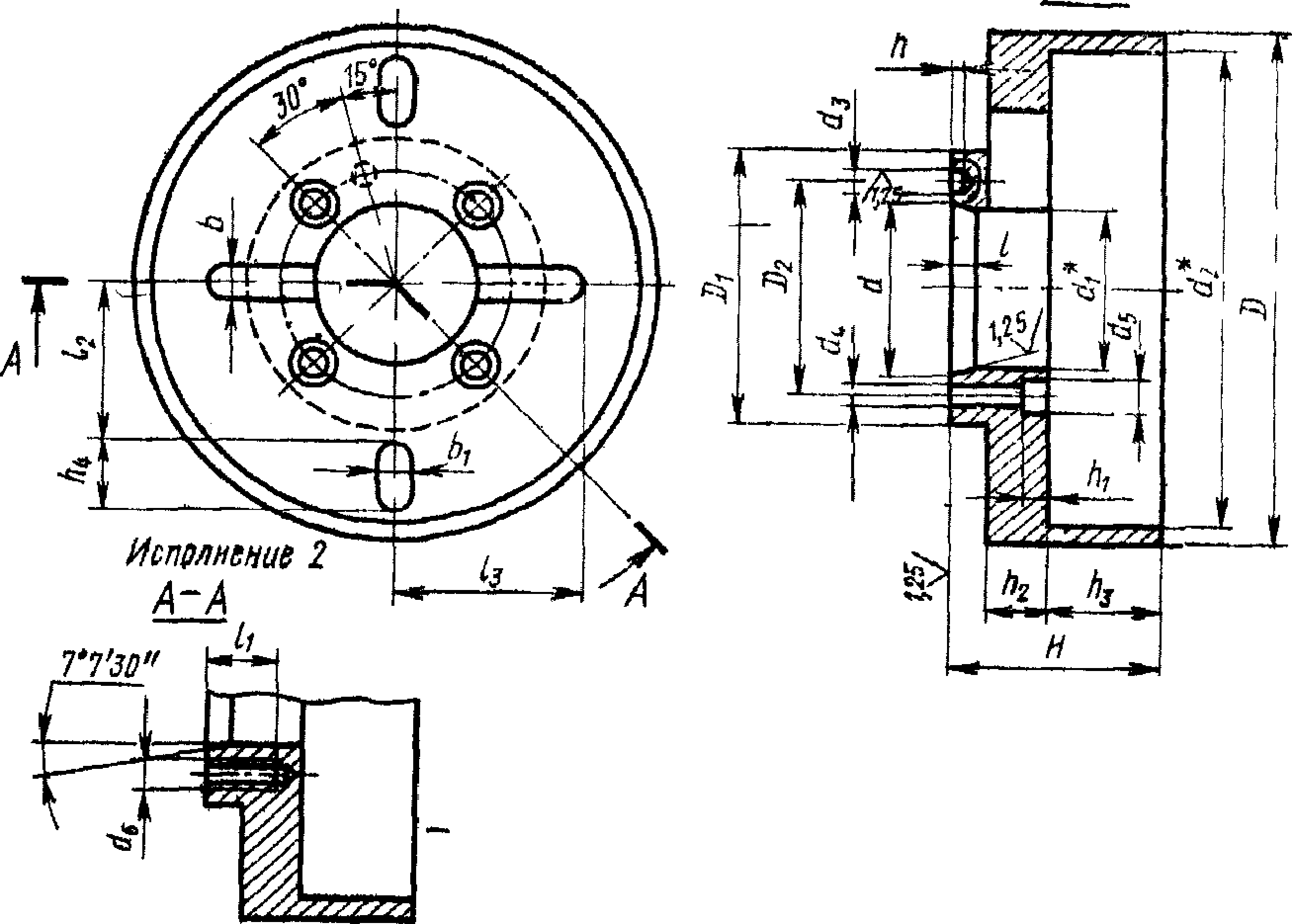
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок – цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок – ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.

Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
Принцип работы
Патрон станка по дереву используется в условиях закрытого помещения, когда отсутствуют агрессивные вещества, вызывающие коррозию. Перед тем как начать работу необходимо стяжные болты затянуть до максимума гаечным ключом. После этого токарный патрон крепят на станке, все болты затягивают гайками и производят пуск токарного агрегата. Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу. Для того чтобы закрепить заготовку на станках, применяются двухкулачковые и трехкулачковые патроны, редко четырехкулачковые. Деталь токарного станка для фиксации и удержания деталей оснащен кулачками, их количество исчисляется 2-6 штуками.
При этом изделия могут быть с независимым передвижением кулачков и с закреплением их на фланцевом конце шпинделя. В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
- с помощью переходного фланца,
- на фланцевый конец шпинделя,
- на сам шпиндель токарного аппарата.
За счет одновременного перемещения зажимающих кулачков в радиальную сторону, достигается центрирование заготовки в патронах. Кулачки перемещаются благодаря диску, который на одной стороне снабжен пазами в виде архимедовой спирали, а на другой имеется коническое зубчатое колесо, которое взаимодействует с тремя другими. Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
В патронах, работающих на механической основе, сила зажима зависит от гидравлического или пневматического цилиндра, размещающегося на конце шпинделя сзади. Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
В процессе обработки во вращающийся цилиндр сжатый воздух или жидкость попадает с помощью специального устройства, имя которому муфта. Обычно передвижение кулачков от привода, который механизирован, подходит к значению в 5-10 мм. От этого конструкция элемента токарного станка позволяет быстро переустановить изделие во время перехода в процессе обработки между партиями заготовок.
Во время чистовой обработки на станке, чтобы закрепить предельно точно заготовку, используются накладные незакаленные кулачки, которые затачиваются на аппарате под нужные размеры установочных баз заготовки. Для этого основные кулачки используются в качестве зажима короткой оправки для выбора зазоров во всех взаимодействиях, затем эксплуатирующиеся поверхности накладного кулачка растачивают на больший диаметр базовой поверхности детали.
Благодаря сопряжению вида ласточкин хвост конструкция незакаленных кулачков и их фиксация позволяет устанавливать накладные кулачки с точностью до 002 мм и обойти следующее их растачивание.
Чтобы осуществить быструю переналадку типоразмеров заготовки необходимы незакаленные кулачки. Этого можно достигнуть путем поворота в нужное положение круглой или шестигранной формы головок накладных кулачков, закрепленные на основных кулачках и расточены на определенный диаметр.
Если возникла необходимость в обработке на станке двух идентичных поверхностей, тогда используются незакаленные кулачки, при погрешности крепления заготовок в них может уменьшиться до 0,03 -0,05 мм. Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
Сверлильный патрон. Как выбрать ?
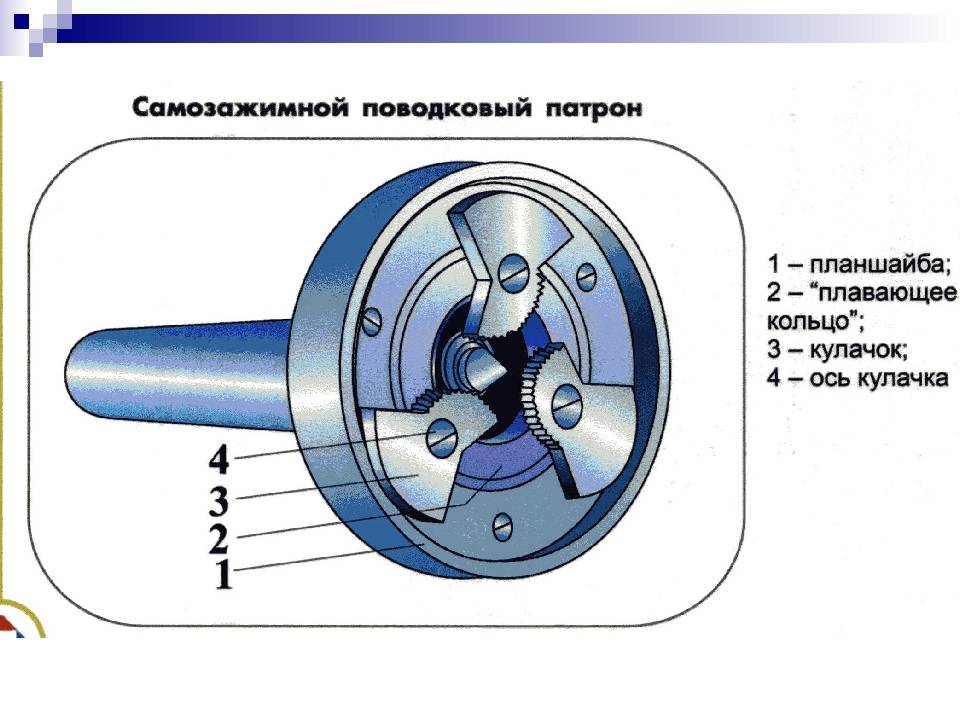
Самозажимной патрон
Такие патроны (иногда называемые быстрозажимными), также иногда имеют в своей конструкции конические элементы, но в основном используют внутреннюю резьбу (она указывается в маркировке изделия).
Самозажимной патрон включает в себя:
- Втулку с осевым отверстием в виде конуса.
- Зажимное кольцо, снабжённое рифлениями.
- Корпус.
- Пару заклинивающих зажимных шариков.
Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка. Сверло с коническим хвостовиком того же номера вставляется во втулку, а она — в отверстие корпуса. В результате зажимное кольцо приподнимается, а зажимные шарики входят в отверстия, имеющиеся на внешней поверхности сменной втулки. При опускании кольцевого элемента, шарики размещаются в отверстиях, и обеспечивают зажим приспособления.


Замена сверла в таком случае может производиться без выключения станка. Оператор только приподнимает кольцо, шарики разводятся, и освобождают сменную втулку, которая далее извлекается из приспособления. Впоследствии на её место может быть установлена новая сменная втулка, для чего проделываются те же манипуляции. Обычно комплект поставляется с несколькими разрезными втулками, имеющими разные номера конусов Морзе. Можно вставлять несколько деталей одна в одну, увеличивая тем самым количество возможных комбинаций.
Быстрозажимной патрон может иметь и иное исполнение, использующееся, когда в детали уже имеется отверстие, и требуется зацентрировать сверло (зенкер, развёртку) относительно его оси. В приспособлении имеются подвижная оправка и поводок, который расположен в некруглом отверстии внутренней части корпуса. Компенсацию возможных осевых усилий выполняет подшипниковый узел. Муфта привинчивается к оправке, соединяя её с корпусом, и фиксируется снизу стопорным кольцом. Пружина, которая находится внутри оправки, выполняет её прижим к корпусу. Этим обеспечивается точное позиционирование патрона по глубине имеющегося отверстия. Съём патрона со шпинделя выполняется либо клиньями (плоскими или радиусными), либо эксцентриковым ключом.
Трёхкулачковый сверлильный патрон
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.
Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках.
Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
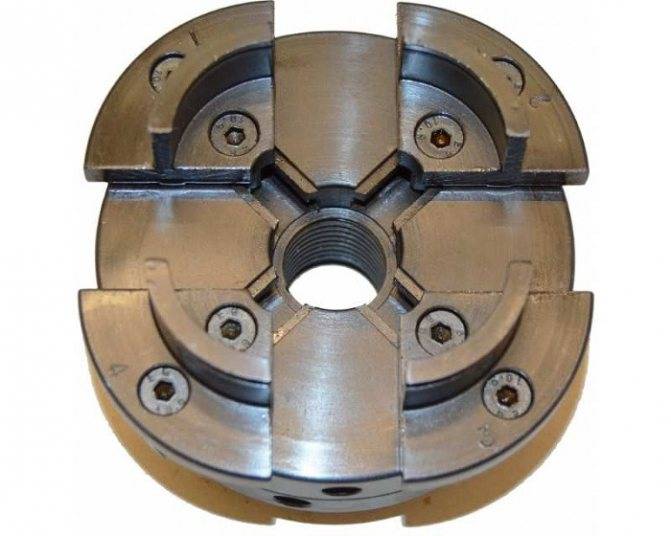
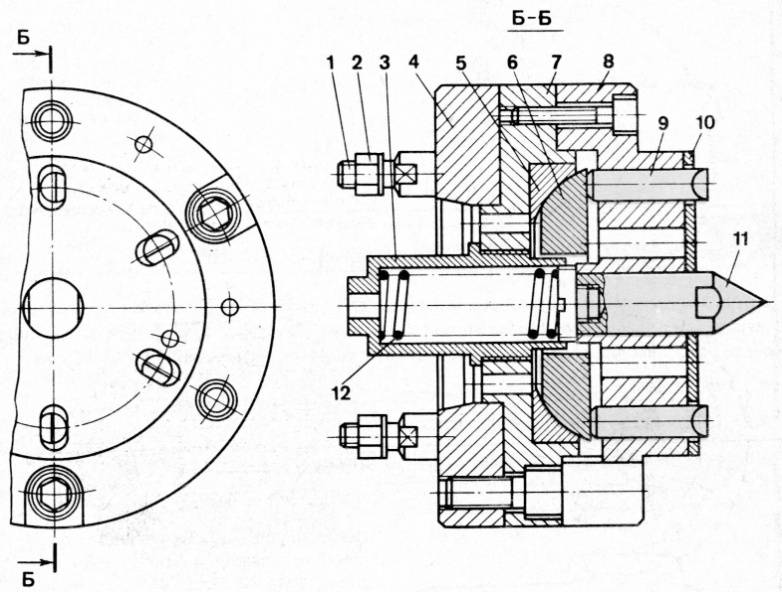
Патрон переналаживаемый универсальный гидравлический
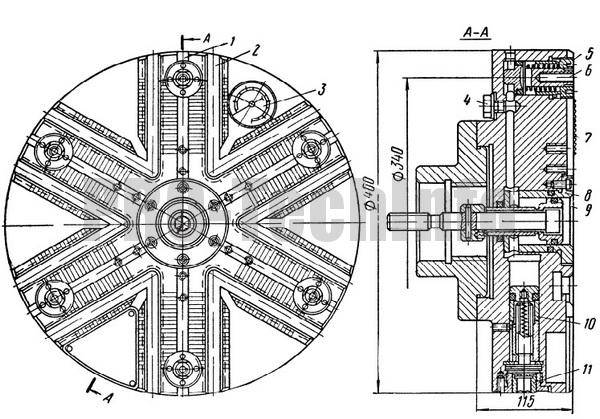
Патрон оснащен сменным наладочным устройством, допускает установку и крепление различных по форме и размерам заготовок, имеющих в качестве базы цилиндрическую наружную или внутреннюю поверхность.
Наладочные устройства центрируются по отверстию цилиндра 8. Элементы зажима устанавливаются по рифленой поверхности 7, а также по пазам 1 и 2.
Для зажима служат шесть силовых узлов 6, действующих от пневмо- гидравлического привода (гидравлическая часть смонтирована в корпусе патрона). Одновременно могут работать от одного до шести силовых узлов. Ненужные силовые точки выключают завертыванием гаек 5 до отказа. Избыточное давление в гидравлической среде создается поршнем 9, который приводится в действие от пневматического привода. Для предварительного зажима заготовки служит поршень 10, перемещающийся при повертывании винта 11. Отверстие 4 служит для заливки масла. Манометр 3 указывает давление в гидравлической среде.
Техническая характеристика
- Ход плунжера силового узла 10—14 мм;
- Усилие плунжера силового узла 50—800 кгс;
- Усилие на штоке пневмопривода станка 1200 кгс;
- Ход штока пневмопривода 50 мм.
Патрон переналаживаемый универсальный гидравлический
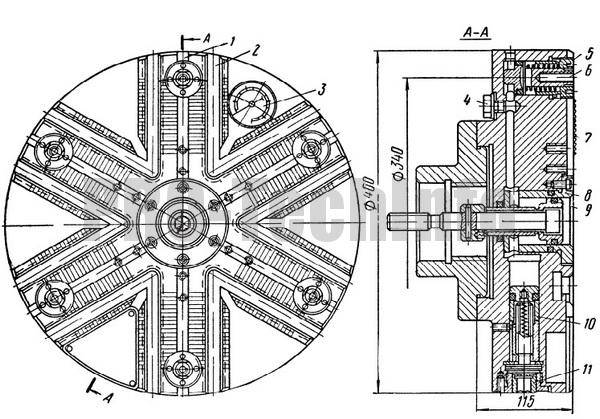
Патрон оснащен сменным наладочным устройством, допускает установку и крепление различных по форме и размерам заготовок, имеющих в качестве базы цилиндрическую наружную или внутреннюю поверхность.
Наладочные устройства центрируются по отверстию цилиндра 8. Элементы зажима устанавливаются по рифленой поверхности 7, а также по пазам 1 и 2.
Для зажима служат шесть силовых узлов 6, действующих от пневмо- гидравлического привода (гидравлическая часть смонтирована в корпусе патрона). Одновременно могут работать от одного до шести силовых узлов. Ненужные силовые точки выключают завертыванием гаек 5 до отказа. Избыточное давление в гидравлической среде создается поршнем 9, который приводится в действие от пневматического привода. Для предварительного зажима заготовки служит поршень 10, перемещающийся при повертывании винта 11. Отверстие 4 служит для заливки масла. Манометр 3 указывает давление в гидравлической среде.
Техническая характеристика
- Ход плунжера силового узла 10—14 мм;
- Усилие плунжера силового узла 50—800 кгс;
- Усилие на штоке пневмопривода станка 1200 кгс;
- Ход штока пневмопривода 50 мм.
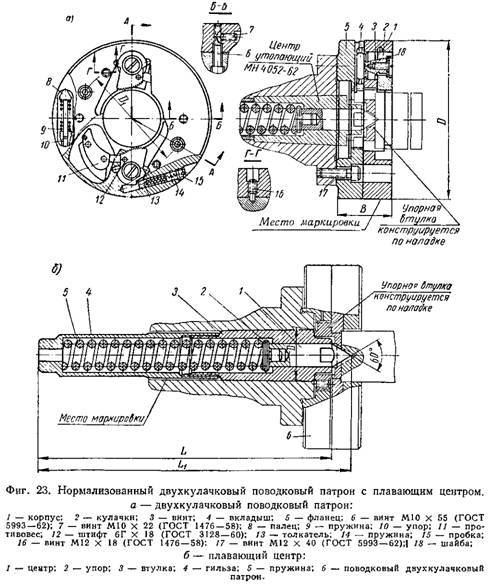
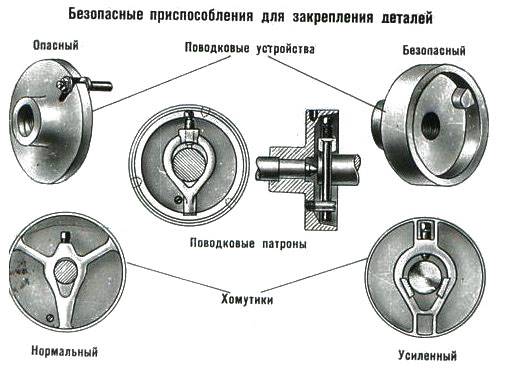
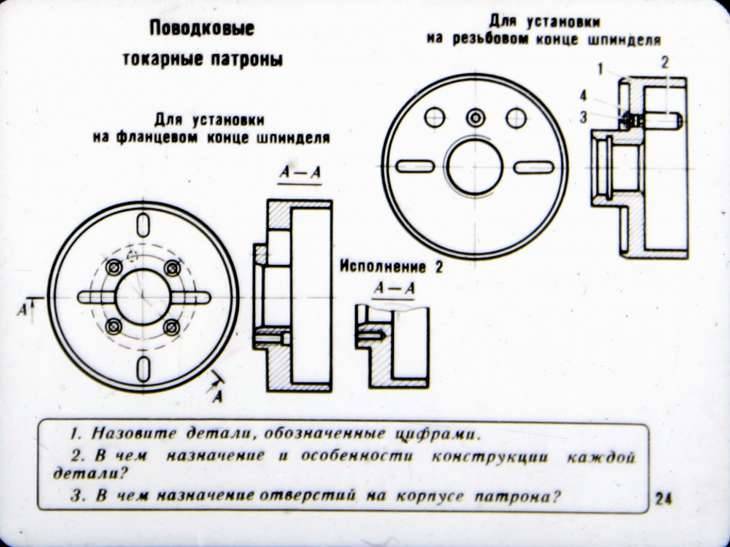
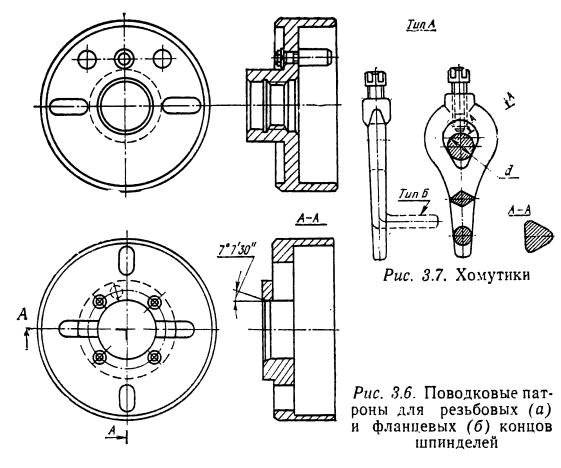
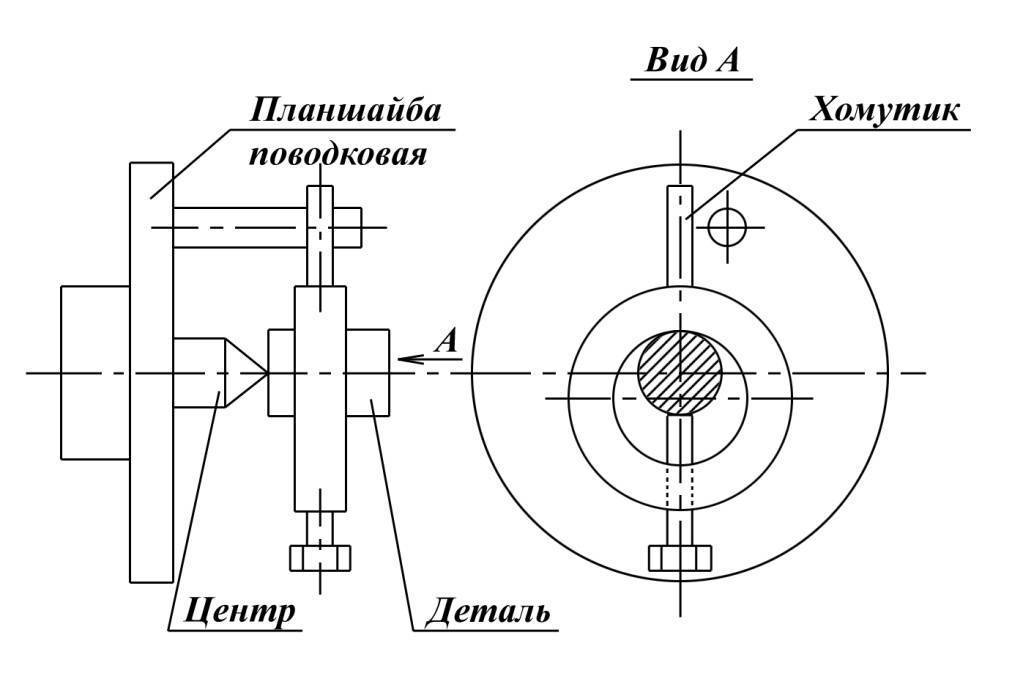
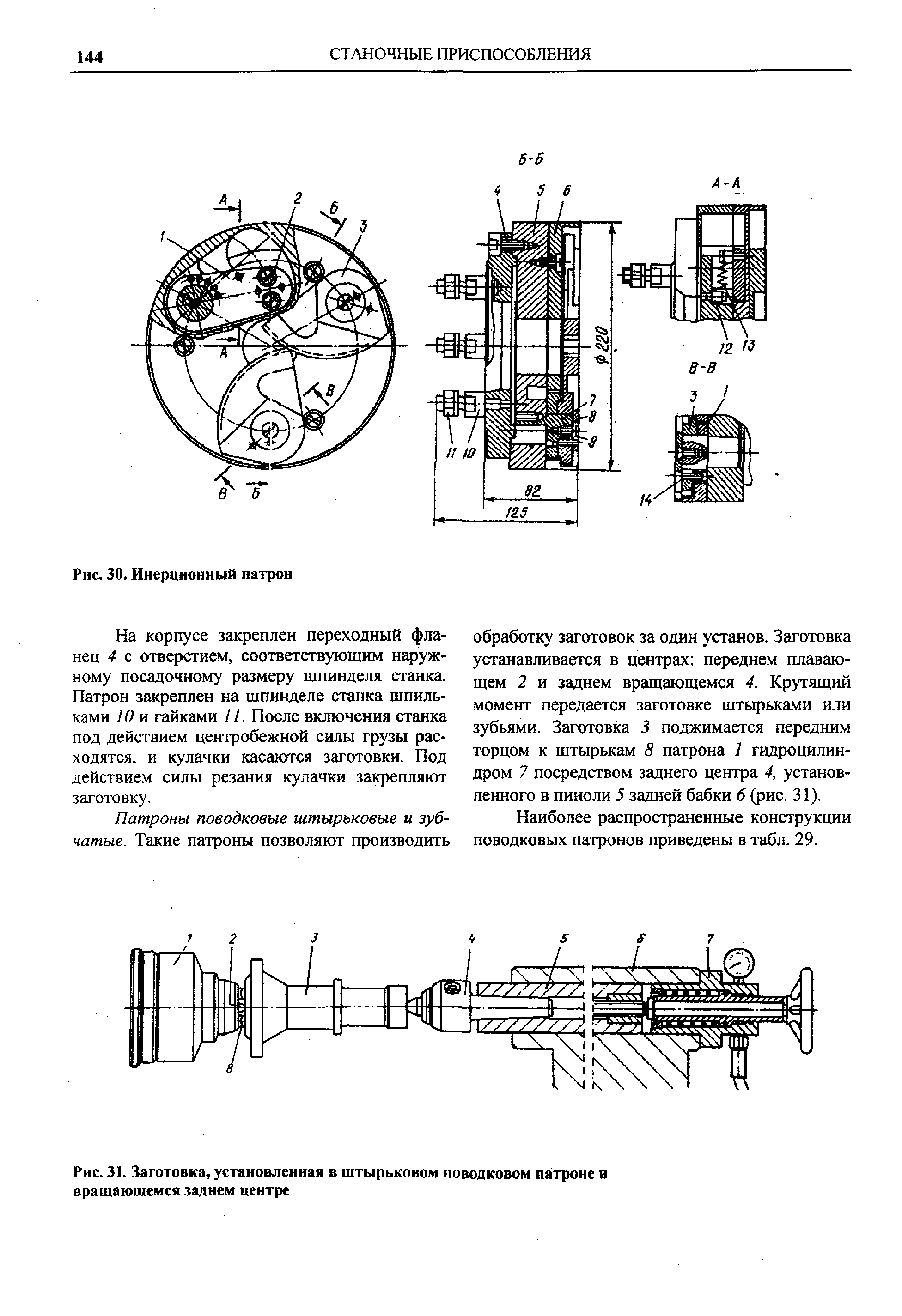
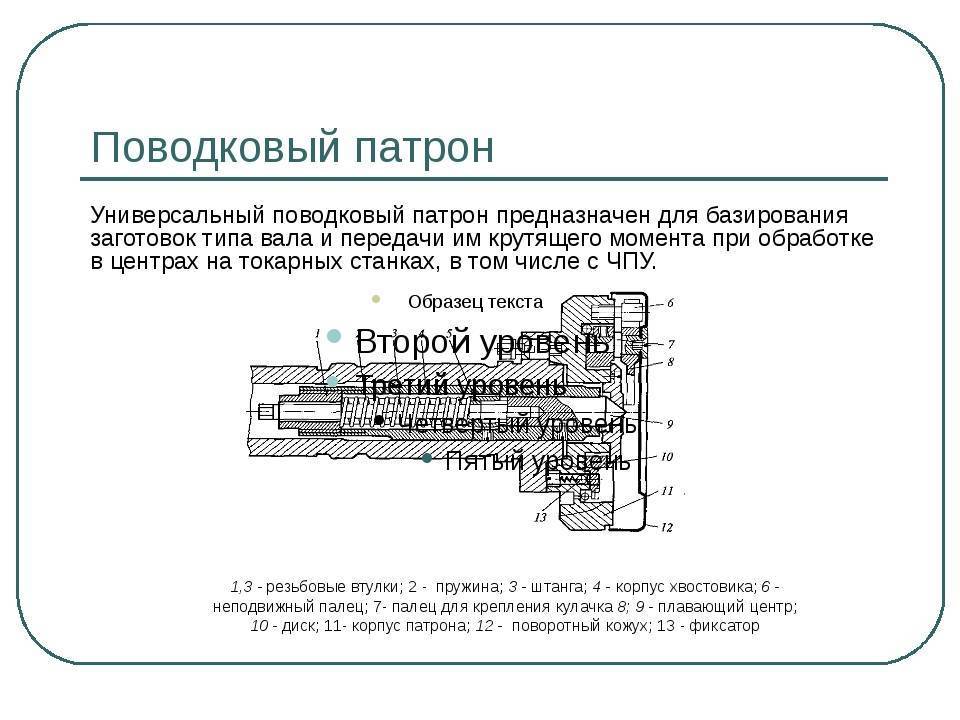
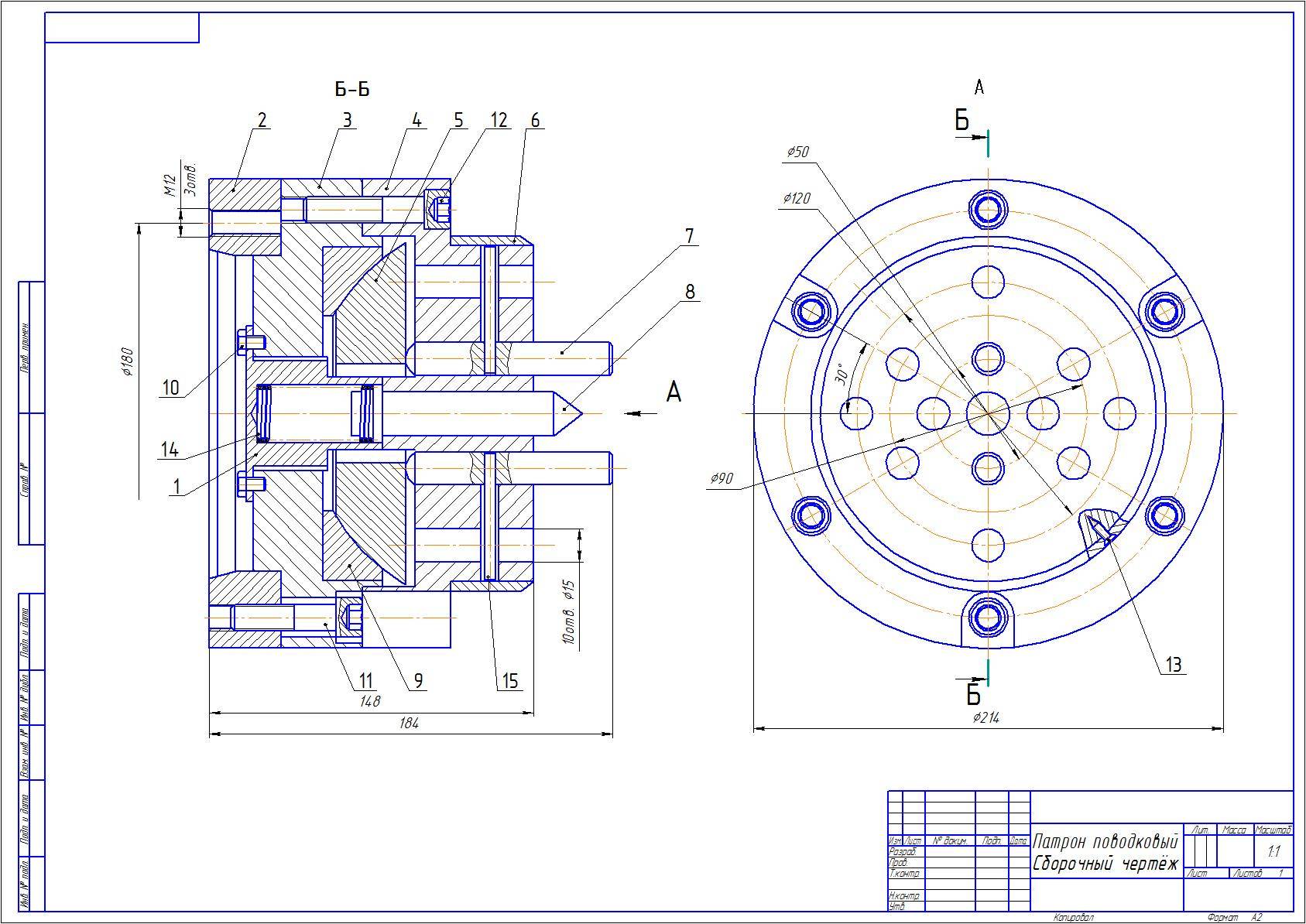
Патроны трехкулачковые поводковые
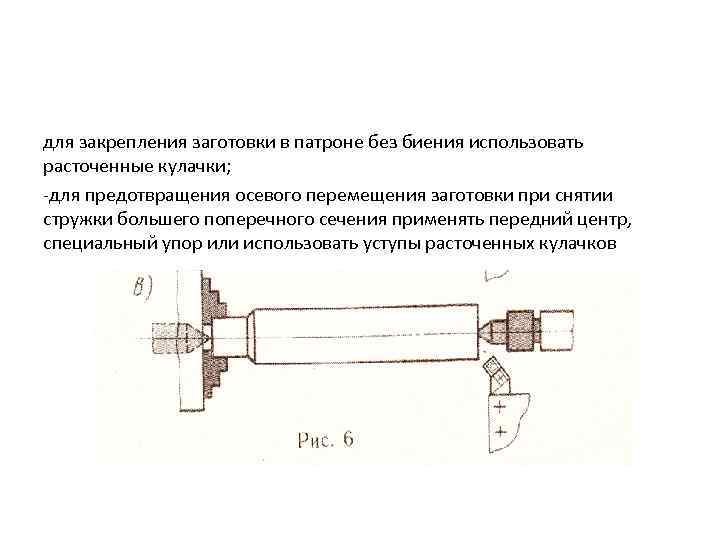
Патроны трехкулачковые поводковые предназначены для крепления заготовок, устанавливаемых в центрах.
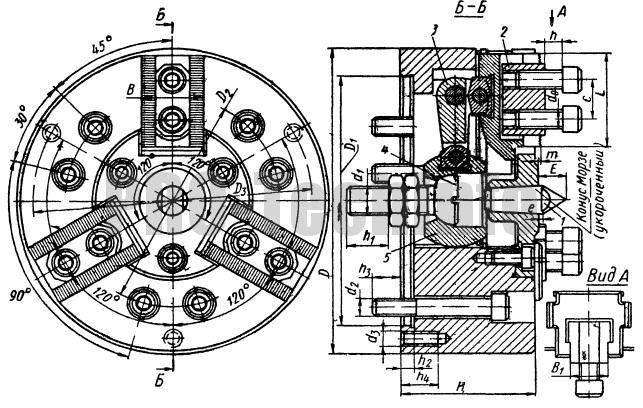
Передний центр 1 неподвижно закреплен в патроне. Предварительную настройку кулачков 2 на заданный размер производят перестановкой их по рифленой поверхности. Благодаря шарнирному соединению тяги 4 с муфтой 5 кулачки могут самоустанавливаться, чем достигается равномерность зажима заготовки. Соотношение плеч рычага 3 составляет 1 : 2,5. Устанавливают на переходном фланце.
Привод — пневматический.
Размеры в мм
| Диаметр заготовки | D | D1 (доп. откл. по А) | D2 | D3 | С | L | d0 | d1 | d2 | d3 | h | h1 | h2 | h3 | h4 | m | B | B1 (доп. откл. по С) | Е | е | H | № конуса Морзе* | |
| min | max | ||||||||||||||||||||||
| 65 | 83 | 200 | 165 | 133,5 | 180 | 25 | 60 | М12 | М20 | М12 | М10 | 10 | 27 | 8 | 16 | 24 | 2 | 40 | 20 | 20 | 4 | 85 | 2b |
| 95 | 114 | 250 | 210 | 171,5 | 226 | 30 | 70 | М16 | М16 | М12 | 13 | 30 | 25 | 28 | 23 | 4,5 | 110 | 3b | |||||
| 116 | 140 | 320 | 270 | 235 | 290 | 100 | М27 | М20 | М16 | 36 | 10 | 30 | 32 | 50 | 25 | 125 |
* Укороченный.
Как выбрать токарный патрон?
Для того чтобы подобрать необходимый патрон для механического станка, нужно точно знать:
- наружный диаметр;
- диаметр посадочной оси;
- объём деталей производства.
При покупке следует учитывать специфику станка, его суточную производительность и мощность. Некоторые специалисты предпочитают работать с трёхкулачковыми патронами, другие токари предпочитают четырёхкулачковые механизмы. В каждом случае стоит учитывать индивидуальные особенности производства, квалификацию персонала и уровень профессионализма.


Для того, чтобы патрон надёжно работал и выполнял свои функции, необходимо также знать и характеристики шпинделя. Условные размеры соединительного конуса, диаметры присоединительного пояска и другие параметры устанавливаются ГОСТ. Помимо этого стоит знать высоту патрона и наружный диаметр, высоту до основного кулачка, тип штока. Важный параметр – максимальная частота вращения шпинделя. Ни в коем случае нельзя устанавливать патрон, предназначенный для станков с частотой вращения, к примеру, 3000 об/мин, на станки с частотой вращения 10000 об/мин. Под действием центробежных сил крепёжные элементы могут не выдержать нагрузки, патрон оторвётся от посадочного места и нанесёт травму токарю.





