

Основные варианты конструкции
Есть несколько вариантов конструкции патрона для токарного станка, ниже мы коротенько их рассмотрим.
Рычажный
До недавнего времени были популярными типами креплений в токарных станках. Действия основаны на смещении кулачков посредством двуплечего рычага.
Основная характеристика этого типа патронов определяется количеством фиксирующих кулачков и степенью их смещения на рабочем диске. Положение заготовки в рабочей зоне настраивается сложно, особенно при нестандартной обработке.
Клиновой
Внутри патрона вместо спирального диска установлено клинореечное устройство, посредством которого происходит смещение кулачков и крепление обрабатываемой детали.
Исполняется из особо прочных сталей, способных обеспечить неизменность фиксирующих параметров патрона, его бесперебойную и безопасную работу при высоких оборотах тел вращения.

Мембранный
Мембранный патрон. Шток пневмо- или гидропривода давит на мембрану патрона и прогибает её. Прогиб мембраны разжимает губки патрона на доли миллиметра, и заготовка устанавливается до упора в штифты. При отключении привода мембрана возвращается в исходное положение и губки сжимаются, закрепляя заготовку.
Во время обработки заготовка удерживается упругостью мембраны, а большое число кулачков центрируют заготовку с точностью до сотых долей миллиметра. Применяется при чистовой обработке на низких оборотах с мелким сечением снимаемой стружки.

Технические характеристики
Корпус патрона выполнен из высококачественного специального чугуна
Таблица 1
| Наименование параметров | Значения величин |
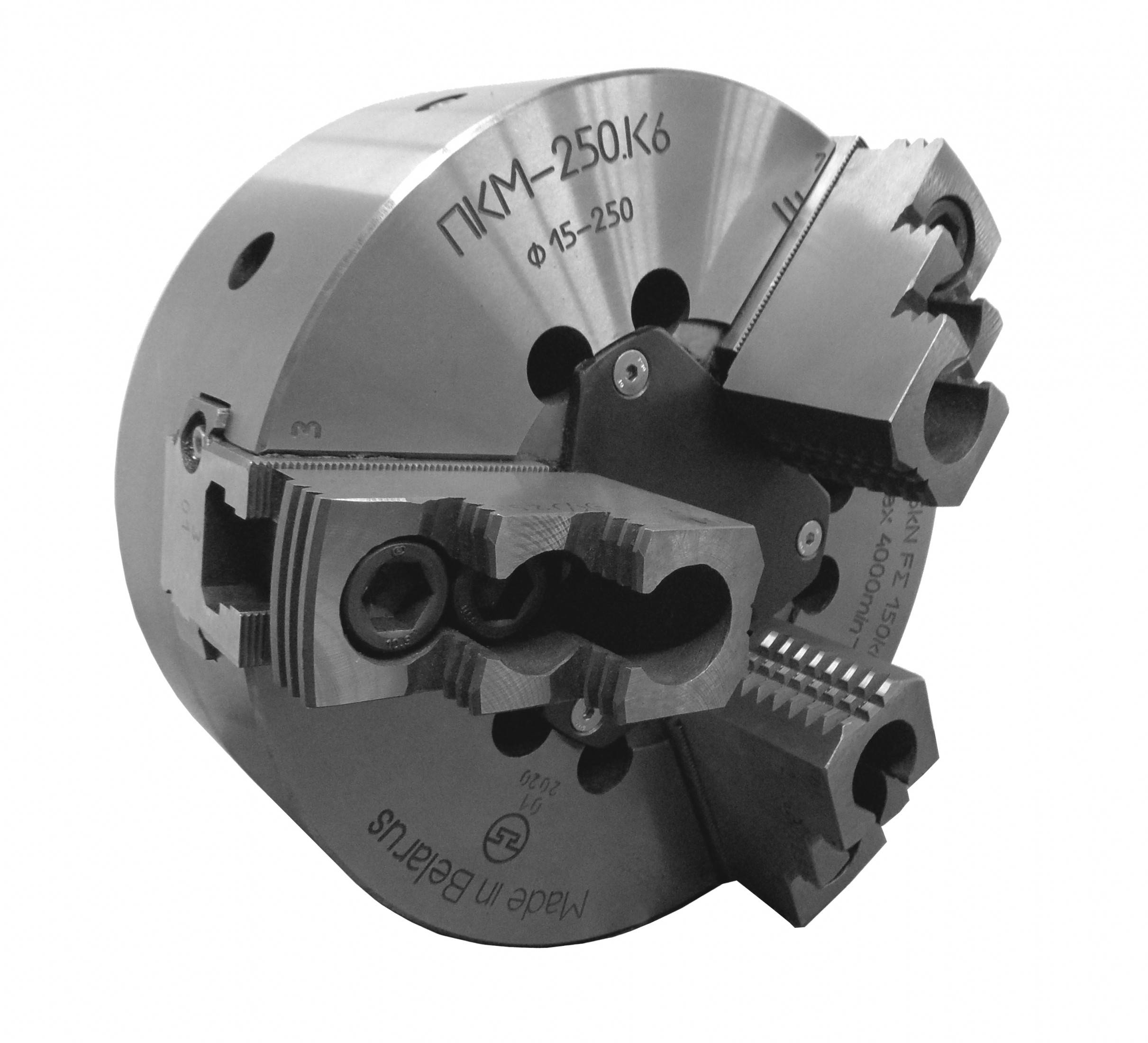
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Схема III:
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.

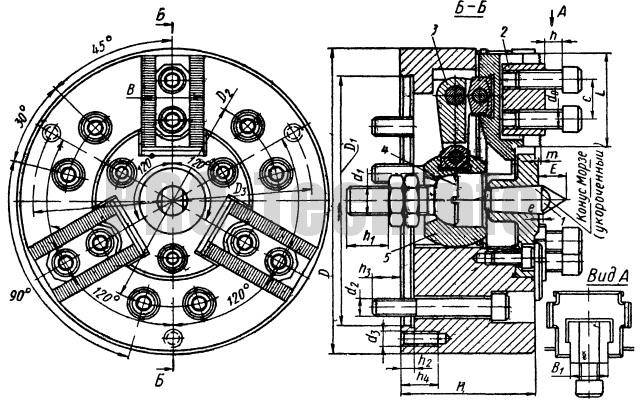
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Патроны трехкулачковые поводковые
Патроны трехкулачковые поводковые предназначены для крепления заготовок, устанавливаемых в центрах.
Передний центр 1 неподвижно закреплен в патроне. Предварительную настройку кулачков 2 на заданный размер производят перестановкой их по рифленой поверхности. Благодаря шарнирному соединению тяги 4 с муфтой 5 кулачки могут самоустанавливаться, чем достигается равномерность зажима заготовки. Соотношение плеч рычага 3 составляет 1 : 2,5. Устанавливают на переходном фланце.
Привод — пневматический.
Размеры в мм
| Диаметр заготовки | D | D1 (доп. откл. по А) | D2 | D3 | С | L | d0 | d1 | d2 | d3 | h | h1 | h2 | h3 | h4 | m | B | B1 (доп. откл. по С) | Е | е | H | № конуса Морзе* | |
| min | max | ||||||||||||||||||||||
| 65 | 83 | 200 | 165 | 133,5 | 180 | 25 | 60 | М12 | М20 | М12 | М10 | 10 | 27 | 8 | 16 | 24 | 2 | 40 | 20 | 20 | 4 | 85 | 2b |
| 95 | 114 | 250 | 210 | 171,5 | 226 | 30 | 70 | М16 | М16 | М12 | 13 | 30 | 25 | 28 | 23 | 4,5 | 110 | 3b | |||||
| 116 | 140 | 320 | 270 | 235 | 290 | 100 | М27 | М20 | М16 | 36 | 10 | 30 | 32 | 50 | 25 | 125 |
* Укороченный.
Особенности кулачкового крепления
Кулачковое крепление является наиболее распространенным в современных патронах для токарных станков по металлу, широко используются двух-, трех- и 4-кулачковый тип крепления с механизированным или ручным зажимом. Количество кулачков определяет возможности патрона в фиксации тех или иных видов заготовок:
- Двухкулачковые самоцентрирующиеся – паковки, фасонные отливки, возможно крепление только одной детали.
- Трехкулачковые патроны предназначены для крепления круглых и 6-гранных заготовок, в том числе и прутов большого диаметра.
- Четырехкулачковые патроны – удобны для заготовок квадратного сечения.
- Оснастка с индивидуальной регулировкой применяется для деталей несимметричной или прямоугольной формы.
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанги, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.









Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.

Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.

Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.

Технические характеристики
Токарный 160 патрон трехкулачковый имеет следующие характеристики:
- наружный диаметр корпуса 160 мм;
- количество кулачков – 3;
- биение наружного диаметра корпуса патрона допускается до 0,02 мм;
- максимальное торцевое биение (контрольных колец) – 0,03 мм;
- максимальное число оборотов 2200 об/мин;
- точность обработки закрепленной детали класса П.
Эти данные не зависят от типа кулачков и варианта крепления к шпинделю.
Важно! Все патроны изготавливаются в соответствии с требованиями ГОСТов и международных стандартов. Независимо от типа исполнения, они испытываются по одной программе
Материал корпуса
Корпус патрона изготавливается из высокопрочного чугуна марки СЧ30 и выше. Материал должен иметь технические характеристики:
- высокая прочность;
- износостойкость;
- устойчивость к ударам и динамическим нагрузкам;
- высокий коэффициент сопротивления деформации на изгиб и растяжение;
- сопротивление стиранию.
Для изготовления корпуса патрона по данным характеристикам оптимально подходит серый чугун марки СЧ30 и СЧ35, изготовленный в соответствии с ГОСТ 1412-85. Материал хорошо поддается механической обработке резанием, выполнять резьбы с высокой точностью.
Важно! Серый чугун марок СЧ30 и выше выдерживает удары инструмента и детали при установке без разрушений и сколов. Он сохраняет форму резьбы и позволяет с большим усилием затягивать в кулачках заготовки
Диаметр цилиндрического центрирующего пояска
Центрирующий поясок патрона должен плотно садиться на фланец шпинделя. Любое послабление увеличивает размер биения детали при обработке и уменьшает точность изготовления.
Посадочный размер пояска – внутренний диаметр, изготавливается Ø130H7–130 мм + (0-0,04 мм). Соответственно фланец выполняется по посадке 130f8 с минусовыми припусками. Патрон плотно садится на фланец без использования запрессовки и нагрева.
Диаметр расположения крепежных отверстий
Расстояние центра крепежного отверстия до оси патрона зависит от способа крепления его на шпинделе:
- крепление на планшайбу – отверстия расположены по диаметру 142 мм;
- для конуса №4 они вкручиваются по диаметру 85 мм;
- при варианте крепления с 5 конусом болты расположены дальше от центра – D104,8 мм.

Отверстия располагаются точно по центру между кулачками, на лицевой стороне, на продолжении оси противоположного паза под кулачки, при креплении на конус и торец фланца. В остальных случаях с обратной стороны.
Количество и размер крепежных отверстий
На токарном патроне диаметром 160 мм с обратной стороны для крепления к шпинделю располагается 4 отверстия с резьбой М8. При посадке на конус и крепления к фланцу шпинделя через весь патрон проходит 3 болта.
Диаметр отверстия в корпусе
Отверстие в патроне и шпинделе позволяет изготавливать детали, используя в качестве заготовки прокат, а не резаный пруток. Это значительно упрощает процесс обработки изделий средними и крупными партиями.
Диаметр отверстия в корпусе патрона зависит от варианта установки его на шпиндель. При креплении на торец фланца, отверстие больше и составляет 45 мм. В узлах, которые устанавливаются с помощью конуса, отверстие 40 мм.
Высота корпуса в сборе
Высота в сборе состоит из двух значений:
- высота самого корпуса 60 мм;
- размер выступающей части кулачков – 30,5 мм.
Фактический размер высоты собранного патрона по крайним точкам составляет 90,5 мм.
Максимальная частота вращения
Любой узел имеет предельные значения для его использования. У токарного патрона 160 мм, частота вращений ограничена значением 2200 об/мин. При движении с большей скоростью снижается надежность крепления детали, сцепление кулачков с поверхностью заготовки. При возрастании центробежной силы выше допустимой нормы, увеличивается биение, деталь может вырвать.
Масса 3-х кулачкового патрона
Масса узла зависит от типа его крепления – конструкции. У патрона с посадкой на фланец вес составляет 8,6–8,8 кг. Модели, крепящиеся на конус тяжелее, их стандартный вес в комплекте 13,4 кг.
Справка! Вес узла в сборе может изменяться в зависимости от вида установленных кулачков.
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
Планшайба с Т-образными пазами
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.

Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.











Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.

Поводковые планшайбы
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.

Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.

Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.
Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.

Изготовление приспособлений
Обычно планшайба входит в состав стандартного набора принадлежностей станка. В случае ее отсутствия, а также для выполнения специфических работ, изготавливается нестандартная оснастка. Конструктивно она отличается низкой сложностью и доступна для выполнения разработчикам с невысоким уровнем подготовки. В простейшем случае, самодельная планшайба для токарного патрона изготавливается с использованием только сверлильного станка. В качестве заготовки подойдет плоская пластина, необходимой толщины. Применение фрезерного и токарного оборудования позволит существенно усложнить итоговую конструкцию и вплотную приблизиться к заводским моделям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные варианты конструкции
Есть несколько вариантов конструкции патрона для токарного станка, ниже мы коротенько их рассмотрим.
Рычажный
До недавнего времени были популярными типами креплений в токарных станках. Действия основаны на смещении кулачков посредством двуплечего рычага.

Основная характеристика этого типа патронов определяется количеством фиксирующих кулачков и степенью их смещения на рабочем диске. Положение заготовки в рабочей зоне настраивается сложно, особенно при нестандартной обработке.
Клиновой
Внутри патрона вместо спирального диска установлено клинореечное устройство, посредством которого происходит смещение кулачков и крепление обрабатываемой детали.
Исполняется из особо прочных сталей, способных обеспечить неизменность фиксирующих параметров патрона, его бесперебойную и безопасную работу при высоких оборотах тел вращения.

Мембранный
Мембранный патрон. Шток пневмо- или гидропривода давит на мембрану патрона и прогибает её. Прогиб мембраны разжимает губки патрона на доли миллиметра, и заготовка устанавливается до упора в штифты. При отключении привода мембрана возвращается в исходное положение и губки сжимаются, закрепляя заготовку.
Во время обработки заготовка удерживается упругостью мембраны, а большое число кулачков центрируют заготовку с точностью до сотых долей миллиметра. Применяется при чистовой обработке на низких оборотах с мелким сечением снимаемой стружки.

Технические характеристики
Токарный 160 патрон трехкулачковый имеет следующие характеристики:
- наружный диаметр корпуса 160 мм;
- количество кулачков – 3;
- биение наружного диаметра корпуса патрона допускается до 0,02 мм;
- максимальное торцевое биение (контрольных колец) – 0,03 мм;
- максимальное число оборотов 2200 об/мин;
- точность обработки закрепленной детали класса П.
Эти данные не зависят от типа кулачков и варианта крепления к шпинделю.
Важно! Все патроны изготавливаются в соответствии с требованиями ГОСТов и международных стандартов. Независимо от типа исполнения, они испытываются по одной программе
Материал корпуса
Корпус патрона изготавливается из высокопрочного чугуна марки СЧ30 и выше. Материал должен иметь технические характеристики:
- высокая прочность;
- износостойкость;
- устойчивость к ударам и динамическим нагрузкам;
- высокий коэффициент сопротивления деформации на изгиб и растяжение;
- сопротивление стиранию.
Для изготовления корпуса патрона по данным характеристикам оптимально подходит серый чугун марки СЧ30 и СЧ35, изготовленный в соответствии с ГОСТ 1412-85. Материал хорошо поддается механической обработке резанием, выполнять резьбы с высокой точностью.
Важно! Серый чугун марок СЧ30 и выше выдерживает удары инструмента и детали при установке без разрушений и сколов. Он сохраняет форму резьбы и позволяет с большим усилием затягивать в кулачках заготовки
Диаметр цилиндрического центрирующего пояска
Центрирующий поясок патрона должен плотно садиться на фланец шпинделя. Любое послабление увеличивает размер биения детали при обработке и уменьшает точность изготовления.
Посадочный размер пояска – внутренний диаметр, изготавливается Ø130H7–130 мм + (0-0,04 мм). Соответственно фланец выполняется по посадке 130f8 с минусовыми припусками. Патрон плотно садится на фланец без использования запрессовки и нагрева.
Диаметр расположения крепежных отверстий
Расстояние центра крепежного отверстия до оси патрона зависит от способа крепления его на шпинделе:
- крепление на планшайбу – отверстия расположены по диаметру 142 мм;
- для конуса №4 они вкручиваются по диаметру 85 мм;
- при варианте крепления с 5 конусом болты расположены дальше от центра – D104,8 мм.

Отверстия располагаются точно по центру между кулачками, на лицевой стороне, на продолжении оси противоположного паза под кулачки, при креплении на конус и торец фланца. В остальных случаях с обратной стороны.
Количество и размер крепежных отверстий
На токарном патроне диаметром 160 мм с обратной стороны для крепления к шпинделю располагается 4 отверстия с резьбой М8. При посадке на конус и крепления к фланцу шпинделя через весь патрон проходит 3 болта.
Диаметр отверстия в корпусе
Отверстие в патроне и шпинделе позволяет изготавливать детали, используя в качестве заготовки прокат, а не резаный пруток. Это значительно упрощает процесс обработки изделий средними и крупными партиями.
Диаметр отверстия в корпусе патрона зависит от варианта установки его на шпиндель. При креплении на торец фланца, отверстие больше и составляет 45 мм. В узлах, которые устанавливаются с помощью конуса, отверстие 40 мм.
Высота корпуса в сборе
Высота в сборе состоит из двух значений:
- высота самого корпуса 60 мм;
- размер выступающей части кулачков – 30,5 мм.
Фактический размер высоты собранного патрона по крайним точкам составляет 90,5 мм.
Максимальная частота вращения
Любой узел имеет предельные значения для его использования. У токарного патрона 160 мм, частота вращений ограничена значением 2200 об/мин. При движении с большей скоростью снижается надежность крепления детали, сцепление кулачков с поверхностью заготовки. При возрастании центробежной силы выше допустимой нормы, увеличивается биение, деталь может вырвать.







Масса 3-х кулачкового патрона
Масса узла зависит от типа его крепления – конструкции. У патрона с посадкой на фланец вес составляет 8,6–8,8 кг. Модели, крепящиеся на конус тяжелее, их стандартный вес в комплекте 13,4 кг.
Справка! Вес узла в сборе может изменяться в зависимости от вида установленных кулачков.
Общая конструкция и устройство токарного патрона для станка по металлу
Вместе с патроном поставляются комплекты:
- прямых кулачков;
- обратных кулачков;
- вне комплекта поставляться кулачковые рейки.
Наиболее распространен трехкулачковый патрон, состоящий из:
- монолитного или составного корпуса с тремя радиальными пазами для кулачков;
- кулачки (прямые и обратные) выполнены из качественной твердой, закаленной стали высокой прочности, связаны с торцевой резьбой спирального диска;
- спирального диска, с большим зубчатым колесом на его обратной стороне. Связан с зубчатой передачей конической шестерни;
- конических шестерен, вращением ключа, вставленного в квадратное отверстие этой шестерни, спиральному диску сообщается вращательное движение.
Простота технологических приёмов базирования деталей стало причиной популярности и распространения трехкулачкового патрона на станках, применяемых в производстве
Ключ
Металлический стержень, на одном конце которого перпендикулярно его оси просверлено отверстие с установленным в нем металлическим рычагом. Превышение длины рычага на 35–40 % относительно высоты ключа, является оптимальной.
На нижнем конце стержня выполнен четырехгранный наконечник, соразмерный с отверстием внутри конической шестерни. Служит ручным приводом кулачков посредством вращения спирального диска во время закрепления заготовки в рабочей зоне станка.
Пружина
Устанавливается на наконечник ключа. По завершении операции, нагрузка от усилий руки на ключ снимается и пружина, распрямляясь, удаляет ключ из гнезда патрона. Если станочник по невнимательности сам не извлекает ключ, то за него это делает пружина.
Втулка
Полый цилиндр, в верхней части которого прорезаны пазы для сухарей-полуколец. Обеспечивает фиксирование конической шестерни в рабочем теле патрона. Во внутренний диаметр втулки устанавливается верхняя часть конической шестерни с канавкой для сухарей-полуколец.
Шестерня
Коническая (или малая) шестерня вставлена в малое отверстие корпуса патрона. Её верхняя часть сопряжена с пазами втулки посредством сухарей-полуколец.
Малая шестерня постоянно зацеплена с зубьями большой шестерни и предназначено для передачи вращательного движения спиральному диску патрона.
Фланец
Переходной фланец, планшайба. Предназначен для прочного и точного соединения патрона с рабочим концом шпинделя станка. К примеру, на шпинделе ТВ-4 нарезана резьба, на неё устанавливается переходной фланец (планшайба), на который крепится токарный патрон.
Спиральный диск
Спираль Архимеда, улитка, планетарка. Металлический диск, на одной стороне исполнены зубья большой шестерни, постоянно зацепленные с зубчатой передачей конической шестерни.
На другой стороне данного диска вырезан профиль спирали, которая в постоянно контактирует с пазами (рейками или гребёнками) кулачков. Последние, синхронно перемещаясь, работают на зажим, центрирование и фиксацию детали в зоне обработки станка.
Извлечение зажатой кулачками детали происходит обратным вращением ключа патрона.
Обратный кулачок
Применяется для зажима деталей больших диаметров. У каждого кулачка имеются две ступени для крепления деталей на разжим и по одной призме, работающие на сжим.
Ступени кулачков используются для устранения торцевого биения детали. Кроме этого, станочники самостоятельно создают на обратных кулачках дополнительную крепящую базу, работающую на разжим.
Корпус
В зависимости от конструкции и способов крепления к шпинделю условно можно разделить на монолитный (корпус – одна базовая деталь) и составной, в котором корпус разделён на две базовые детали:
- Монолитный с цилиндрическим пояском. Крепится на шпиндель через промежуточный фланец по специальным ГОСТ. Выполняется из качественной стали и реже из чугуна.
- Составной корпус. Базовая деталь разделена на две составные части:
- передняя часть или корпус (иногда – передний полукорпус), в нем размещен спиральный диск и прорезаны пазы для кулачков;
- задняя часть или фланец (часто – задний полукорпус), в нем размещены конические шестерни.
Накладные кулачки
Крепятся на кулачковые рейки токарного патрона. Исполняются из незакаленных сортов стали, называются «сырыми кулачками». Предназначены для крепления деталей большого диаметра.
Цены и производители
Токарные кулачки, поступающие на рынки России, представлены двумя производителями:
- БелТАПАЗ – белорусское предприятие токарных патронов и запчастей к ним.
- Bison-Bial – польский завод, выпускающий токарные патроны металлорежущий инструмент.
Цены в дилерских центрах варьируются от 2600 рублей за кулачки к 80 мм патрону, 2800 рублей — к 100 мм и от 18400 рублей к 400 мм токарному патрону. Всегда приблизительны и имеют тенденцию к значительному росту.
У станочника – универсала за годы творческого труда скапливаются целые «залежи» различных крепящих узлов и деталей. Это говорит об особом отношении к разновидности и качеству этих приспособлений.
https://youtube.com/watch?v=jkIgtYT1LKU





