

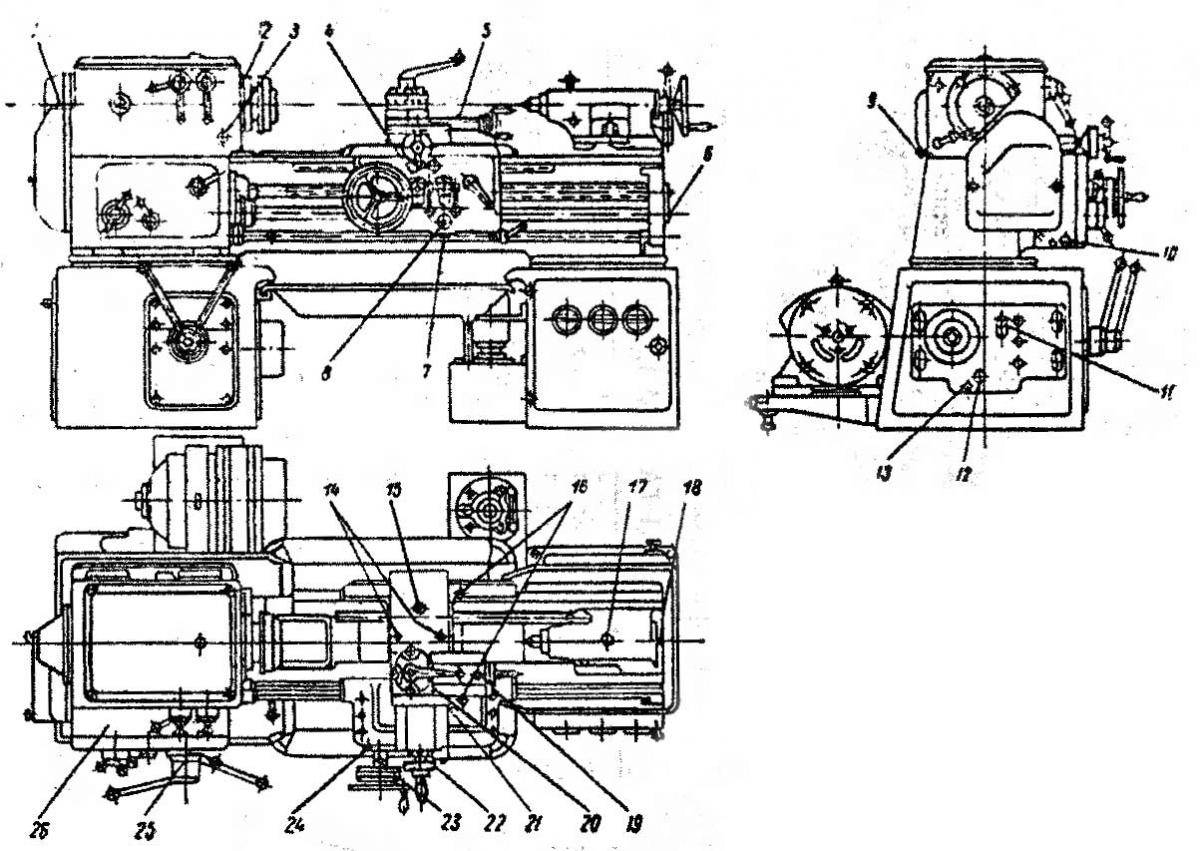
Расположение и особенности функционирование органов управления
Большинство органов управления станка расположены на его передней бабке.
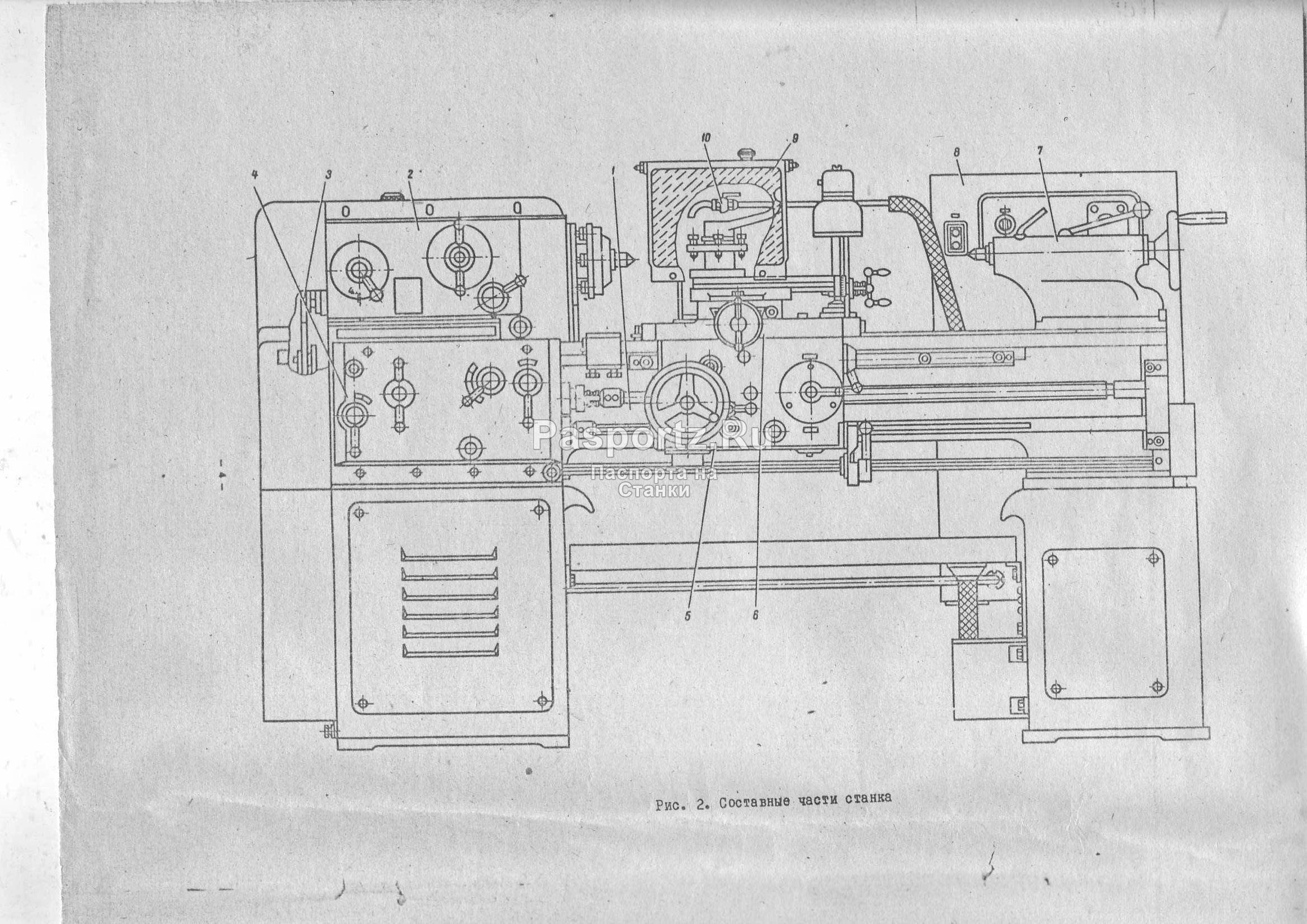
Главные составляющие
Сверху на передней бабке расположена панель с тумблером. Снизу – рукоятка для подбора скорости шпинделя. Над ним расположены 3 ручки, отвечающие за шаг и тип резьбы, а также величину подачи. Справа от нижнего рычага расположена ручка для управления вращением шпинделя.
Непосредственно под панелью тумблеров располагается рычаг выбора типа резьбы и ручка перебора.
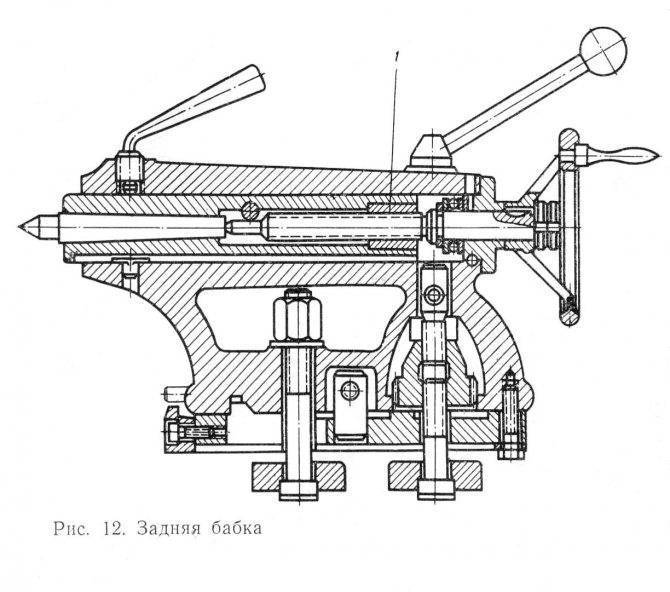
Для управления задней бабкой рычагов меньше:
- рычаг, чтобы управлять пинолю;
- рычаг для ее зажима.
На фартуке станка имеется маховик для позиционирования суппорта и каретки, а также ручка для позиционирования поперечных салазок и ручка ходовой гайки.
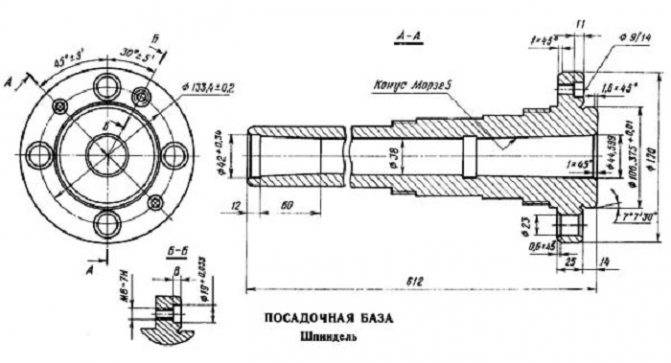
Шпиндель
Шпиндель имеет 12 частот вращений. Конец шпинделя фланцевый, конец шпинделя соответствует стандарту 12593-6К.
Диапазон частоты вращения в любом из доступных направлений 18-250 об/мин.
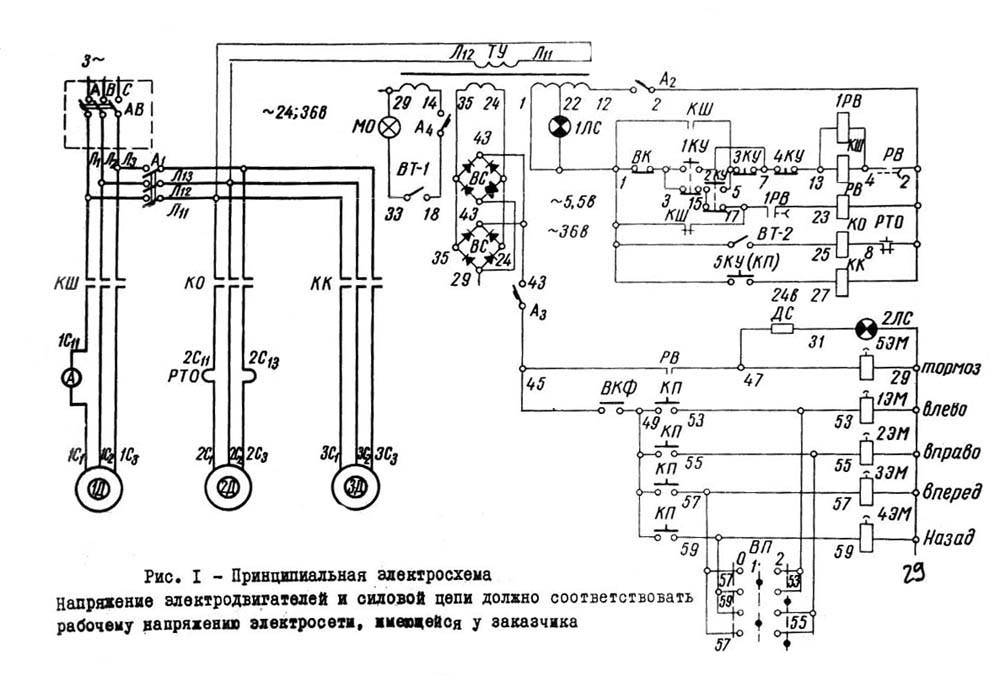
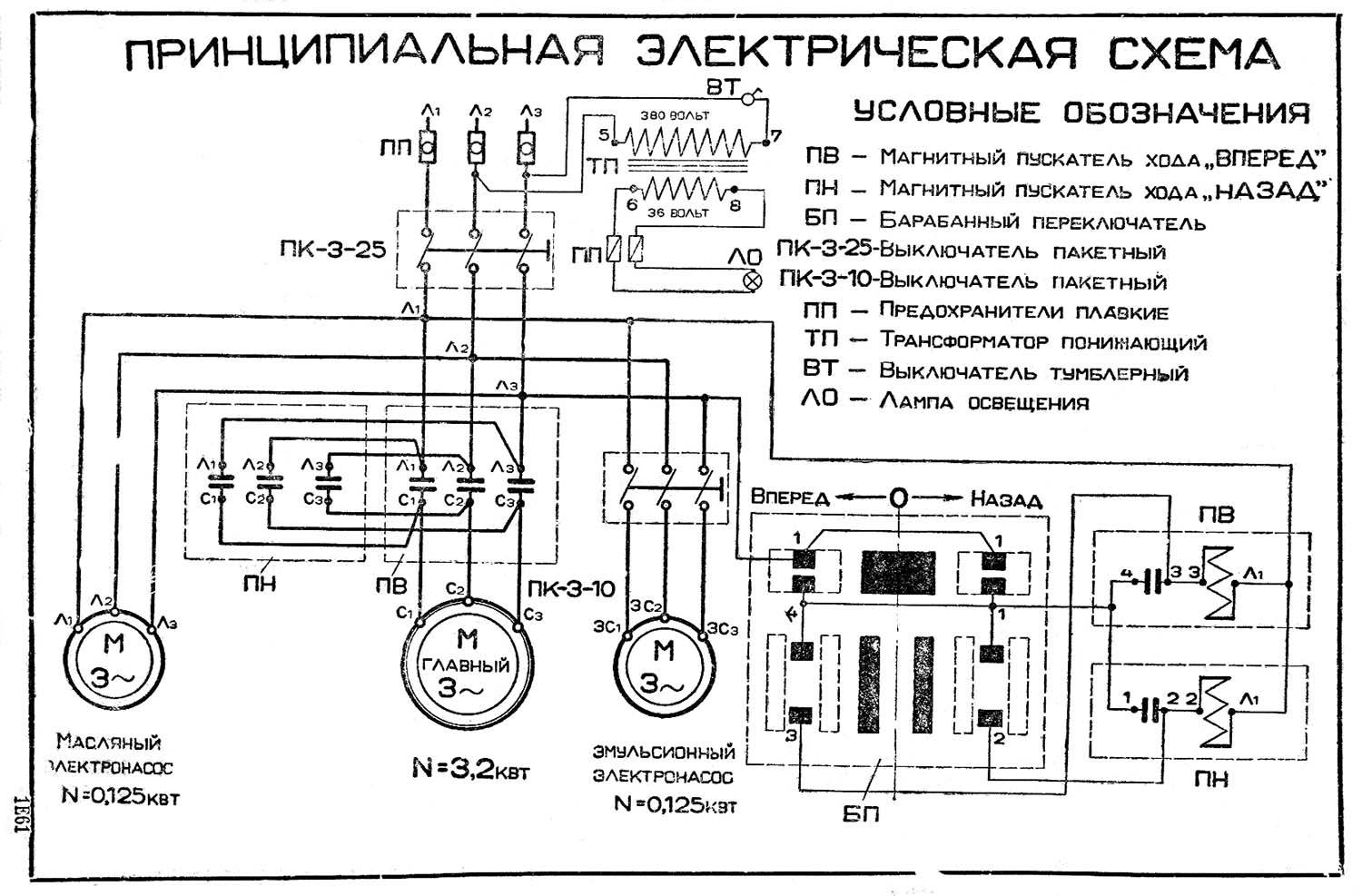
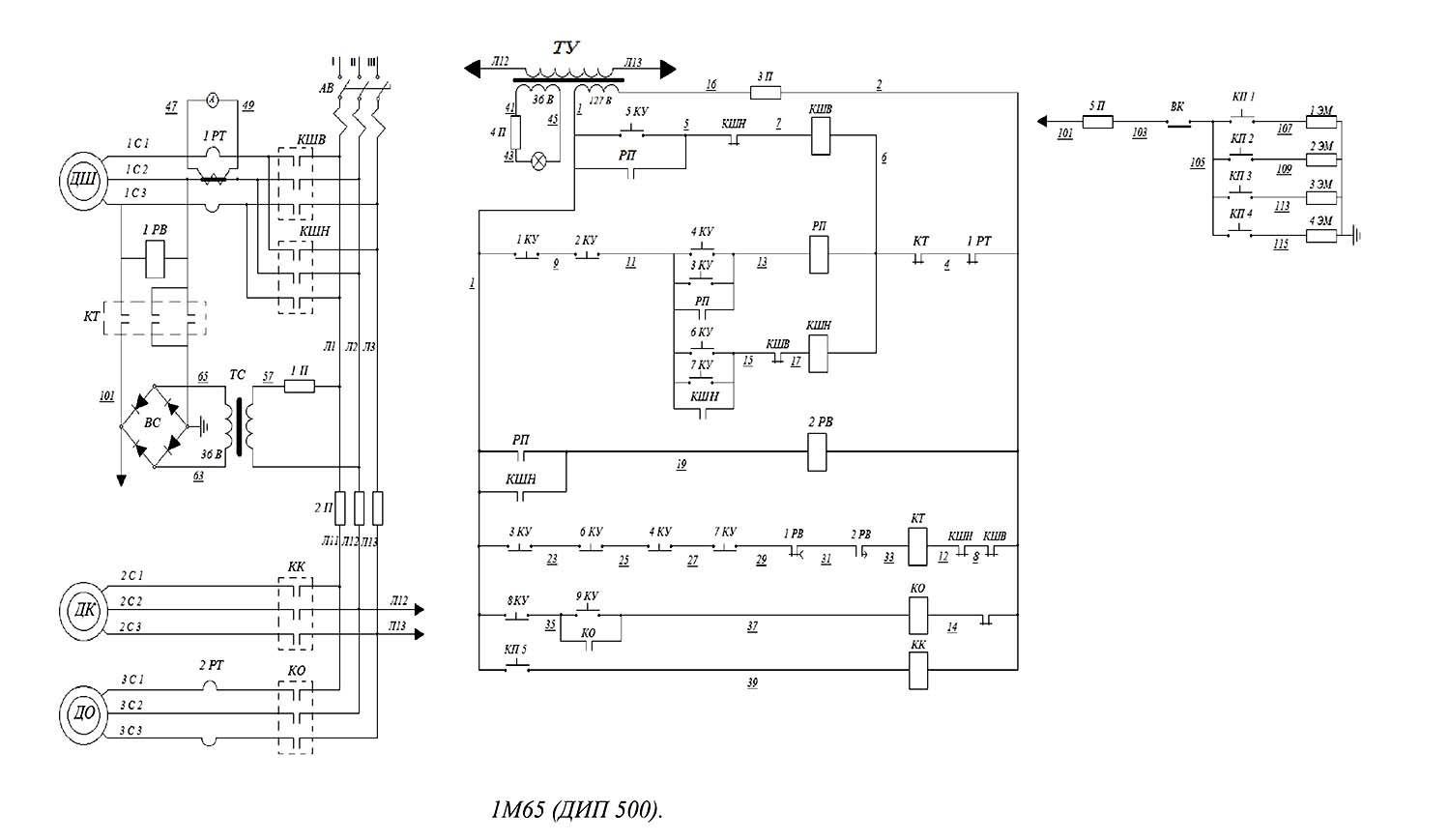
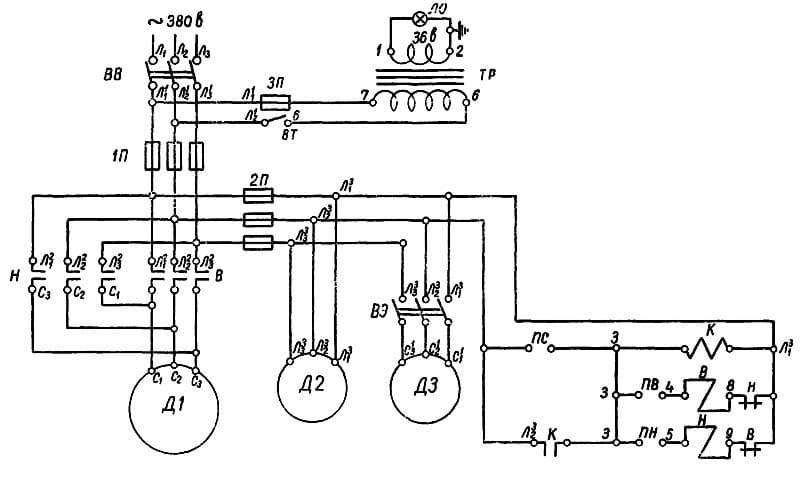
Электрическая схема
Для питания электродвигателей станка используется трехфазное напряжение 380 и 220 В.
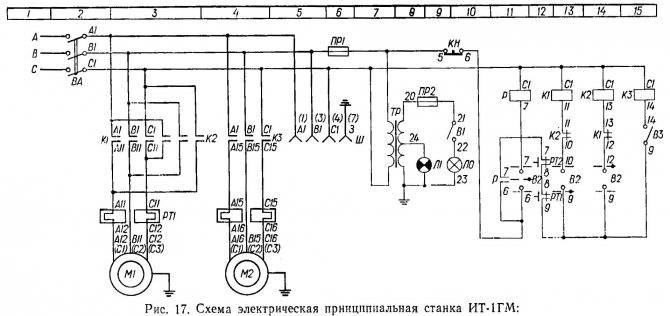
Основные узлы электрической схемы:
- основной электродвигатель;
- автоматический выключатель;
- переключатель реверса основного движка;
- пакетный переключатель движка и системы охлаждения;
- выключатель насоса и двигатель системы охлаждения.
ВСН станок сверлильный настольный. Назначение и область применения
Станок ВСН предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка ВСН:
- Максимальный диаметр сверления: Ø16 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Мощность электродвигателя: 0,75 кВт
- Масса станка: 60 кг
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станок ВСН позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Шпиндель станка ВСН получает 3 скорости вращения от трехступенчатых шкивов привода, что обеспечивает выбор скоростей резания — 450, 1200, 1800 об/мин.
Конец шпинделя — наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году. Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7). Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953-82 (Конусы инструментов укороченные).
- B7 — конус Морзе — КМ0, D = 7,067 мм;
- B10 — конус Морзе — КМ1, D = 10,004 мм;
- B12 — конус Морзе — КМ1, D = 12,065 мм;
- B16 — конус Морзе — КМ2, D = 15,733 мм;
- B18 — конус Морзе — КМ2, D = 17,780 мм;
- B22 — конус Морзе — КМ3, D = 21,793 мм;
- B24 — конус Морзе — КМ3, D = 23,825 мм;
- B32 — конус Морзе — КМ4, D = 31,267 мм;
- B45 — конус Морзе — КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
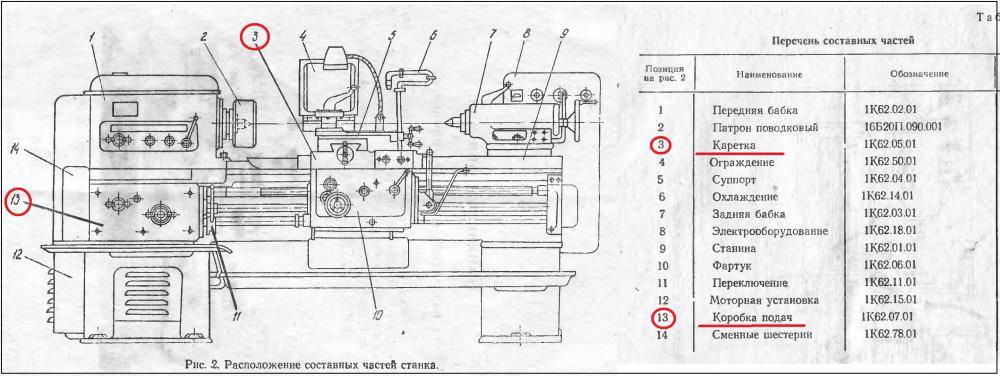
Перечень составных частей токарного станка ЛТ-10М, ЛТ-11М
- Тумбы и охлаждение — ИТ-1М.12.000; ИТ-1М.14.000*
Коробка подач — 16Б20П.070.000-03
Бабка передняя — ИТ-1М.22.000
Пульт управления — ИТ-1М.81.000
Ограждение патрона — ИТ-1М.78.000; ИТ-1ГМ.79.000**
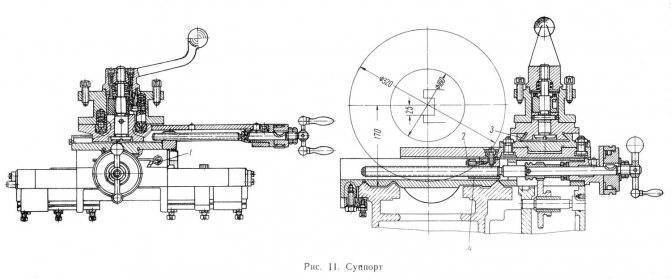
Суппорт — ИТ-1М.60.000
Бабка задняя — ИТ-1М.40.000
Фартук — 16Б16П.061.000.01
Станина — ИТ-1М.10.000; ИТ-1М.11.000*
Редуктор — ИТ-1М.20.000
Агрегат смазки — ИТ-1М.75.000
Электрошкаф — ИТ-1ГМ.82.000**
* Для станка с расстоянием между центрами 1400 мм.
** Для станка стационарного исполнения модели ИТ-1ГМ.
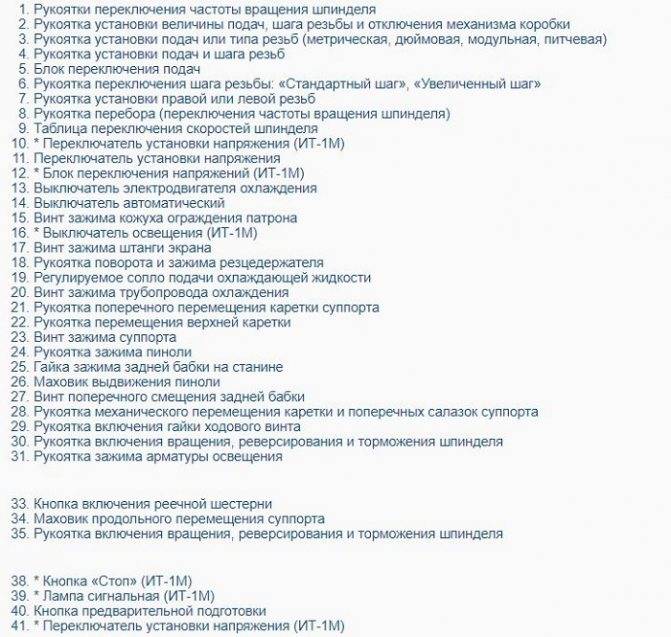
Расположение органов управления токарным станком ИТ-1ГМ
Т-1М, ИТ-1ГМ органы управления облегченным токарно-винторезным станком
- Рукоятки переключения частоты вращения шпинделя
Рукоятка установки величины подач, шага резьбы и отключения механизма коробки
Рукоятка установки подач или типа резьб (метрическая, дюймовая, модульная, питчевая)
Рукоятка установки подач и шага резьб
Блок переключения подач
Рукоятка переключения шага резьбы: «Стандартный шаг», «Увеличенный шаг»
Рукоятка установки правой или левой резьб
Рукоятка перебора (переключения частоты вращения шпинделя)
Таблица переключения скоростей шпинделя
* Переключатель установки напряжения (ИТ-1М)
Переключатель установки напряжения
* Блок переключения напряжений (ИТ-1М)
Выключатель электродвигателя охлаждения
Выключатель автоматический
Винт зажима кожуха ограждения патрона
* Выключатель освещения (ИТ-1М)
Винт зажима штанги экрана
Рукоятка поворота и зажима резцедержателя
Регулируемое сопло подачи охлаждающей жидкости
Винт зажима трубопровода охлаждения
Рукоятка поперечного перемещения каретки суппорта
Рукоятка перемещения верхней каретки
Винт зажима суппорта
Рукоятка зажима пиноли
Гайка зажима задней бабки на станине
Маховик выдвижения пиноли
Винт поперечного смещения задней бабки
Рукоятка механического перемещения каретки и поперечных салазок суппорта
Рукоятка включения гайки ходового винта
Рукоятка включения вращения, реверсирования и торможения шпинделя
Рукоятка зажима арматуры освещения
- Кнопка включения реечной шестерни
- Маховик продольного перемещения суппорта
- Рукоятка включения вращения, реверсирования и торможения шпинделя
- * Кнопка «Стоп» (ИТ-1М)
- * Лампа сигнальная (ИТ-1М)
- Кнопка предварительной подготовки
* Переключатель установки напряжения (ИТ-1М)
- Автоматический выключатель
- Электродвигатель главного привода
- Электродвигатель охлаждения
- Штепсельное соединение
- Предохранитель
- Трансформатор управления
- Штепсельная лампа наличия напряжения
- Местное освещение
- Кнопка управления «Все Стоп»
- Нулевая защита
- Тепловая защита
- Главный привод Вправо
- Главный привод Влево
- Управление охлаждением
Устройство
Станок комбинированный 1м95 имеет классическую компоновку с привычным расположением органов регулировки и настройки режима. Отдельные виды дополнительного оснащения имеют индивидуальные правила установки. К примеру, заточное приспособление, согласно документации — рекомендуется располагать отдельно от основного блока оборудования.
Станина модели 1м95 обеспечивает высокую жесткость. Она выполнена по классической схеме, имеет коробчатую форму. Стенки станины укреплены при помощи поперечных ребер. Направляющие — призматического типа, одна из них предназначена для движения каретки суппорта, по другой смещается блок задней бабки. Станина расположена на двух тумбах основания, слева монтируется основной привод, сам электродвигатель и часть электрохозяйства для его управления.
Блок коробки скоростей способна передвигаться в вертикальном направлении. Он монтируется на направляющих в левой области стола станины. Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Конструкция коробки скоростей обеспечивает надежность, стабильность работы, быстрое переключение, предоставляет привычную механику управления при помощи рукояток. Она обеспечивает по 6 ступеней переключения для прямого и обратного вращения, 12 скоростей всего. Кинематика передачи крутящего момента — привычна и стандартна, от валика фрикциона и блок шестерен на цепь подач и шпиндель.
Коробка подач при нарезании резьб может легко настраиваться соответствующими рукоятками. Выбор нужного типа резьбы можно сделать, ориентируясь на таблицу, установленную на корпусе станка (на щитке коробки).
Блок суппорта также имеет привычную компоновку и конструкцию. Он двигается по направляющим стола станины продольно-поступательно и по соответствующим элементам конструкции каретки поперечно. Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
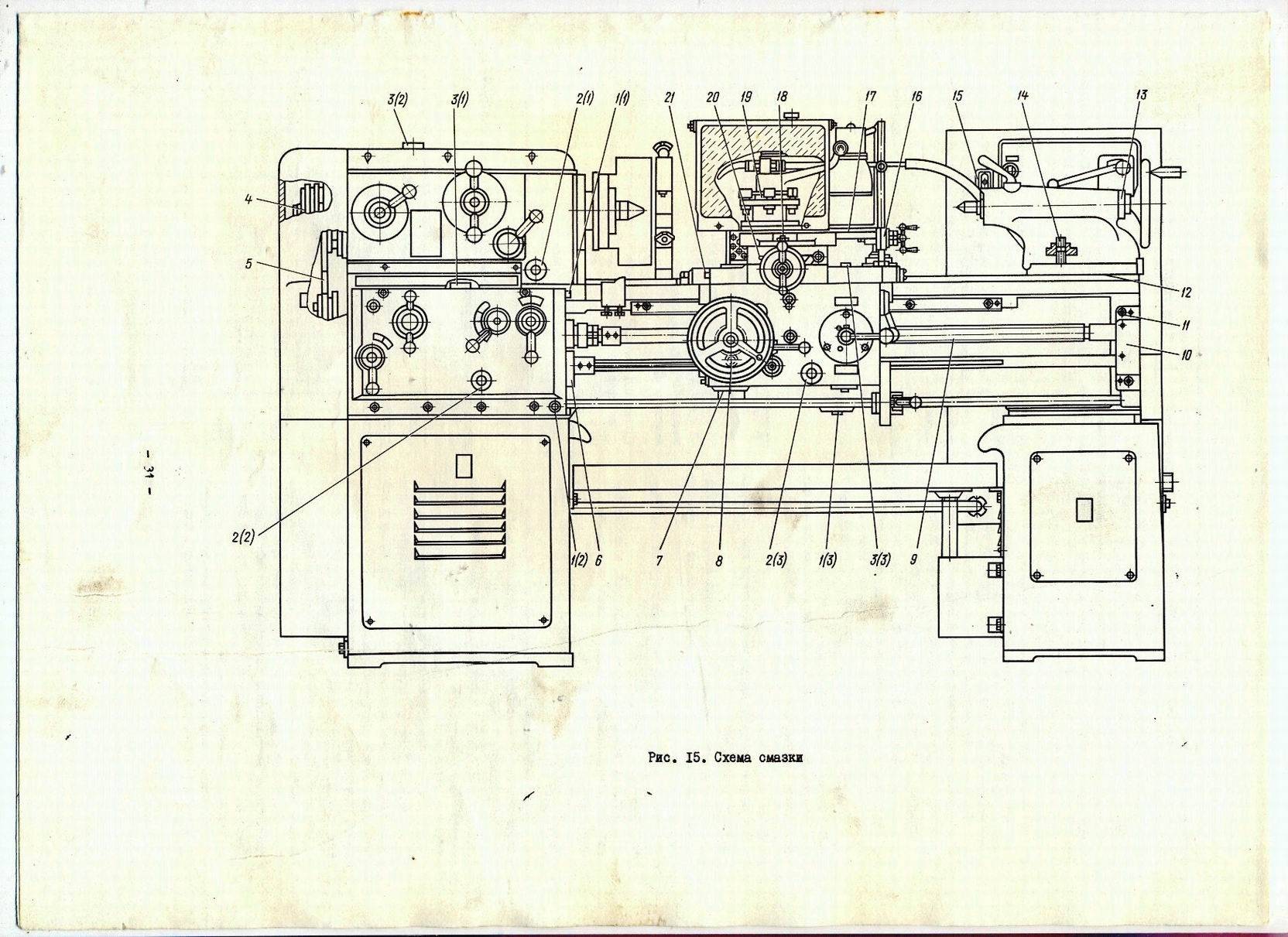
Смазка механизма производится согласно инструкции, приведенной в паспорте оборудования. В документации указаны сорта масла, периодичность проведения обслуживания и описание процедуры, а также нормы заливки технической жидкости. Смазка отдельных узлов во время работы станка производится либо методом естественного разбрызгивания с забором из ванны (передняя бабка), либо подачей плунжерным насосом (фартук, направляющие каретки и другие). Отдельный список элементов конструкции смазывается только вручную с помощью масленки.
Допустимый люфт шпинделя
Допустимый люфт шпинделя определяется по характеристикам установочного места и работающих в конструкции подшипников. Рекомендуемый согласно классу точности зазор по посадке составляет 0,005 мм. Предварительный натяг подшипников регулируется гайкой. Изменение посадочного зазора регулируется разъемным регулировочным кольцом. Его шлифуют до достижения нужного показателя, затем устанавливают и окончательно затягивают подшипник второй настроечной гайкой. Начинать работу по регулировке зазоров нужно с внутреннего кольца, которое должно быть прошлифовано по эталонному калибру КП-75.
Допуск биения шпинделя и патрона
При установке на конус шпинделя патрон может создавать люфт по трем схемам:
- боковой из-за неточного позиционирования;
- боковой из-за неравномерного прижима кулачков;
- торцевой из-за недостатков фланцев и посадки на шпиндель.
Допуск биения патрона в сумме с конструкционным биением шпинделя должен быть как можно меньше. Для класса точности Н — предел составляет 50 мкм. Чтобы добиться необходимой точности, нужно проводит расточку кулачков, обработку посадочного конуса, центровку и тщательную регулировку как шпинделя, так и отдельно блока патрона.
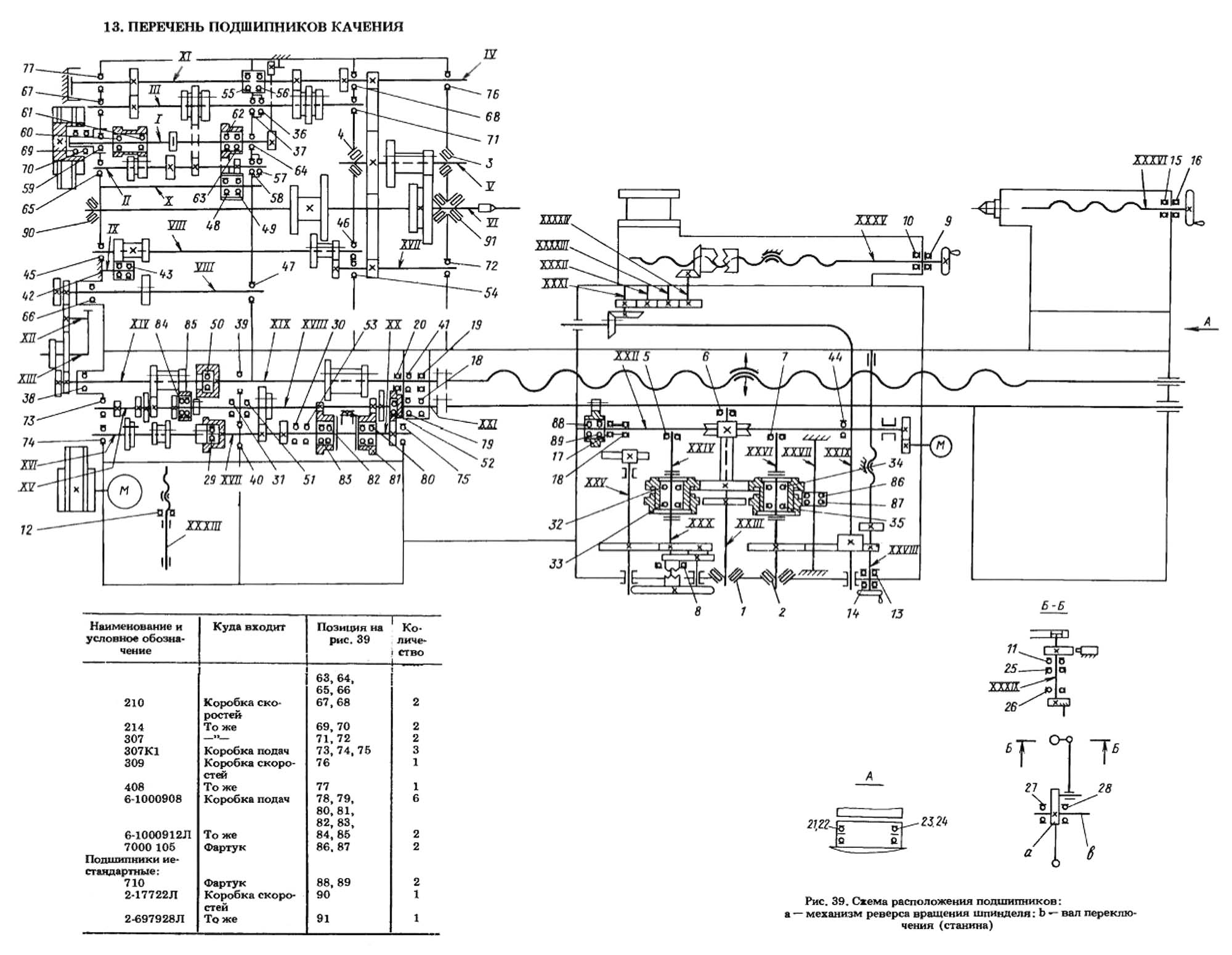
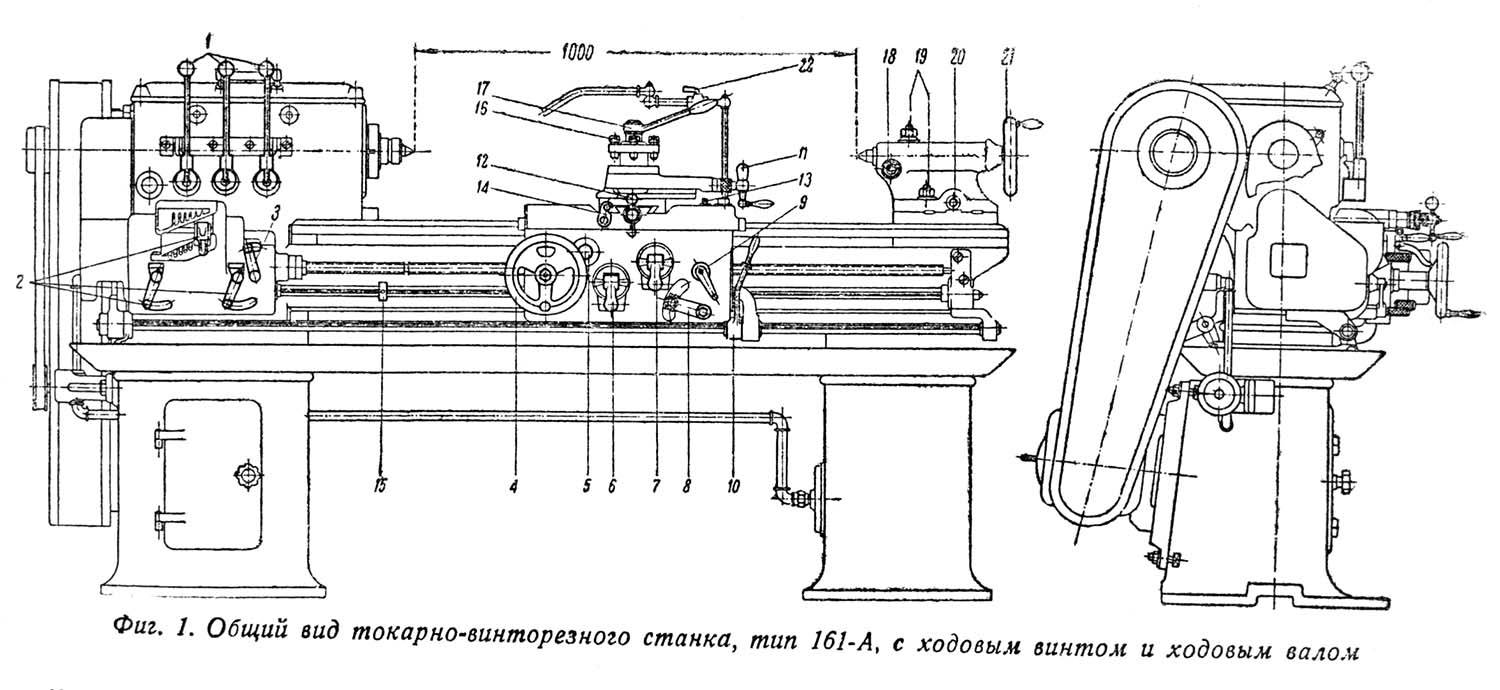
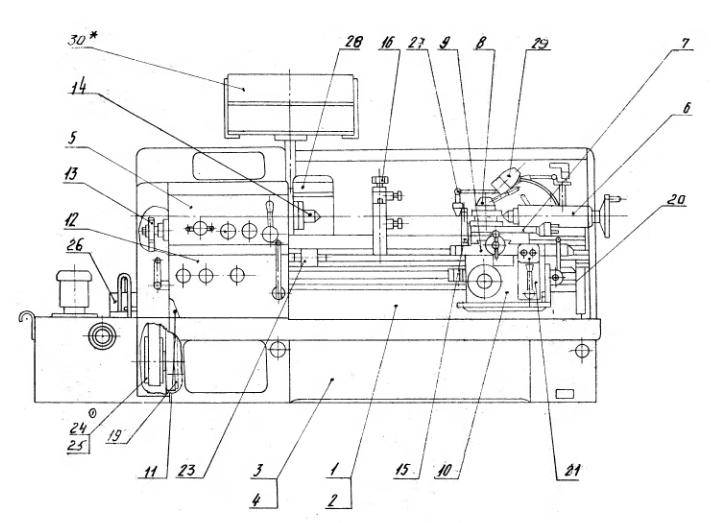
Конструкция основных узлов токарно-винторезного станка 1М61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Передняя бабка токарно-винторезного станка 1М61

Фото коробки скоростей токарно-винторезного станка 1М61

Фото коробки скоростей токарно-винторезного станка 1М61
Тормозная муфта токарно-винторезного станка 1М61

Фото тормозной муфты токарно-винторезного станка 1М61

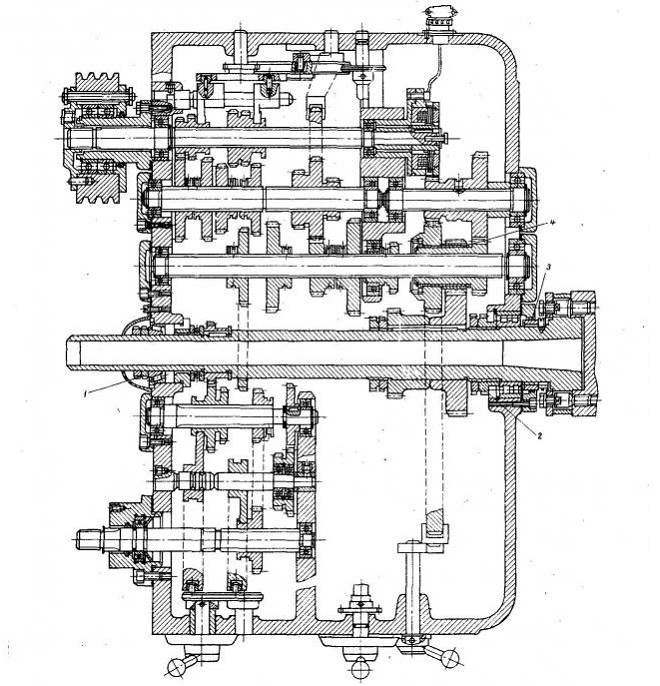
Коробка скоростей
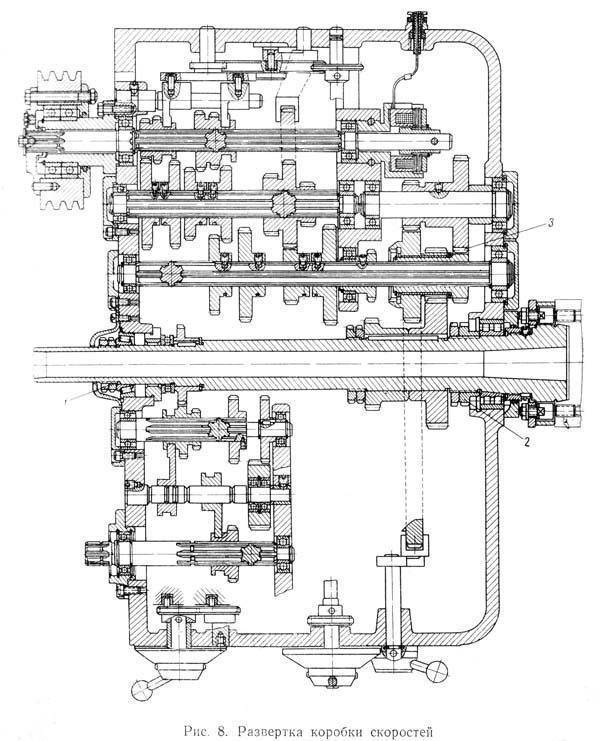
Чертеж коробки скоростей токарно-винторезного станка 1М61
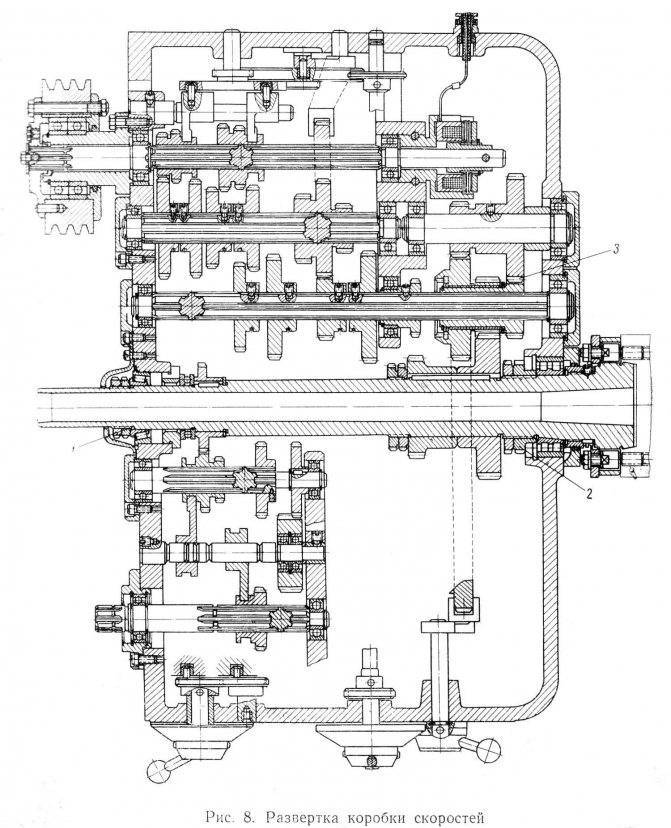
Коробка скоростей (рис.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
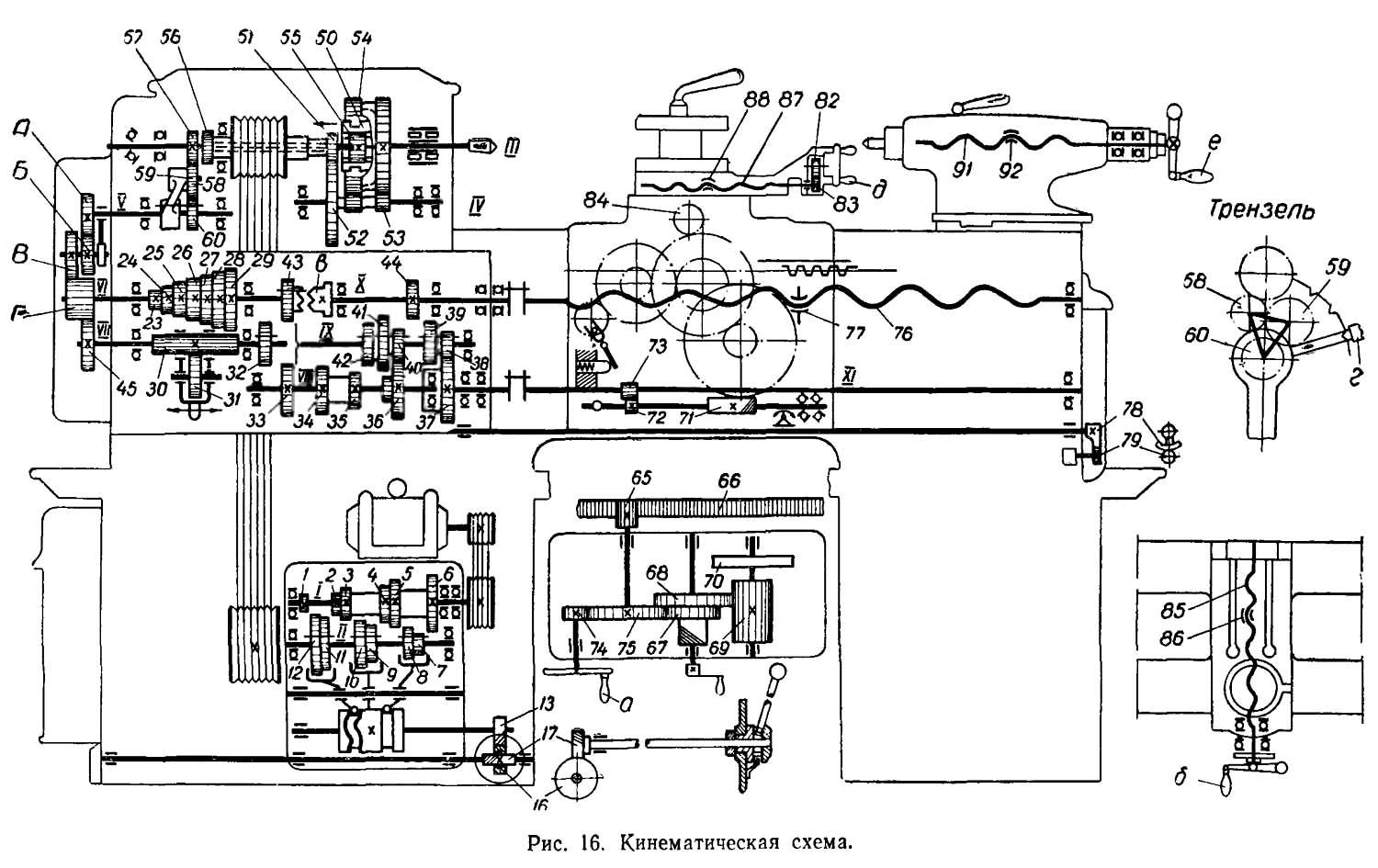
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
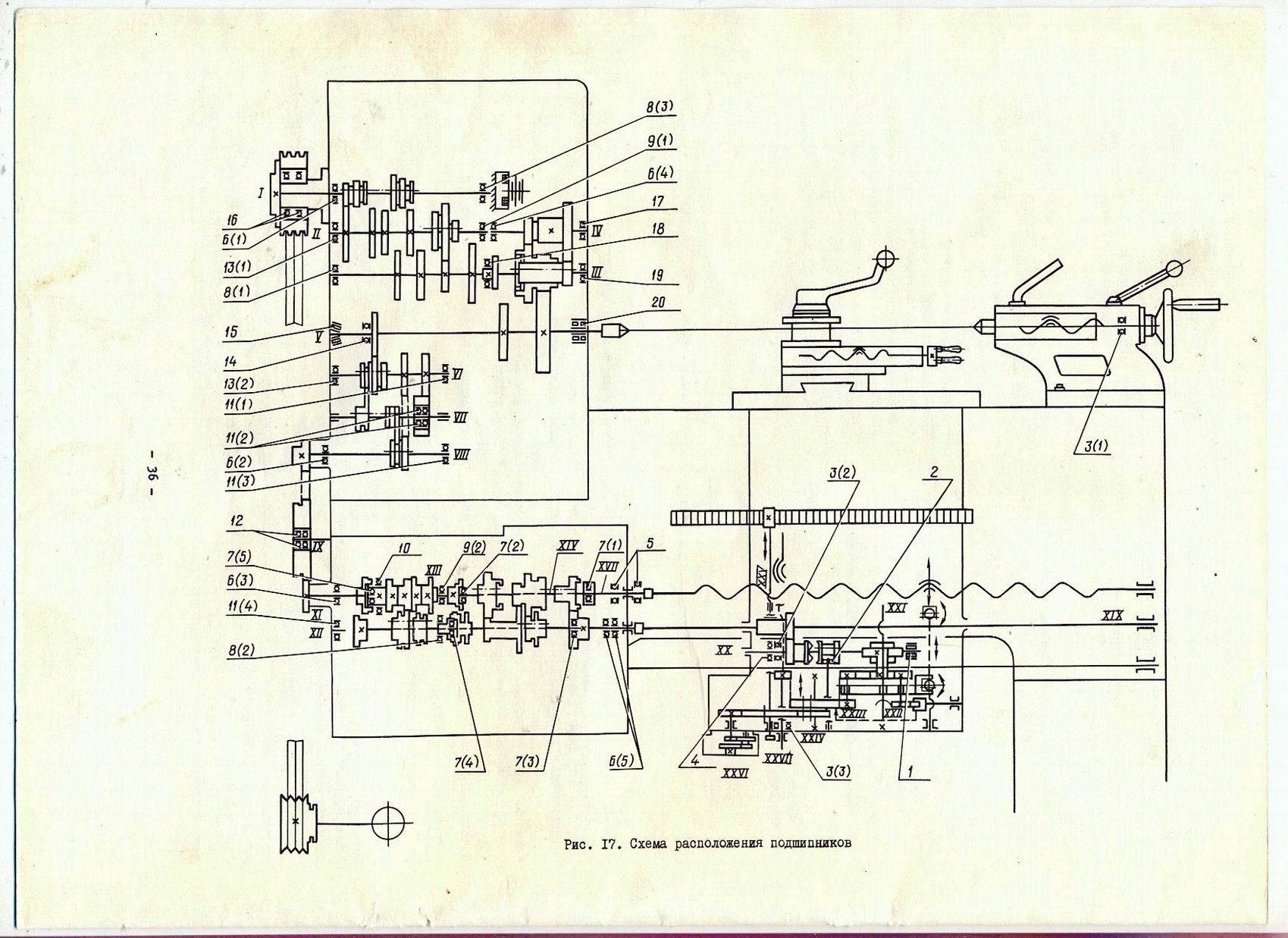
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
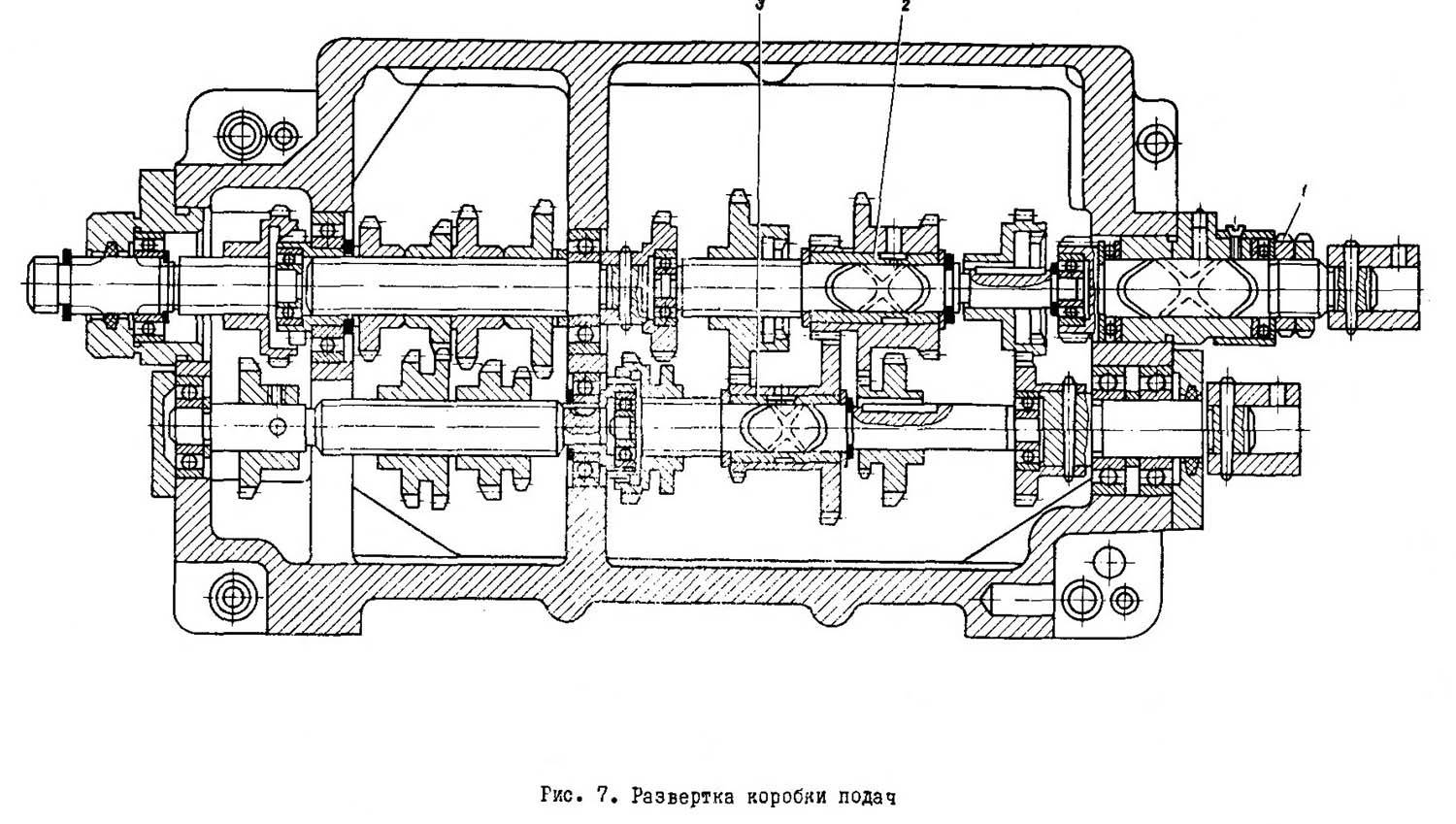
Чертеж коробки подач токарно-винторезного станка 1М61
Коробка подач токарно-винторезного станка 1М61 (четыре рукоятки)
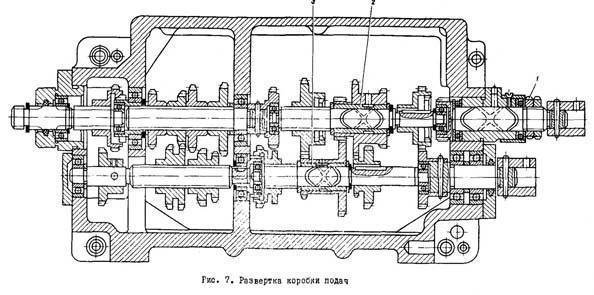
Чертеж коробки подач токарно-винторезного станка 1М61
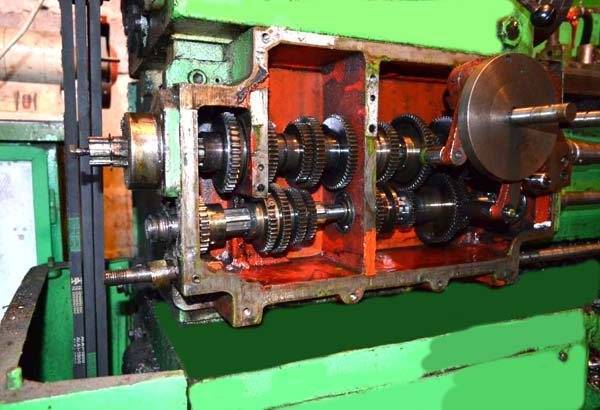
Фото коробки подач токарно-винторезного станка 1М61
Более поздний вариант коробки подач — назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
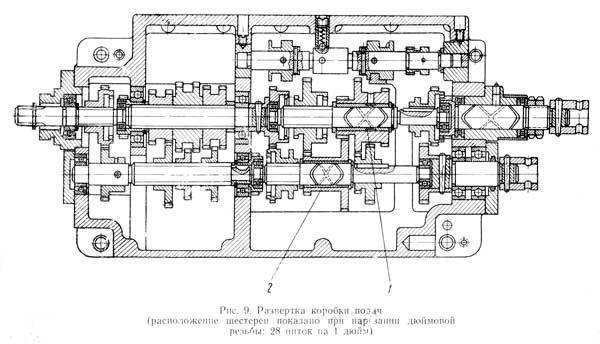
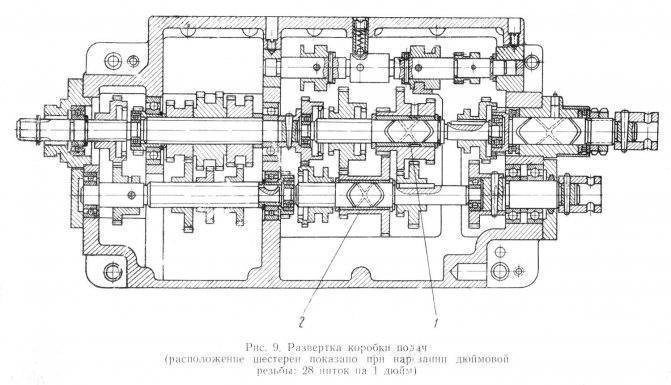
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5
При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме
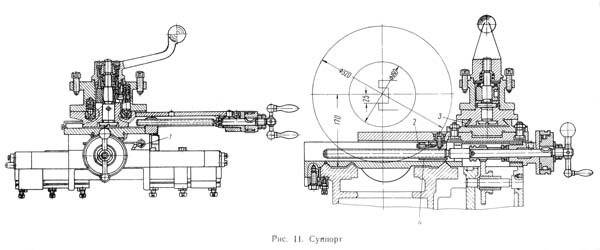
Чертеж суппорта токарно-винторезного станка 1М61
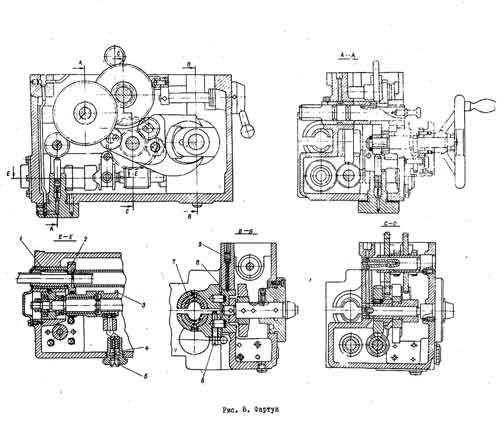
Фартук токарно-винторезного станка 1М61
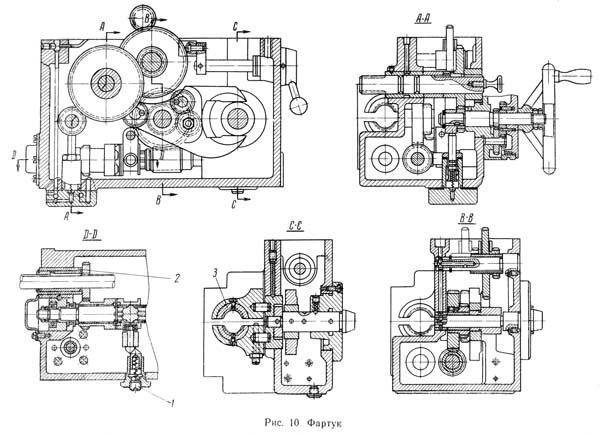
Чертеж фартука токарно-винторезного станка 1М61
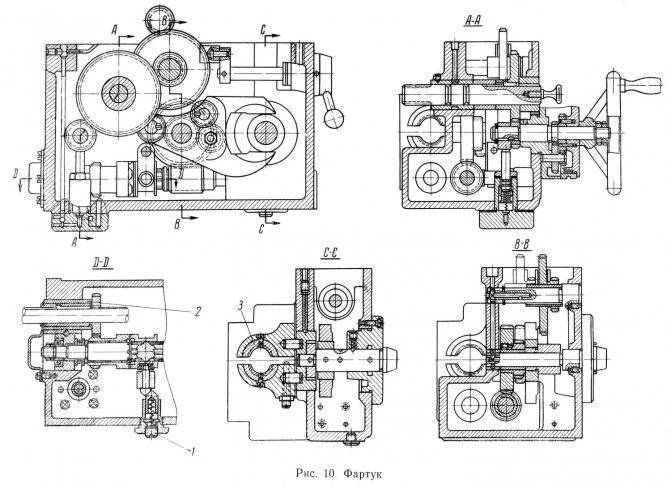
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.

Фото фартука токарно-винторезного станка 1М61
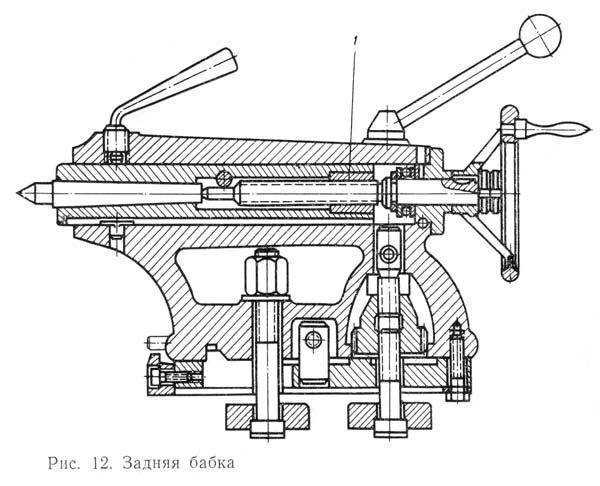
Чертеж задней бабки токарно-винторезного станка 1М61
1Е61М Назначение и область применения токарно-винторезного станка
Токарные станки моделей 1Е61М созданы на базе станка ТВ-01М и относятся к классу легких токарных станков. Начало серийного выпуска станка 1е61 – 1965 год. Выпуск следующей модели 1Е61ПМ, 1Е61ВМ начался в 1975 году.
Станок токарно-винторезный модели 1Е61М является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка – П.
Гладкие цилиндрические поверхности обтачивают при закреплении заготовок в трехкулачковом патроне проходным резцом.
Растачивание цилиндрических поверхностей – это обработка резанием предварительно просверленного или необработанного отверстия расточным резцом.
Подрезание, протачивание канавок и отрезание выполняются с целью придания заготовке определенной Формы, размера и шероховатости.
Наружные канавки протачивают прорезными резцами. Отрезку осуществляют отрезными резцами.

Обработку наружных конических поверхностей в зависимости от длины конусной части и угла уклона конической поверхности можно обтачивать широким резцом, поворотом салазок верхнего продольного суппорта, поперечным смещением корпуса задней бабки при помощи копировально-конусной линейки.
Обработка отверстий. На токарном станке можно сверлить, а также обрабатывать отверстия (рассверливать, развертывать, зенкеровать, выполнять цилиндрическое и коническое растачивания).
Описание конструкции токарно-винторезного станка
Привод станка осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб повышенной точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
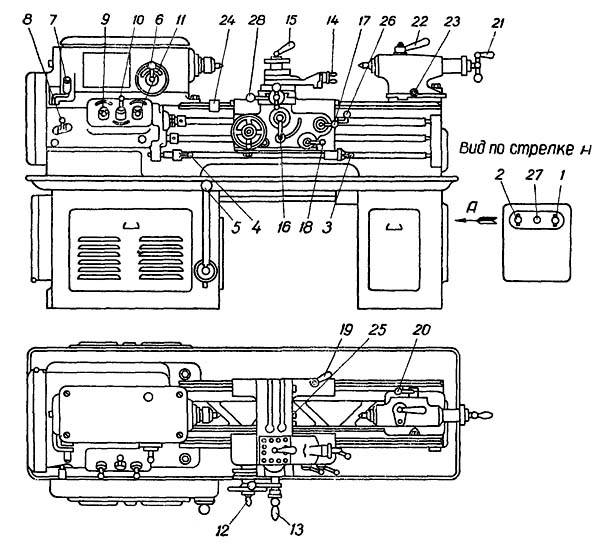
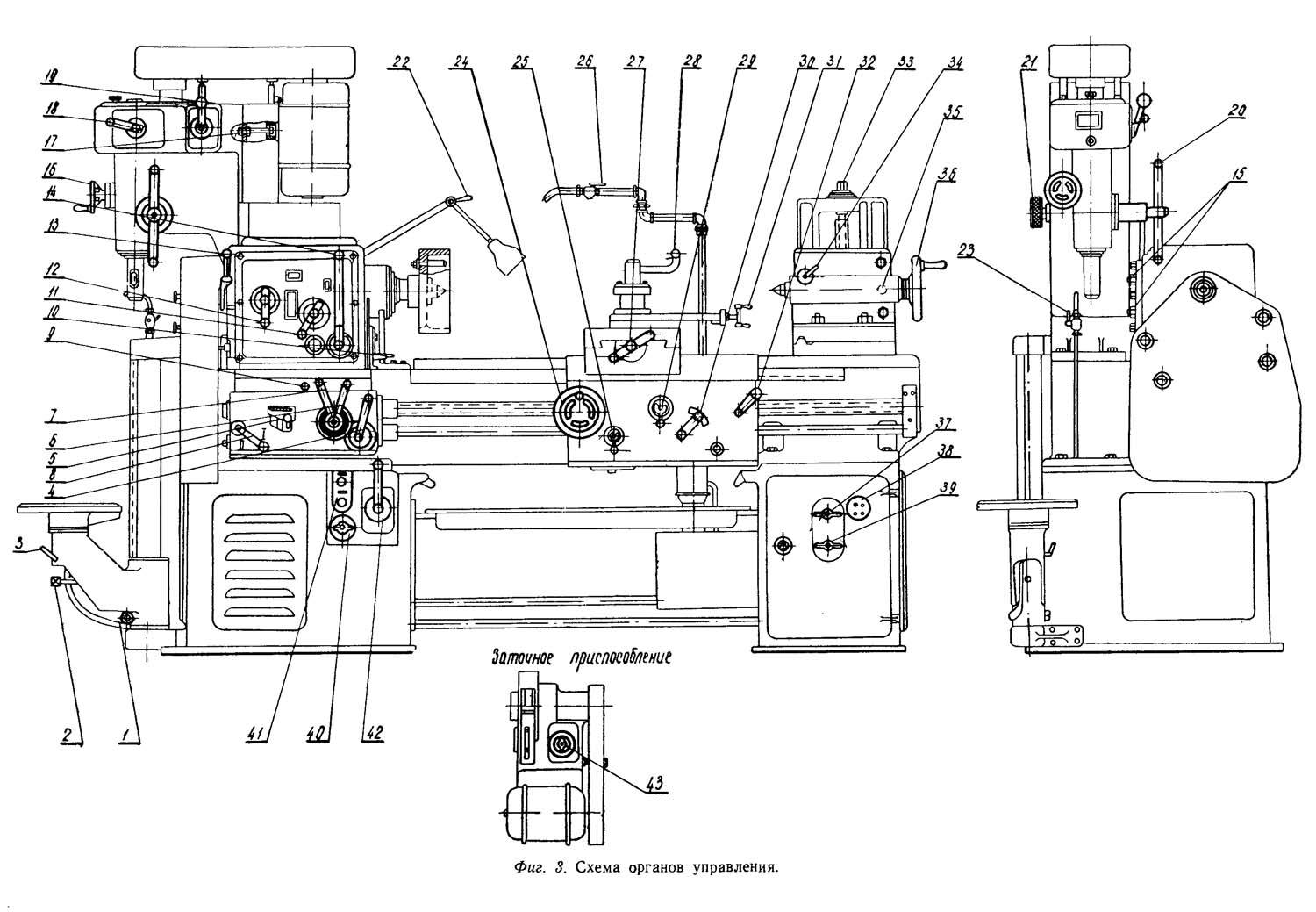
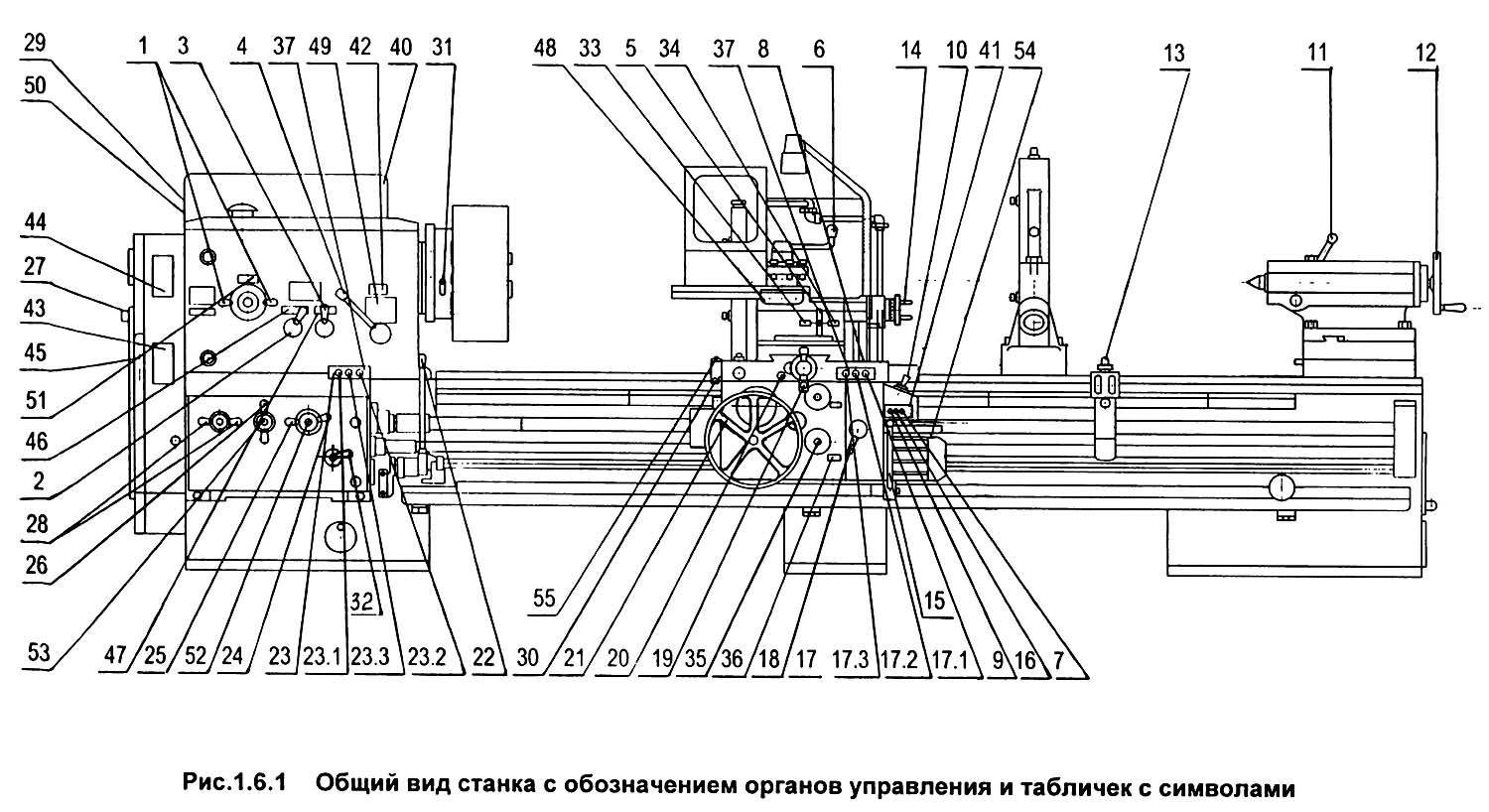
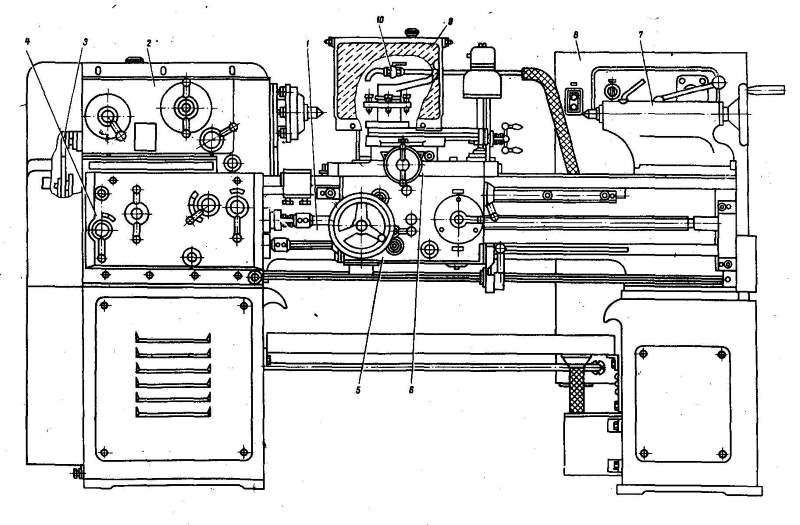
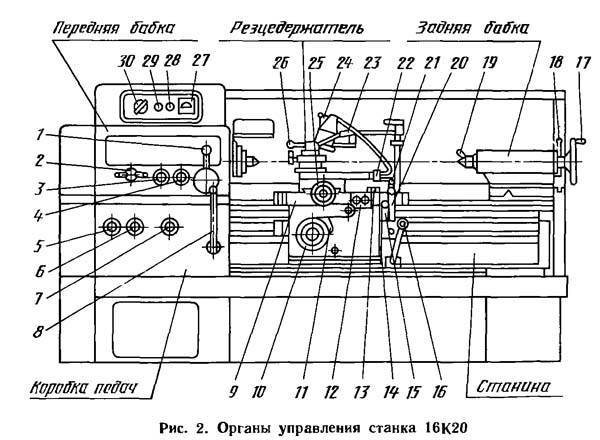
1Е61М Расположение основных узлов и органов управления станком
Расположение органов управления станком 1е61м
Перечень органов управления токарным станком 1Е61М
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
- Быстрый отвод резца от изделия
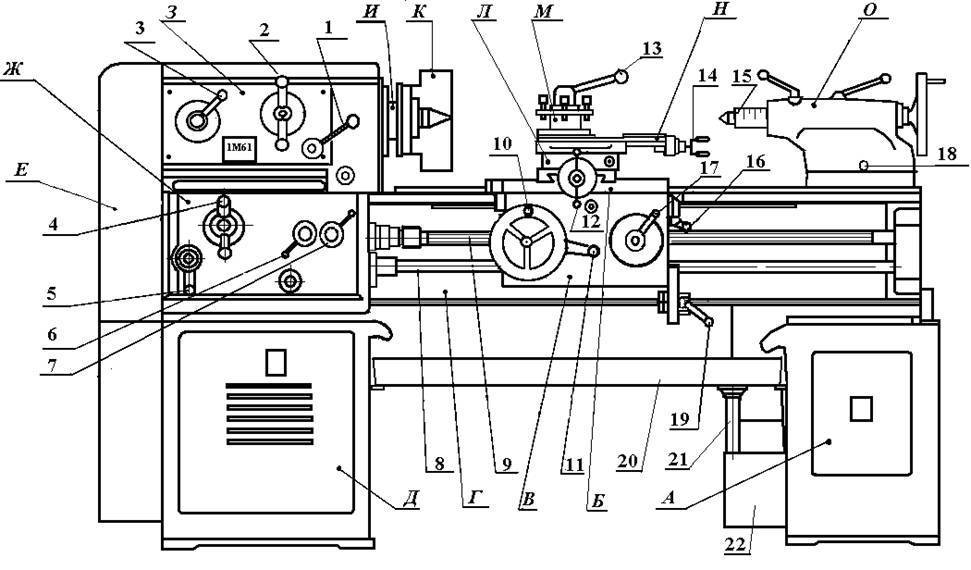
Основные узлы токарного станка и их назначение
Источником движений в станке является электродвигатель, который через коробку скоростей (редуктор) передает вращение на шпиндель, а от шпинделя через гитару сменных зубчатых колес и коробку подач вращение передается на ходовой винт м (при нарезке резьбы) или на ходовой вал Н (при других токарных операциях).
Торможение шпинделя осуществляется противотоком.
Короткие заготовки закрепляются в кулачковом патроне, а правый конец длинной заготовки поддерживается центром, расположенным в пиноли задней бабки.
Задняя бабка используется также для закрепления и подачи сверла и другого осевого инструмента.
Суппорт служит для осуществления перемещений закрепленного в резцедержателе резца в продольном и поперечном направлениях.
Механизм фартука преобразует вращательное движение ходового вала или ходового винта в поступательное движение суппорта.
Технические возможности
За счет внедрения в устройство более двадцати механизмов управления оператор машины имеет возможность решать множество задач:
- определять вращательный период шпинделя, устанавливать прямое и реверсивное движение узла со шпинделем,
- делать выбор требуемого вида резьбы,
- задействовать ходовой винт,
- в определенных ситуациях запускать и отключать муфту предохранения,
- приводить суппорт в движение,
- осуществлять регулирование настроек подачи,
- активирование реверсивного обращения винта, установка нужных параметров резьбы.

Электромотор машины способен исполнять работу в обратном режиме, а регулировка диапазона оборотов шпинделя осуществляется коробкой скоростей. Помимо этого, система управления токарной машиной дает возможность в нужное время производить подачу на узлы охлажденного вещества, делать сцепление и расцепление рейки, производящей резку. Также она может закреплять и изменять расположение головки резца, освещать участок работ винторезной машины. На станке имеется индикатор степени загруженности.
К прочтению: Схема и сборка контроллера для ЧПУ станка
Благодаря коробке подач оператор станка имеет возможность устанавливать требуемые параметры при изготовлении резьбы. В техническом описании к токарному станку даются сведения не только о размере изделий, но и о том, какая подача будет наилучшей для исполнения конкретной задачи.
Коробки переключения скоростей и передач
Коробка скоростей предназначается для избирания промежутка вращения шпинделя. Она включает 3 элемента:
- Электрический двигатель.
- Ряд зубчатых колес.
- Механизм передач.
Общее число скоростей для шпинделя – 24. Выбор 12 из них оператор станка делает прямо через муфту, а еще 12 – через шестерни перебора. Управляется станок мастером с использованием 3 рукояток для:
- переключения шестеренок;
- изменения вращательного хода винта (в процессе создания резьбы);
- запуска перебора и муфты.
Коробка передач передает движение от коробки скоростей в коробку подач и служит для настройки подач на вид нарезаемой резьбы.

4 Технические характеристики токарно-винторезного станка
Шпиндель располагает 24 ступенями вращения (в прямом и обратном направлениях) с частотой 12,5–1600 об/мин. Сечение сквозного отверстия в нем равняется 35 мм, что дает возможность пропускать через отверстие прутки диаметром до 32 мм. Конец шпинделя – 6К, внутренний конус – М5 (характеристики по ГОСТ 12593 и 13214 соответственно).
Пиноль задней бабки способна перемещаться на расстояние до 10 см. Наибольшая высота резца, который допускается монтировать в держатель, составляет 25 мм. Высота центров 1М61 – 17 см, максимальная длина обтачивания – 64 см. На станке можно работать с деталями длиной до 100 см.

Характеристики подач 1М61:
- продольные пределы – от 0,08 до 1,2 мм/об, поперечные – от 0,04 до 0,6;
- число метрических резьб – 13, дюймовых – 16, модульных – 10, питчевых – 16.
Суппорт имеет следующие характеристики:
- перемещение в поперечном направлении – до 20 см;
- перемещение в продольном направлении – до 60 см.

Резцовые салазки (то есть верхний суппорт) могут перемещаться на дистанцию до 12 см, а каретка суппорта передвигается продольно максимум на 60 см.
Основные технические характеристики токарного станка 1Е61
| Наименование параметра | 1Е61 | 1Е61М | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 | 320 | 320 |
| Высота центров, мм | 170 | 170 | 170 | 175 | 175 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 188 | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 750 | 710 | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 192 | 185 | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 170 | 170 | 175 | 175 |
| Шпиндель | |||||
| Диаметр отверстия в шпинделе, мм | 32,5 | 32,5 | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 32 | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 33..1500 | 35..1600 | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых и обратных скоростей шпинделя | 12 | 12 | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | М86 х 6 | М86 х 6 | М86 х 6 | 5К | 5К |
| Торможение шпинделя | есть | есть | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть | есть | есть |
| Суппорт. Подачи | |||||
| Наибольшая длина хода суппорта (каретки) — продольное перемещение от руки, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по валику, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по винту, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта от руки, мм | 250 | 200 | 200 | 230 | 230 |
| Наибольшее поперечное перемещение суппорта по валику, мм | 250 | 200 | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,2 | 0,2 | 0,1 | 0,1 |
| Продольное перемещение суппорта на один оборот лимба, мм | 28 | 28 | 28 | 24 | |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 6 | 3 | 3 | 5 | |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 130 | 140 | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение верхнего суппорта на один оборот лимба, мм | 3 | 3 | 3 | 3 | 3 |
| Количество подач продольных/ поперечных суппорта | 21 | 21 | 40 | ||
| Пределы подач продольных, мм | 0,04..6 | 0,04..1,99 | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,025..3,75 | 0,025..1,24 | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 22 | 35 | ||
| Количество нарезаемых резьб модульных, мм | 19 | 19 | 31 | ||
| Количество нарезаемых резьб дюймовых, мм | 15 | 15 | 26 | ||
| Пределы шагов метрических резьб нормальной точности, мм | 0,2..30 | 0,2..30 | 0,2..30 | 0,1..56 | 0,1..56 |
| Пределы шагов метрических резьб повышенной точности, мм | 0,35..12 | 0,35..12 | |||
| Пределы шагов модульных резьб нормальной точности, модуль | 1..7,5 | 1..7,5 | 1..7,5 | 0,1..28 | 0,1..28 |
| Пределы шагов модульных резьб повышенной точности, ниток/дюйм | 0,5..5 | 0,3..6 | |||
| Пределы шагов дюймовых резьб нормальной точности, ниток/дюйм | 1,2..30 | 4,0..30 | 4,0..30 | 3,0..30 | 3,0..60 |
| Пределы шагов дюймовых резьб повышенной точности, ниток/дюйм | 3..20 | 3..20 | |||
| Пределы шагов питчевых резьб нормальной точности, питчей | — | 8..60 | 8..60 | ||
| Пределы шагов питчевых резьб повышенной точности, ниток/дюйм | 5..20 | — | |||
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 |
| Выключающие упоры | есть | есть | есть | есть | есть |
| Задняя бабка | |||||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 1 | 0,05 | 0,05 | |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±20 | ±5 | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||||
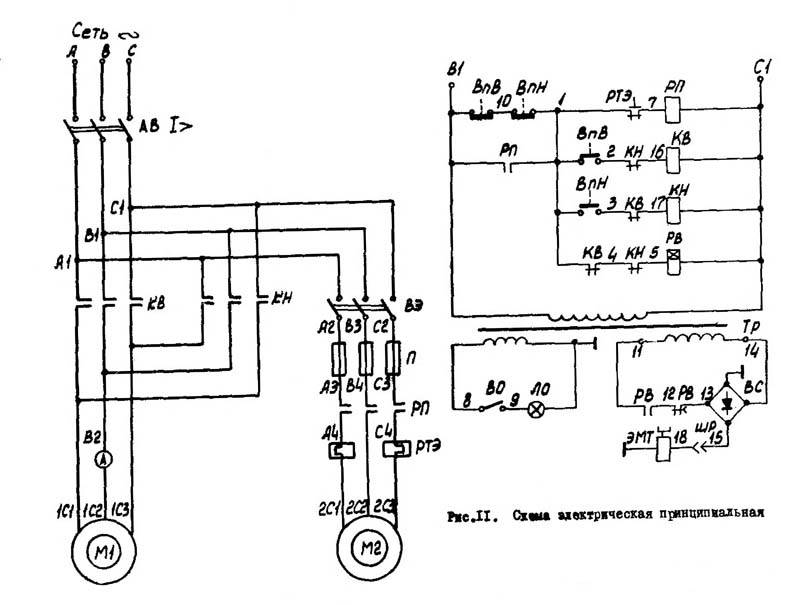
| Электрооборудование станка | |||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3,2 (1440) | 4,5 | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | нет | нет | 0,18 |
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2275 х 950 х 1590 | 2190 х 930 х 1500 | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1850 | 1650 | 1650 | 1670 | 1810 |
Назначение, функциональные возможности
ИТ-1М производился на Ивановском станкостроительном заводе в период с 1970 по 1995 год. Это широко распространенное во времена СССР оборудование, которое можно встретить на производстве и сегодня. Данный агрегат способен выполнять следующие технологические операции:
- обточка;
- расточка;
- сверление;
- торцевание;
- нарезание резьбы (питчевой, модульной, метрической дюймовой).
Станок способен выполнять токарные и винторезные работы в трех положениях — на патроне, в центра и на планшайбе. Он применяется для фрезерной обработки пазов, наружного и внутреннего шлифования, расточки корпусных конструкций. Формообразующих движений у станка два: первое — вращательное движение детали, второе — поступательное перемещение рабочего инструмента.
Общий вид ИТ-1М
Среди характерных особенностей модели ИТ-1М выделим:
- плоскую форму направляющих, выполненных из закаленной стали с отшлифованной поверхностью, что обеспечивает жесткость конструкции и минимальное трение при перемещении рабочих узлов;
- коробчатая форма станины с внутренними поперечными ребрами жесткости;
- наличие 12 режимом частоты вращения шпинделя, который размещен внутри передней бабки, что исключает возможность механических повреждений узла;
- регулируемые опоры — передняя установлена на двурядных роликовых подшипниках, задняя — на радиальных;
- наличие системы автоматической подачи охлаждающей жидкости и вспомогательного привода для плунжерного насоса;
- возможность регулировки поперечного положения задней бабки, что позволяет обтачивать конструкции с низким показателем конусности;
- станина оснащена посадочным гнездом под установку поддерживающего мостка, при комплектации станка которым можно обрабатывать детали диаметром вплоть до 550 мм.
ИТ-1М является облегченной моделью токарного оборудования, ориентированной на использование в передвижных мастерских. Вес данного агрегата составляет всего 1140 кг, он способен работать от генератора, подключенного к автомобильному двигателю. к меню

к меню
Особенности конструкции
Токарно-винторезный станок ИТ-1М состоит из следующих конструктивных узлов:
- Опорные тумбы.
- Коробка подач.
- Передняя бабка.
- Пульт управления электрооборудованием.
- Ограничитель патрона.
- Суппорт.
- Задняя бабка.
- Фартук.
- Несущая станина.
- Редуктор.
- Система подачи СОЖ.
- Шкаф с электрической оснасткой.
Схема станка ИТ-1М
Размеры агрегата составляют 216*150*96 см. Станок оснащен двумя независимыми электродвигателями: X14-22М — привод плунжерного насоса подачи СОЖ (мощность 120 Вт) и основной движок — 4АМ100S4, мощностью в 3000 Вт, выдающий до 1410 оборотов шпинделя в минуту.
Оба двигателя и вся электрическая оснастка способна работать от сетей 220 и 380В. Выбор рабочего напряжения выполняется посредством пакетно-кулачкового переключателя, смонтированного в пульте управления (№4). В пульте также расположены переключатели освещения рабочей зоны, насоса подачи СОЖ и включатель главного привода. Система охлаждения станка представлена патрубками подачи и плунжерным насосом, расположенным внутри резервуара с охладительной жидкостью. Сам резервуар находится в правой опорной тумбе.
Задняя бабка в ИТ-1М установлена на направляющие, по которым перемещается конструкция. После установки в нужное положения бабка фиксируется опорной гайкой. За перемещение пиноли отвечает маховик, на нем предусмотрена миллиметровая шкала для контроля уровня выдвижения пиноли.
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
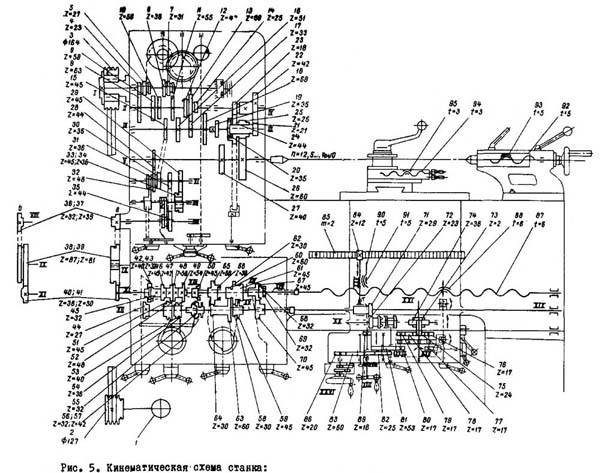
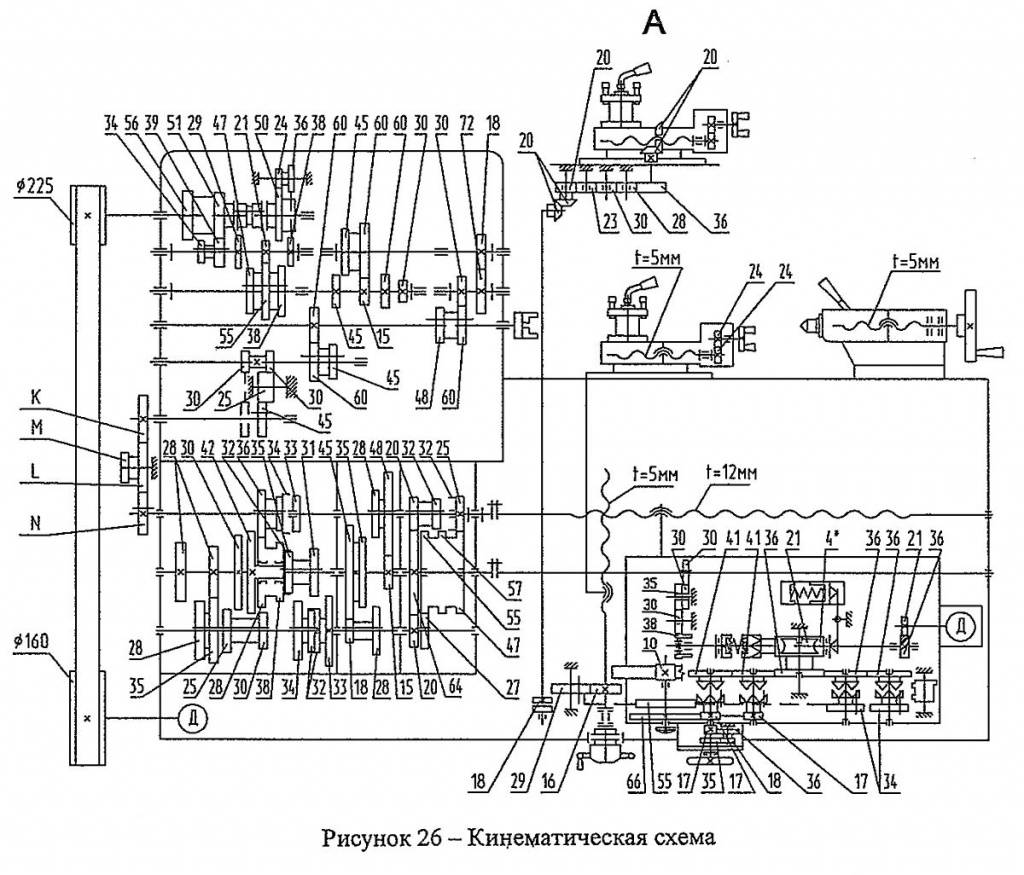
Кинематическая схема станка
Суппорт в данном механизме состоит из следующей частей:
- салазки (продольные и поперечные);
- каретка;
- резцедержатель поворотного типа.
Рабочее движение передается по цепи двигатель — коробка подач- ходовой вал — суппорт, при этом рукоять управляющего винта блокируется муфтой сразу после активации ходового вала, что не позволяет валу и винту находиться в активном состоянии одновременно. Это гарантирует безопасность оператора. к меню
3 Описание коробок подач и скоростей агрегата
Коробка подач дает возможность передвигать в продольном и поперечном направлении инструмент, который использует станок 1М61. Кроме того, она позволяет осуществлять выбор конкретных подач и нарезание резьбы. Подбор подач при этом производится по специальной табличке, приведенной в паспорте токарно-винторезного оборудования, в разделе, где указываются технические характеристики станка.

В таблице даются указания по:
- наладке сменных шестерен;
- требуемому положению рукоятки;
- выбору шага резьбы.
1М61 располагает коробкой скоростей. Она имеет собственный привод, который включает в себя набор зубчатых передач, клиноременную передачу и электрический реверсивный двигатель. Передача клиноременного вида соединяет рассматриваемую коробку и двигатель. Блоки шестерен переключаются специальной рукояткой. Через зубчатую муфту шпиндельная бабка получает 12 скоростей и еще столько же от шестерен.






