

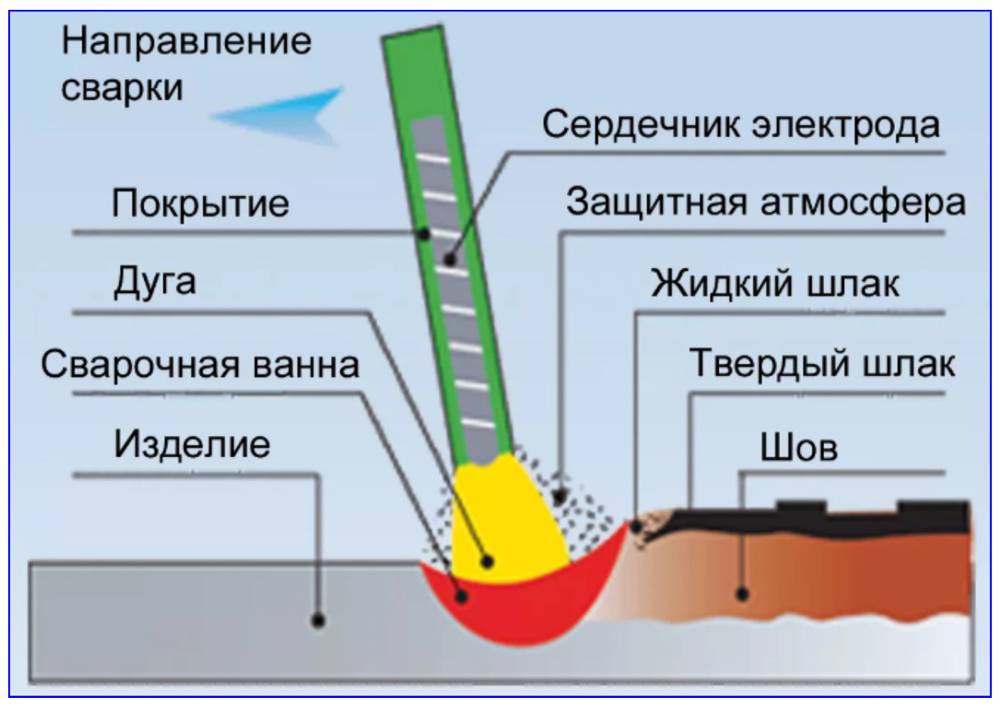
Марки аргона используемые при сварке
Государственный Стандарт 10157-79 определяет три марки аргона для использования при сварке:
- А — содержит 99.99% аргона, служит для работы с химически активными и редкими металлами, такими, как титан или цирконий, и для окончательной сварки особо важных конструкций.
- Б — содержит 99.96% аргона, используется для работы с алюминиевыми и магниевыми сплавами и другими материалами, подверженными воздействиям растворимых в металле газов.
- В — содержит 99.90% аргона, применяется для работы по нержавейке, легированным высокопрочным и жаростойким сталям, а также по алюминию в чистом виде.

Технические характеристики аргона для сварки
Весь аргон, выпускаемый промышленностью, сертифицируется по одной из трех марок.
Особенности процесса аргонодуговой сварки неплавящимся электродом.
Также необходимо отметить некоторые особенности способа аргонодуговой сварки неплавящимся электродом. Одной из главных, и часто решающей особенностью процесса, является тщательная подготовка поверхностей под сварку. Получить качественное соединение без подготовки поверхностей крайне затруднительно, особенно если дело касается алюминиевых сплавов.
Детали в месте соединения не должны содержать следов лакокрасочных и защитных покрытий, смазок, масел и других загрязнений способствующих формированию дефектов сварного шва. При необходимости, поверхности необходимо зачистить механическим способом.
При сварке алюминия, для получения должного качества, зачистка поверхностей, а также химическое травление металла является обязательной процедурой. Следует исключить попадания влаги на свариваемые детали. Перед сваркой детали необходимо обезжирить. Для обезжиривания поверхностей растворителями, рекомендуется применять безворсовые ткани и салфетки.
Самое общее правило, о котором следует помнить, для получения качественного сварного соединения: сварка в аргоне любит чистоту!.
Практические советы по работе с аргонодуговой сваркой.
В заключении, приведу несколько практических советов, которые могут быть полезны для получения наилучшего результата при выполнении сварки в аргоне:
- Добейтесь минимального зазора.
Для получения качественного стыкового сварного соединения, максимально плотно подгоните друг к другу кромки свариваемых деталей (особенно актуально при сварке тонколистового металла). Помните, минимальный зазор и точная сборка – половина положительного итогового результата!.
- Зафиксируйте свариваемые детали.
При проведении работ используйте необходимую сварочную оснастку, приспособления и инструмент
Важно зафиксировать детали перед сваркой так, чтобы зазор был постоянным на всей длине кромок
- Прихватите свариваемые детали.
После механической фиксации свариваемых деталей, применяйте сварку прихваточными швами. В процессе сварки изделие подвергается значительным тепловым нагрузкам, что естественно приводит к деформациям и критическому увеличению зазора между свариваемыми кромками.
- Подумайте об теплоотводе.
Сварочный процесс будет проходить гораздо эффективнее, если не будет перегрева деталей. Это поможет нормальному формированию шва и снизит количество прожогов.
- Сконцентрируйтесь на процессе.
Выбор режимов сварки имеет ключевое значение.
- Используйте аргон высокой частоты.
От качества аргона во многом зависит качество полученного сварного соединения.
- Подберите нужный расход защитного газа.
Помните о том, что важно подобрать правильный расход аргона при сварке. И в этом вопросе, больше расхода газа – не означает лучше
Высокий расход может привести к срыву дуги и чрезмерному давлению на сварочную ванну.
8. Используйте качественный вольфрам и присадочную проволоку.
Выбирайте вольфрамовый электрод исходя из марки свариваемого материала.
9. Выполняйте правильную заточку вольфрама.
Заточку электрода следует проводить вдоль его оси. При таком способе заточки, электроны в сварочной дуге будут более равномерно стекать с вольфрама и способствовать правильному формированию электрической дуги. Длина конуса заточки должна примерно соответствовать 2 – 3 диаметрам электрода.
- Не применяйте один и тот же электрод для сварки разных металлов.
При сварке алюминия на конце вольфрамового электрода образуется шарик. Возьмите за правило использовать разные электроды для сварки алюминия и стали, чтобы не выполнять повторную заточку электрода.
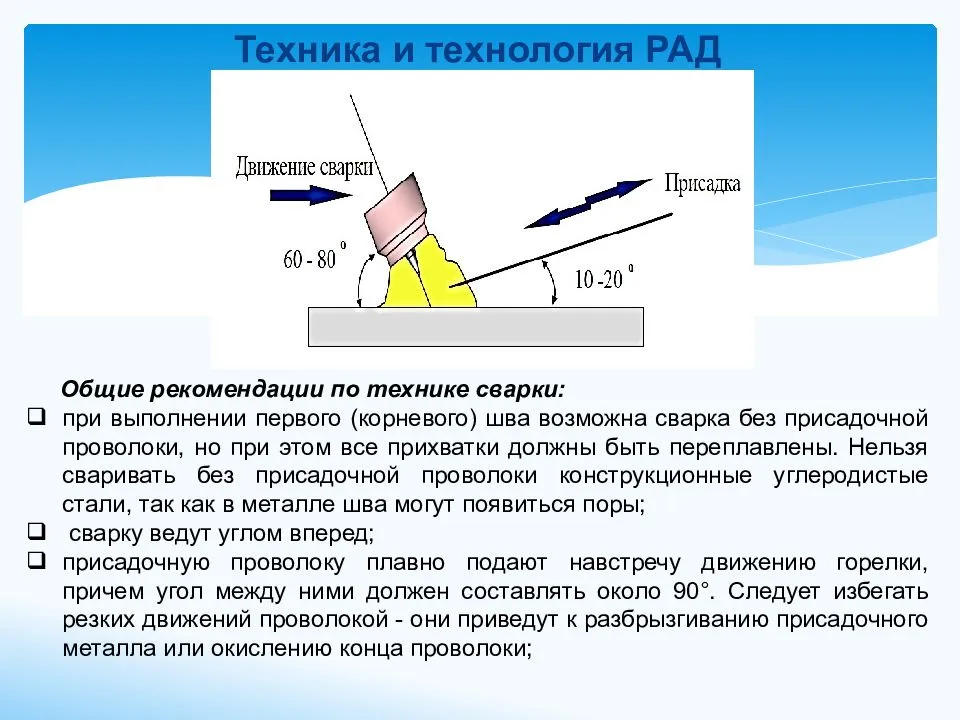
- Выбирайте правильное положение сварочной горелки и присадочной проволоки.
При ручной аргонодуговой сварке угол между электродом и проволокой должен составлять около 90º. Угол подачи проволоки относительно плоскости сварки – 20º. Технология автоматической сварки это предмет отдельной статьи.
- Регулярно практикуйтесь в сварке.
Чтобы получить сварочный шов хорошего качества, требуются соответствующие навыки и опыт. Сварщик должен регулярно практиковаться!. Качество сварного соединения регламентируется соответствующими стандартами, в которых подробно описаны требования к полученному шву.
- Применяйте сварочное оборудование от надежного производителя.
Опыт показывает, что получить положительный результат можно гораздо быстрее, если найти специалистов в своём деле!.
Если Вы не имеете достаточного опыта в автоматической или ручной дуговой сварке, Вы можете обратиться к специалистам нашей компаний.
Виды сварочного оборудования
Для сварки аргоном применяется несколько типов оборудования:
- Ручной процесс — сварщик держит горелку и присадочный материал.
- Полуавтоматический процесс — присадочный материал и газ подаются автоматически в горелку, которую мастер ведет вдоль шва вручную.
- Полностью механизированный процесс – в рабочей области человек отсутствует, подача присадочного материала и ведение горелки осуществляется оператором дистанционно.
- Роботизированный процесс — оператор только вводит программу, а система ЧПУ исполняет ее.
Это могут быть и разнородные металлы на производстве, и стык труб в домашней системе отопления.
Принцип работы
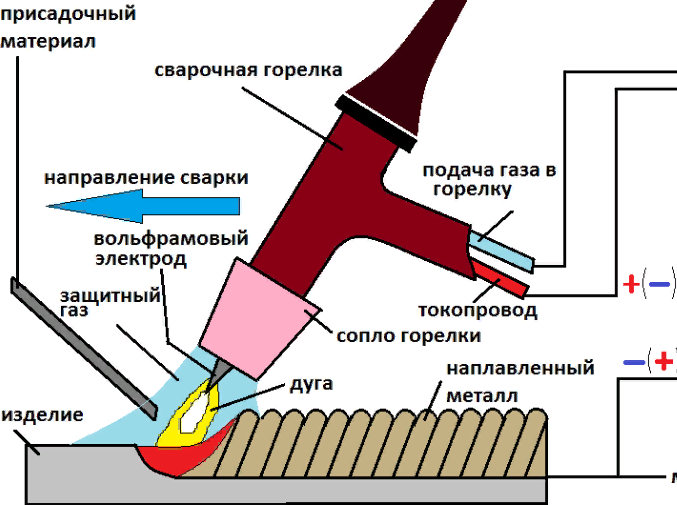
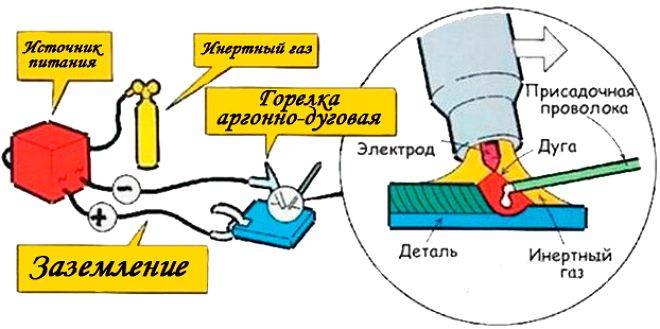
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
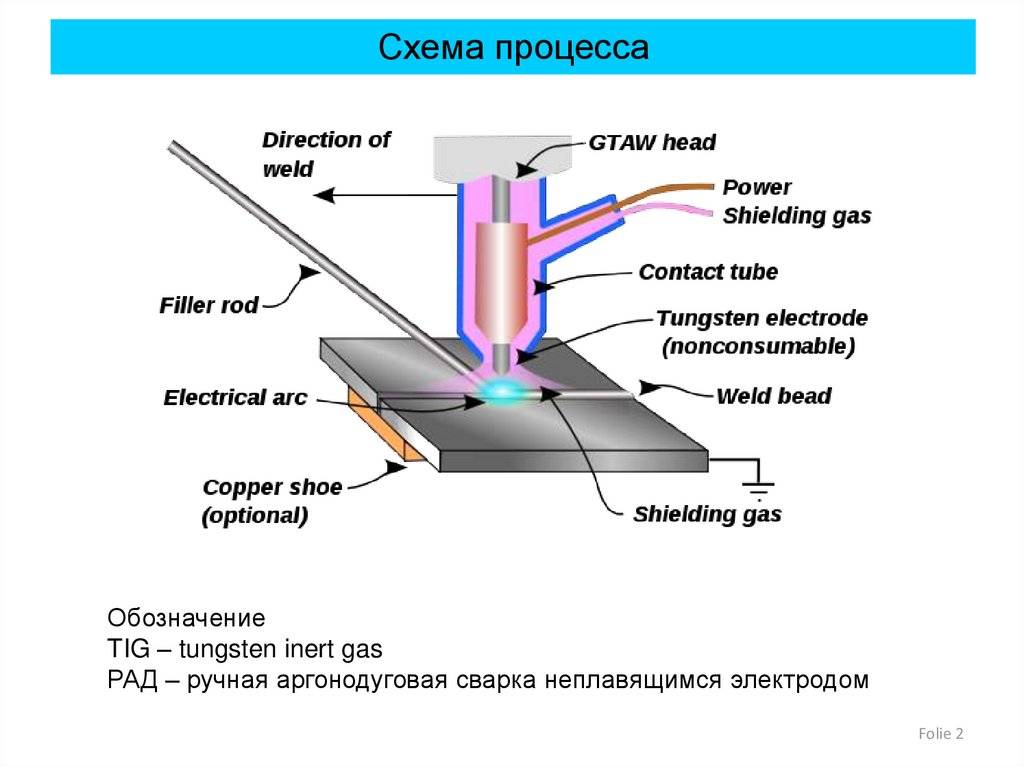
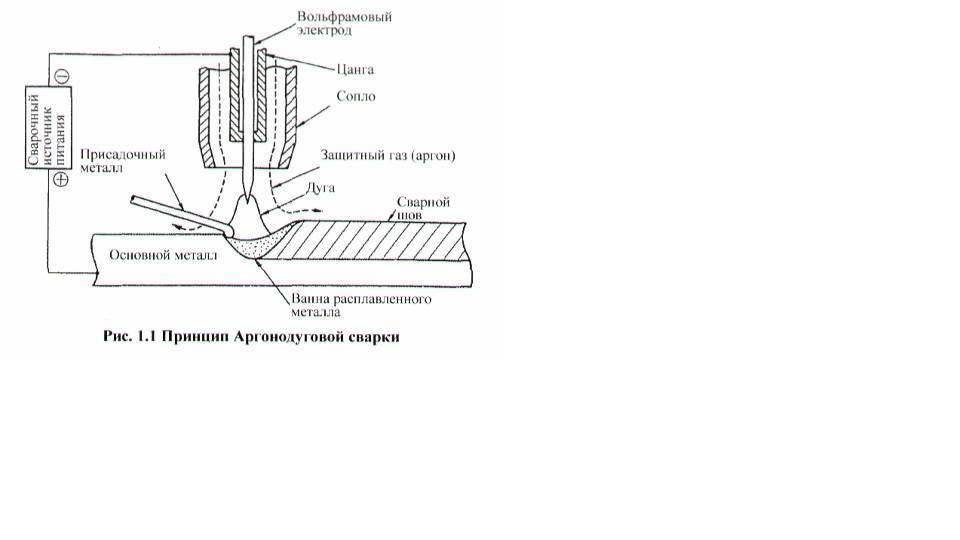
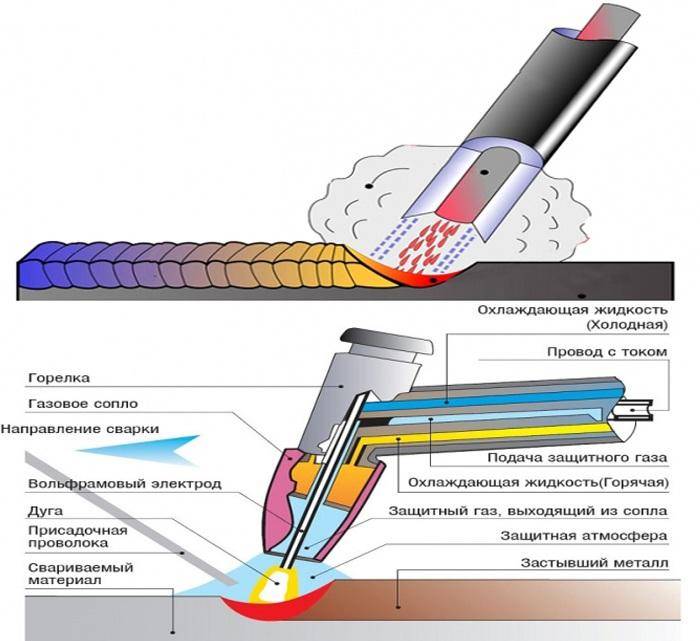
Аргонодуговая сварка (tig) неплавящимся электродом
Перед началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор. Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
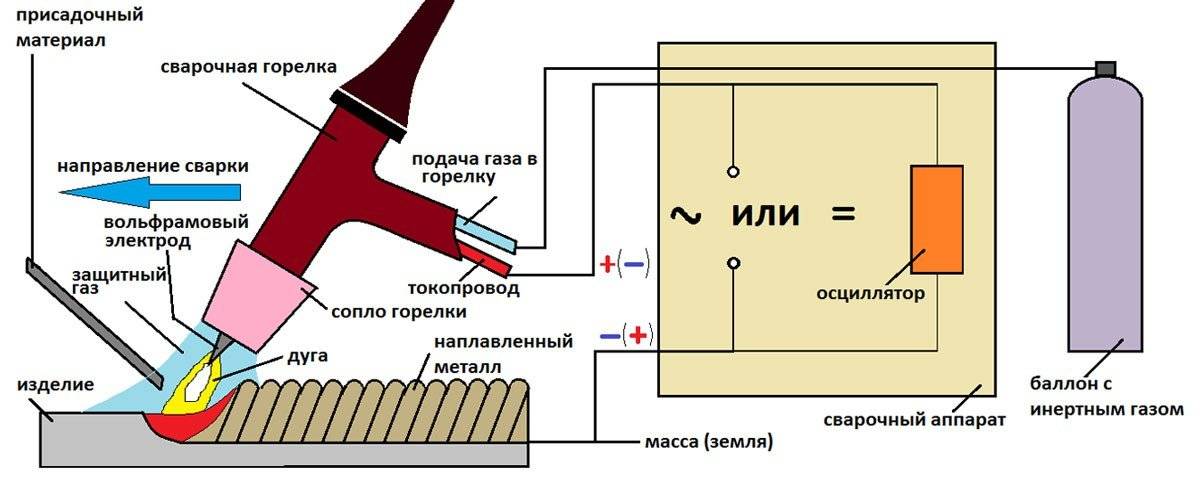



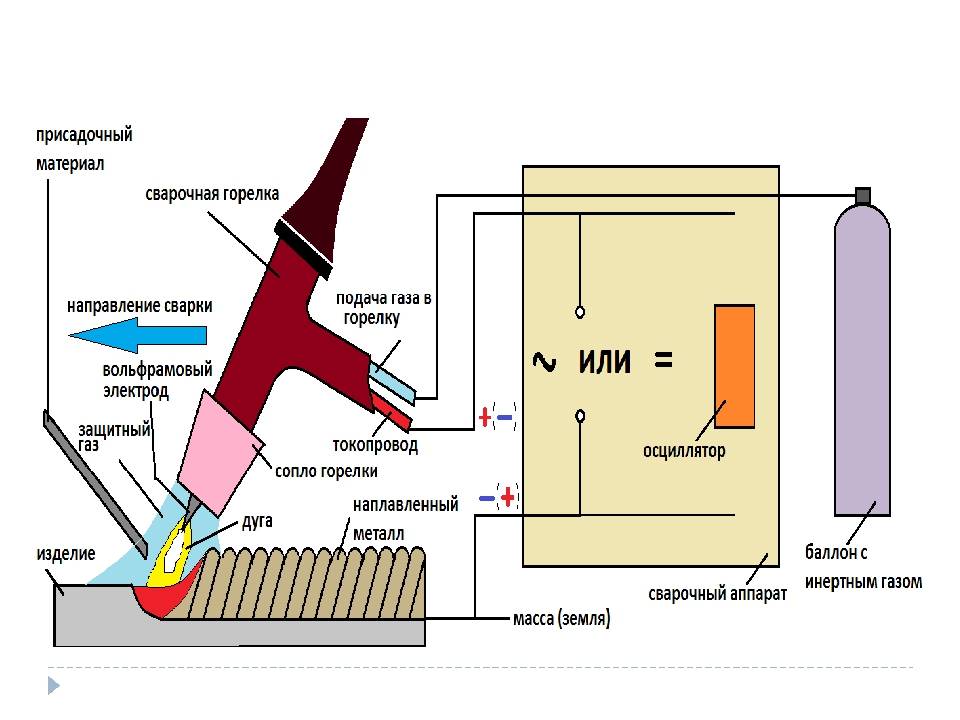


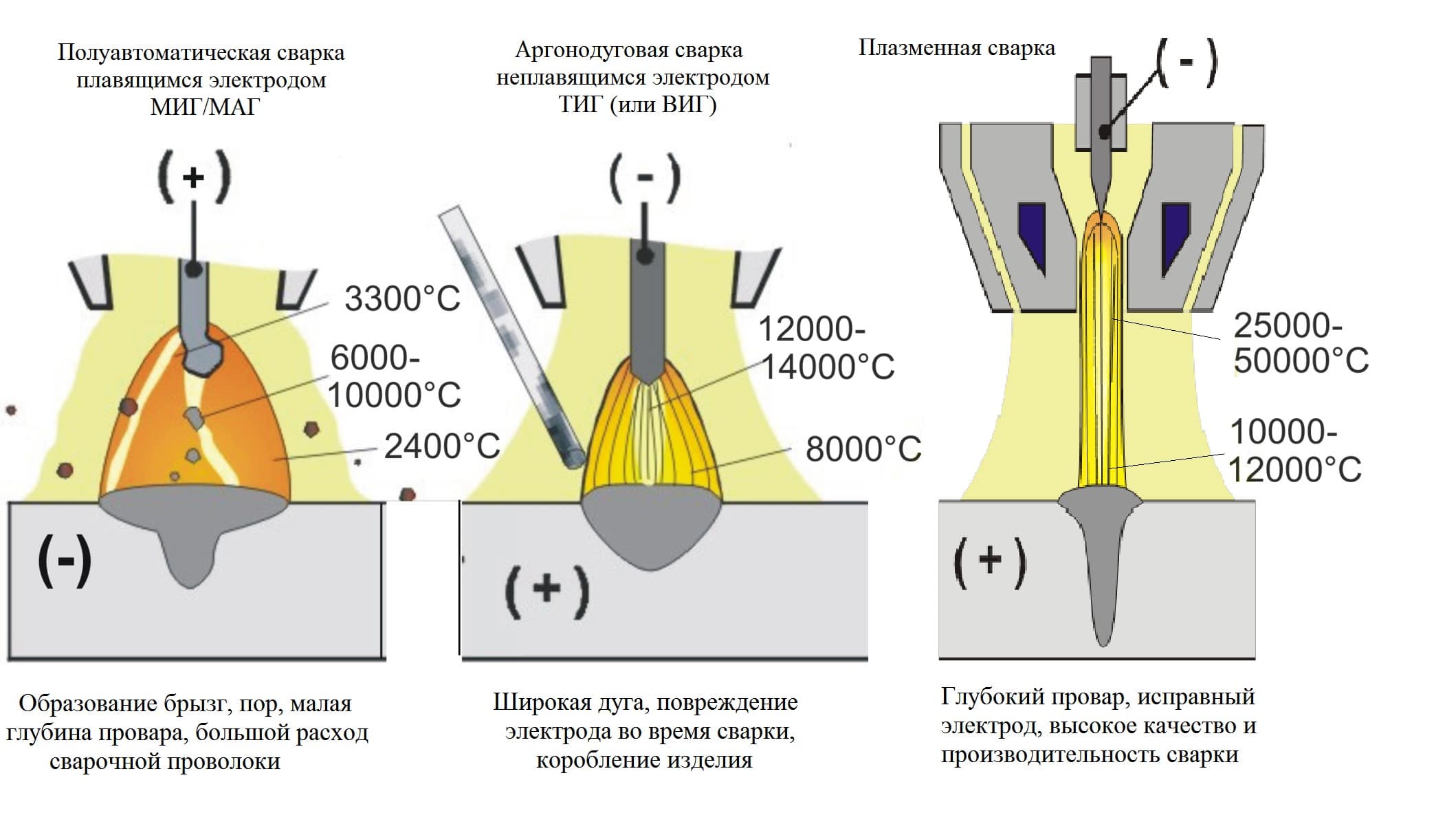
При использовании постоянного тока сварки, применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так потому, что при таком подключении, на детали, то есть «плюсе», выделяется до 70% тепла, а на электроде ― «минусе» всего 30%. Вследствие этого, металл детали плавится, а электрод меньше подвержен сгоранию. Исключением является сварка алюминия. В этом случае лучшие результаты получаются при сварке переменным током, так как при этом разрушается образование оксидной пленки. Что касается осциллятора, то при использовании переменного тока, после зажигания дуги, он переходит в режим стабилизации, подавая импульсы пробоя каждый раз, когда меняется полярность. Это обеспечивает стабильное горение электродуги.
Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
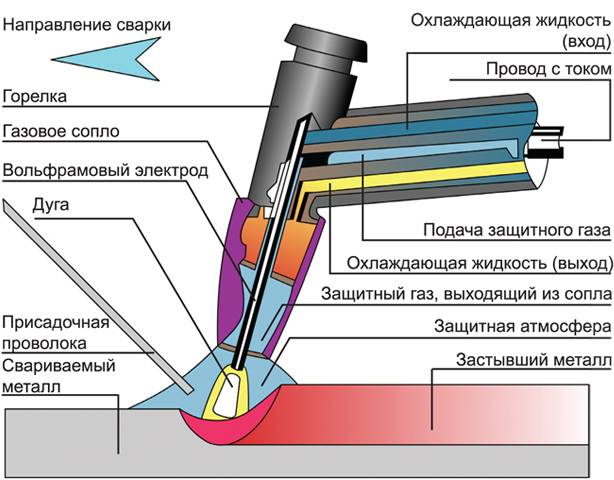
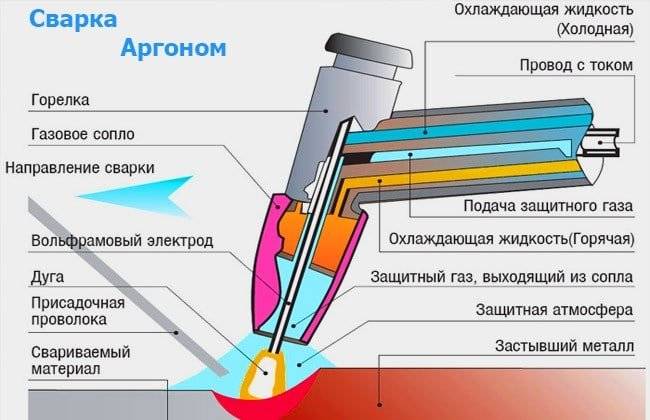
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
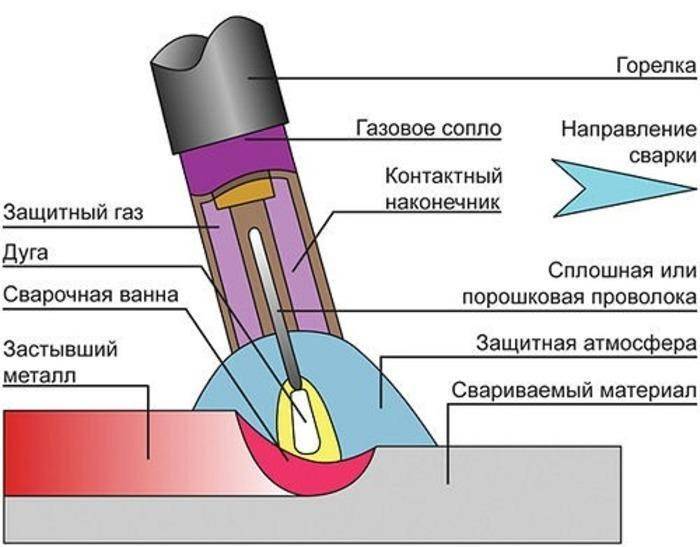
Аргонодуговая сварка плавящимся электродом
В этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.
Принцип работы сварочного оборудования
Аппаратный комплекс для сварки в среде аргона включает в себя:
- Сварочный аппарат — инвертор или полуавтомат, развивающий рабочее напряжение в 60-70 В. Возможно использование сварочного трансформатора или выпрямителя.
- Осциллятор — генератор импульсов напряжением 2-6 киловольт и частотой от 150 до 500 килогерц. Служит для розжига электиродуги и ее поддержания при работе переменным током.
- Устройство для подачи газа в рабочую область, включающее в себя баллон, редуктор и шланг, присоединяемый к горелке.
- Керамическая горелка.
- Неплавкий электрод и присадочный материал.
Процесс аргонодуговой сварки
Перед началом сварки проводится настройка параметров работы и зачистка деталей. В правую руку сварщик берет горелку, в левую — присадочную проволоку, не входящую в состав электрической цепи. За 15-20 сек до начала работы нужно подать газ к началу шва с помощью вентиля или кнопки подачи аргона.
Электрод подводят на расстояние около двух миллиметров к заготовкам, не касаясь металла. На электрод подается напряжение. Это удобно делать ножным коммутатором. Осциллятор выдает серию импульсов и осуществляет пробой газового промежутка, разжигая дугу.

Вольфрамовые электроды для сварки аргоном
Мастер плавно, без рывков и касаний электрода вводит проволоку в рабочую область, проволока плавится и заполняет пространство между соединяемыми заготовками, формируя материал шва. Одновременно нужно вести горелку по траектории шва и подавать присадочный материал. Ручная сварка требует отменной координации движений и хорошего глазомера.
Присадочные материалы для аргонодуговой сварки
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:
Из нержавейки – присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.
- Алюминия и сплавов – получаемый шов способен выдерживать воздействие высоких температур и других факторов не поддаваясь растрескиванию и сохраняя прочностные и другие характеристики.
- Меди и сплавов – такая присадка позволяет получить шов отличающийся вязкостью и текучестью, а также высокой электропроводностью, что незаменимо при обработке определенных цветных металлов.
- Никеля – присадочный пруток из никелевого сплава позволяет выполнять работы по наложению шва среди неоднородных материалов. Широкое применение присадочный пруток из никеля получил при сварке чугуна, тяжело поддающегося термической обработке. Получаемый шов отличается как прочностью, так и устойчивостью к окислениям.
Сварочная проволока для аргонодуговой сварки нержавеющей стали имеет свои особенности, учитываемые при работе с этим материалом
Особенно важно следить за тем, чтобы сварочная ванна не выходила за пределы защитного облака аргона
Химический состав для сваривания стали
Стальная сварочная присадка гарантирует хорошие механические свойства сварного шва. Основные марки проволочной присадки, используемые для сварки углеродистых сталей, показаны в таблице ниже:
| Маркировка присадочной проволоки | ||
| Защита: азот и гелий | Защита: CO2 | |
| 20ХГСА | Св-15ХМА, Св-18ХГСа | Св-08Г2С |
| 30ХГСА | Св-15ХМА, Св-18ХГСа | Св-10ГСМ, Св-10ГСМТ, Св-08Ч2СМА |
| 12ХМ | Св-08ХМ | Св-10ХГ2СМА |
| 15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ |
| 12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
| 15Х1МФ | Св-08ХМ | Св-08Х1М1ГСФ |
| 15Х5М, 15Х5, 15Х5ВФ | Св-10Х5М, Св-08Г2С | Св-08Г2С |
Согласно государственному стандарту, присадочные проволоки для сварки нержавейки и обычной стали подразделяются на:
- углеродистые, предназначенные для соединения изделий из низко и среднеуглеродистых сталей;
- легированные, для сваривания низколегированных и термостойких металлов;
- высоколегированные, использующиеся при работе с хромникелевыми, нержавеющими или другими легированными сортами сталей.
Присадочные материалы для нержавейки представляют собой хром или никельсодержащие стали.
Основными преимуществами специализированных сварочных присадок, предназначенных для соединения изделий из нержавеющей стали, являются:
- высокое качество сварного шва;
- однородность и отсутствие пор в соединении;
- коррозионная стойкость;
- минимальный коэффициент разбрызгивания металла;
- стабильное горение электрической дуги при работе.
При попытке рассчитать расход присадки на шов следует учитывать, что присадка для нержавеющей стали обладает увеличенным ресурсом.
Расходники, применяемые при работе с высоколегированными или нержавеющими сталями, подразделяются на два вида:
- порошковые;
- сплошные.
Метод сварки в среде аргона. Порошковые присадки позволяют вести сварочные работы без применения защитных газов. В простейшем случае порошковая присадка представляет собой полую трубку с флюсом внутри.
При работе, флюс и присадочные элементы образуют облако газа, способствующего качественной проварке шва. Подобные проволоки могут применяться в условиях недостаточного пространства, поскольку сварочный аппарат без баллона с газом может доставать даже до самых труднодоступных мест.
Сплошные проволоки – это обыкновенные присадки, предназначенные для проведения сварочных работ в среде защитных газов, например, Аргона или углекислоты.
Стоит отметить, что присадочные элементы, используемые для сварки нержавеющей стали, делятся на классы:
- нормальной точности;
- повышенной точности с маркировкой П.
Наиболее часто используемыми видами присадочных материалов для сварки изделий из нержавейки являются:
- Св06Х20Н11М3.
- Св01Х18Н10.
- Св01Х19Н9.
При расшифровке следует помнить, что:
- А обозначает азот;
- Б – ниобий;
- В – это вольфрам;
- Д – медь;
- М – молибден;
- С – это кремний;
- Т – титан;
- Х – хром;
- Н – никель;
- Ю – алюминий;
- Ф – ванадий;
- Ц – цирконий.
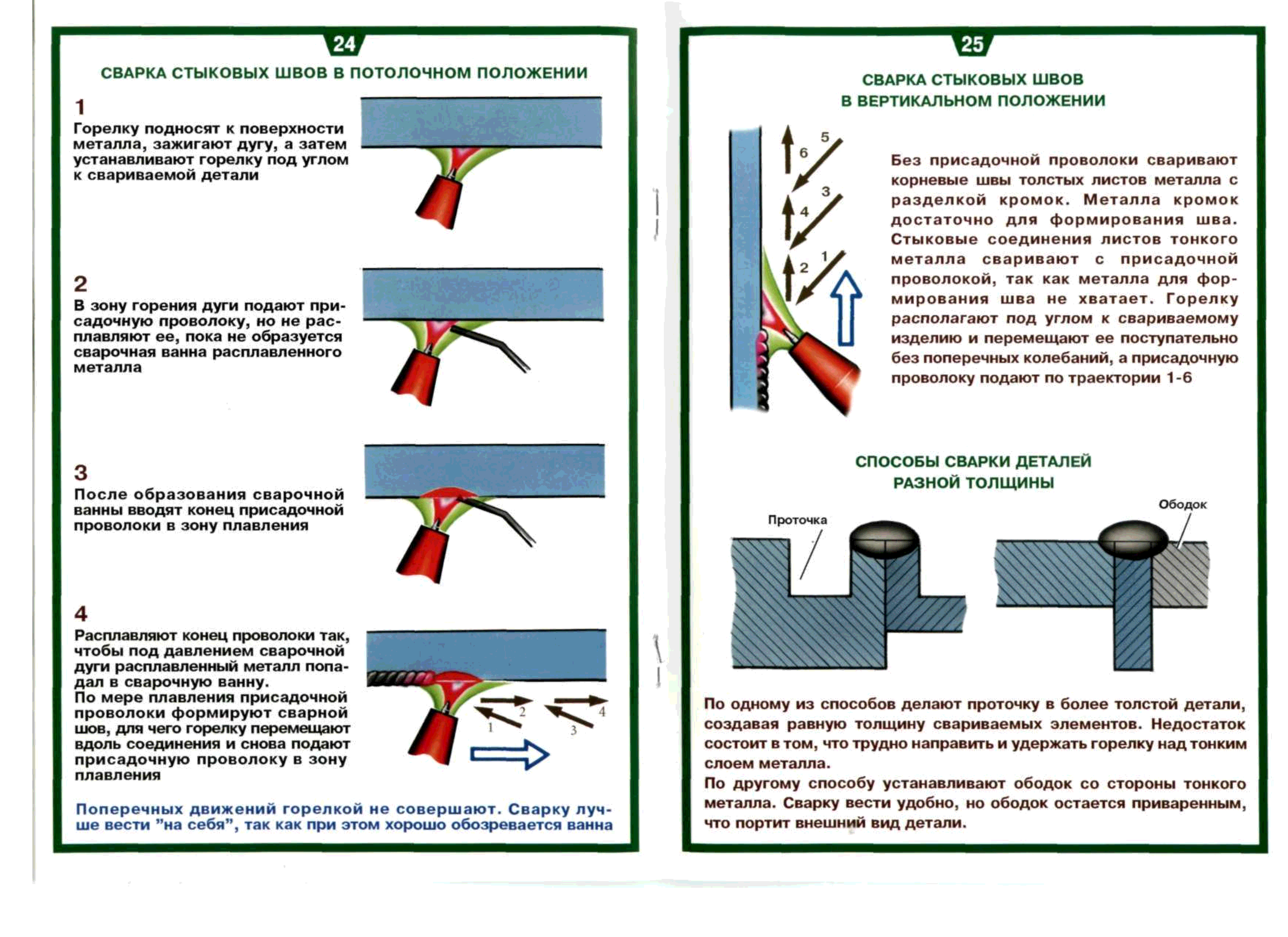
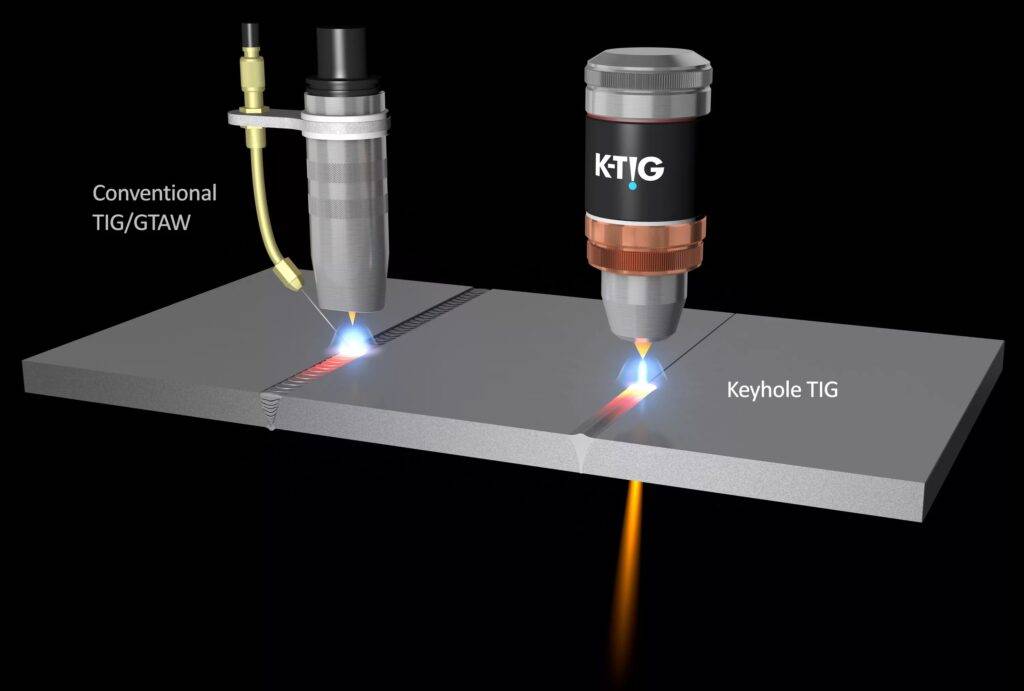
Техника сварки ТИГ
При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу.
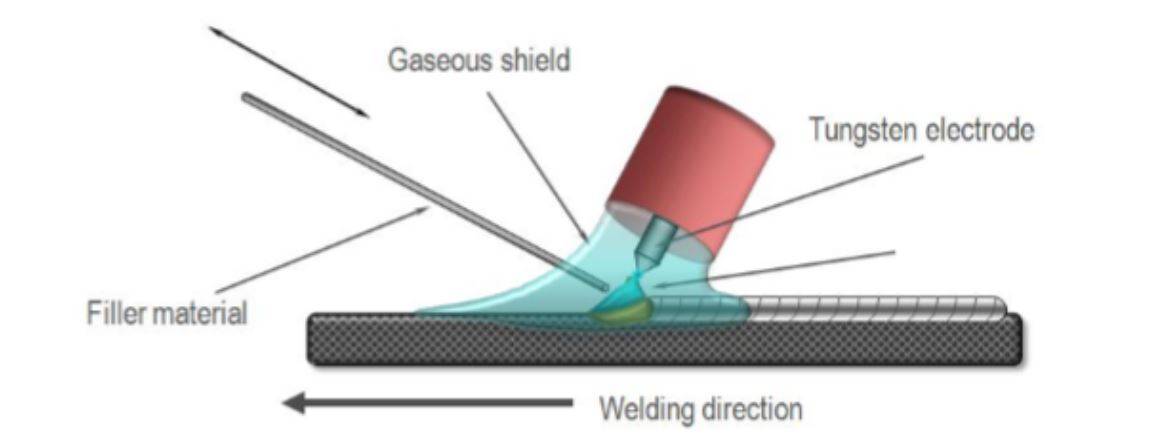

Сварка ТИГ выполняется “углом вперед” (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами
При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны
Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др.
Черные стали
К ним можно отнести не только углеродистые, но и низколегированные стали. Варятся они при помощи ММА, но действительно высокачественного прочного сварного соединения можно добиться только с TIG. Считается, что низкоуглеродистые стали свариваются проще всего. Тем не менее процессы, проходящие в околошовной области могут приводить к упрочнению излишне разогретых зон при обычной сварке,а при многослойной сварке могут появляться проблемы с охрупчиванием. У кипящей и полуспойкойной низкоуглеродистой стали наблюдается падение показателя ударной вязкости в околошовной зоне. Как известно, черные стали с содержанием углерода:
- до 0,25% относятся к хорошо свариваемым (ст.3, ст.10). Но в случае возникновения проблем, наподобие тех, что описаны выше, рекомендуется небольшой предварительны подогрев 150-200 градусов в электропечи СНОЛ.
- от 0,25 — 0,45% считаются трудносвариваемыми или ограниченно свариваемыми. Их нужно греть перед сварочными манипуляциями вольфрамовым электродом и обязательно термообрабатывать после. Если есть возможность провести полную термообработку, такую как отжиг или закалка+старение — это самый лучший вариант. Но если изделие уже готово, и в нем не допускаются какие-либо деформации, придется ограничиться низкотемпературным отпуском (или, как еще называют этот процесс, отдыхом).
- от 0,45% углерода и выше сталь не применяется для сварных конструкций, особенно, если она даже незначительно легирована. Но это для конструкций. Еслиизделие не будет нести каких-либо нагрузок, можно попытаться сварить и ст.55, только без резких температурных перепадов, с применением всех «металлургических» хитростей.
И наконец, мы добрались до сварочного прутка. Все вышеописанные случаи свариваются прутком Св.-08Г2С ГОСТ 2246-70 или его незначительными модификациями. Раскислители кремний и марганец в его составе положительно влияют на механические свойства шва, сдерживают развитие пористости шва, появление раковин, уменьшают разбрызгивание и т.д. Пруток используется для сварки изделий или конструкций ответственного назначения, таких как сосуды, трубопроводы высокого давления, нагруженные узлы и детали. Импортный аналог Св.-08Г2С: омедненный сварочный пруток ER 70S-6. Микронное покрытие меди — это, конечно, большой плюс, так как медь защищает стальной стержень от питтинговой коррозии и окисления — эти процессы активно проходят в складских условиях хранения. Пруток ER 70S-6 не нужно зачищать перед сваркой наждаком, опасаясь, что грязь на его поверхности проявится в виде дефектов в сварном шве.
Механические показатели метала в шве при использовании ER 70S-6:
- Предел текучести 525 МПа;
- Предел прочности 595 Мпа;
- Удлинение 26%;
- КV – 30°С 70 Дж.
К меню
Технология сварки аргоном
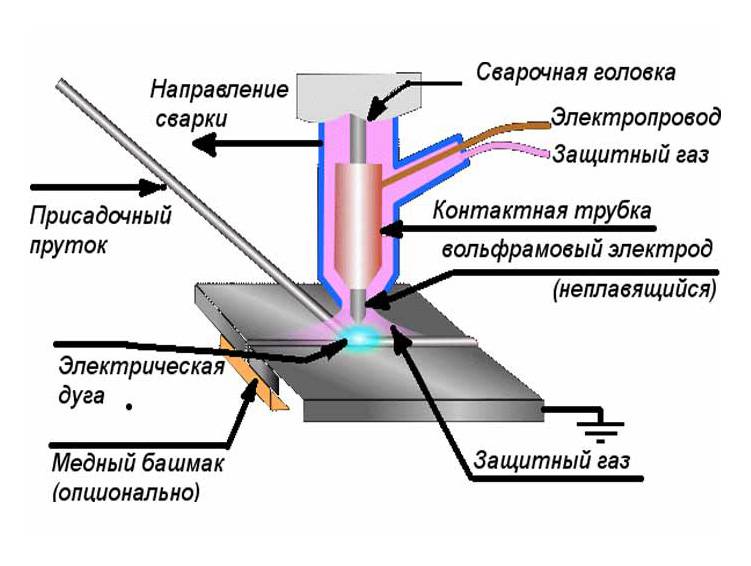
Суть технологии сварки аргоном заключается в создании дуги между изделием и графитовым стержнем, и удержание её в процессе работы. Тут важную роль играет неплавящийся электрод. Вольфрамовый электрод представляет собой стержень не большой длины, установленный в сварочную горелку. Небольшой конец вольфрамового стержня выступает за пределы сопла горелки. Аргон подаётся через сопло горелки в зону сварки.
Зажигание дуги производится не так как в ручной дуговой сварке плавящимся электродом. Касаться электродом изделия, для замыкания дуги запрещено. Это может испортить электрод. Зажигание происходит на расстоянии от свариваемого металла. Нажатием на кнопку расположенную на горелки произойдёт загорание дуги. Этот процесс выполняет осциллятор, задача которого состоит в зажигании дуги и поддержании стабильного горения дуги. Вместе с нажатием на кнопку в зону сварки подаётся защитный газ.
В зажженную дугу подаётся присадочный материал. Подача осуществляется плавно, свободной рукой, без резких движений. Движение при сварке – продольное. Наклон горелки должен быть в сторону формирующегося шва. Таким образом, шов полностью закрывается защитным газом. Не стоит растягивать дугу, иначе это может привести к ухудшению качества соединения. Не стоит резко начинать сварку после зажигания дуги. Должно пройти примерно 1-1,5 секунд, для того что бы пошёл газ. Точно также не стоит резко обрывать сварку.
Режимы сварки TIG
При выборе режимов сварки TIG, первым делом следует учитывать метал который предстоит варить. От этого будет зависеть не только полярность, а и род тока. Так при сварке углеродистых, высоколегированных сталей, а также цветные металлы, варят на постоянном токе прямой полярности. Алюминий является исключением. Алюминий обычно варят на переменном токе. На переменном токе происходит эффективное разрушение оксидной плёнки. Хотя на постоянном токе с обратной полярностью алюминий тоже можно варить.
В таблице ниже приведены основные режимы аргонодуговой сварки углеродистых сталей:
| Толщина свариваемого металла, мм | Род тока | Ток сварки, А | Напряжение, В | Диаметр электрода и присадочной проволоки, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1,0 | Постоянный ток прямой полярности | 30-60 | 11-15 | 2/1,6 | 12-28 | 2,5-3,0 |
| 1,0 | Переменный ток | 35-75 | 12-16 | 2/1,6 | 15-33 | 2,5-3,0 |
| 1,5 | Постоянный ток прямой полярности | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Переменный ток | 45-85 | 12-16 | 2/1,6 | 14-23 | 2,5-3,0 |
| 4,0 | Постоянный ток прямой полярности | 85-130 | 12-15 | 4/2,5 | — | 10,0 |
Основные режимы сварки алюминия и его сплавов на переменном токе приведены в таблице ниже:
| Толщина свариваемого металла, мм | Диаметр электрода и присадочной проволоки, мм | Ток сварки, А |
| 1-2 | 2/1,6 | 50-70 |
| 4-6 | 3/2,5 | 100-130 |
| 6-10 | 5/3,5 | 220-300 |
| 11-15 | 6/4 | 280-360 |
Во время сварки, особенно алюминия, необходимо соблюдать основные правила:
- Электрод и присадка располагаются перпендикулярно по отношению к материалу;
- Следует избегать колебания электрода в поперечной плоскости;
- Длина дуги – от 1,5 до 2,5 миллиметра;
- Сварка выполняется справа налево.
Оборудование для сварка металла аргоном
Аппараты для сварки металла аргоном могут идти в цельном блоке, так из отдельных блоков. Но как бы то ни было, у всех у них один и тот же принцип работы. Состоит оборудование для аргонодуговой сварки из:
- Источник сварочного тока. Может быть постоянным, переменным или комбинированным. Последнее время все аппараты поддерживают выбор рода тока;
- Осциллятор. Как уже выше говорилось: поджигает дугу, а при переменном токе поддерживает стабильное горение;
- Установка для управления сварочным процессом. Позволяет регулировать параметры сварки;
- Горелка с рукавом. Предназначена для держания графитового электрода и подача аргона в зону сварки;
- Приспособление для подачи аргона в аппарат, и дальнейшее поступление его через рукава к горелке.
Преимущество сварки стали аргоном
Аргонодуговая сварка стали имеет массу преимуществ. Вот самые основные:
- Сварка тонколистового металла любого состава;
- Выполнение сварки цветных металлов и их сплавов;
- Сварка титана и его сплавов;
- Качественный шов.
Недостатки аргонодуговой сварки металлов
К недостаткам следует отнести:
- Низкая скорость сварки;
- Высокая стоимость аргона.
Несмотря на это всё, аргонодуговая сварка стали на сегодняшний день занимает высокую популярность. Видь с её помощью можно сварить абсолютно любой металл, даже в домашних условиях. А аргон надёжно защитит сварной шов от всех внешних неблагоприятных факторов.
Преимущества и недостатки
К очевидным преимуществам метода относят:
- Высококачественный и прочный шов
- Малая степень нагрева заготовок позволяет сваривать без деформаций конструкции сложной формы.
- Возможность сваривать химически активные в нагретом состоянии материалы, которые бывает затруднительно или невозможно соединить другими способами.
- Повышение скорости работы благодаря высокой температуре дуги.
Кроме перечисленных достоинств, у метода есть и недостатки:
- Сложность аппаратного комплекса и его настройки
- Высокие требования к квалификации и навыкам сварщика
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Аргонодуговая сварка дает возможность делать прочные и долговечные швы, отличающиеся высокой равномерностью проплавки свариваемых заготовок. Она позволяет сваривать как тонкостенные, так и толстостенные конструкции из цветных металлов в разных их комбинациях.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя аргонодуговую сварку плавящимся электродом, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Преимущества и недостатки метода
К основным преимуществам относятся:
- Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
- Возможность сваривания разных металлов.
- Высокое качество шва.
- Невысокий нагрев деталей, что исключает их деформацию.
- Работа с металлами, плохо поддающимися сварке.
- Возможность работы с конструкциями разных габаритов.
- Пожаробезопасность.
- Отсутствие отходов.
- Изоляция от влияния внешней среды.
- Стабильность электрической дуги.
- Универсальность.
- Возможность работы с тонкими металлическими листами.
- Небольшая зона нагрева изделия.
- Обучение, что такое сварка ТИГ, не представляет трудности.
- Защита поверхности от оксидной пленки.
- Отсутствие необходимости дополнительной обработки после сваривания.
- Хороший контроль за состоянием сварочной ванны.
- Возможность делать наплавку при восстановительных и реставрационных работах.
- Возможность применения прямой и обратной полярностями.
- Компактность инвертора с этой функцией.
- Различные режимы ТИГ сварки.
Недостатки метода:
- Невысокая производительность.
- Небольшая скорость процесса.
- Высокая стоимость применяемого оборудования.
- Наличие профессиональных навыков.
- Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
- Необходимость предварительной подготовки поверхностей.
- Затрудненность работы в труднодоступных местах.
При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.
Сварочный источник питания
Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются:
– сварочные трансформаторы – при сварке на переменном токе;
– сварочные выпрямители и генераторы – при сварке на постоянном токе;
– универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током.
Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику (Источники питания для дуговой сварки). Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика.
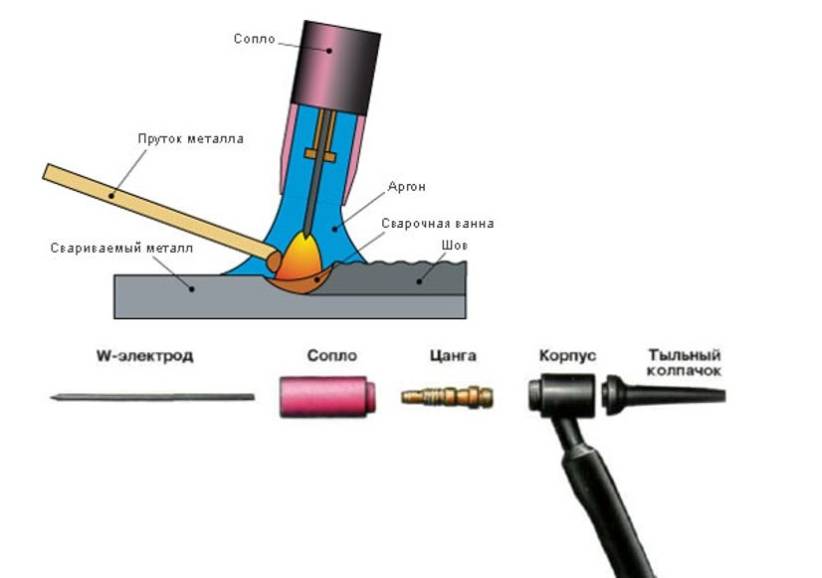
Сварочная горелка
Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками.
Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки.

Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву.
Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа.
Обычное сопло (слева) и сопло с газовой линзой (справа)
Форма потока защитного газа от обычного сопла
Форма потока защитного газа от сопла с газовой линзой
Как выбрать присадочный материал
Для аргонодуговой сварки неплавящимся электродом используют присадочные прутки и проволоки без флюсовых оболочек, так как роль защиты сварочной ванны играет инертный газ. При этом материал может включать щелочные, щелочноземельные и цветные металлы для снижения пористости шва, сдерживания разбрызгивания, защиты прутков от коррозии и др. Широкое распространение получили такие модели присадок:
- Св.-08Г2С – стальной пруток с содержанием кремния и марганца, используется для сварки низко- и среднеуглеродистых сталей, в том числе для конструкций, работающих под нагрузкой;
- ER 70S-6 – импортный омедненный пруток для сталей с любым содержанием углерода, не требует зачистки перед подачей в сварочную ванну;
- ER-308 (и его отечественные аналоги: СВ-06Х19Н9Т, СВ-01Х19Н9, СВ-04Х19Н9) – стойкий к химическим средам пруток для сварки нержавеющих сталей, предотвращает развитие межкристалльной коррозии, включает кремний и марганец;
- ER-316 и Св-04Х19Н11М3 – прутки для сварки хром-никель-молибденовых сталей с высоким пределом текучести и низким показателем относительного удлинения.
Толщина присадочного материала зависит от толщины свариваемых заготовок, способа обработки их кромок и выбранной силы тока.

Примерная стоимость проволоки для сварки ER 70S-6 на Яндекс.маркет
Для сваривания листовой стали толщиной менее 1 мм используются 1,0-миллиметровые прутки, заготовкам толщиной 1,0-2,5 мм соответствуют прутки диаметром 1,6 мм, скорость их подачи составляет 0,3 м/мин. Толстолистовые заготовки сваривают с использованием прутков диаметром 2,0-4,0 мм.
Применение
TIG сварка широко используется ввиду высокой температуры горения дуги. Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти преимущества TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой промышленности;
- изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
Заточка электродов
Главным элементом в сварке является вольфрамовый электрод. За электродами для ТИГ сварки необходим постоянный уход. Он заключается в регулярной заточке его кончика. Это обеспечивает хороший сварочный шов.
Существует правило — при сварке с постоянным током кончик электрода затачивают конусообразно, а с переменным током — сферически. Длину конуса можно вычислить, удвоив значение диаметра электрода. Для устойчивости конец конуса следует слегка притупить.
Значения углов заточки электродов для TIG сварки:
- при небольшой величине тока — 10-20°;
- среднем — 20-30°;
- для тока большой величины — 60-120°.
Если угол заточки менее 20°, то сокращаются возможности электрода, а при угле более 90° горение дуги может утратить устойчивость. На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
Чтобы сделать их минимальными, TIG электроды надо затачивать вдоль. Точение происходит с помощью болгарки, мелкозернистым абразивным кругом, наждаком, вращая электрод в руке. Чтобы сделать заточку равномерной, стержень закрепляют в шуруповерте или электродрели. При этом надо устанавливать небольшие значения оборотов вращения. Для защиты от пыли следует надевать маску.





