

Альтернативные способы получения квадратных отверстий
Недостатком свёрл Уаттса считается наличие радиусных дуг в углах квадрата, что не всегда приемлемо. Кроме того, свёрла для квадратных отверстий, изготовленные с использованием треугольника Рело, не могут вести обработку заготовок большой толщины. В таких случаях можно использовать электроэрозионные/лазерные технологии, а также – что проще – применить сварку или штамповку.
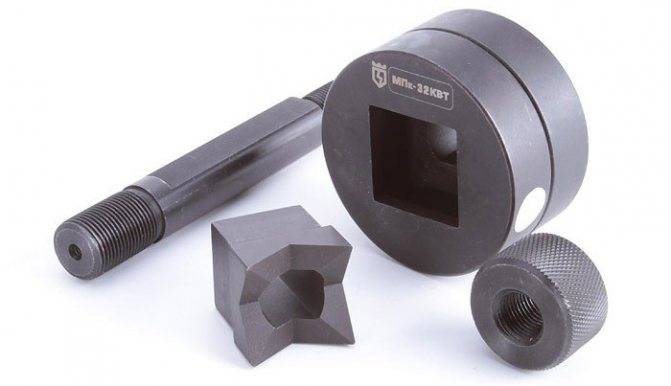
Комплекты пробойников для квадратных отверстий выпускаются в ассортименте поперечных размеров до 70×70 мм в металле толщиной до 12…16 мм. В комплект входят:
- Пуансонодержатель под пробойник.
- Направляющая втулка.
- Кольцевой ограничитель хода.
- Матрица.
Для силового воздействия на пробойник можно использовать гидравлический домкрат. Пробитое отверстие выгодно отличается чистотой полученных кромок, а также отсутствием заусенцев. Подобный инструмент производится, в частности, торговой маркой Veritas (Канада).
При наличии в домашнем хозяйстве сварочного инвертора квадратное отверстие в стальной детали можно прожечь. С этой целью в заготовке предварительно сверлится (с запасом) круглое отверстие, затем туда вставляется требуемых размеров квадрат из графита марок ЭЭГ или МПГ, после чего обваривается по контуру. Графит извлекается, а в изделии остаётся квадратное отверстие. Его, при необходимости, можно зачистить и прошлифовать.
Бензопилы. Рейтинг лучших
Сварочный рукав для полуавтомата. Устройство и цена
Сверление крупного отверстия в стекле
Сверло делается из кусочка алюминиевой, дюралевой либо медной трубки длиной 40-60 мм. С 1-го окончания в нее забивают древесную пробку на глубину 20-25 миллиметра, а на ином конце выпиливают трехгранным напильником зубцы. В пробку завинчивают маленький шуруп толщиной 4-5 мм так, дабы гладкая его часть выступала на 10-15 мм. Головку отпиливают. К стеклу приклеивают с обеих сторон по бумажной шайбе с отверстием, равным просверливаемому диаметру. Стекло кладут на кусочек резины. На пространство сверления насыпают чуть абразивного порошка. Затем вставляют выступающий из пробки концовка шурупа в ручную дрель, смазывают зубцы скипидаром и после чего приступают сверлить. Когда трубка углубится в стекло не менее чем на 1/3 его толщины, стекло переворачивают и кончают сверление с второй стороны.
Классификация сверл для квадратных проемов
Название «квадратное сверло» происходит от того, какую форму отверстия насадка способна просверлить. Внешне такие сверла имеют вид треугольника (наконечник), но с их помощью удается получать проемы квадратной формы. Классифицируются рассматриваемые насадки по ряду следующих признаков:
- Тип рабочего материала — это может быть древесина, металл или пластик
- Материал, из которого изготовлена насадка. В зависимости от того, в каком материале необходимо получить квадратный проем, насадки изготавливаются из легированной, углеродистой или быстрорежущей стали
- Тип производства насадок — они бывают двух видов: цельные и составного типа. Составные насадки имеют шарнирный (карданный) хвостовик, посредством которого снижается нагрузка на патрон инструмента. Сегодня карданные насадки встречаются крайне редко
- Форма хвостовика — в зависимости от этого параметра можно использовать насадки на дрелях, сверлильных станках и прочих видах оборудования. Сверла Уаттса выпускаются с цилиндрическим, коническим и шестигранным хвостовиком. Фрезы с коническими хвостовиками устанавливаются напрямую в патрон сверлильного станка, а цилиндрические и шестигранные насадки требуют применения специального патрона для закрепления
- Длина сверла — они бывают длинные, средние и укороченные
- Класс точности — нормальный и повышенный
- Диаметр — зависит от того, какой размер квадрата необходимо получить в итоге
- Длина рабочей части — еще один важный параметр, который отвечает за возможность сверления соответствующих отверстий с разной степенью углубленности
- Конструкция — фрезы для квадратных отверстий бывают с накладной рамкой, а также переходником или без него
Квадратные сверла отечественного производства выпускаются с соблюдением стандартов ГОСТ 886-77, ГОСТ 4010-77 и ГОСТ 10902-77. Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку
Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот
Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
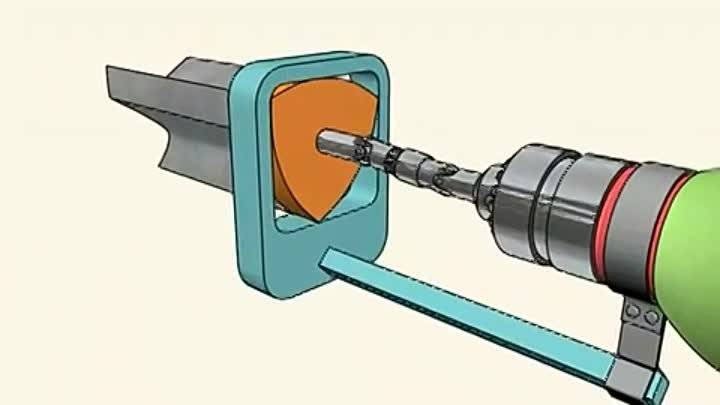
Устройство и принцип работы
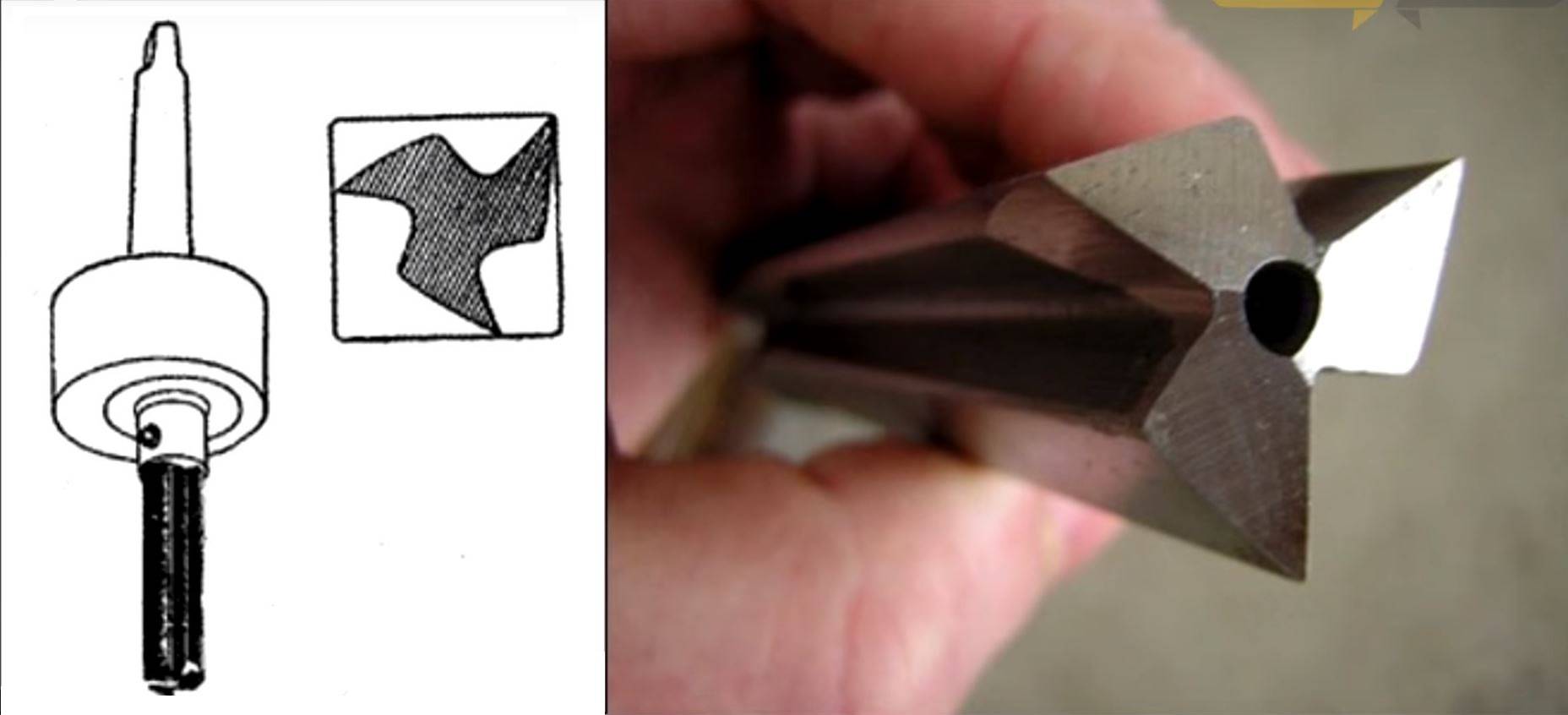
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.
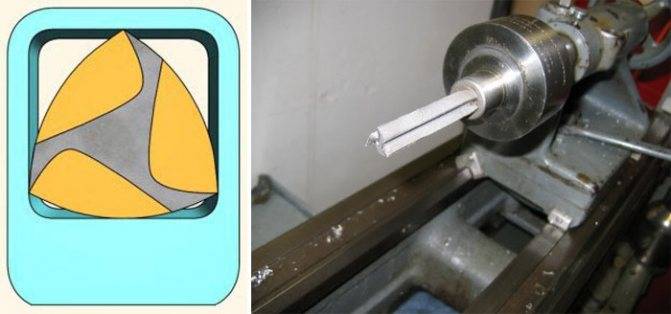
Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки. Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60. При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:
- Корпус.
- Зубчатый венец.
- Посадочное место под основной шпиндель (если инструмент устанавливается в инструментальной головке металлорежущего станка, то переходник имеет вид конуса Морзе).
- Приводной шестерни.
- Основного шпинделя.
- Шестерни зацепления с зубчатым венцом.
- Качающейся втулки.
Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
- Корпуса.
- Плавающего хвостовика.
- Качающегося кольца.
- Сменной втулки под патроны разных металлообрабатывающих станков.
- Крепёжных винтов.
- Опорных шариков.
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
https://www.youtube.com/watch?v=60WbTPNFT-8
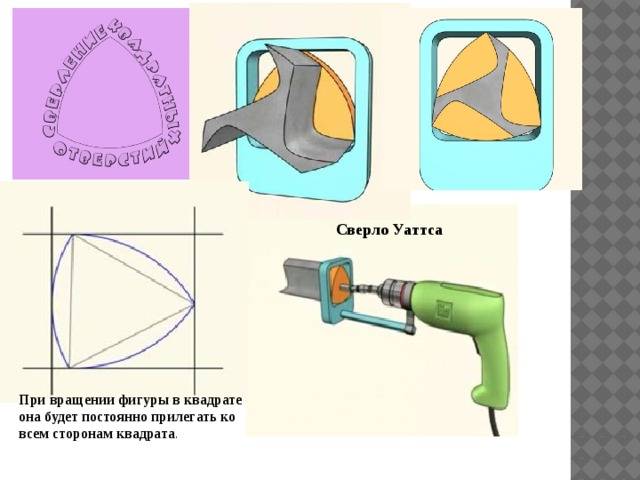
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
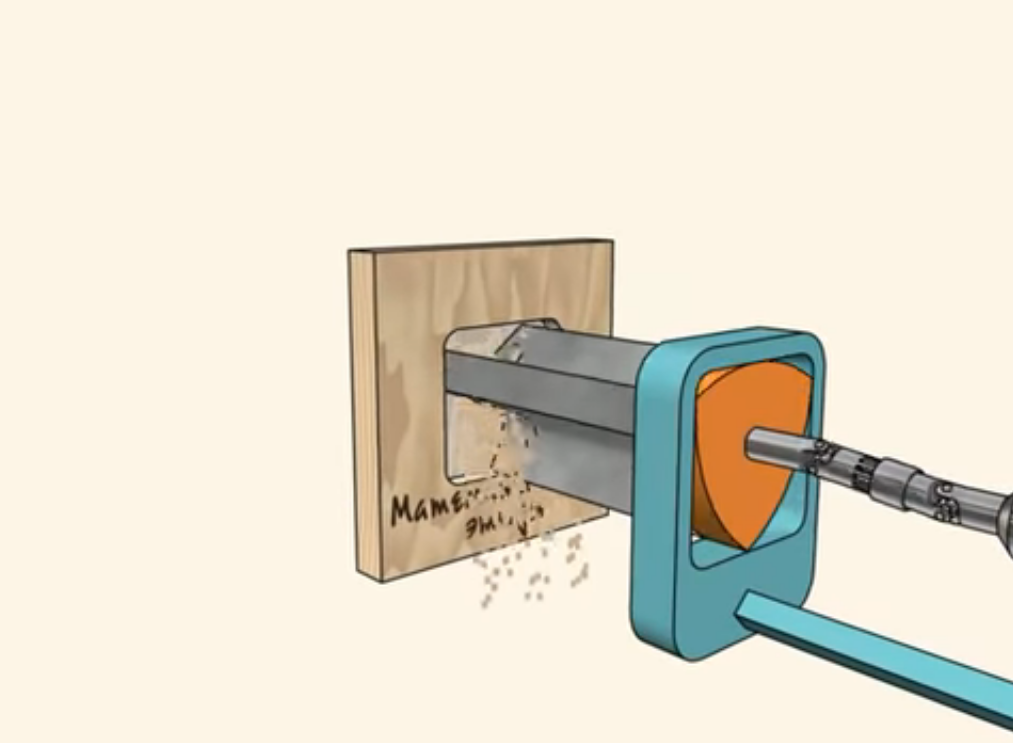
Изготовление устройства для сверления квадратных отверстий
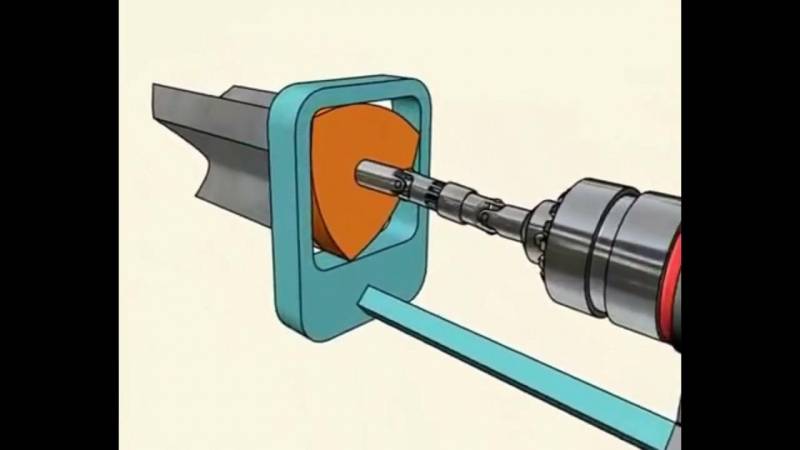
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
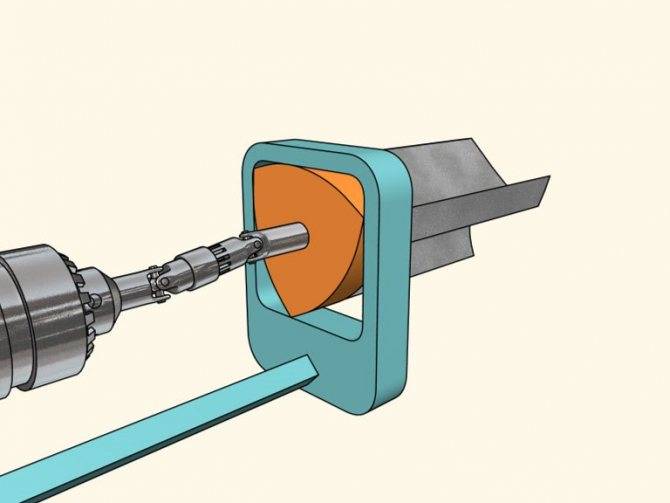
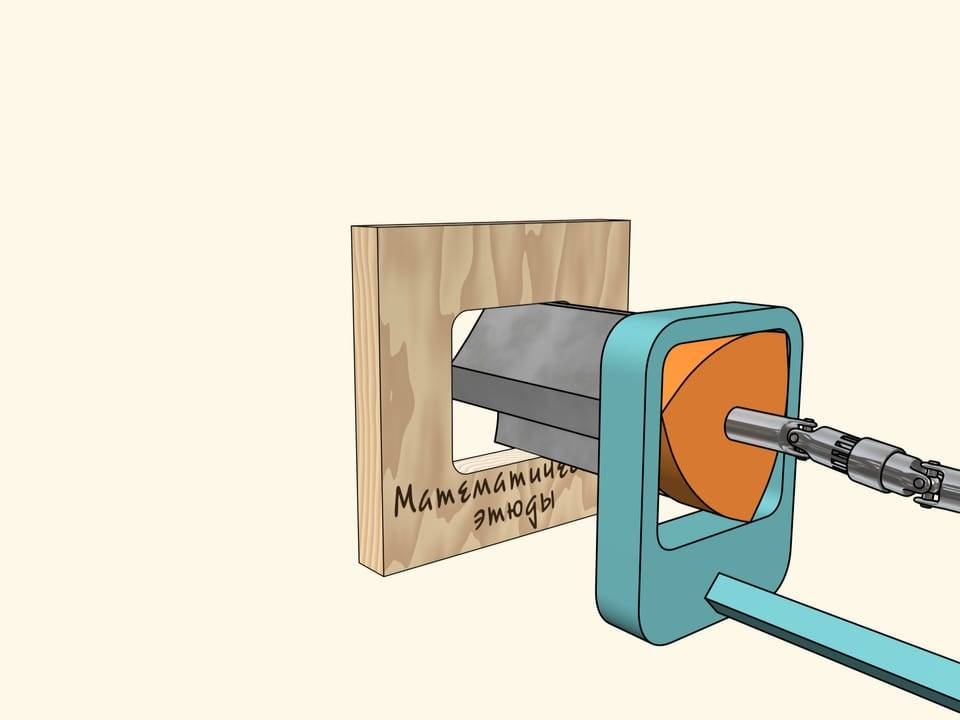
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
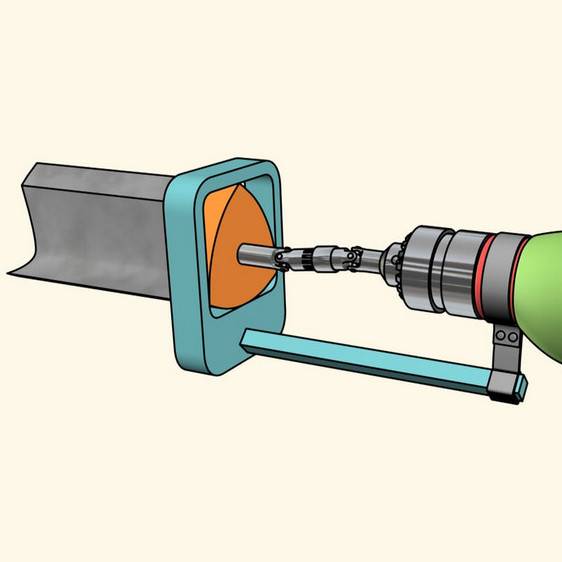
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.






Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.
Сверло по металлу с коническим хвостовиком при использовании вставляется напрямую в станок. Для шестигранных и цилиндрических хвостовиков необходим специальный патрон.
https://youtube.com/watch?v=ieCApQsHiXw
Особенности сверления квадратных отверстий в дереве
В мебельном производстве часто соединение деталей выполняют по системе шип-паз. Это соединение предполагает наличие в комплектуемых деталях пазов квадратного профиля. Для получения отверстий в древесине применяют специальное квадратное сверло по дереву. Оно представляет собой комплект долбежного инструмента. Он состоит из внутреннего сверла по дереву и надеваемого на него долота. Обычно диаметр сверла колеблется в пределах от 6 до 18 миллиметров. Хвостовик обычно идет диаметром 19 миллиметров. Такие комплекты могут быть установлены на долбежно-сверлильные станки.
READ Как Отрезать Плитку 45 Градусов
Преимущества оснастки для станков от нашей компании
Ассоциация поставляет только качественный и сертифицированный товар. В перечень наших задач входят:
- поставка современной и технологичной оснастки ведущих мировых брендов;
- комплексный подход к решению потребностей клиента;
- оснащение бизнеса под задачи потребителя;
- пуско-наладка;
- снабжение предприятия современной оснасткой.
При покупке товара мы предоставляем:
- гарантийное и постгарантийное обслуживание в официальной службе;
- поставку продукции напрямую от производителя;
- отсутствие дилерской наценки, поскольку изделия поставляются с заводов изготовителей;
Наша фирма специализируется на поставке промышленной техники и комплектующих, инжиниринговых услугах и предлагает своим клиентам первоклассный сервис. Сотрудничество с компанией – залог бесперебойной работы и постоянное обеспечение оборудования качественными режущими приспособлениями.
Подробнее Свернуть
Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.
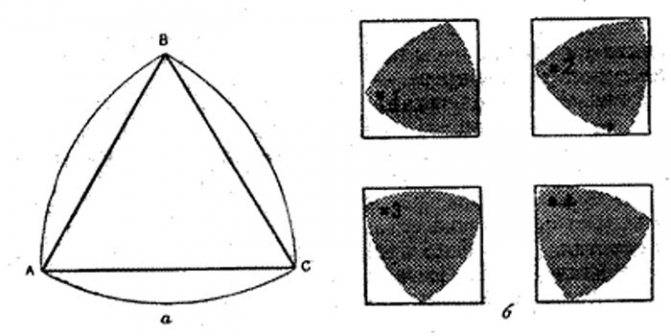
Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Что нужно для сверления квадратного отверстия
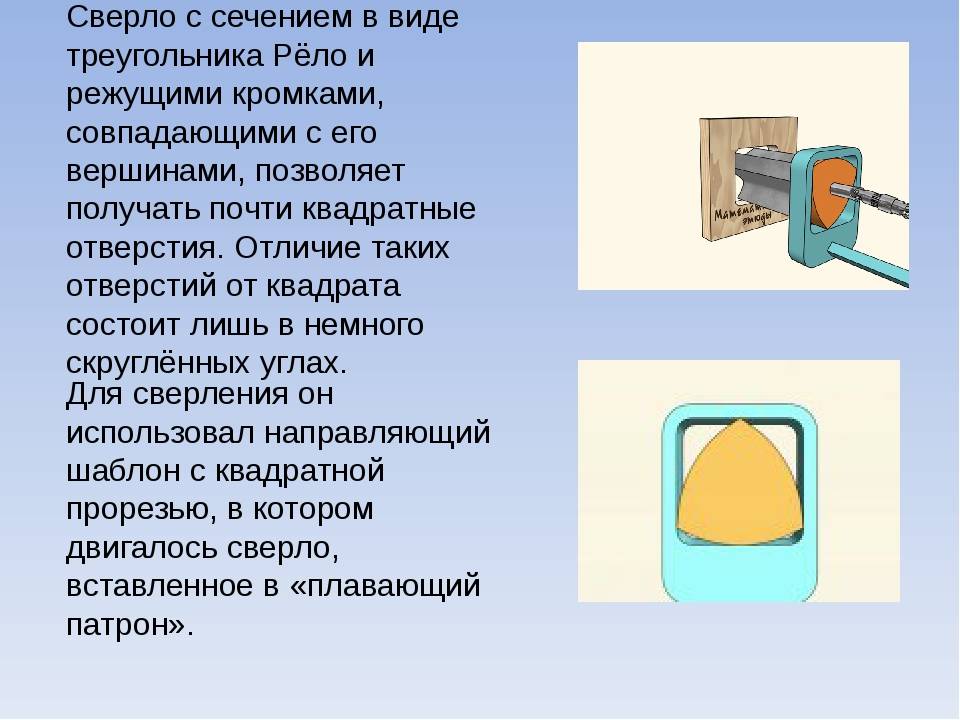
Профессионалы конечно осведомлены о возможностях сверла Уаттса. Всем остальным будет полезно узнать о такой насадке с наконечником в виде треугольника Репо, при помощи которого можно получить ровное квадратное отверстие со слегка закругленными углами.
Конструкция такого сверла существенно отличается от стандарта и состоит из следующих элементов:
- хвостовая часть, которая зажимается в патроне;
- рабочая часть в виде головки и спирали, как у обычного сверла;
- специальной оправки с отверстием для отвода стружки, которая позволяет насадке свободно двигаться и одновременно исключает хаотичное передвижение сверла.

Не будем подробно останавливаться на принципе работы этой оснастки, которая обычно применяется на токарных или сверлильных станках, а также специальных дрелях при необходимости сделать квадратное/прямоугольное отверстие в дереве, металле и других материалах. Ведь такие насадки сегодня можно без особых проблем заказать в интернете или купить в специализированном магазине
Главное при этом обратить внимание на размеры, назначение (по дереву/металлу), и конструктивные особенности оснастки

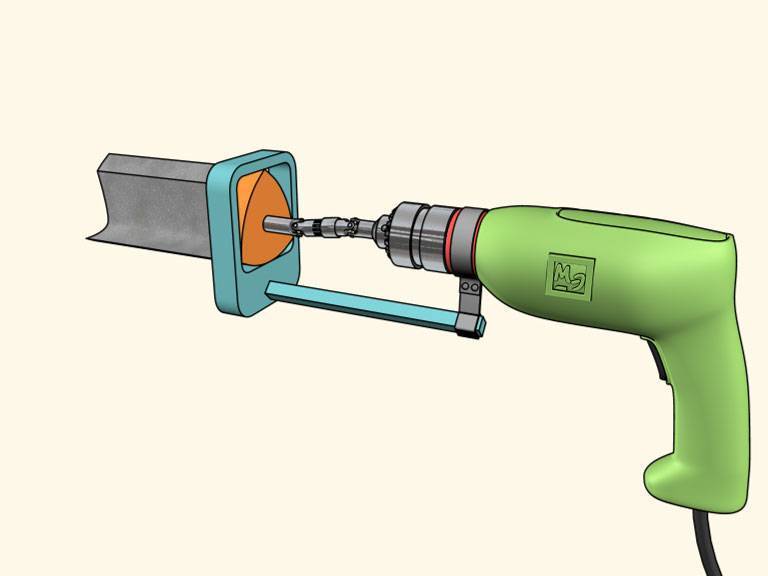
Зато подробно остановимся на том, как самостоятельно собрать переходник для долбежного сверла, чтобы надежно зафиксировать оправку насадки, имеющую длинный хвостовик (под станок) в патроне дрели. Иначе после покупки насадки Уаттса владелец обычной дрели может столкнуться с очень неприятной ситуацией, когда оснастка не выполняет своих функций.

Справиться с такой работой на самом деле сможет каждый мастер, имеющий минимальные навыки сварочных работ. Однако для начала придется приготовить:
- металлическую трубу, диаметр которой должен быть чуть больше размера цилиндрической части оправки;
- пару стальных хомутов, при помощи которых можно надежно зафиксировать самодельный держатель на патроне дрели;
- две удлиненных гайки и пару шпилек под них, а также болт для фиксации насадки;
- из инструмента потребуются – тиски, «болгарка», метчик и сварочный аппарат.
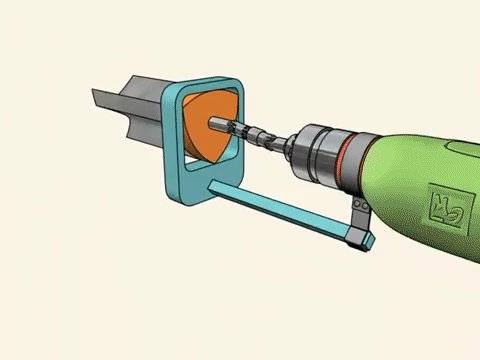
Инструкция по сборке самодельного держателя чрезвычайно проста и состоит всего из нескольких этапов:

- Зажимаем трубу в тисках, чтобы при помощи УШМ отрезать от нее заготовку длиной около 3 сантиметров;

Сверлим в заготовке отверстие и нарезаем резьбу под приготовленный заранее болт. Привариваем к верхней части хомутов гайки, которые размещаются поперек. Сделать это нужно ровно посередине. Для облегчения процесса крепеж можно сначала приклеить к хомутам.

Выгибаем в тисках шпильки и закручиваем их в гайки на хомутах.

Привариваем к свободным концам шпилек подготовленную трубку с отверстием. Закрепляем хомуты на дрели, а затем фиксируем хвостовик в патроне, а оправку в трубке при помощи болта.

Сразу после этого можно переходить к испытаниям самодельной насадки, которая существенно расширяет потенциал обычной дрели.
Сверление квадратного отверстия
Для удобства работы нужно вырезать из бумаги шаблон квадрата, но меньше нужного отверстия на диаметр основного сверла. К примеру, если нужен квадрат 10х10 мм, при этом в качестве основного будет применено сверло 4 мм, то шаблон вырезается со сторонами 6х6 мм.





Важно! При выборе основного сверла нужно, чтобы его 2 диаметра были немного меньше стороны шаблона. В этом случае отверстия при сверлении не будут накладываться друг на друга и сверло не соскочит с нужной точки. Бумажный квадрат приклеивается на заготовку скотчем
С помощью кернера по его углам и центру наносятся четкие глубокие насечки. После шаблон убирается
Бумажный квадрат приклеивается на заготовку скотчем. С помощью кернера по его углам и центру наносятся четкие глубокие насечки. После шаблон убирается.
Насечки слегка рассверливаются центровочным сверлом.
Далее по угловым меткам нужно сделать сквозные отверстия. В идеале воспользоваться сверлильным станком, поскольку при работе дрелью возможно снижения точности. Если нужно сверлить толстый металл, то обязательно потребуется масло для охлаждения кромки сверла.
После готовности углов, с помощью большого сверла просверливается центральная насечка между ними. Это позволяет выбрать металл посередине. В результате получается размытое квадратное отверстие.
С помощью надфиля, плоского или треугольного напильника отверстие доводиться до правильного квадрата
Особое внимание нужно уделить округлениям по углам, чтобы сточить их под 90 градусов. Желательно, чтобы ширина напильника соответствовала стороне квадратного отверстия, тогда получится провести расточку почти идеально. Данный способ сверления трудоемкий и занимает не меньше получаса, учитывая доводку напильником, но позволяет получать достаточно качественное отверстие
Главное его достоинство в возможности обойтись скудным набором инструментов без необходимости покупки сверла Уаттса
Данный способ сверления трудоемкий и занимает не меньше получаса, учитывая доводку напильником, но позволяет получать достаточно качественное отверстие. Главное его достоинство в возможности обойтись скудным набором инструментов без необходимости покупки сверла Уаттса.
Пошаговое описание работ
1. Берем швеллер и свариваем прочную раму нашего станка. По ней будет передвигаться платформа. С левой стороны на конце швеллера привариваем маленькую площадку – на нее мы установим мотор станка. Просверливаем два отверстия для болтов. 2. С правой стороны на швеллере привариваем металлическую пластину. По длине она должна соответствовать каретке. С каждой стороны швеллера оставляем выступы по 50–70 мм. На выступающие элементы привариваем уголки размером 30х30 мм. При этом угол направляем вверх – он выступит в качестве рельс каретки нашего станка. 3. На рельсы накладываем аналогичные отрезки уголков, перпендикулярно привариваем рельсы, которые нужны, чтобы обеспечивать поперечное движение. На них накладываем вторые элементы, которые уже приварены к платформе. Платформу собираем из уголка. Для изготовления площадки подойдет фанерный лист. 4. Фиксируем на платформе струбцины. Для их изготовления подойдут трубы, гайки и штыри. 5. Подключаем к мотору электропроводку. 6. Перед тем, как начать пользоваться станком, обрабатываем рельсы солидолом.
Порядок выполнения работ

Большое квадратное отверстие
Многие уже догадались, каким будет примерный перечень работ, как только узнали требуемый для работы инструмент.
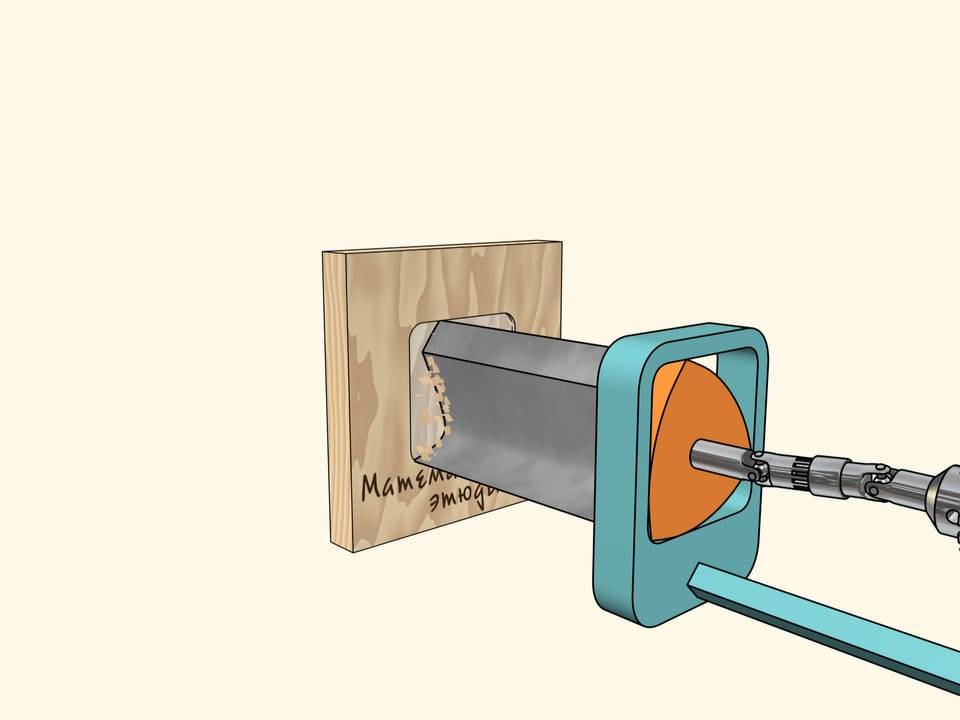
1 Идея заключается в следующем. В заготовке продольно формируется прямоугольный рез, шириной соответствующей размеру стороны высверливаемого квадрата. Глубина подбирается с учётом размеров заготовки так, чтобы центр будущего квадрата совпадал с осью цилиндрической заготовки.
2 Затем сверх пропила устанавливается металлическая перемычка, которую нужно будет обварить.
3 Для придания изделию товарного вида, его следует обработать после сварки на токарном станке.
Итак, приступим к практике.
Шаг №1 – формирование пропила
Делаем рез шириной размера стороны квадрата
1 Для резки лучше использовать отрезной диск. Это значительно ускорит работу. Не забываем про масло.

Рез отфрезерован
2 Меняем диск на фрезеровочный, поскольку нужна правильная геометрия квадратного отверстия.
Шаг №2 – формируем перемычку

Примерка перемычки
1 Помещаем квадратный стержень в проделанный рез. Сверху накладываем металлическую перемычку. В качестве последней используем отрезок аналогичного стержня.

Фиксация заготовки в тисках
2 С помощью тисков фиксируем подготовленную к сварке заготовку.
Шаг №3 – сварка и первичная обработка

Сварочные работы окончены
1 Перемычку прихватываем на пару точек и вынимаем из тисков. Хорошенько провариваем конструкцию.

Нужно отжечь сварку
2 Чтоб не думалось, отжигаем сварочные швы.
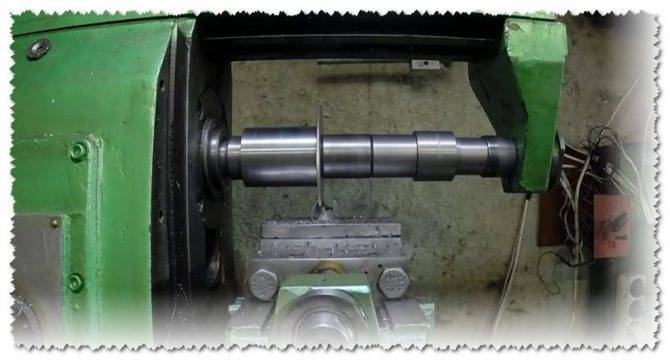
Шаг №4 – обработка на токарном

Обработка первой части
1 Для обработки использовался резец ВК-8. Выставляем заготовку. Для этого пришлось её немного обработать напильником.







Выставляем и торцуем
2 Переворачиваем изделие. Выставляем и торцуем заготовку.

Зажимаем и обрабатываем
3 Зажимаем и обрабатываем на чистовую.
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом. Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны
Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника
Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф
Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет
В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.





