

Принцип действия и устройство сверла под квадратные отверстия
Самый простой способ выполнения квадратного отверстия в поверхности – просверлить круглое, а затем вручную подогнать под квадрат. Но, на самом деле, у такого варианта одни минусы:
- трудоёмкость;
- низкая производительность;
- ровными углы и стороны всё равно не получится сделать.
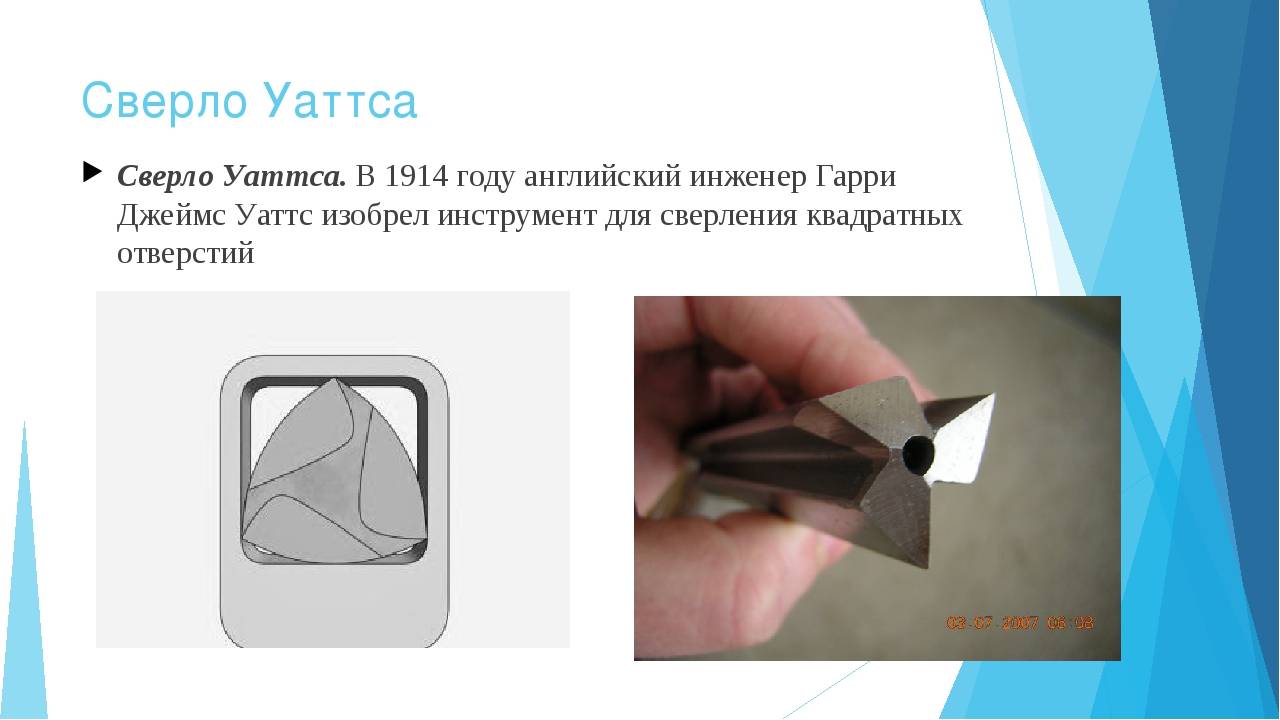
Чтобы получить действительно ровный и аккуратный профиль, стоит пойти другим путём – применить со сверлящим станкомспециально сделанное под эти задачи сверло Уаттса. Правильнее будет назвать его фрезой, но в народе и среди производителей эта оснастка укоренилась именно как сверло.
Принцип вращения сверла
Значение геометрии в сверле Уаттса
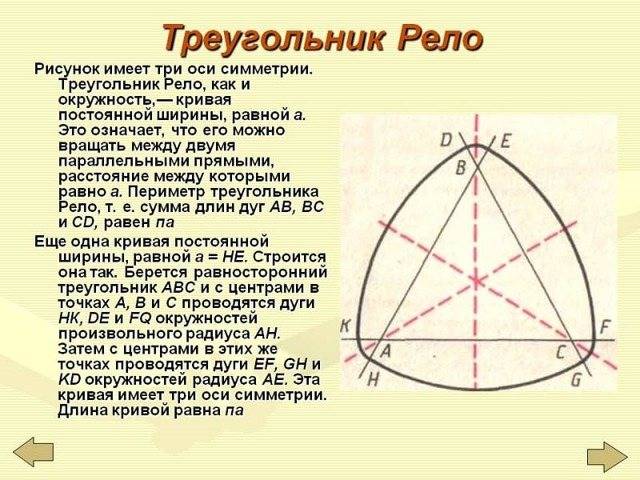
В основе работы сверлящего бура для квадратных отверстий лежит принцип скругленного треугольника Рёло. Эта геометрическая фигура получается следующим образом:
- Чертится равносторонний треугольник.
- Из каждой его вершины циркулем проводится окружность радиусом равным длине стороны.
- В месте, где три новых круга пересекаются друг с другом, получается равносторонний треугольник уже с выпуклыми дугообразными сторонами.
Треугольник Рёло
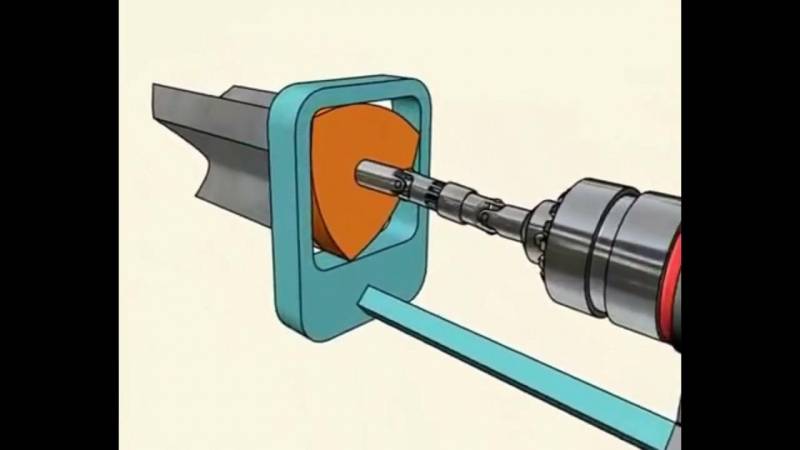
Если вращать получившуюся фигуру с определённым отклонением от круговой орбиты – так называемым эксцентриситетом – её вершины описывают траекторию, очень похожую на квадрат. При движении центр бура не статичен, как в обычных спиральных свёрлах, а описывает кривую из четырёх эллипсоидных дуг. При этом, сама центральная ось даёт неизменное вращение, а три боковые части выполняют циклические качающиеся движения. За счёт этого режущий элемент может высверливать отверстия квадратной формы, и только внутренние углы остаются слегка округлёнными, нуждаясь в небольшой доработке. В этом единственный недочёт таких свёрл.
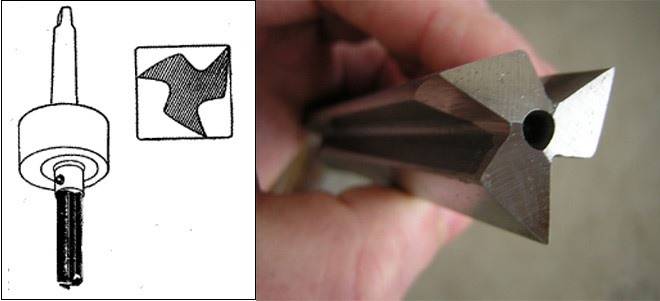
Конструкция
Сверлящая насадка состоит из хвостовика и рабочей части. Хвостовик крепится в патроне сверлильного инструмента. Рабочая часть включает в себя режущую головку со спиральной резьбой, а также специальный держатель и оправку.
Бурящая насадка и держатель
Этого элемента нет в конструкции обычных свёрл и фрез. Оправка – необходимая часть оснастки, потому что она:
- удерживает фрезу от хождений, люфтов;
- содержит отверстия, через которые вылетает накопившаяся стружка;
- уменьшает инерцию и, соответственно, снижает нагрузку на сверло, что прямо влияет на срок его службы.
Определения качества по цвету
Качество сверла по любому материалу определяется прежде всего по его цвету:
- Чёрный цвет имеют инструменты повышенной износостойкости, так как на финишной стадии изготовления они обрабатываются паром.
- Термически обработанные изделия не имеют внутреннего напряжения, отличаются высокой стойкостью к высоким температурам и не деформируются при работе с твердосплавными сталями. Такие свёрла имеют слегка золотистый оттенок.
- Самые качественные и прочные имеют яркий золотистый цвет. Они покрыты уменьшающим трение нитридом титана.
- Обычные необработанные свёрла серого цвета имеют минимальный срок эксплуатации и самую низкую цену.
Обработка глубоких отверстий
В случае выполнения глубоких отверстий, необходимо выполнить все подготовительные операции в той же последовательности, как и обычных:
- Установка соосности задней бабки и шпинделя.
- Закрепление заготовки.
- Подготовка и установка режущего инструмента.
- Торцевание заготовки.
- Выполнение углубления в торце заготовки.
При этом нужно придерживаться нескольких рекомендаций:
- Глубокое сверление нужно начинать коротким инструментом на глубину равную диаметру сверла, а затем менять на основное. Это поможет избежать отклонения основного сверла от нужного направления.
- В начале резания для увеличения жёсткости длинного сверла, его подпирают сбоку обратной стороной резца закреплённого в резцедержателе.
Особенности станков с ЧПУ
При работе на токарных станках можно применять ЧПУ (числовое программное управление). Это даёт преимущества только при производстве больших партий изделий. Так как отладка и настройка таких машин занимает много времени, требует создание специальных программ и наличие квалифицированного оператора-наладчика.
Преимущества использования станков ЧПУ:
- Освобождение оператора (токаря) от любых расчётов.
- Повышается точность обработки деталей.
- Минимизируется человеческий фактор.
- Повышается безопасность труда.
- Повышение производительности труда.
- Возможность круглосуточной работы и без выходных.
- Снижает затраты на производство единицы продукции.
Подготавливаем к резанию
Как только держатель и насадка будут правильно установлены, вам нужно будет выбрать скорость сверления в соответствии с материалом.
Лучше всего определять скорость по аналогии со сверлом Форстнера. Существенная разница в использовании пазовальной насадки в том, что при постоянном давлении во время резания она может перегреться (из-за того, что сверло расположено практически вплотную к долоту). Помните, вы не только высверливаетеотверстие, вы выдалбливаете углы, поэтому силу нужно прилагать в разумных пределах.
READ Как Поменять Щетки На Шуруповерте Bosch
Для выбора скорости дрели даю очень удобную таблицу. Когда вы определитесь с нужной вам скоростью, соответственно отрегулируйте дрель. Перед тем как начать работу, закрепите материал на месте.
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).
Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.







По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Как просверлить квадратное отверстие без специального сверла
Чтобы просверлить проем квадратной формы в материале, вовсе не обязательно для этого использовать специальное сверло. До того, как появились специальные насадки, мастера пользовались простым проверенным способом. Этот способ заключается в использовании обычных сверл по металлу или по дереву (в зависимости от того, какой материал необходимо обрабатывать). Если возникла потребность сверления квадратного отверстия, но при этом отсутствует специальное сверло, то реализовать процесс можно следующим способом:
- Первоначально нужно нанести разметку будущего квадрата на поверхности материала
- После этого на углах разметки керном наметить точки, по которым осуществляется сверление круглых отверстий
- После высверливания сквозных отверстий по периметру разметки необходимо воспользоваться сверлом такого диаметра, чтобы удалить внутреннюю часть путем высверливания
- Далее остается только поработать напильником, чтобы выровнять углы получившегося квадрата
Эта процедура вовсе не трудная, но занимает много времени. Однако она является отличной альтернативой квадратным сверлам, после применения которых также не избежать применения напильника, чтобы выровнять углы. Этот метод получения квадратных проемов очень популярен, и применяется даже сегодня. Если нужно быстро сделать в заготовке квадратное отверстие, то надо просверлить первоначально круглое отверстие, а затем воспользоваться напильником, обточив грани, и получив при этом нужную форму.
Это интересно!Достоинство этого метода в том, что таким способом можно получить квадратные проемы разных размеров. Чтобы просверлить квадратные проемы разных размеров специальными сверлами, понадобится иметь в распоряжении насадки соответствующих параметров.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
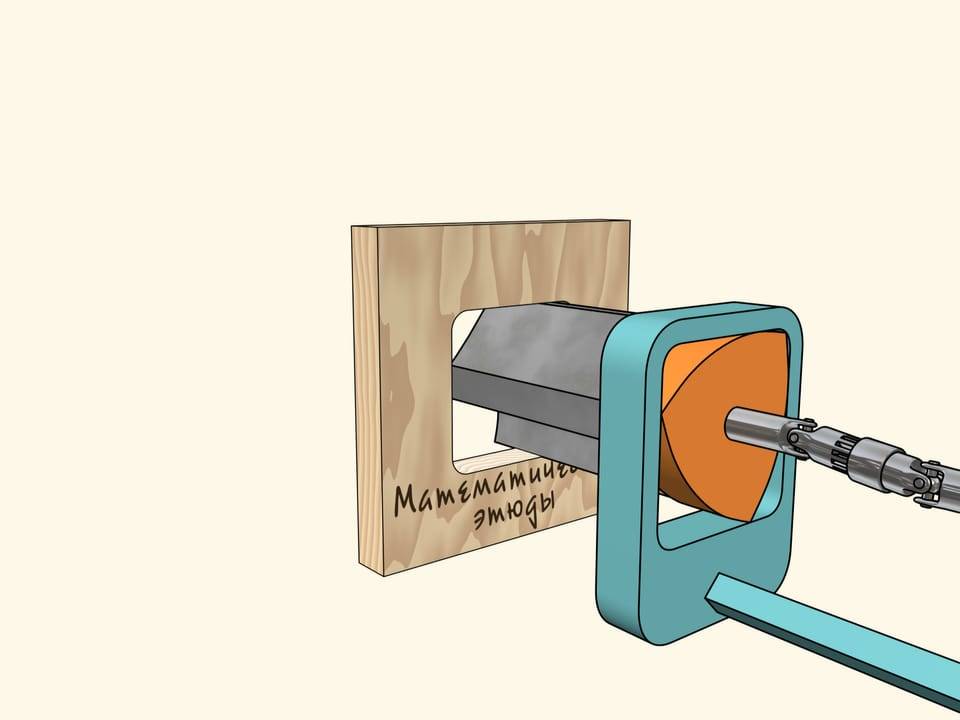
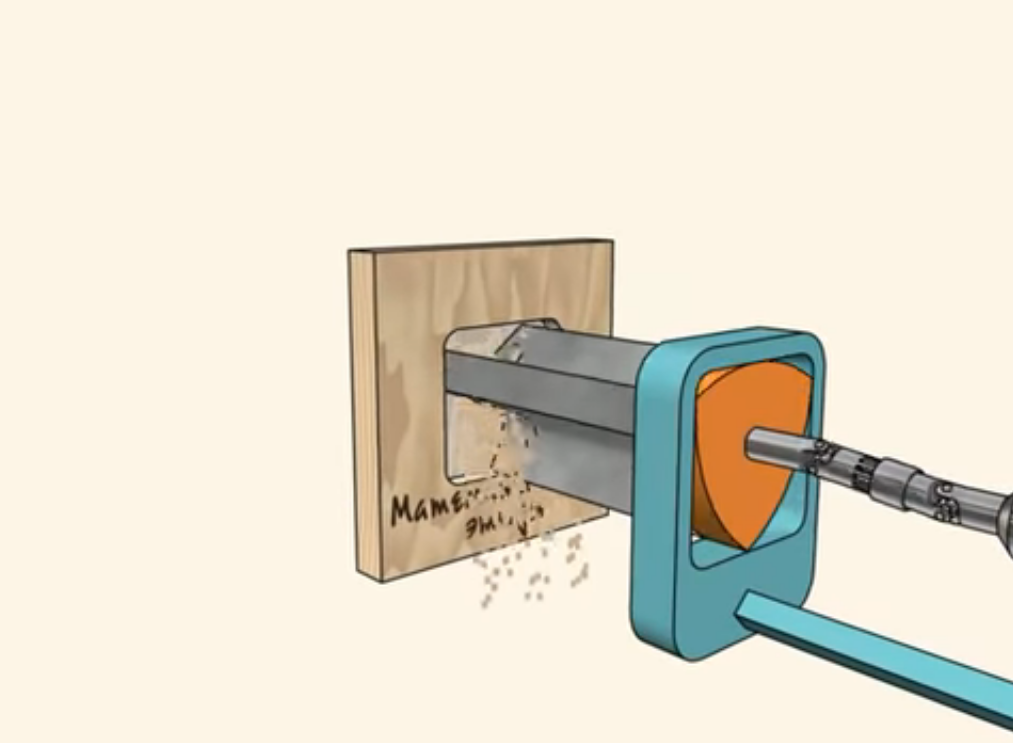
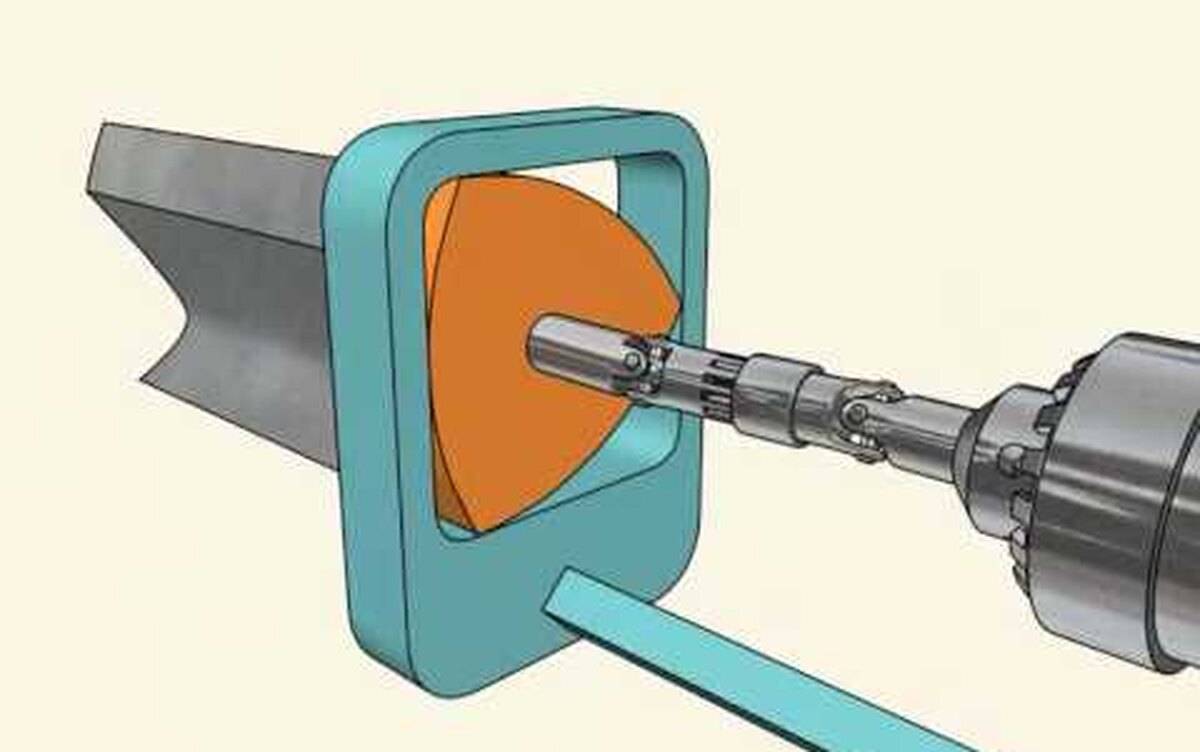
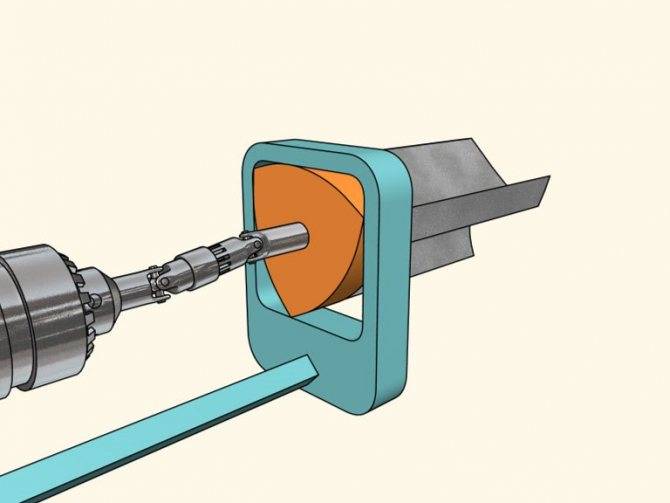
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
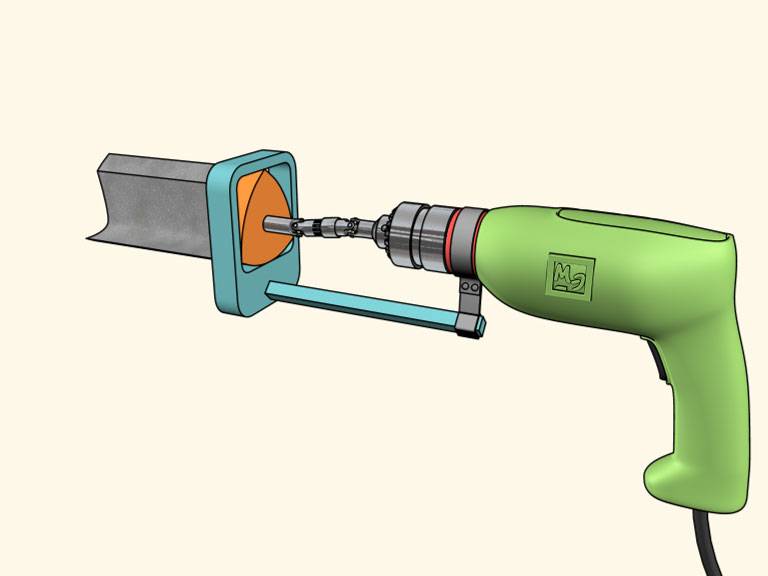
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку
Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот
Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.





Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
- Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
- Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
В углах квадрата при помощи керна намечают центры вспомогательных отверстий.
Их высверливают сверлом малого диаметра. При помощи крупного сверла удаляют большую часть материала внутри отверстия. Углы и поверхности будущего квадратного отверстия выравнивают напильником. Использование сварки. Этот метод предполагает высверливание отверстия, диаметр которого равен длине стенки квадрата. Затем мастер вставляет шаблон и заваривает углы. Штамповка. Этот метод получения квадратных отверстий применяют при обработке тонких металлических заготовок. Используются пробивные и вырубные штампы. Проделывание квадратных отверстий в металле при помощи пробойников. Этот метод также применяют при работе с заготовками небольшой толщины. С использованием пробойников в металле проделывают квадратные отверстия размером до 70*70 мм. В продаже имеются специальные комплекты, состоящие из пробойников, матриц, ограничителей, направляющих втулок и пуансонодержателей. Для силового воздействия используют гидравлические домкраты.
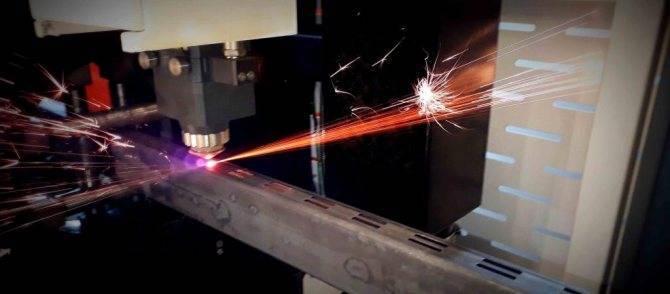
Фотография №2: лазерная резка — самая эффективная технология!
Сверло для квадратных отверстий

Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы

Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Как просверлить квадратное отверстие дрелью или инструкция по изготовлению держателя
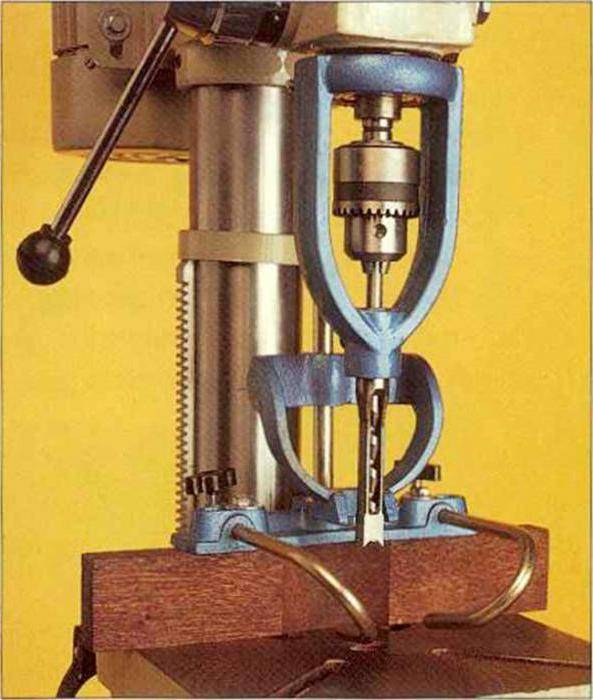
Сверла для квадратных отверстий отличаются от обычных насадок. Причем отличие заключается не только в конструкции, но и особенностях применения фрез. Если надо проделать квадратный проем в деревянной или металлической заготовке, то для этого понадобится воспользоваться специальной долбежной фрезой. Она предназначена для работы совместно со специальными инструментами — сверлильные станки. Для реализации задачи также можно воспользоваться обычной дрелью.
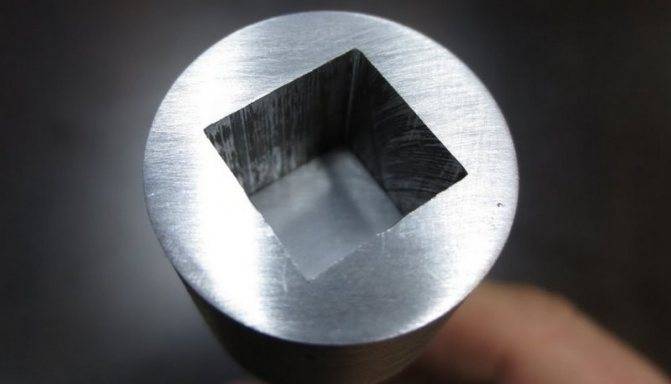
Перед тем, как сверлить квадратные отверстия дрелью, понадобится изготовить специальное приспособление — держатель, посредством которого осуществляется фиксация оправки к инструменту. Если пришлось купить сверло для квадратных отверстий такого типа, как показано на фото ниже, то просверлить проем с его помощью дрелью без специального приспособлений невозможно.







Связано это с тем, что оправка должна упираться непосредственно в сам патрон. Хвостовик насадки имеет удлиненную конструкцию, поэтому обеспечить эффективное сверление отверстия не удастся, если оправка не будет зафиксирована в просверливаемой поверхности. Чтобы просверлить дрелью квадратный проем, необходимо изготовить держатель для дрели своими руками. Внешний вид самодельного держателя показан на фото ниже.
За счет этого приспособления можно просверлить квадратное отверстие, используя обычную дрель или перфоратор с цанговым трехкулачковым патроном. Чтобы самостоятельно изготовить держатель, понадобится воспользоваться подручными средствами, а именно:
- Металлические трубки, внутренние диаметры которых зависят от размера используемого инструмента и насадки
- Стальные пластинки толщиной не менее 4 мм
- Болты, гайки и рукоятка от дрели или болгарки
Принцип изготовления держателя на дрель для сверления квадратных отверстий имеет следующий вид:
- Первоначально изготавливается кронштейн для насадки. Используя две трубки разных диаметров, необходимо их соединить, получив тем самым деталь, как показано на фото ниже
- Трубку меньшего диаметра следует разрезать пополам, и получаем стальной хомут
- С одной стороны к трубке меньшего диаметра приваривается гайка, за счет которой будет осуществляться закручивание рукоятки
- Привариваем болт к рукоятке и полученному креплению, предварительно закрутив на резьбу гайку
- Получается готовое крепление для оправки квадратного сверла. После этого приступаем к изготовлению крепления для дрели. Для этого подготавливается аналогичный по конструкции стальной хомут, только уже большего диаметра
- Соединяем полученные хомуты между собой, для чего понадобятся две стальные пластины. Свариваем хомуты этими стальными пластинами, получая готовое крепление для дрели под квадратное сверло
- В пластинах предварительно необходимо сделать пазы, по которым будет осуществляться перемещение оправки. Оправка смещается в зависимости от глубины утапливания сверла при сверлении квадратного проема
- В завершении остается покрасить полученную деталь, и прибегнуть к ее испытанию в действии
Подробный процесс описания по изготовлению приспособления под квадратные фрезы представлен в видео материале.
https://youtube.com/watch?v=ieCApQsHiXw
Такое приспособление исключает необходимость применения специальных дрелей, и позволяет просверлить квадратное отверстие необходимого размера. Недостаток такого приспособления в том, что крепежный хомут для оправки необходимо менять в зависимости от используемого диаметра сверла.





