

Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.
Сверло по металлу с коническим хвостовиком при использовании вставляется напрямую в станок. Для шестигранных и цилиндрических хвостовиков необходим специальный патрон.
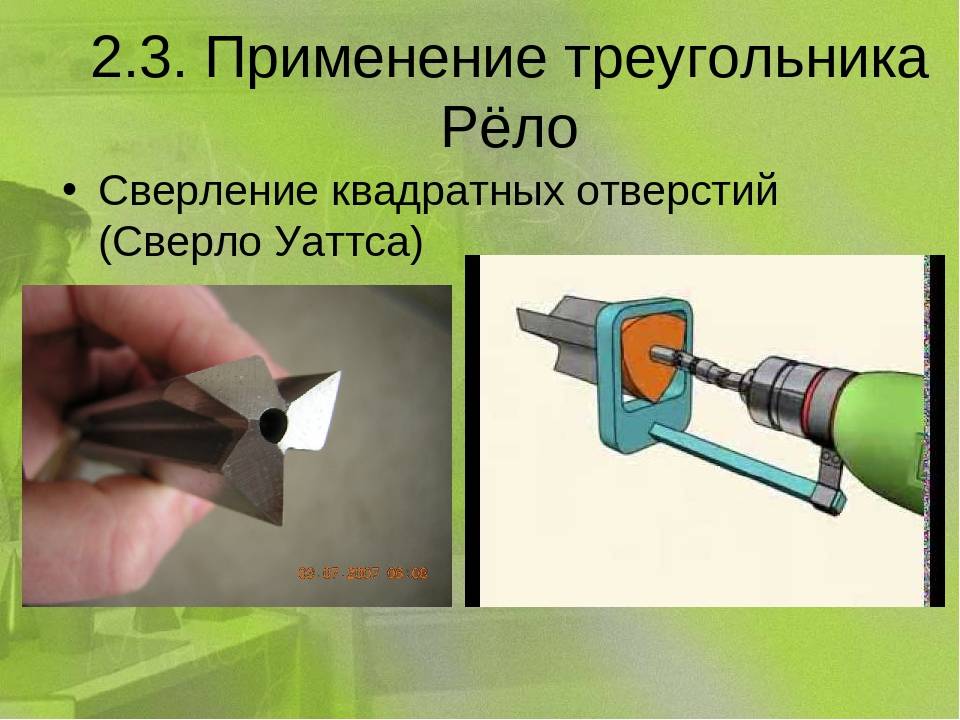
Классификация сверл для квадратных проемов
Название «квадратное сверло» происходит от того, какую форму отверстия насадка способна просверлить. Внешне такие сверла имеют вид треугольника (наконечник), но с их помощью удается получать проемы квадратной формы. Классифицируются рассматриваемые насадки по ряду следующих признаков:
- Тип рабочего материала — это может быть древесина, металл или пластик
- Материал, из которого изготовлена насадка. В зависимости от того, в каком материале необходимо получить квадратный проем, насадки изготавливаются из легированной, углеродистой или быстрорежущей стали
- Тип производства насадок — они бывают двух видов: цельные и составного типа. Составные насадки имеют шарнирный (карданный) хвостовик, посредством которого снижается нагрузка на патрон инструмента. Сегодня карданные насадки встречаются крайне редко
- Форма хвостовика — в зависимости от этого параметра можно использовать насадки на дрелях, сверлильных станках и прочих видах оборудования. Сверла Уаттса выпускаются с цилиндрическим, коническим и шестигранным хвостовиком. Фрезы с коническими хвостовиками устанавливаются напрямую в патрон сверлильного станка, а цилиндрические и шестигранные насадки требуют применения специального патрона для закрепления
- Длина сверла — они бывают длинные, средние и укороченные
- Класс точности — нормальный и повышенный
- Диаметр — зависит от того, какой размер квадрата необходимо получить в итоге
- Длина рабочей части — еще один важный параметр, который отвечает за возможность сверления соответствующих отверстий с разной степенью углубленности
- Конструкция — фрезы для квадратных отверстий бывают с накладной рамкой, а также переходником или без него

Квадратные сверла отечественного производства выпускаются с соблюдением стандартов ГОСТ 886-77, ГОСТ 4010-77 и ГОСТ 10902-77. Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
Характеристики сверла для квадратных отверстий
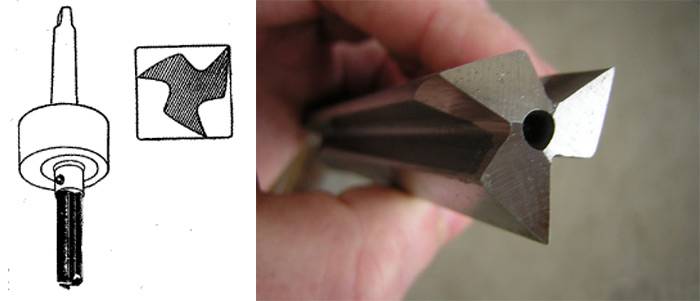
Профиль сверла для выполнения квадратных отверстий соответствует треугольнику специальной формы, который назвали в честь его изобретателя Рело. Отличительная черта: съем металла выполняется боковой частью, плоскостей резания у него 3. При этом в процессе выполнения операции инструмент описывает основное и качательные движения. Выполняются они в противоположных направлениях (треугольник вращается вокруг подвижной оси). Особенность инструмента: он вычерчивает фигуру, представляющую собой пересечение одинаковых кругов. В результате его вершины вычерчивают квадрат. При этом ось вращения перемещается по определенной траектории, а не стоит на месте.
Как и любое сверло, изделие конструктивно состоит из рабочей части и хвостовика, с помощью которого крепится в патрон, шпиндель или специальное приспособление инструмента или станка. В профиле рабочей части предусмотрены эллипсовидные канавки для отвода стружки в процессе высверливания отверстий. Благодаря их наличию уменьшается нагрузка на зажимное устройство, повышается резательная способность кромок и снижается уровень инерции. Значительно повышает срок эксплуатации режущего инструмента использование охлаждающей жидкости (СОЖ) в процессе выполнения операции. В некоторых моделях сверл квадратного профиля могут предусматриваться канавки для прохождения жидкости.
Сверла для квадратных отверстий классифицируют по таким параметрам:
- материалу, с которым могут работать (по металлу, дереву);
- материалу изготовления (сталь легированная, углеродистая, быстрорежущая, сплав);
- способу изготовления (цельные, составные);
- конструкции (с накладной рамкой, переходником и без них);
- конструкции хвостовой части (цилиндрическая, коническая, шестигранная);
- серии исполнения (укороченная, средняя, длинная);
- классу точности (нормальный, повышенный);
- диаметру;
- длине рабочей части.
По длине и диаметру отечественные изделия должны соответствовать требованиям ГОСТ 886-77, 4010-77 и 10902-77, импортные аналоги – действующим зарубежным стандартам. На хвостовик каждого сверла, выполняющего квадратный профиль в разных по плотности материалах, наносят маркировку. Указывается диаметр сверла, материал, из которого оно изготовлено, и даже логотип или наименование компании. Ходовыми являются сверла диаметром 9, 16, 23, 28 и 33 мм и длиной соответственно 50, 60, 75, 85 и 90 мм.
Зачем сгибать древесину
Сгибание древесины – один из самых старых методов, издревле используемых для изготовления каноэ, смычков, саней, бочек и так далее. Как делать гнутые деревянные детали?
В то время, когда для строительства передвижных сооружений, таких как колеса для тележек, карет, была в основном древесина, сгибание материала было определяющим процессом.
Такие деревянные изделия, как деревянные игрушки, ложки, рамы для картин и т.д., также могут быть сделаны с помощью различных способов сгибания древесины.
Сгибание древесины может быть разным, в зависимости от того, какая преследуется цель- нужна ли форма лодки, арки, бочки…

Пошаговое описание работ
1. Берем швеллер и свариваем прочную раму нашего станка. По ней будет передвигаться платформа. С левой стороны на конце швеллера привариваем маленькую площадку – на нее мы установим мотор станка. Просверливаем два отверстия для болтов. 2. С правой стороны на швеллере привариваем металлическую пластину. По длине она должна соответствовать каретке. С каждой стороны швеллера оставляем выступы по 50–70 мм. На выступающие элементы привариваем уголки размером 30х30 мм. При этом угол направляем вверх – он выступит в качестве рельс каретки нашего станка. 3. На рельсы накладываем аналогичные отрезки уголков, перпендикулярно привариваем рельсы, которые нужны, чтобы обеспечивать поперечное движение. На них накладываем вторые элементы, которые уже приварены к платформе. Платформу собираем из уголка. Для изготовления площадки подойдет фанерный лист. 4. Фиксируем на платформе струбцины. Для их изготовления подойдут трубы, гайки и штыри. 5. Подключаем к мотору электропроводку. 6. Перед тем, как начать пользоваться станком, обрабатываем рельсы солидолом.





Как правильно выбрать и на что обратить внимание
Выбрать качественное круговое сверло достаточно легко
Главное — знать основные моменты, на которые следует обратить внимание в первую очередь, но и не упустить из виду мелочи
Конструкция, очень важный момент: балеринка по дереву бывает с одним резцом или двумя и более. Для частого использования лучше приобрести вариант с двумя или тремя режущими элементами. Такими приспособлениями легче работать и качество выполняемой обработки будет на приемлемом уровне.
Не лишней будет возможность замены отдельных частей. Недорогие круговые свёрла могут иметь цельный хвостовик с несъёмным центральным сверлом и штангой.
Металл, от его качества зависит прочность и способность выдерживать рабочие нагрузки. Качественный инструмент изготавливают из высокопрочной стали или сплавов. Форму хвостовику и держателям резцов придают станочным способом. Штанга обычно штампованная и изготовлена из такого же металла.
В дешёвых вариантах часто применяют мягкий металл или сплавы, которые могут оказаться хрупкими. Под нагрузкой детали могут деформироваться или разрушиться. Такой инструмент долго не прослужит и точности от него добиться также будет сложно.
Качество изготовления, основным признаком является отсутствие люфтов и перекосов. Все детали должны быть подогнаны друг к другу и надёжно крепиться фиксирующими винтами.
Разметка штанги качественной балеринки штампованная. Иногда деления выделяют яркой краской для лучшей видимости.
Резцы, качественные режущие элементы изготавливают из инструментальной закалённой стали. На держателях их крепят заклёпками или с помощью пайки. Цельные резцы с держателями (изготовленные из одного и того же металла) быстро затупляются и не отличаются долговечностью.
Производитель, при выборе любого инструмента и расходников, предпочтение следует отдавать известным и давно проверенным маркам и брендам. Наиболее распространённые — Topfix, Stayer, Irwin, Strum.
Приобретение регулируемого кругового сверла для использования в быту, или в случае необходимости просверлить несколько отверстий, полностью себя оправдывает. Это избавляет от необходимости приобретения дорогого инструмента, который может понадобиться всего несколько раз.








Сверление квадратных отверстий
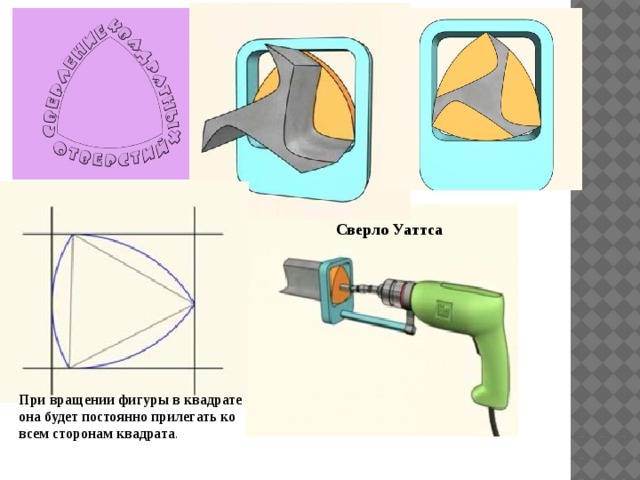
В фильме «Круглый треугольник Рело» рассказывается о фигурах, обладающих постоянной шириной. Именно треугольник Рело — простейшая фигура постоянной ширины — поможет нам в сверлении квадратных отверстий. Если двигать центр этого «треугольника» по некой траектории, то его вершины вычертят почти квадрат, а сам он заметёт всю площадь внутри полученной фигуры.
Границы полученной фигуры, за исключением небольших кусочков по углам, будут строго прямыми! И если продолжить отрезки, тем самым добавив уголочки, то получится в точности квадрат.
Для того, чтобы получилось описанное выше, центр треугольника Рело нужно двигать по траектории, являющейся склейкой из четырех одинаковых дуг эллипсов. Центры эллипсов расположены в вершинах квадрата, а полуоси, повёрнутые на угол $45^\circ$ относительно сторон квадрата, равны $k\cdot(1+1/\sqrt3)/2$ и $k\cdot(1-1/\sqrt3)/2$, где $k$ — длина стороны вычерчиваемого квадрата.
Кривые, скругляющие углы, также являются дугами эллипсов с центрами в углах квадрата, их полуоси повёрнуты на угол $45^\circ$ относительно сторон квадрата и равны $k\cdot(\sqrt3+1)/2$ и $k\cdot(1/\sqrt3-1)/2$.
Площадь незаметённых уголочков составляет всего около 2% от площади всего квадрата!
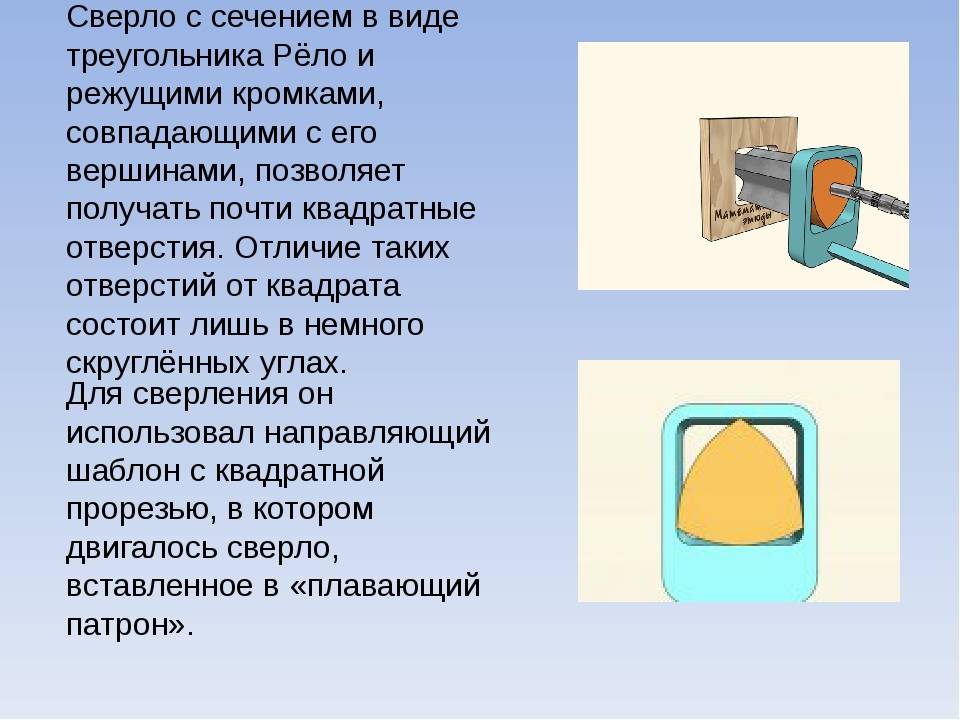
Теперь, если сделать сверло в виде треугольника Рело, то можно будет сверлить квадратные отверстия с немного скругленными уголками, но абсолютно прямыми сторонами!
Осталось сделать такое сверло… Вернее, само-то сверло сделать несложно, нужно только чтобы оно напоминало в сечении треугольник Рело, а режущие кромки совпадали с его вершинами.
Трудность заключается в том, что, как уже было отмечено выше, траектория центра сверла должна состоять из четырёх дуг эллипсов. Визуально эта кривая очень похожа на окружность и даже математически близка к ней, но всё же это не есть окружность. А все эксцентрики (круг, посаженный на круг другого радиуса со смещённым центром), используемые в технике, дают движение строго по окружности.
В 1914 году английский инженер Гарри Джеймс Уаттс придумывает, как устроить такое сверление. На поверхность он накладывает направляющий шаблон с прорезью в виде квадрата, в котором ходит сверло, вставленное в патрон со «свободно плавающим в нём сверлом». Патент на такой патрон был выдан фирме, начавший изготовление свёрл Уаттса в 1916 году.
С. Г. Гиндикин. Рассказы о физиках и математиках.
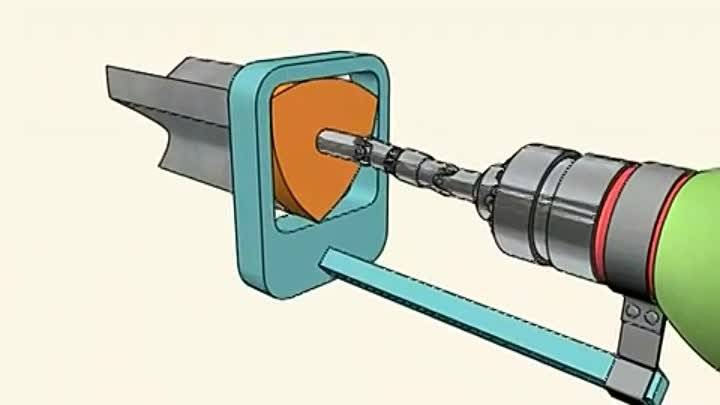
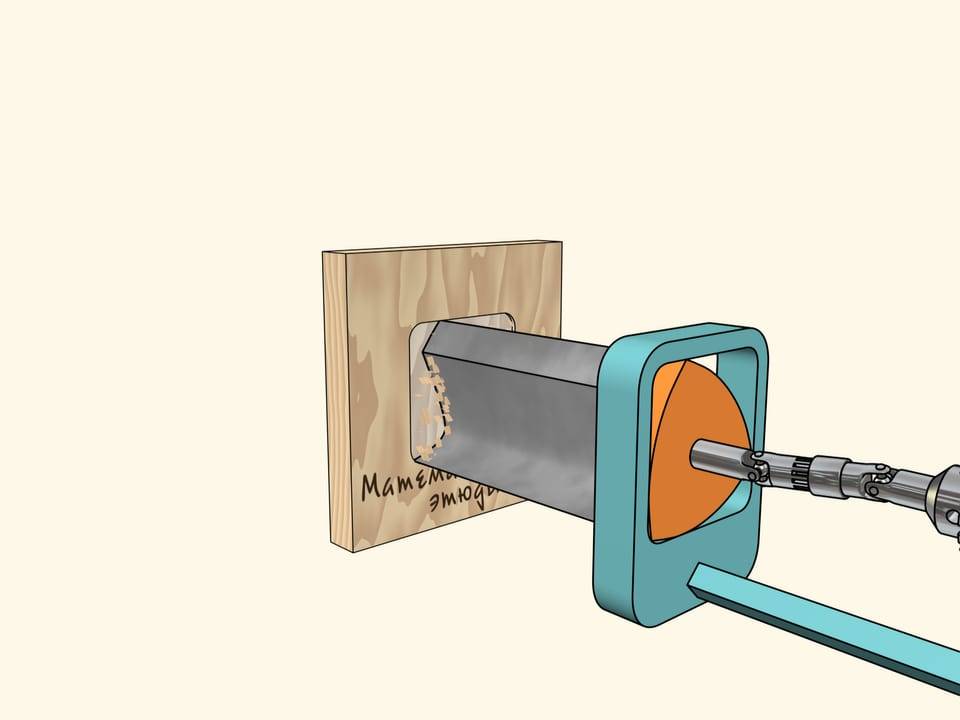
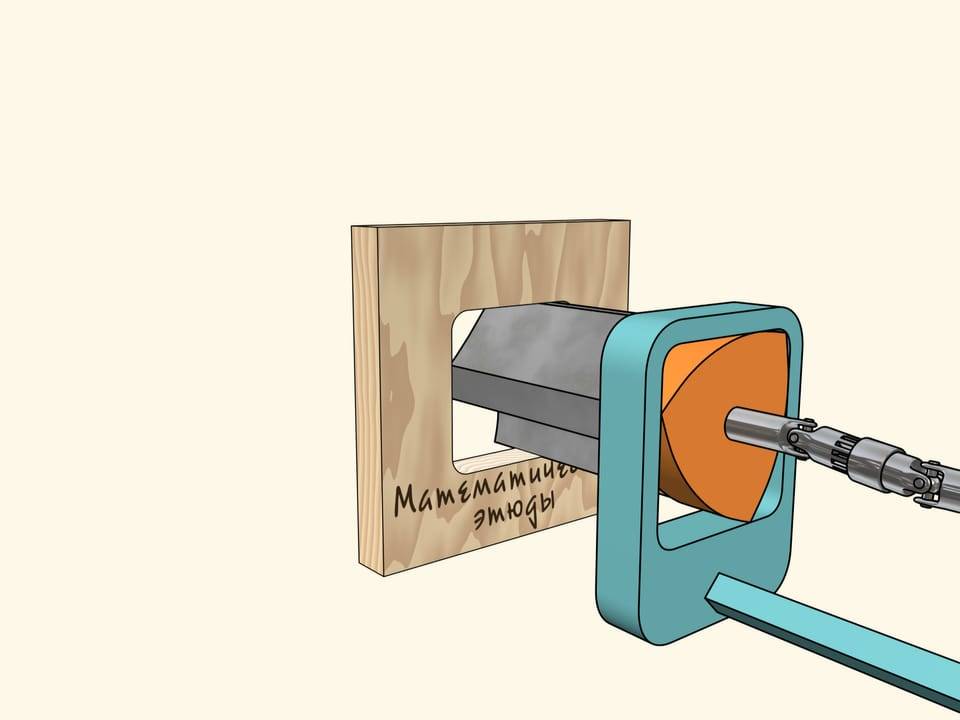
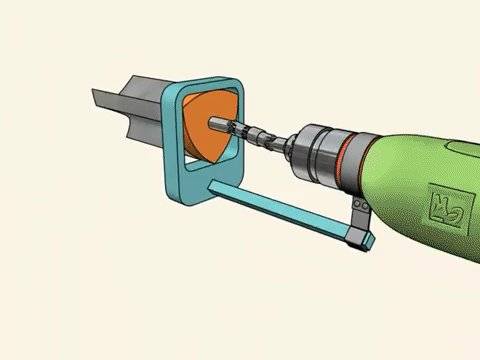
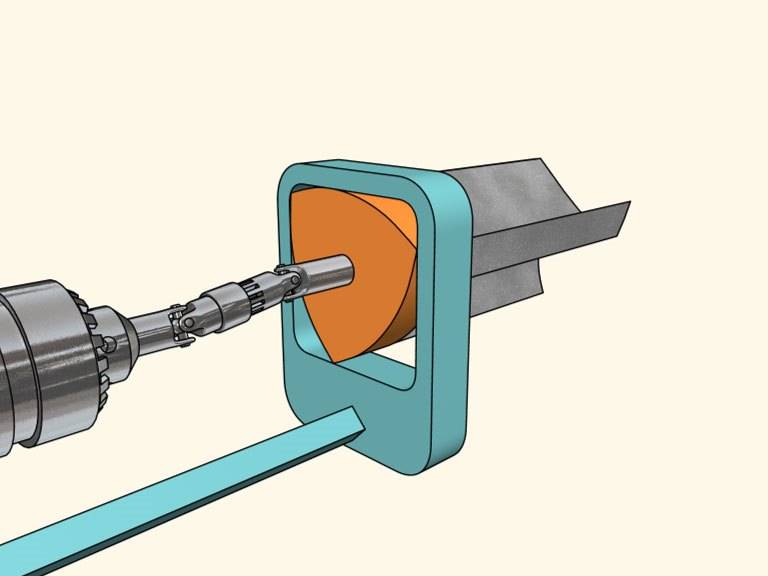
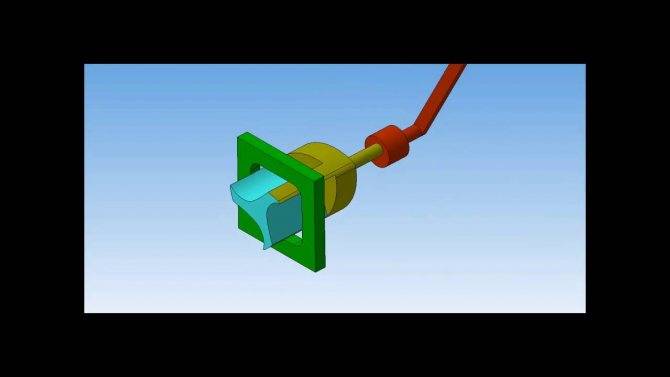
Мы же воспользуемся другой известной конструкцией. Прикрепим сверло жёстко к треугольнику Рело, помещённому в квадратную направляющую рамку. Сама рамка фиксируется на дрели. Осталось теперь передать вращение патрона дрели треугольнику Рело.
Помогает решить эту техническую проблему конструкция, которую вы наверняка много раз видели под днищем проезжавших по улице грузовых автомобилей — карданный вал. Эта передача получила своё название в честь Джероламо Кардано.
Теперь у нас всё готово к сверлению. Возьмём фанерный лист и… высверлим квадратное отверстие! Как уже говорилось, стороны будут строго прямыми и лишь уголки немного скруглены. При необходимости их можно подправить надфилем.
Сверло для квадратных отверстий

Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.








Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы

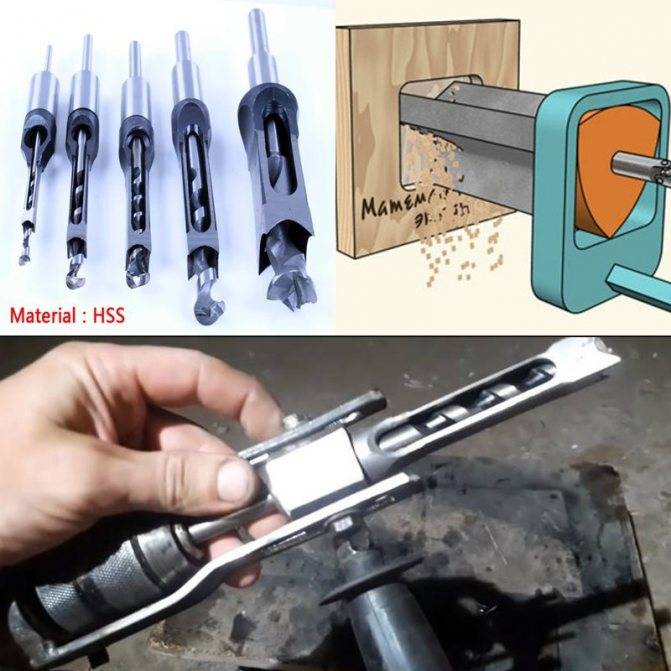
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Типы оборудования
Выбирать свой тип станка начинают с планирования объемов необходимой продукции в среднесрочной перспективе. Исходя из этого, определяют нужную оснастку для работы:
- Производство строительных деталей, соединений деревянных элементов на мебельных предприятиях предполагает использование промышленных станков большой производительности.
- Для разовых потребностей можно получить результат при помощи дрели и стамески. В этом случае придется затратить больше времени на выборку древесины и подгонку входящего шипа, но не будет простаивать самодельный долбежник без работы.
- В частной мастерской, где потребность в этом виде обработки периодически возникает, лучше поставить самодельный долбежный станок, дающий возможность быстро сделать несколько деталей из дерева.

Оборудование промышленного производства для небольших столярок часто имеет вертикальный ход рабочего органа по отношению к столу. У долбежного станка по дереву своими руками применяют более удобное для ручных операций горизонтальное расположение сверла. Исключения составляют установки, переделанные на базе пресса, сверлильного или фрезерного станка.
О сверле Уаттса и треугольнике Рёло

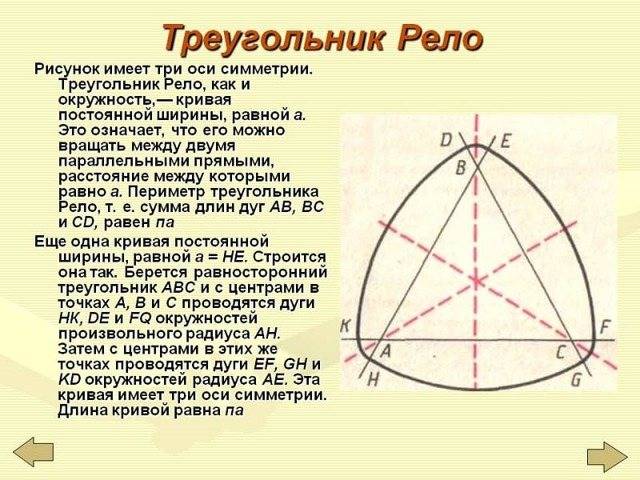
Для того чтобы понять, как работает сверло Уаттса, нужно выполнить небольшой экскурс в геометрию. Еще в 15 веке математиков заинтересовали интересные свойства плоских фигур с равной толщиной. Наиболее известной такой фигурой является окружность. Другой простой фигурой из данного ряда является скругленный треугольник.
Данная фигура получается так. За основу берется равносторонний треугольник. Затем из каждой вершины треугольника прочерчивается окружность радиусом равным стороне треугольника. В итоге получится новая фигура с дугообразными сторонами (сморите рисунок ниже).



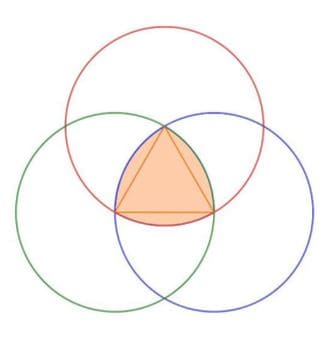
Немного позже ученый Л
Эйлер обратил внимание на интересную траекторию вращения скругленного треугольника. Затем инженер Рело увидел, что при определенном способе вращения фигуры, траектория ее вершин описывает форму очень близкую квадрату. Для этого необходимо производить вращение с некоторым эксцентриситетом
При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело
Для этого необходимо производить вращение с некоторым эксцентриситетом. При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело.
В начале 20 века английский ученый Уаттс смог изобрести и запатентовать техническое решение, которое бы обеспечило такое движение металлорежущего инструмента, чтобы в итоге в обрабатываемой детали получилось квадратное отверстие. Получившийся в итого инструмент стал носить название сверло Уаттса.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.







Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
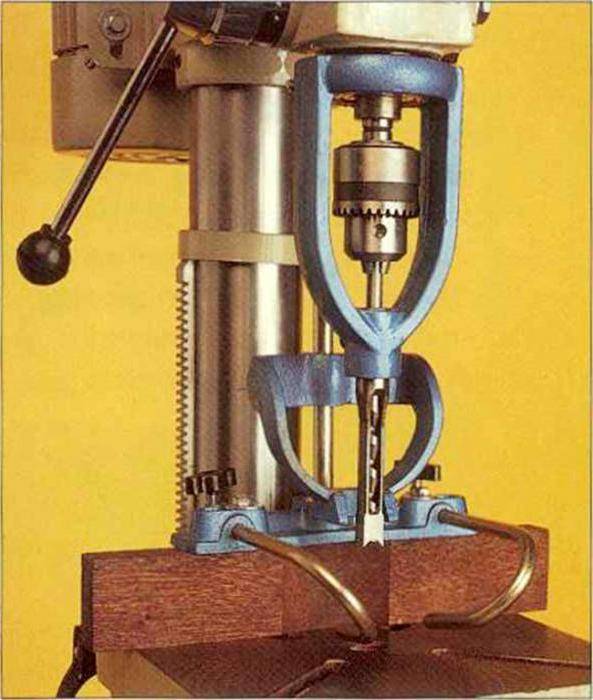
Изготовление устройства для сверления квадратных отверстий
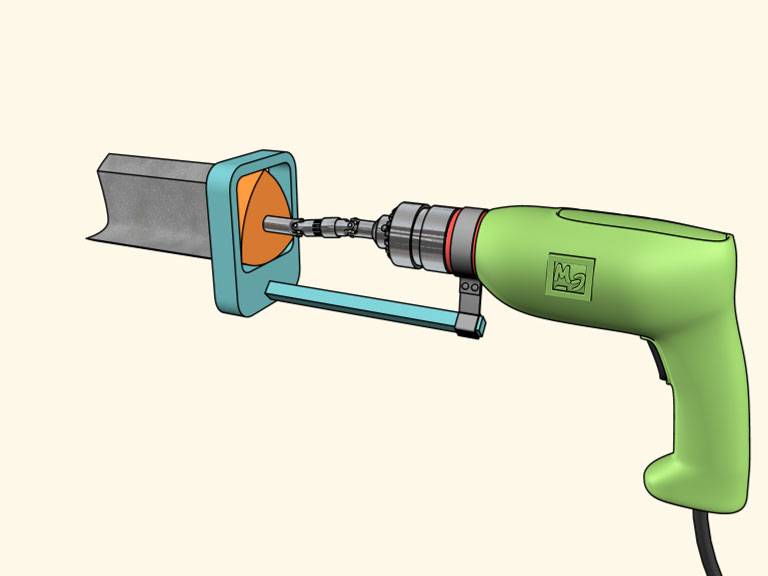
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
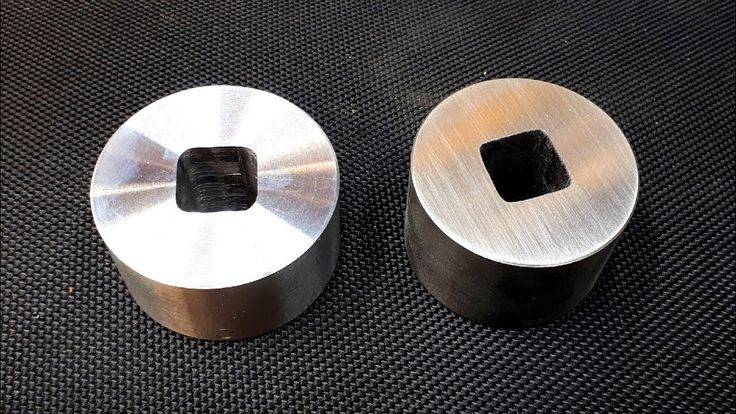
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
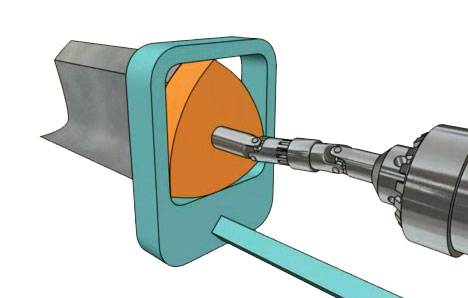
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
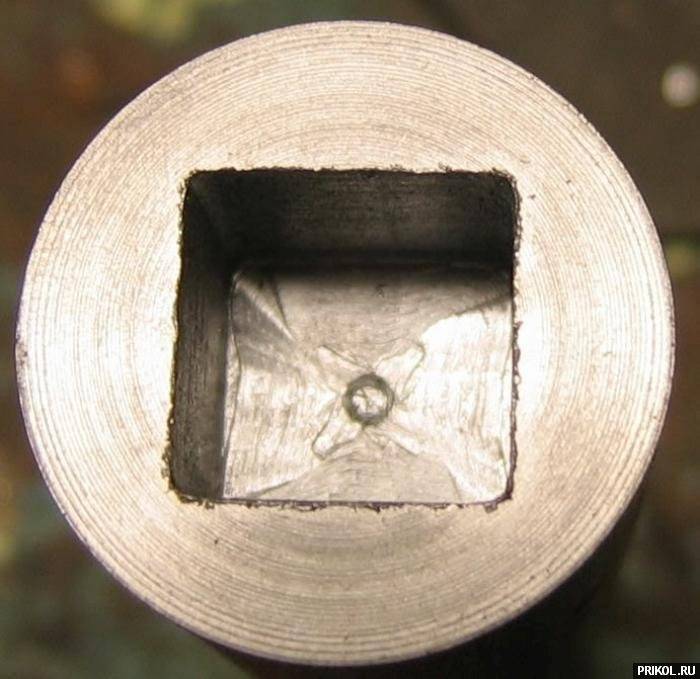
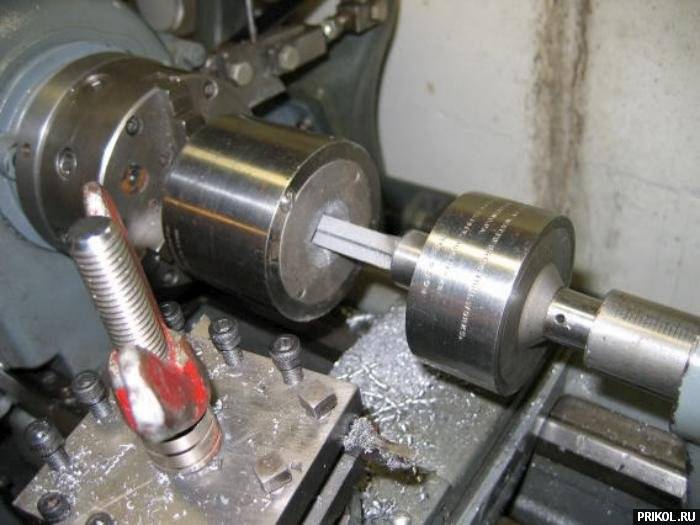
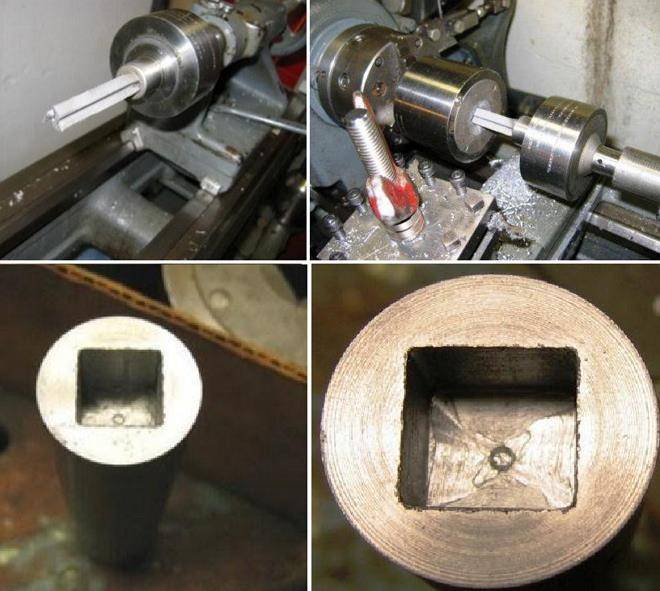
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке





