

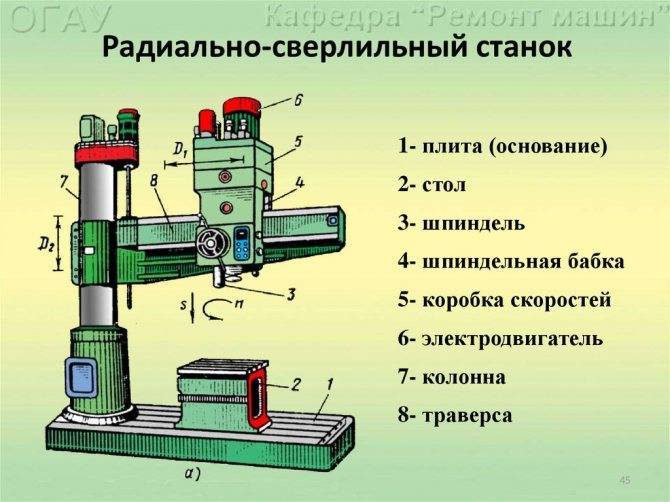
Радиально-сверлильный станок
У радиально-сверлильных станков имеется фундаментная плита. На ней смонтирована стойка с неподвижной колонной. Поворот по направляющей гильзе может быть выполнен на угол до 360°. Допускается перемещение по вертикали и горизонтали.
Передача от электродвигателя к исполнительному механизму происходит через коробку скоростей. Механизм выполняет вращение инструмента и вертикальное перемещения шпинделя.
Для обработки используются не только сверла. Довольно часто применяются резцы. Их установка позволяет получать отверстия нужного диаметра. Используют проходные и торцевые резцы.
Наличие в составе привода ходовых винтов помогает при нарезании резьбы в отверстии с заданным шагом. Сами резьбы могут быть прямоугольными, упорными и иного типа.

Конструктивные особенности

Существует просто огромное количество различного сверлильного оборудования, все они имеют свои конструктивные особенности. Наибольшее распространение получили модели вертикальной компоновки. Классическая конструкция вертикального станка состоит из следующих элементов:
- Шпиндельная бабка предназначена для размещения рабочего патрона, в котором будет фиксироваться режущий инструмент. Частить устройство может с различной скоростью.
- Шпиндель является частью сверлильной головки, в которую также входит ременная передача и электрический двигатель, приводящий в движение режущий инструмент. Ременная передача позволяет регулировать количество оборотов, а также защитить электродвигатель от перегрузки. Кроме этого, привод может быть выполнен в виде сочетания звездочек и шестерен.
- Бабка крепится на несущей стойке, которая изготавливается при использовании металла с высокой прочностью. При создании стойки уделяется больше всего внимания жесткости.
- Вся конструкция базируется на массивной плите. Изготавливается она из стали или чугуна методом литья.
- Схема предусматривает наличие коробки скоростей. Она позволяет регулировать скорость вращения режущего инструмента. Практически все технологические карты по изготовлению различных изделий указывают на то, при какой скорости должна проводится обработка.
- Панель управления может состоять из различных клавиш и тумблеров. В последнее время чаще встречаются модели станков с установленным сенсорным дисплеем, через который проводится установка основных параметров.
- Чертеж современных сверлильных станков предусматривает и наличие защитного стекла, изготавливаемого из материалов с повышенной устойчивостью к механическому воздействию.
Каждый узел перед началом выполнения работ должен тщательно проверяться.
Это интересно: Сварочный инвертор Ресанта САИ-220: характеристики, схемы, отзывы покупателей
Сверла, применяемые в станках
На сверлильных станках, у которых посадочное отверстие шпинделя выполнено под конус Морзе, сверла для обработки металла устанавливаются напрямую в шпиндель. А для их фиксации в нем предусмотрен специальный сквозной паз для заклинивания лапки. Такие же сверла применяют и в универсальных станках (сверлильно-фрезерных и пр.), у которых посадочное отверстие шпинделя сделано под метрический конус или под одну из его современных разновидностей. Только в этом случае их вставляют в переходные оправки с соответствующим конусом. В целом сверла по металлу, используемые на станках, не отличаются от тех, что применяют при сверлении ручным инструментом. Единственный вид сверлильного инструмента, предназначенный только для станочного применения, — это сверла со сквозным каналом, предназначенным для подачи СОЖ в зону обработки (см. рис. ниже).
Какой сверлильный станок купить
Чтобы не расходовать лишние средства, при выборе подобного оборудования нужно руководствоваться следующими критериями.
Место работы
Для проведения сверлильных работ в стеснённых условиях гаража, домашней мастерской потребуется компактный настольный вариант. Интенсивное использование такого оборудования в техцентрах, на предприятии потребует приобретение мощного напольного сверлильного станка.
Предназначение
Перед покупкой нужно определиться с материалом, с которым будут производиться работы, а также диаметром отверстий.
Мощность
Частота использования и характер производимых операций также влияет. Интенсивной работе потребуется мощное устройство с подключением к трёхфазной сети. Домашнему мастеру для поведения нечастого ремонта можно купить недорогой вариант до 500 Вт, источником питания послужит бытовая сеть 220 В.
Дополнительные устройства
Если позволяют финансовые средства, то желательно приобретение оборудования с возможностью наклона при сверлении, наличием подсветки, тисков и т. д. Это позволит с комфортом выполнять операции.
Производитель
При покупке нужно обратить внимание на фирму-производителя, оборудование которой пользуется популярностью у пользователей
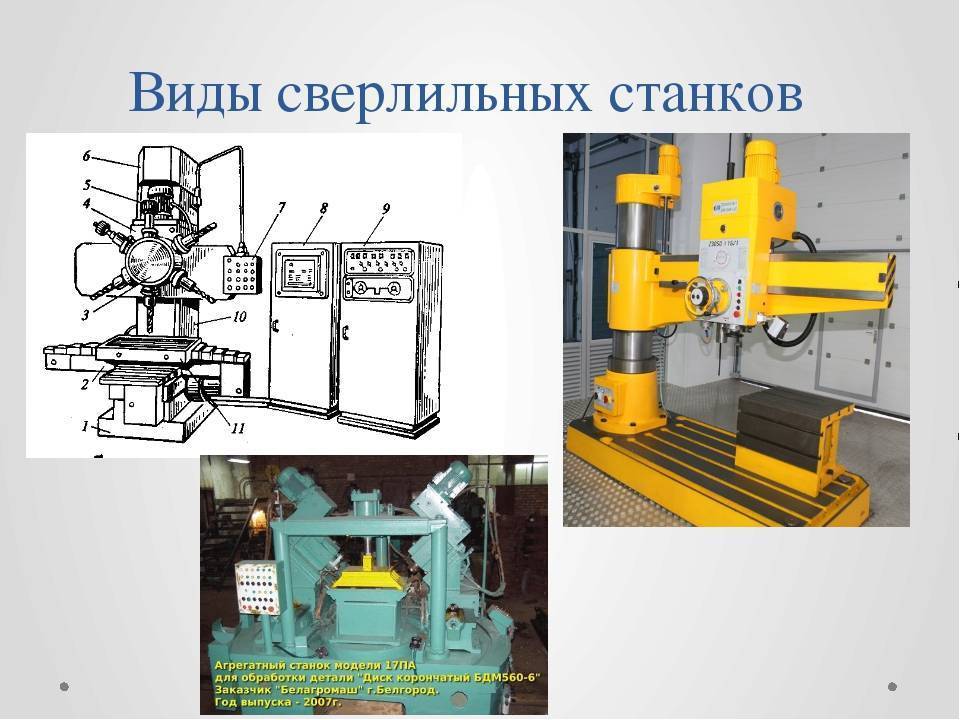
Виды вертикальных сверлильных станков
Все вертикальные сверлильные станки можно распределить по следующим категориям:
- Одношпиндельные агрегаты настольного типа. Такая техника идеально подходит для мелкосерийного производства.
- Одношпиндельные вертикальные напольные станки.
- Агрегаты редукторного типа.
- Многошпиндельные станки.
- Техника, предназначенная для глубокого сверления.
Все эти агрегаты могут быть дополнены числовым программным управлением, что делает работу на них проще, эффективней, а результаты – точнее. Рассмотрим особенности каждого из видов станков.
Одношпиндельные агрегаты настольного типа – это небольшие по размеру станки, которые рассчитаны в основном на получение отверстий диаметром до 16 миллиметров. Также с помощью этой техники можно зенкеровать и зенковать заготовку. С нарезанием резьбы одношпиндельные настольные станки также справятся.
Если же речь идет о больших цехах или мастерских, то для этих условий идеально подойдет напольный станок, список возможных операций которого гораздо шире. Особенностью конструкции этой техники можно считать наличие специальных подножек, которые облегчают монтаж достаточно тяжелого агрегата на самых разных поверхностях. Также конструкция включает такие элементы как рабочую стойку, шпиндель, фундаментную плиту, механизм подачи и коробку скоростей.
Для получения крупных отверстий в условиях цеха такой техники, все же, недостаточно. И тут на помощь приходят массивные редукторные станки, которым можно поручить такую работу. Если же такой агрегат комплектуется числовым программным управлением, то он и вовсе становится незаменимым помощником на производстве, так как позволяет получать практически любые отверстия с максимальной точностью. Подобные агрегаты комплектуются системой индикации, которая предоставляет оператору нужную информацию.
Станок вертикально-сверлильный имеет свои особенности. Во-первых, сверление осуществляется путем перемещения заготовки относительно инструмента, который крепится с помощью специальных переходных втулок и патронов. Во-вторых, встроенный стол поворачивается вокруг основной колонны, что делает более удобной работу с большими заготовками. Стоит также отметить, что эта техника имеет достойные показатели производительности. Их сервисное обслуживание при этом порадует мастера своей простотой.
Долгожитель серийного производства
Среди станков для сверления вертикального типа, есть модель2р135ф2. Ее серийный выпуск начался еще в 1979 году. Этот отечественный агрегат, вместе с другими востребованными моделями, выпускают на Стерлитамакском станкостроительном заводе. Помимо сверлильного металлообрабатывающего оборудования, предприятие производит разнообразие хонинговальных станков – шлифовально-притирочных, применяемых для валиков, плунжеров, втулок, концентрических отверстий в деталях. С заводского конвейера сходят десятки моделей металлообрабатывающего оборудования и режущего инструмента.
Если говорить конкретно о модели 2р135ф2, то она принадлежит к особо функциональным. У этого вертикального сверлильного станка с ЧПУ в револьверной головке – шесть шпинделей, стол координатный, называющийся еще и крестовым. Именно он способствует максимальной жесткости, высокой точности, обеспечивает удобную установку и смену инструмента.
На нем выполняют работы по:
- зенкованию, сверлению, рассверливанию и развертыванию;
- фрезерованию заготовок в технологическом процессе;
- обработке деталей, обходясь без предварительной разметки;
- нарезке резьбы;
- координатной обработке заготовок.
У данного вида оборудования много достоинств. Достаточно назвать лишь 5 главных:
- Работает с большим диапазоном частоты вращения шпинделя и подач.
- Автономно выбирает нормативный режим обработки заготовок из разного материала.
- Достигается точность расстояний между осями у обрабатываемых отверстий.
- Реально, включив автоматический режим, поворачивать револьверные головки.
- Выполняет автоматически многооперационную работу с большим количеством отверстий.
По конструкции станок – предельно прост. Его основание соединено с колонной, а по вертикальным направляющим движется суппорт. На колонне произведен жесткий монтаж редуктора подач и коробки скоростей. На основании координатного стола перемещаются салазки. Они и передвигают рабочий стол в поперечном направлении. С помощью редуктора, стол может перемещаться и в другом направлении.
Модели 2Р135Ф2 было присвоено категорию качества высшего порядка, а числовое программное управление одновременно обеспечивает движение рабочего стола по двум осям – с точным позиционированием до 0,05 мм.

Горизонтально-сверлильные станки: характеристики и принцип работы оборудования
Рассмотрим основные характеристики такого рода оборудования на примере горизонтальные сверлильные станки knuth. Данный вид станков в основном используют для обработки заготовок большого размера. Шпиндель с режущим инструментом на таких станках установлен горизонтально, поэтому агрегат подойдет для высверливания больших и глубоких отверстий на различного рода поверхностях. А вот заготовка, при обработке на таком станке, закрепляется на специальном рабочем столе. В случае необходимости ее можно передвинут с помощью специального приспособления.
Стоит отметить, что горизонтальное расположение сверла в таких станках позволяет, например, выполнять зенкирование, которое представляет собой чистовую обработку уже просверленных отверстий в литых или кованных заготовках или изделиях.
ЧПУ: классификация и пояснения
ЧПУ сегодня в станках используется повсеместно, с той лишь оговоркой, что строго по технологическим нуждам: если есть возможность выполнить деталь, при этом нет требований по сверхточности ее исполнения, можно просто пригласить на работу опытного мастера, который выполнит ее на привычном ручном станке.
Хотя для работы дома (для ювелиров, художников по дереву и металлу) встречается миниатюрный настольный станок, но не менее профессиональный и надежный.
Видео:
Так что цена и вопрос уместности хоть и банальны, но насущны. Технологически систему ЧПУ можно поделить на 2 группы:
- Позиционная: сверло и заготовка движутся прерывисто – точка за точкой. При этом позиции находятся либо далеко (скажем, при растачивании и сверлении), либо близко друг от друга (как при точении и фрезеровании);
- Непрерывное перемещение: контурная работа в одно движение.
Позиционная система ЧПУ – самый простой вид управления, только используется в основном в сверлильных и координатно-расточных станках, где не требуется фигурное движение – только по прямой.
Прямоугольная система ЧПУ перемещает сверло по очереди вдоль конкретной оси координат, при этом скорость перемещения задана самой программой.
Такая система используется также ограниченно (сравнительно) на заготовках, которые можно класть параллельно к осям координат (точение, фрезерование).
Формообразующая ЧПУ
Об этом типе ЧПУ нужно сказать отдельно. Это более продвинутый вариант позиционирования и работы в целом, так как инструмент движется по двум координатам и более, что позволяет выполнять обработку заготовок любой формы.










Интерполятор одновременно выдает координаты в трехмерном пространстве в виде определенного числа приводов подач. Сегодня все больше выпускается станков именно с формообразующей ЧПУ.
Видео:
Да, они дороги, но такое профессиональное оборудование быстро окупается, так как позволяет производить сложнейшие детали, которые стоят недешево.
Но даже такой инновационный станок может предложить выбор опций: 2D и 3D формообразование.
2D формообразование управляется по двум осям координат, значит можно перемещать сверло по дуге и прямой линии. Частный вариант этого типа – 2½D формообразование.
ВАЖНО ЗНАТЬ: Характеристики сверлильно-фрезерных станков
Сверло движется уже по 3 осям координат, но разница в том плане, что управляемыми являются всего 2 оси, а третья служит для установки, подвода и отвода инструмента.
После исполнения команды на движение в некой плоскости, система может перейти на движение в другой.
Такая система ЧПУ используется в простых станках, которые оснащены шаговым приводом подачи.
Что примечательно, обрабатывать на станке можно сложные контуры и поверхности, но объемная деталь обрабатывается послойно в конкретной вертикальной или горизонтальной плоскости, а не непрерывно.
3D формообразование – венец станкостроения, который производит высокоточные детали, причем с гладкой поверхностью.
Видео:
Инструмент станка движется сразу по 3 осям, а значит можно обработать любой пространственный контур непрерывно. По большей части используется метод фрезерования, чем сверления.
Впрочем, если станок универсальный, да еще и с 3D, то он выполнит любую деталь, не говоря уже про обычное сверление. Цена на такой агрегат достигает порой нескольких тысяч евро.
Классификация станков по их реализации
По назначению и способу функционирования станочные механизмы для сверления делят на:
- настольные;
- радиальные;
- вертикальные (колонные);
- горизонтальные;
- координатно-сверлильные;
- многошпиндельные;
- центровальные.
Чтобы выяснить, какой сверлильный станок лучше, рассмотрим подробнее каждый из видов.

Вертикальные устройства востребованы на единичных и мелкосерийных производствах. Такие аппараты начали применять раньше других. С их помощью мастера делают в металлических заготовках отверстия по вертикали. Диаметр не превышает 75 мм. Модификации для настольного размещения имеют небольшой вес и малые габариты. Устройства одного вида могут иметь разные параметры. Они отличаются уровнем точности, массой, амортизацией, мощностью двигателя, частотой вращения шпиндельной оси.
Радиально сверлильный станок применяют для работы с массивными металлическими деталями. Он позволяет получать отверстия размером до 200 мм. Радиальный аппарат имеет большой вес. Прибор востребован только на крупных производствах. Он имеет опорную плиту и стойку с колонной. Если необходимо создать несколько отверстий с максимально точным их размещением, используют координатно-сверлильный вариант. Отверстия большой глубины получают при применении горизонтального станочного оборудования. Для формирования отверстий центрового типа, размещенных на торцах деталей, необходимы центровальные устройства. Станки многошпиндельные способны обрабатывать несколько отверстий в разных плоскостях (горизонтальная, наклонная, вертикальная).

Дополнительные устройства
Станки, предназначенные для применения дома, могут оснащаться различными дополнительными устройствами. За счет их установки повышается функциональность и эргономичность устройства. Наибольшее распространение получили следующие дополнительные устройства:
- Рабочий стол. Подобный узел закрепляется на вертикальной стойке, зачастую есть регулировка по высоте расположения. Некоторые модели снабжаются рабочими столами, которые могут не только располагаться на различной высоте относительно шпинделя, но и вращаться относительно вертикальной оси. За счет этого есть возможность ускорить процесс обработки, так как не нужно постоянно проводить переустановку заготовки.
- Механизм, при помощи которого регулируется глубина сверления. Сверление проводится следующим образом: кончик сверла опускается до метки на заготовке, после чего закручивается затяжной рычаг для ограничения хода режущего инструмента. Большая часть станков имеет рукоятку, при помощи которой осуществляется нажим для входа сверла в материал. В промышленности могут использоваться станки с электрическим приводом подачи.
- Защитный экран. Во время механической обработки может образовываться большое количество стружки, которая из-за вращения режущего инструмента будет разлетаться. Чтобы обезопасить мастера и окружающих от летящей стружки, а также исключить вероятность попадания посторонних объектов в зону резания, устанавливается защитный экран. При его изготовлении могут использовать прозрачный материал, обладающий высокой устойчивостью к механическому воздействию.
Бытовые станки компактны и имеют небольшой вес, за счет чего обеспечивается мобильность. Промышленные станки существенно отличаются от бытовых, за счет чего обеспечивается производительность и универсальность в применении.
4 Магнитный сверлильный станок – настольный и мобильный
Сейчас большую популярность обретает магнитный сверлильный станок – компактный агрегат, который ставят и крепят на верстак (горизонтально-сверлильные станки) либо на обрабатываемую конструкцию или непосредственно на деталь (вертикальный) посредством специальной магнитной подошвы. Такой магнитный сверлильный станок используется для выполнения глубоких и больших по диаметру отверстий в строительном оборудовании, в крупногабаритной производственной технике и машинах, в стальных и металлических конструкциях.
Современный магнитный сверлильный станок можно подвезти к большой конструкции, которую нецелесообразно или же нереально передвинуть, и выполнить с его помощью все запланированные операции обработки. По сути, данные установки не имеют альтернативы в тех случаях, когда сверление производится не в цехах, а в полевых условиях. Так, например, магнитный сверлильный станок незаменим для: судостроительных компаний; при прокладке различных трубопроводов и других сетей; при возведении мостов и иных масштабных конструкций.

Магнитный сверлильный станок крепится к металлическим парамагнитным поверхностям девяти и более миллиметров толщиной, иначе он держаться не будет. При малой толщине допускается подкладывать под заготовку лист стали. Так как станок с магнитной подошвой – это современное оборудование, по большому счету даже инновационное, оно имеет электронные управляющие комплексы, которые автоматизируют выполнение работ и не дают дорогой установке выходить из строя из-за небрежности рабочего.
Магнитный сверлильный станок описывается следующими важными показателями:
- сила (прижимная) магнита: в некоторых агрегатах она достигает величины в 26 тысяч ньютон;
- скорость шпинделя: магнитный сверлильный станок способен просверлить без риска поломки очень крупные отверстия (до нескольких десятков сантиметров), так как он оснащается понижающим обороты редуктором;
- мощность: чем она выше, тем больше у агрегата производительность, понятно, что маломощный мини-сверлильный станок имеет малую производительность, а оборудование с мощностью порядка 1800 Вт способно осуществить почти любую операцию.

Известными производителями вертикально- и горизонтально-сверлильных станков с магнитной подошвой являются фирмы Энкор, Proma, Metabo, DeWalt.
Типы сверлильных станков с ЧПУ по металлу
В каталоге нашей компании представлен большой модельный ряд оборудования, обширный функционал которого обеспечивается посредством применения различных приспособлений – в частности, навесных кондукторов, наклонных, поворотных или маятниковых рабочих столов, револьверных головок, быстросъемных и резьбонарезных патронов. Благодаря этому клиенты могут подобрать оптимальный вариант сверлильного станка с ЧПУ, учитывая потребности конкретного производственного процесса.
Типы станков:
многооперационные (подходят для заготовок всех конфигураций);
с одной или набором шпиндельных головок;
горизонтальной и вертикально-сверлильной группы;
с ручной заменой инструмента.
При покупке сверлильного станка с ЧПУ у клиенты получают длительную гарантию. Благодаря многолетнему опыту на рынке спецоборудования мы можем предложить самые эффективные и надежные решения для любых предприятий, и все это по минимальным ценам.








На всю технику имеются сертификаты. За контроль качества оборудования отвечает наш специализированный техотдел. Консультанты всегда рады помочь с подбором оптимальной модели сверлильного станка с ЧПУ. Также к нам можно обращаться для заказа комплектующих, проведения планового и аварийного ремонта. Звоните нам или оставляйте заявку на сайте.
Сверлильные станки с ЧПУ предназначены для сверления заготовок с высокой точностью и производительностью. Используются в дерево-, металлообрабатывающих мастерских, при производстве различных деталей любых видов сложности, а также в других сферах промышленности.
Сверлильный станок с ЧПУ
Сверлильные станки с ЧПУ используются для выполнения операций по обработке заготовок из различных материалов: сверления, подготовки отверстий под монтаж креплений или фиксации деталей. Применяются в мелко- и крупносерийном производстве корпусных или рамных конструкций.
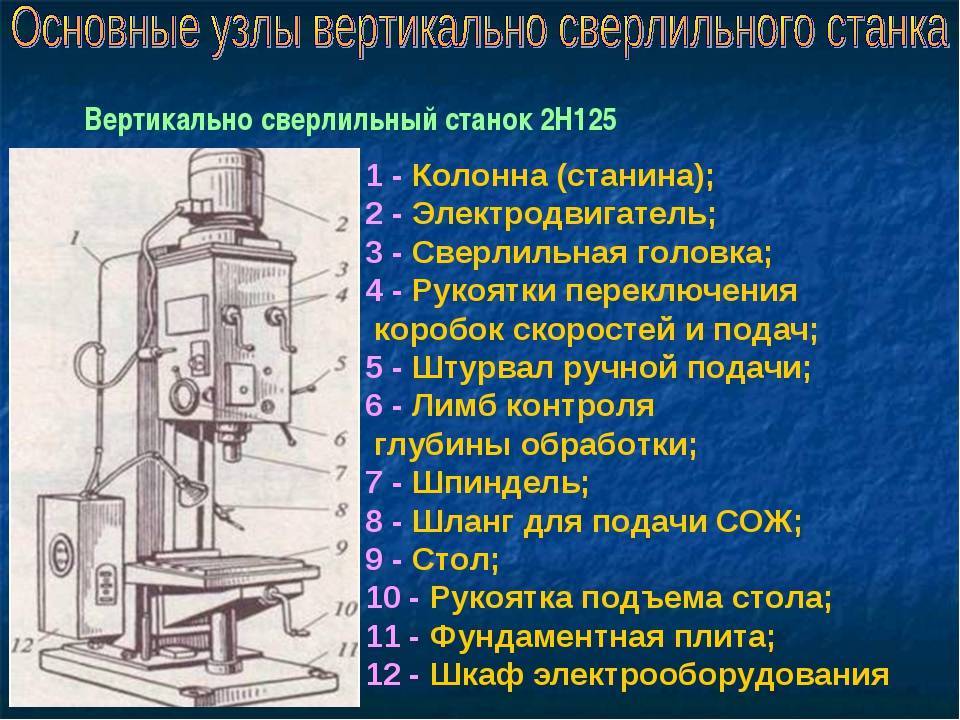
Вертикально-сверлильные станки
Среди подобного оборудования принято определять:
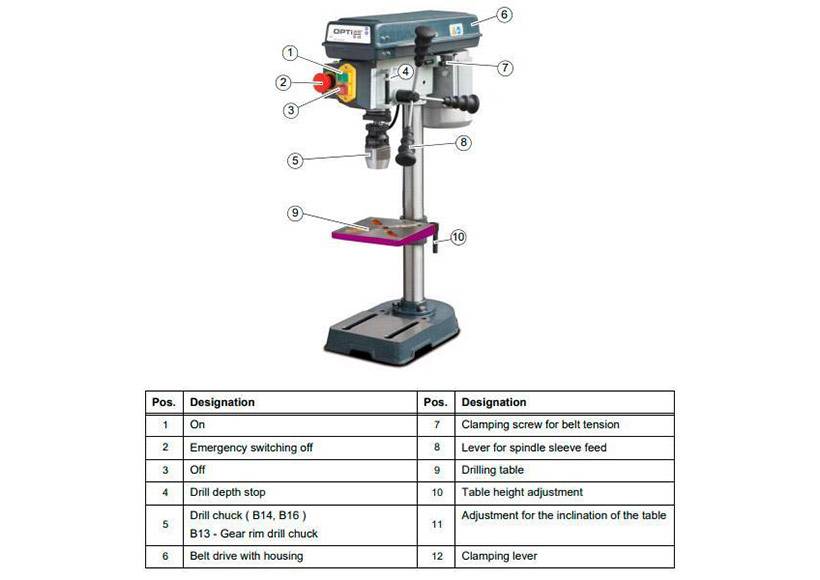
Настольный вариант исполнения
Настольные сверлильные станки. Их устанавливают на столах. Обычно – это небольшие устройства, предназначенные для сверления отверстий от 2…3 до 16…18 мм. Мощность электродвигателя от 0,8…3,5 кВт. В шпинделе предусмотрена возможность установки сверл с коническим хвостовиком, а также в трехкулачковый патрон.
Для фиксирования обрабатываемых деталей на столе имеются фрезерованные Т-образные пазы, в них можно устанавливать машинные тиски. С помощью болтов к столу жестко крепят вспомогательные устройства для ориентированной установки деталей.
На некоторых настольных вертикально-сверлильных станках вертикальное перемещение при установке задается сверлильной головке, на других перемещается рабочий стол. Для закрепления стола или головки используют фиксаторы разных типов.
Привод от электродвигателя к исполнительному механизму осуществляется клиноременной передачей. На подобных станках имеются блоки шкивов на ведущем и ведомом валах. Перемещая ремень по разным ручьям, получают разную частоту вращения шпинделя.
Некоторые станки оснащают системой подачи и отвода СОЖ. Ниже стола устанавливаются ванны для сбора жидкости и отвода ее в бак. Дополнительно устанавливается помпа со своим двигателем.

Напольный вариант исполнения
Напольные вертикально-сверлильные станки устанавливают непосредственно на пол. На отдельных предприятиях используют плиты, где происходит жесткая фиксация станины к шпилькам основания.
Диаметр сверления может достигать до 50…60 мм. Это профессиональные станки, в которых предусмотрена только ручная подача инструмента. Оператор может производить сверление в автоматическом режиме. При достижении заданной глубины сверления инструмент возвращается в исходное положение.
Привод осуществляется через коробки передач с цилиндрическими и коническими шестернями. Электродвигатель устанавливается снизу или на колонне. Стол оснащен опорными пазами для крепления заготовок через планшайбы или с помощью машинных тисков. Для деталей сложной формы изготавливают кондукторы, в них фиксируют детали для обработки.
Для обеспечения точного сверления используют направляющие кондукторы, они обеспечивают точное сверление под заданным углом. Чтобы быстро заменять инструмент применяют быстросъемные приспособления. С их помощью легко меняют сверла, зенкеры, зенковки и развертки.
Большинство напольных станков могут производить «мокрое» сверление с помощью СОЖ. Для подачи жидкости используются емкость, фильтр и центробежный насос.

Сверлильный станок: область применения, классификация, маркировка
В машиностроении и ремонтном производстве задействованы несколько основных видов станков и их модификации. Наиболее знакомыми для обывателя являются сверлильный станок, токарный и, пожалуй, станок шлифовальный. Однако, при изготовлении различных деталей и запчастей используется более широкий спектр оборудования:
– токарные станки;
– станки шлифовальные;
– сверлильные и расточные;
– фрезерные;
– резьбо- и зубообрабатывающие;
– строгальные;
– разрезные.
Применение сверлильных станков
Такие станки предназначены для сверления различных: сквозных или глухих отверстий в сплошном материале, а также для вырезания дисков из листового материала, зенкерования, нарезания внутренних резьб, развертывания, рассверливания. Для выполнения указанных операций, соответственно, применяют сверла, развертки, зенкеры, метчики и прочие специальные инструменты. Формообразующими движениями при проведении обработки отверстия являются поступательное движение подачи инструмента по его оси и главное вращательное движение инструмента.
Основным параметром сверлильного станка считается значение наибольшего условного диаметра сверления отверстия (диаметр считается при работе со сталью). Кроме того, учитываются такие характеристики, как вылет и наибольший ход шпинделя, а также скоростные и иные показатели.
Классификация сверлильных станков
Как правило, сверлильные станки подразделяются на следующие типы:
– многошпиндельные полуавтоматы;
– одношпиндельные полуавтоматы;
– вертикально-сверлильные станки;
– горизонтально-сверлильные;
– горизонтально-расточные;
– радиально-сверлильные;
– координатно-расточные;
– алмазно-расточные;
– разные сверлильные.
Маркировка
Маркируются модели станков цифрами и буквами. Первая цифра показывает, к какой именно группе относится данный представитель сверлильного оборудования, вторая —к какому типу, а третья и четвертая цифры обозначают размер станка (обрабатываемой заготовки). Буква, которая стоит после первой цифры, обозначает модернизацию данной модели. Если же буква расположена в конце маркировки, то это знак того, что на базе основной модели был изготовлен станок, отличный от нее.







Еще один вид классификации определяется областью применения изделия. Так различают специальные и универсальные сверлильные станки. Широкое применение находят специализированные станки, предназначенные для массового и крупносерийного производства, создающиеся на базе универсальных моделей путем усовершенствования, автоматизации цикла работы и оснащения их многошпиндельными резьбонарезными и сверлильными головками.
Основные виды универсальных станков:
– радиально-сверлильные;
– одно- и многошпиндельные вертикально-сверлильные;
– горизонтально-сверлильные для глубокого сверления.
Предыдущая |
Назначение, функциональные возможности
Радиально сверлильные станки широко используются как в массовом, так и в единичном производстве для формирования отверстий в деталях из металла, чугуна и цветных сплавов. Основным движением в оборудовании данного класса является вращательное движение рабочего инструмента — сверла, и его возвратно-поступательная подача.
Радиальные агрегаты ориентированы на работу с крупногабаритными деталями, непригодными для рассверливания на обычных вертикальных станках из-за трудоемкости перемещения заготовки по рабочему столу. В отличие от стандартного оборудования, в радиальных механизмах зафиксированная на плоскости стола деталь остается неподвижной, а в требуемое положение перемещается шпиндель с рабочим инструментом.
Станок 2К550
От типа смонтированного на шпиндель рабочего инструмента непосредственно зависят функциональные возможности агрегата. Так, современные радиально сверлильные станки способы выполнять следующие операции:
- сверление;
- зенкерование;
- зенкование;
- развертывание;
- растачивание;
- подрезка торцов;
- нарезание резьбы (метрическая, дюймовая)
Ключевыми характеристиками оборудования являются три параметра: максимальный диаметр сверления, вылет шпинделя по отношению к станине и размеры рабочего стола, последние 2 определяют размеры деталей, которые может обрабатывать конкретный агрегат. к меню
к меню
Особенности конструкции
В зависимости от конструктивных особенностей все радиальные агрегаты классифицируются на три группы:
- универсальные (стационарные);
- переносные (используются для обработки крупногабаритных заготовок, к которым оборудование подается подъемным краном);
- самоходные (перемещаются на тележках по рельсовым путям, фиксируются на деталях посредством башмаков).
Схема конструкции радиального станка 2Е18П
Конструкция станка состоит из следующих узлов:
- Фундаментная плита.
- Несущая колонна.
- Гидрозажим.
- Поворотная гильза.
- Траверса.
- Сверлильная головка.
В процессе обработки сверлильная головка может перемещаться как вдоль направляющей траверсы, так и поворачиваться в пределах 3600 благодаря перемещению поворотной гильзы. Сама деталь устанавливается на рабочем столе либо прямо на фундаментной плите (зависит от конструкции конкретного станка).
Колонна, монтирующаяся на фундаментной плите, выполняется из металлической трубы. На ее верхней части установлен механизм подъема, перемещающий траверсу в вертикальной плоскости. Сверлильная головка представляет собой отдельный конструктивный узел, состоящих из блока скоростей, механизма подачи и шпинделя.
Сверлильная головка в таком оборудовании имеет конструкцию, аналогичную вертикально-сверлильным агрегатам, однако она отличается повышенным числом подач и оборотов. Увеличенная скорость вращения шпинделя требует эффективной смазки, которая обеспечивается системой автоматической подачи СОЖ (резервуар с жидкостью, как правило, размещается внутри фундаментной плиты).
Крутящий момент на шпиндель сообщается от двигателя через коробку скоростей, состоящую из зубчатых колес. В качестве привода используются асинхронные двигатели, в одном станке может устанавливаться 3-8 моторов, каждый из которых отвечает за движения определенного узла конструкции. Для примера: распространенный станок 2А553 имеет 7 движков (электрическая схема демонстрирует расположение каждого из приводов):
Электрическая схема станка 2А554
- M1 — двигатель насоса подачи СОЖ;
- M2 — двигатель шпинделя;
- M3 — двигатель ускоренного отвода шпинделя;
- M4 — двигатель траверсы;
- M5 — двигатель гидронасоса траверсы;
- M6 — двигатель набора скоростей;
- M7 — двигатель набора подач.
Кинематическая схема
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Кинематическая схема данного станка, в свою очередь, состоит из 5-ти кинематических цепей: движения подачи, ускоренного перемещения шпинделя, вертикального движения траверсы, перемещения сверлильной головки по траверсе, вращения шпинделя. к меню
Таблица размеров сверл по металлу
Государственные стандарты, правила изготовления спиральных и центровочных сверл по металлу, включают в себя таблицы размерных рядов для разных исполнений и направлений вращения спирали. Каждому типоразмеру соответствует уникальное цифровое кодовое обозначение. К примеру, если диаметр сверла с цилиндрическим хвостовиком равен 3.1 мм, оно имеет исполнение N1 и правую спираль, то его общая длина должна составлять 65 мм, длина рабочей части — 36 мм, а кодовое обозначение такого изделия будет 2300-7517. Таблицы размеров для сверл по металлу с коническим хвостовиком включают в себя диапазон диаметров от 5 до 80 мм, а для инструмента с цилиндрическим хвостовиком — от 0.25 до 20 мм. При этом для тонких сверл диаметром до 1 мм предусмотрено только исполнение N1 c правой спиралью.





