

Ассортимент сверл для станков
Данный раздел каталога содержит в себе несколько типов сверл для станков с ЧПУ, рассортированных по категориям. Для каждого типа изделий приведена соответствующая маркировочная таблица, в которой указаны их основные параметры и сфера применения. Вы можете приобрести сверла следующих категорий:
- центровочные;
- сверхкороткие;
- короткие;
- длинные;
- сверхдлинные.
Каждая из приведенных категорий включает сверла для станков ЧПУ, которые можно подобрать в определенном диапазоне диаметров, а также в зависимости от обрабатываемого материала.
Центровочные сверла
В этом разделе предлагаются сверла из мелкозернистого твердого сплава с углами заточки от 90 до 120 градусов. Такой инструмент применяется для подготовки конусообразной канавки перед сверлением отверстия определенной глубины. Предварительная обработка нужной точки центровочным сверлом позволяет повысить точность позиционирования основного режущего инструмента. Благодаря этому более длинное сверло пройдет в металл по нужной оси, не отклонившись от расчетной точки входа вследствие вибраций и прочих факторов.
Центровочный инструмент в каталоге является универсальным и подходит для обработки всех распространенных металлов и сплавов, используемых в современной промышленности. В зависимости от производственного процесса центровочные сверла для станков ЧПУ можно купить диаметром от 1 до 30 миллиметров.
Сверхкороткие и короткие сверла
Сверхкороткие сверла для металлообработки представляют собой инструмент длиной до трех диаметров. В каталоге представлен инструмент для обработки стали, цветных металлов и различных сплавов. В зависимости от серии данные сверла предлагаются с диаметром от 1 до 20 миллиметров. Инструмент в основном используется для сверления глухих отверстий под последующую нарезку резьбы для крепежа.
Короткие сверла по металлу для станков могут применяться для сверления глухих, а также сквозных отверстий в заготовках небольшой толщины. Диапазон длины коротких сверл — от трех до восьми диаметров. В зависимости от обрабатываемого материала можно подобрать инструмент диаметром от 1 до 60 миллиметров.
Длинные и сверхдлинные сверла
Эта категория сверл для ЧПУ станков применяется для проделывания сквозных отверстий в изделиях из различных металлов и их сплавов. Длинные и сверхдлинные сверла поставляются диаметром от 1 до 30 миллиметров и длиной от 8 до 30D. В каталоге можно ознакомиться с подробными характеристиками каждой серии инструмента.
Функциональность обрабатывающего оборудования
В процессе производства применяют самое разнообразное оборудование, исходя из станочных реалий, согласно приемлемым на предприятии технологиям и программной оснастке.
- Токарно-револьверному станку под силу обработать одновременно две-три детали. Если его револьверная головка вертикального размещения, а у суппорта – поперечное, станок способен выполнять отрезку и фасонное обтачивание деталей.
- При помощи станков для подготовки кромок труб успешно обрабатывают торцы, снимают фаски, устраняют неодинаковую толщину труб, которая появляется вследствие сварочных работ.
- Что касается револьверных станков, имеющих продольное перемещение суппорта, они несколько ограничены в своем функционале, хотя на них выполняют операции центрования, сверление, растачивание, развертывание, обтачивание, нарезание резьбы, подрезание широким резцом торцов небольшого формата. А вот проточка канавок, подрезка широких торцов, обработка фасонных поверхностей и отрезка на нем возможна лишь тогда, когда закреплённый в специальном держателе резец способен перемещаться в поперечном направлении. Используют с этой целью и вращение в нужную сторону револьверной головки.
Готовя новую деталь для обработки, делают переналадку станка – меняют револьверную головку вместе с установленным инструментом. Несложно заменить и зажим, соответственно конфигурации новой заготовки. Далее, пользуясь закрепленным в патроне эталоном, приступают к регулировке упоров и затем уже к обработке заготовок. Первую пробную деталь замеряют и, если возникнет потребность, подналаживают оборудование. Подналадка часто совмещается с заменой резца.
- Обрабатывая поверхность со ступенями, пользуются широким резцом, применяя поперечные суппорты, имеющие продольную подачу. Если же у станка револьверная головка, имеющая горизонтальную ось, подрезание торцов выполняют резцами, установленными в головке (вариант – круговая подача). Пользуясь станком токарно-револьверного типа, который совмещает одновременное применение нескольких инструментов, удается экономить время.
- Высока эффективность токарно-винторезных станков, выполняющих множество операций, с использованием (одновременно или последовательно) большого числа режущих инструментов.
- А вот применение токарно-карусельных станков – в обработке тяжеловесных заготовок больших размеров. Речь идёт об обтачивании роторов турбин, зубчатых колес, маховиков.
- Коленчатые валы обрабатываются при помощи токарных полуавтоматов с несколькими резцами. Они устанавливаются так, чтобы одновременно обрабатывалось несколько деталей.

Ручной режим
Чтобы начать работу со щупом, нажмите кнопку MDI. Затем нужно выбрать соответствующую вкладку меню и нажать ENTER. Мы переходим в ручной режим привязки. Наш револьвер имеет 5 инструментов, которые ранее не обмерялись. Давайте в ручном режиме привяжем каждый инструмент с помощью щупа.
Проверьте, что выбран ручной режим MANUAL. В рабочей позиции находится инструмент номер 12, поэтому в поле «Номер инструмента» (TOOL NUMBER) записывается 12. Это поле всегда отображает номер инструмента, который сейчас находится в револьвере в рабочей позиции. Введите номер коррекции (TOOL OFFSET), который вы будет использовать для этого инструмента. Как правило, номер коррекции совпадает с номером инструмента.
Далее нужно задать тип инструмента (TOOL TIP DIR), который зависит от его конфигурации и направления режущей кромки. В данном случае, мы обмеряем инструмент с типом 2. Мы не можем ввести значение в поле «Допуск» (TOLERANCE), поскольку это поле активно только в .
Отведите револьвер на безопасное расстояние и переведите руку со щупом для привязки в рабочую позицию, нажав F1. У нас есть данные для инструмента номер 12, и мы готовы к его обмеру. С помощью ручного маховичка подводим инструмент по осям X и Z к щупу, не доходя до его края по диагонали примерно 6–8 мм. На экране есть изображение, которое подсказывает нам, в каком направлении нужно подводить инструмент.
Если дверь станка открыта, то вам нужно будет удерживать кнопку CYCLE START. При закрытой двери нажмите CYCLE START, инструмент коснется щупа по осям Z и X, двигаясь в указанных направлениях. Полученные результаты запишутся в таблицу.
Обратите внимание, что программа в G-коде сгенерируется в окне MDI. Она может использоваться в дальнейшем
Необходимо отвезти револьвер в безопасное положение от измерительного щупа для смены инструмента
Продолжайте, чтобы определить все оставшиеся смещения. Когда вы закончите обмер всех ваших инструментов, не забудьте нажать клавишу F1, чтобы вернуть руку в исходное положение
Необходимо отвезти револьвер в безопасное положение от измерительного щупа для смены инструмента. Продолжайте, чтобы определить все оставшиеся смещения. Когда вы закончите обмер всех ваших инструментов, не забудьте нажать клавишу F1, чтобы вернуть руку в исходное положение.







Эксплуатация
Станки для сверления, оснащённые ЧПУ, необходимо эксплуатировать в соответствии со следующими требованиями:
- разрешена установка только внутри отапливаемых помещений с оптимальным уровнем влажности;
- допустима обработка заготовок, которые отвечают требованиям производителя конкретной модели;
- все узлы, механизмы нужно поддерживать в чистоте, своевременно смазывать, обслуживать, следить за состоянием, выполнять замену, не допуская критических повреждений;
- перед выполнением работ следует убедиться в полной работоспособности всех агрегатов, проверить наличие защитных экранов, способность станка отключаться в случае аварийных ситуаций;
- в случае обнаружения неисправностей, недопустимо обрабатывать заготовки;
- недопустимо выполнять сверление деталей из материалов, не подходящих под параметры установленных свёрл;
- в случае прекращения подачи охлаждающей жидкости или масел для смазки механизмов нужно прекратить работу станка для устранения неисправностей;
- после начала выполнения программы ЧПУ запрещается прикасаться к вращающимся или движимым узлам.
Преимущества и недостатки
К преимуществам сверлильных станков относятся:
- точное позиционирование сверла над поверхностью детали;
- многоступенчатая обработка;
- регулировка крутящего момента, скорости оборотов, хода сверла вдоль осевой линии;
- сверление под различными углами;
- простота программирования ЧПУ, смены программ для выполнения различных производственных задач;
- автоматический контроль текущего состояния станка;
- высокая надёжность механических частей;
- защита от перегрева сверла;
- высокий ресурс узлов и механизмов;
- много различных моделей, позволяющих перемещать шпиндель со сверлом над рабочим столом либо наоборот;
- простота в эксплуатации, обслуживании, ремонте;
- высокая производительность труда;
- безопасность в работе по причине отсутствия контактов с опасными механическими узлами.
Недостатки станков с ЧПУ для сверления:
- высокая стоимость оборудования;
- большие габариты и масса;
- для работы требуется обученный персонал — операторы, наладчики.

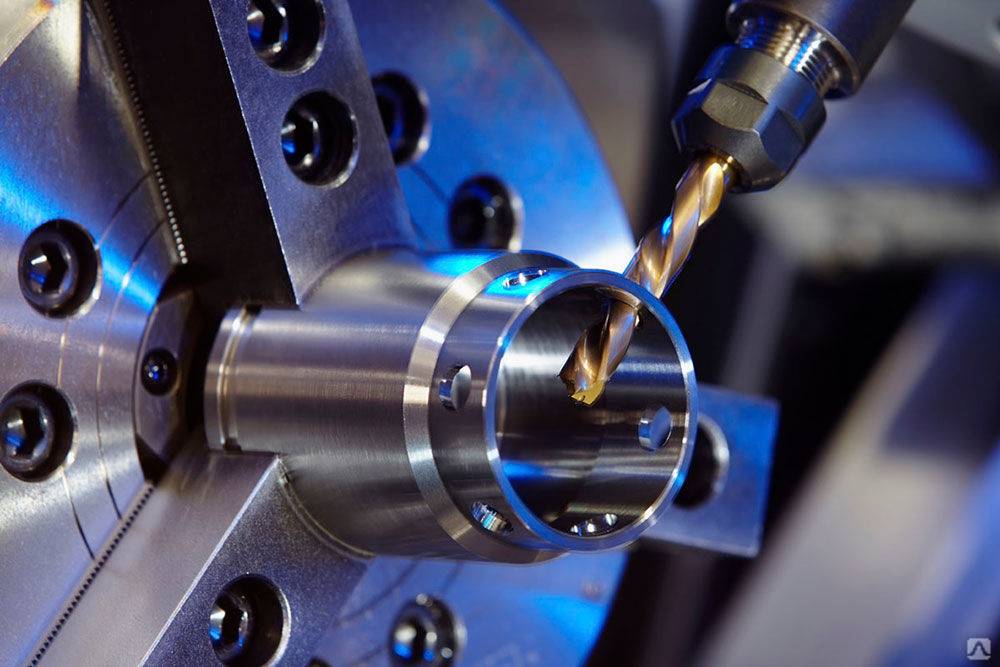
Качественное изготовление деталей
Производители и стоимость
Модели сверлильных станков с ЧПУ выпускаются на следующих предприятиях:
- ОАО «Астраханский станкостроительный завод»;
- ЗАО «КомТех-Плюс»;
- ОАО «Стерлитакамский станкостроительный завод»;
- Завод «ПромСтройМаш»;
- ОАО «Рязанский станкостроительный завод»;
- ОАО «Кировский станкостроительный завод».
Стоимость станков в зависимости от их типов следующая:
- профессиональные радиально-сверлильные настольные — от 120 тыс. руб.;
- радиально-сверлильные для ответственных работ — от 150 тыс. руб.;
- тяжёлые промышленные — от 400 тыс. руб.;
- радиально-сверлильные промышленные с вращаемой на 360 опорой — от 1 млн. 100 тыс. руб.
Станки в зависимости от моделей могут отличаться спецификой работы, взаимодействия с оператором, а также иметь другие особенности. Однако основной принцип обработки заготовок сохраняется.
Настройка токарного станка:
Далее идет настройка машины. Здесь роль оператора станка становится очевидной. Хотя современные токарные станки с ЧПУ выполняют большую часть работы автоматически, оператор по-прежнему играет жизненно важную роль.
Шаги по настройке токарного центра с ЧПУ:
Убедитесь, что питание отключено
Обработка с ЧПУ может быть опасной, поэтому необходима особая осторожность, и проверка выключателя питания является основой для этого;
Закрепление детали в патроне. Патрон удерживает деталь на протяжении всего процесса
Неправильная загрузка может представлять опасность, а также привести к получению готовой детали неправильных размеров;
Загрузка револьверной головки. Токарная обработка состоит из множества этапов, поэтому убедитесь, что вы выбрали правильный инструмент для определенной отделки. Револьверная головка может одновременно удерживать множество инструментов для бесперебойной работы от начала до конца;
Калибровка. И инструмент, и деталь должны быть правильно настроены. Если что-то не так, результат не будет соответствовать требованиям;
Загрузите программу. Последний шаг перед нажатием кнопки пуска — это загрузка кода в станок с ЧПУ.
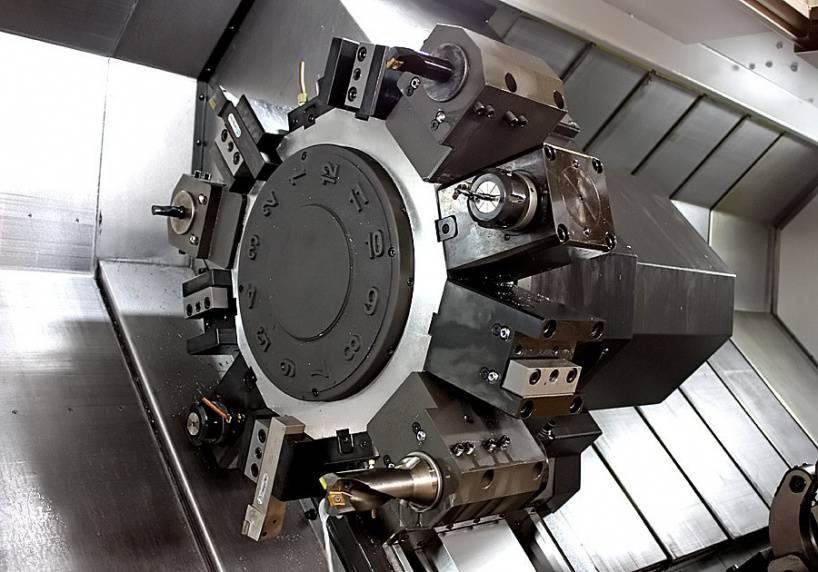
Револьверная головка станка ЧПУ.
Преимущества оснастки для станков от нашей компании
Ассоциация поставляет только качественный и сертифицированный товар. В перечень наших задач входят:
- поставка современной и технологичной оснастки ведущих мировых брендов;
- комплексный подход к решению потребностей клиента;
- оснащение бизнеса под задачи потребителя;
- пуско-наладка;
- снабжение предприятия современной оснасткой.
При покупке товара мы предоставляем:
- гарантийное и постгарантийное обслуживание в официальной службе;
- поставку продукции напрямую от производителя;
- отсутствие дилерской наценки, поскольку изделия поставляются с заводов изготовителей;
Наша фирма специализируется на поставке промышленной техники и комплектующих, инжиниринговых услугах и предлагает своим клиентам первоклассный сервис. Сотрудничество с компанией – залог бесперебойной работы и постоянное обеспечение оборудования качественными режущими приспособлениями.
Подробнее Свернуть
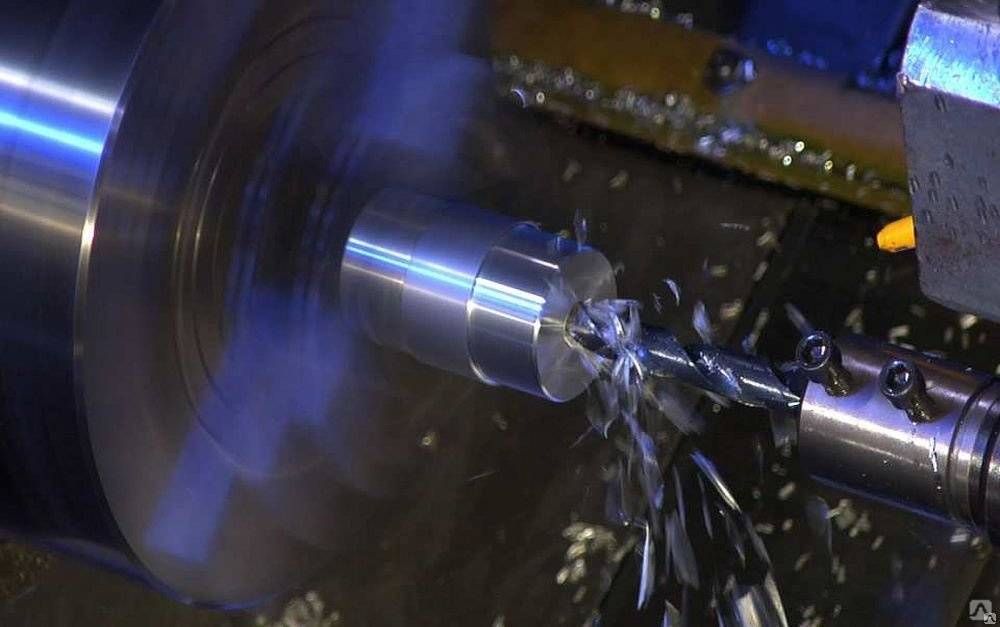
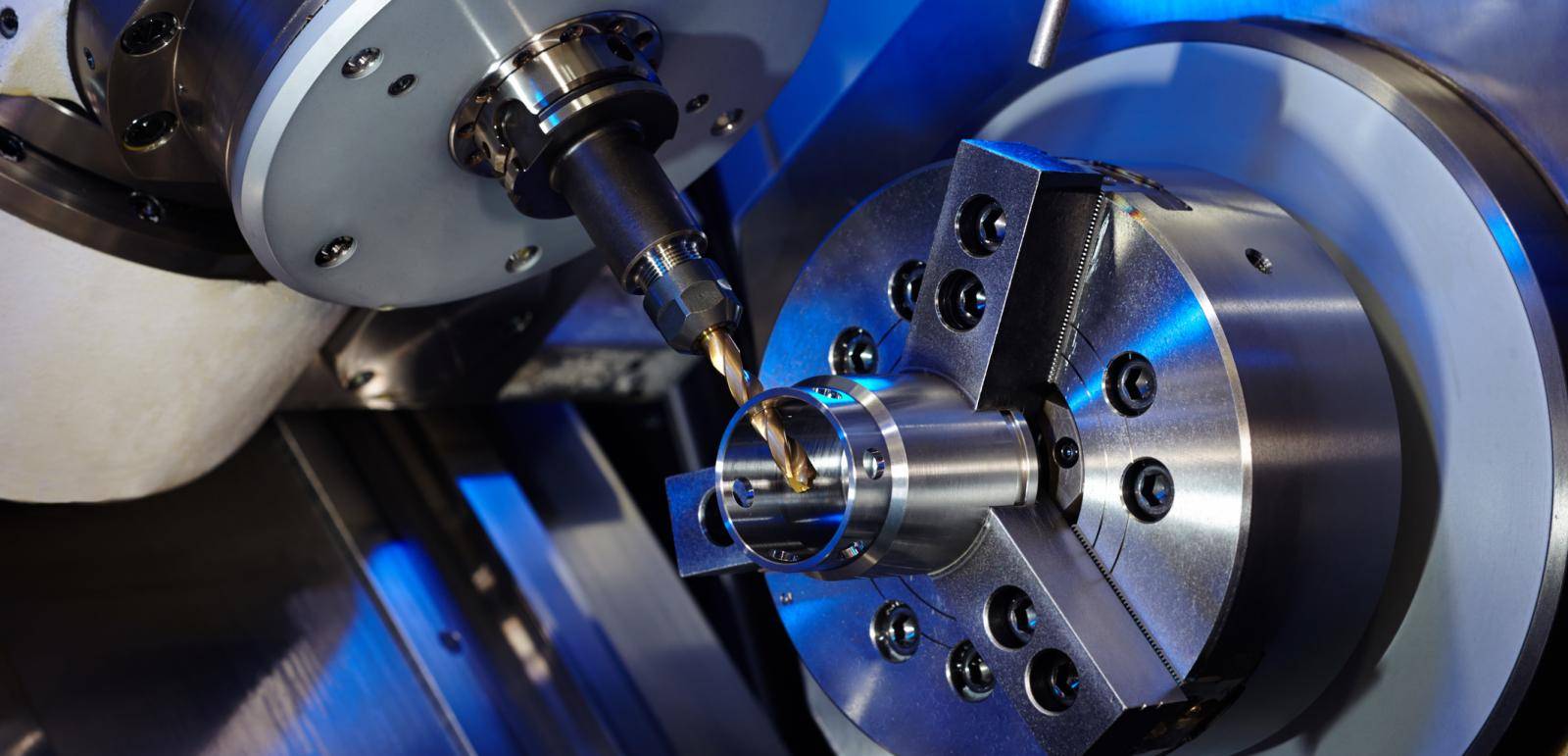
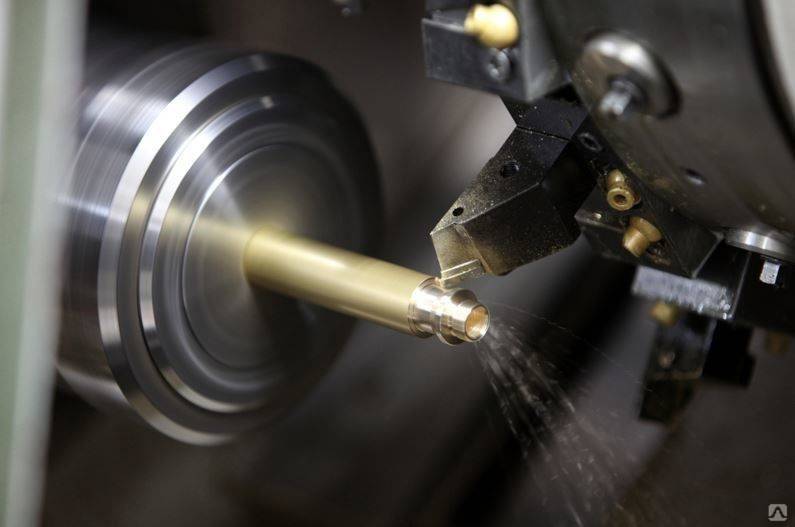
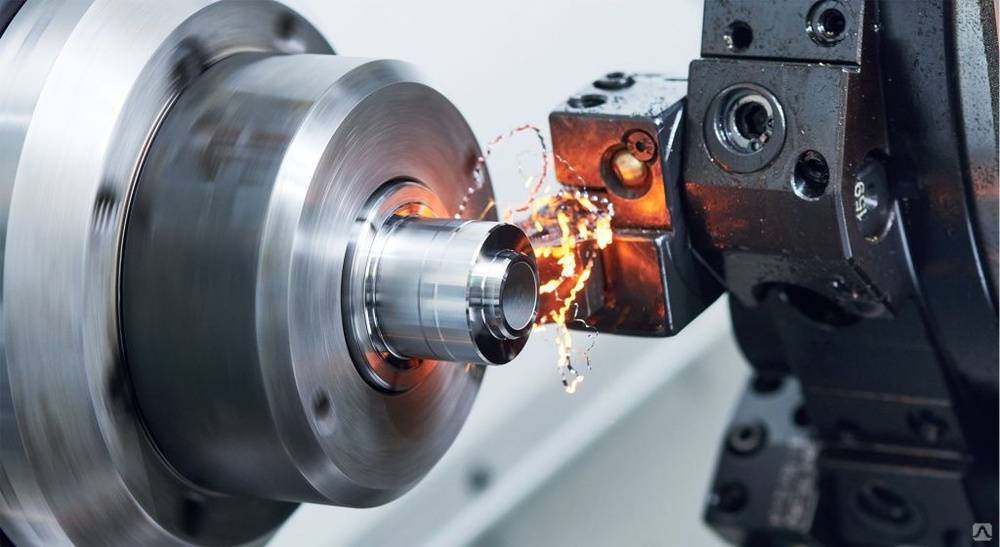
Виды сверления на токарных станках
Условно, существует три вида процесса сверления отверстий на токарном станке по степени вмешательства человека:
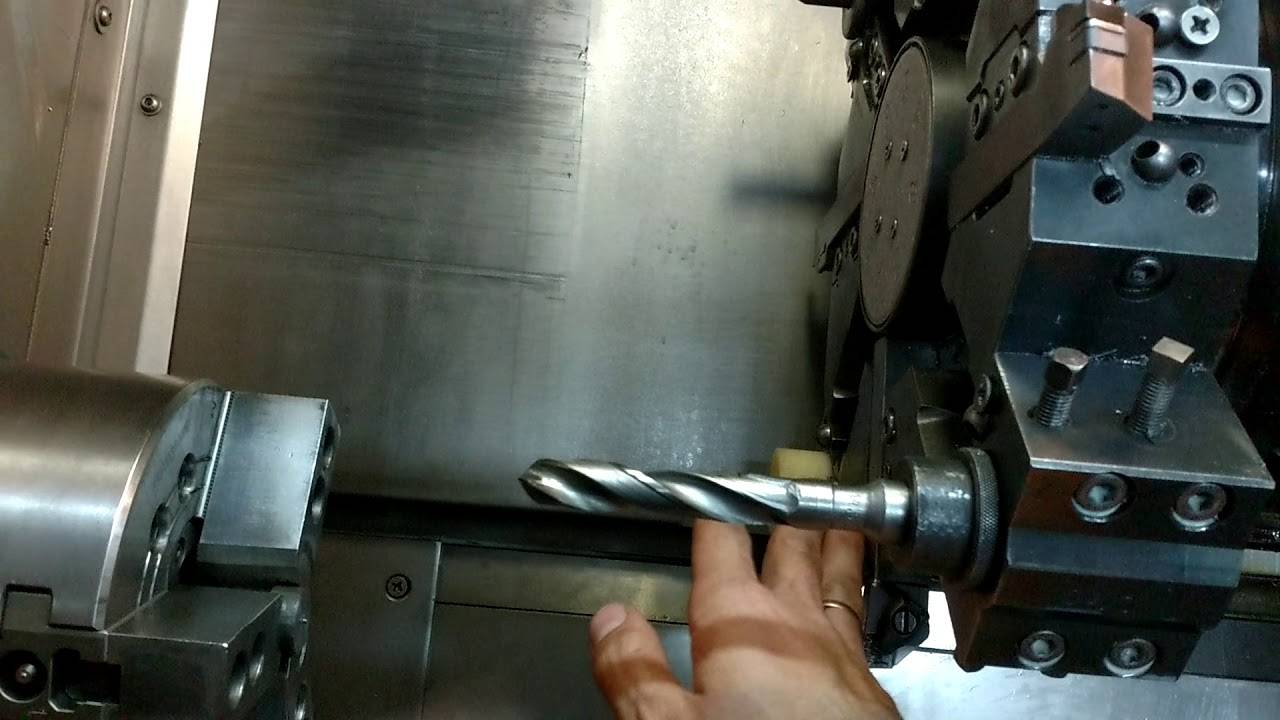
- Ручное. Этот способ предусматривает подачу режущего инструмента в зону резания с помощью маховика задней бабки, приводимого в движение мускульной силой человека.
- Механическое. При этом способе обработки отверстий подача сверла осуществляется с помощью механической подачи, поступающей от каретки суппорта к задней бабке через специальное устройство. Не все токарные станки имеют такие устройства и, соответственно, возможность осуществлять механическое сверление.
- С помощью ЧПУ. Полная автоматизация обработки изделий возможна на станках с ЧПУ. На токарном станке с ЧПУ можно совершать обработку отверстий различными способами и инструментами без вмешательства человека.
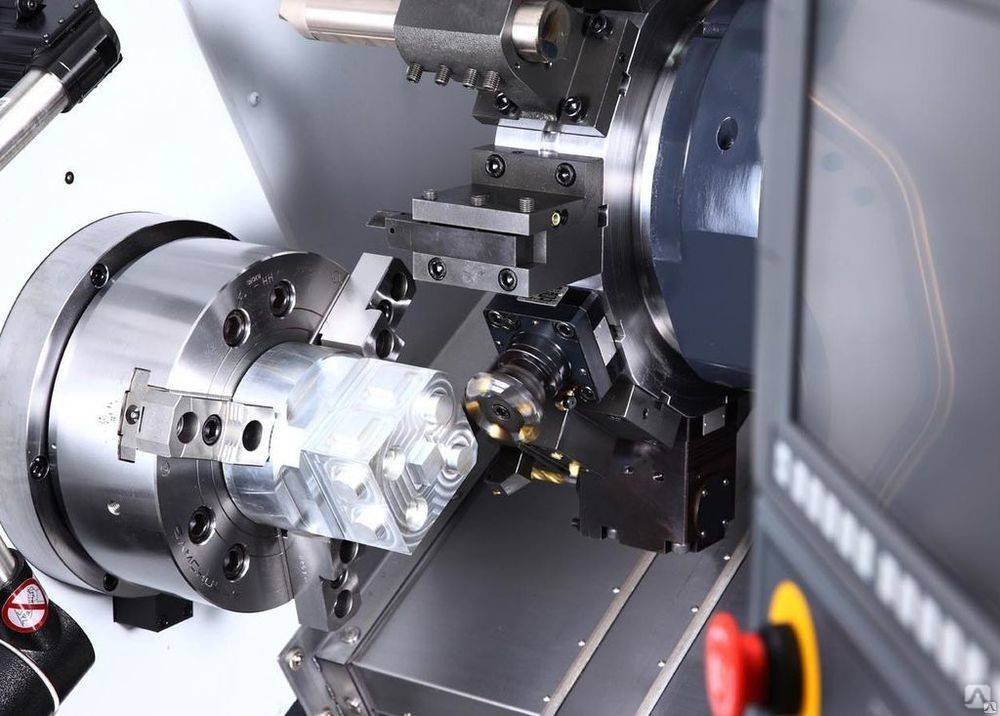
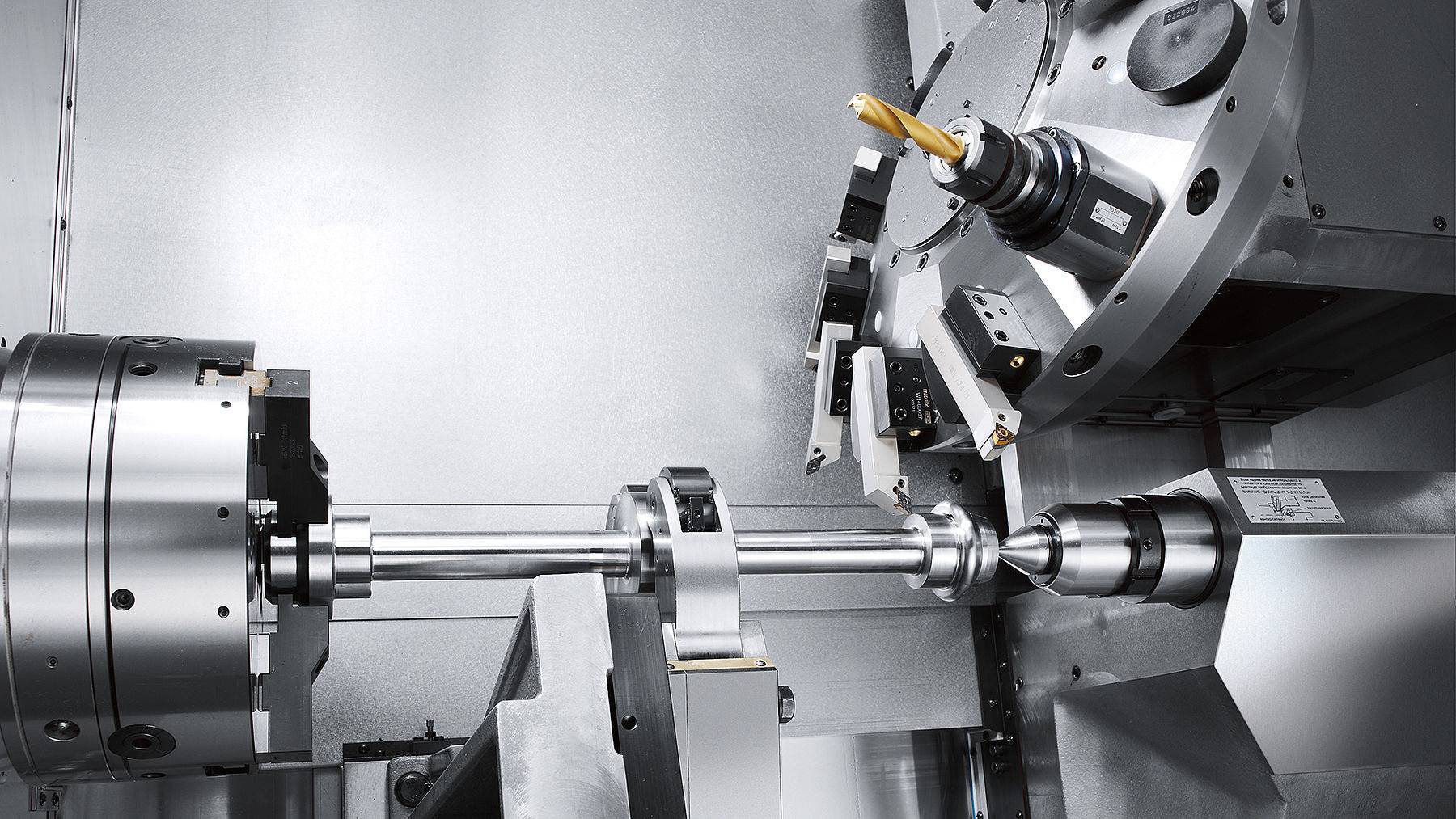
Токарные автоматы продольного точения с ЧПУ
Компания «Техносила» обладает большим парком токарных автоматов продольного точения, что существенно расширяет возможности предприятия по выпуску деталей разных видов, а так же позволяет оперативно менять номенклатуру выпускаемых изделий за счет сокращения времени на переналадку. Современные токарные автоматы продольного точения с ЧПУ, благодаря своей конструкции, сохраняют свои основные преимущества, выраженные в коротком времени на обработку при сохранении важных характеристик, таких как высокая точность обработки деталей, а также превосходное качество по шероховатости поверхностей обработанных деталей. Также токарные работы на ЧПУ позволяют выпускать как мелкие, так и крупные партии продукции.
Выполняемые токарные работы на ЧПУ этого типа (по чертежам заказчика):
- наружное точение;
- обработка канавок и конусов;
- расточка неглубоких отверстий;
- обработка фасонных поверхностей;
- нарезка резьбы внутренней и наружной;
- развертывание отверстий;
- накатка наружных поверхностей;
- фрезеровка шлицов;
- сверление.
Пильная резка
Под резкой обычно понимают резку пилой, другими словами пильную резку (набросок 1). Резка дюралевых сплавов может выполняться с более высочайшими скоростями, чем резка стали. Большая часть дюралевых сплавов позволяют существенно более высочайшие скорости реза. Потому почти всегда конкретно пильная резка алюминия является экономной и хорошей.





Набросок 1 – Пильная резка дюралевого профиля
Внешний облик реза и наличие заусенцев находится в зависимости от используемого дюралевого сплава, его состояния, размеров и формы зубьев пилы, количества оборотов пильного диска за минуту, количества зубьев, поперечника пильного диска и скорости подачи пилы. Количество зубьев пилы должно быть довольно огромным, чтоб обеспечивать незапятнанный рез. При пильной резке дюралевых профилей обычно всегда используют особые смазочные эмульсии.
- Поперечник пильного диска: 300-650 мм;
- Толщина пильного диска: 2,0-4,2 мм;
- Скорость вращения: 1500-2800 об/мин;
- Скорость подачи.
Обработка глубоких отверстий
В случае выполнения глубоких отверстий, необходимо выполнить все подготовительные операции в той же последовательности, как и обычных:
- Установка соосности задней бабки и шпинделя.
- Закрепление заготовки.
- Подготовка и установка режущего инструмента.
- Торцевание заготовки.
- Выполнение углубления в торце заготовки.
При этом нужно придерживаться нескольких рекомендаций:
- Глубокое сверление нужно начинать коротким инструментом на глубину равную диаметру сверла, а затем менять на основное. Это поможет избежать отклонения основного сверла от нужного направления.
- В начале резания для увеличения жёсткости длинного сверла, его подпирают сбоку обратной стороной резца закреплённого в резцедержателе.
Особенности станков с ЧПУ
При работе на токарных станках можно применять ЧПУ (числовое программное управление). Это даёт преимущества только при производстве больших партий изделий. Так как отладка и настройка таких машин занимает много времени, требует создание специальных программ и наличие квалифицированного оператора-наладчика.
Преимущества использования станков ЧПУ:
- Освобождение оператора (токаря) от любых расчётов.
- Повышается точность обработки деталей.
- Минимизируется человеческий фактор.
- Повышается безопасность труда.
- Повышение производительности труда.
- Возможность круглосуточной работы и без выходных.
- Снижает затраты на производство единицы продукции.
Купить инструменты для станков в КАМИ
Компания предлагает большой выбор станочных аксессуаров для любого вида обработки.
Металлообработка
Предназначены для придания заготовкам необходимых формы и объёма. С их помощью производят сверление, точение, нарезание резьбы, фрезерование, черновую и чистовую обработку. Представлены токарными, фрезерными, сверлильными, резьбонарезными приспособлениями и пилами.
Деревообработка
Используются в быту и на производстве. Фрезы, ножи, резцы, сверла и проч. позволяют придать древесной заготовке нужные параметры.
Стеклообработка
Различают алмазные периферийные, чашечные, полировальные круги и др. Подходят для ручных и автоматических установок, сверлильного оборудования и крупных стеклообрабатывающих комплексов.
Камнеобработка
Самое необходимое оснащение для резки, шлифовки, полировки и гравировки камня. Предназначено для улучшения внешних параметров материала, улучшения физических свойств и придания необходимой формы. Представлена пилами и фрезами для резки.
Ручной электроинструмент
С его помощью можно выполнить широкий спектр операций дома и в цехе. Незаменим на стройплощадках. Включает дрели аккумуляторного типа, монтажные пилы и маятниковые лобзики, различные фрезеры и т.п. КАМИ представляет приспособления марки Festool.
Оборудование для заточки инструмента
Должно быть на каждом предприятии. Позволяет затачивать любой вид резаков для деревообрабатывающих и металлообрабатывающих комплексов.





Параметры токарной обработки:
Параметры токарной обработки с ЧПУ зависят от различных аспектов. К ним относятся материал детали и инструмента, размер инструмента, требования к отделке и т. д.
Основные параметры токарной обработки с ЧПУ:
- Скорость вращения шпинделя. Единица измерения — это обороты в минуту (об/мин), и она показывает скорость вращения шпинделя (N), а значит, и заготовки. Скорость вращения шпинделя находится в прямой зависимости от скорости резания, которая также учитывает диаметр. Поэтому скорость вращения шпинделя должна изменяться, чтобы поддерживать постоянную скорость резания при значительном изменении диаметра.
- Диаметр заготовки. Как уже говорилось, это играет важную роль в достижении правильной скорости резания. Обозначается символом D, а единица измерения — мм.
- Скорость резания. Уравнение для расчета скорости резания: V =πDN/1000. Он показывает относительную скорость заготовки относительно режущего инструмента.
- Скорость подачи. Единица измерения — мм/об, символ — с. Подача резания показывает расстояние, на которое режущий инструмент перемещается за один оборот заготовки. Расстояние измеряется в осевом направлении.
- Осевая глубина реза. Довольно очевидно, так как он показывает глубину разреза в осевом направлении. Это основной параметр для облицовочных операций. Более высокая скорость подачи оказывает большее давление на режущий инструмент, сокращая его срок службы.
- Радиальная глубина реза. В отличие от осевого реза, она показывает глубину резания перпендикулярно оси. Опять же, более низкие скорости подачи помогают продлить срок службы инструментов и обеспечить лучшую чистовую обработку.
Растачивание отверстий
Растачивание применяют для обработки отверстий различных размеров и форм в полых заготовках с точностью до 9-го квалитета и шероховатостью до Ra=l мкм. Предварительно просверленные отверстия либо отверстия в заготовках, полученных литьем или ковкой (штамповкой), часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и высокого класса шероховатости обработанной поверхности. Растачивание отверстий обеспечивает получение допуска на диаметр до 0,02 мм и 6-й класс шероховатости. Растачиванием можно исправить положение оси отверстия.
Растачивание отверстий является наиболее универсальным способом обработки отверстий. Но этот способ вместе с тем мало производителен главным образом из-за недостаточной жесткости расточных резцов.
Расточные резцы по конструкции делятся на цельные и держа-вочные (рис 61), а по назначению—для сквозных отверстий (рис 61, а) и глухих (рис 61, б).
Из-за недостаточной жесткости цельных резцов ими можно пользоваться только для растачивания отверстий глубиной до трех диаметров. Токарная обработка более глубоких отверстий диаметром примерно свыше 30 мм выполняется державочными резцами. Такие резцы изготавливаются двух разновидностей: с прямым креплением резца J в державке 2 (рис 61, в) —для сквозных отверстий и с косым креплением (рис. 61, г) —для глухих отверстий. Лыски 3 на державке служат для устойчивого положения резцов в резцедер* жателе.
По действующим стандартам цельные расточные резцы (рис 62) выпускаются в двух исполнениях. Резцы исполнения А с круглой рабочей частью стержня предназначены для обработки отверстий с наименьшим диаметром расточки 10 мм, резцы исполнения Б с прямоугольным сечением стержня — для отверстий 40 мм. Их геометрические параметры приведены на рис 62, в и г.
Кроме того, стандартами разрешено изготовление резцов двух видов: с опущенной головкой (рис. 62, а) при расположении режущей кромки по оси резца и с нормальной головкой (рис. 62, б). Первые обладают большей жесткостью, так как допускают примерно вдвое увеличить диаметр стержня за счет более рационального размещения его в отверстии.
Расточные резцы устанавливают параллельно оси обрабатываемого отверстия и закрепляют в резцедержателе с наименее возможным вылетом. Вершина их должна быть на уровне оси центров станка или немного выше (примерно на 0,02 диаметра отверстия), чтобы компенсировать возможный прогиб.





