Техника сварки
При сварке алюминия и его сплавов необходимо использовать чистые и сухие перчатки из спилка или из другого подобного материала
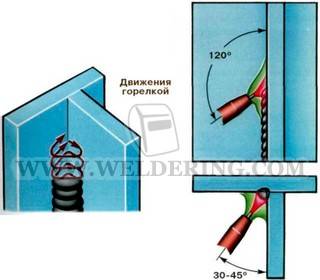
Механизированную сварку стыковых соединений без разделки кромок в нижнем и вертикальном положениях выполняют обычно без поперечных колебаний электрода

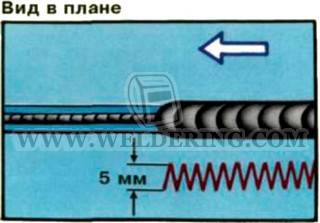
При наличии разделки кромок первый шов выполняют также без поперечных колебаний, а последующие – с небольшими (до 5 мм) перемещениями электрода
При сварке угловых швов в нижнем положении угол наклона горелки относительно вертикальной стенки – 30-45°. Угловой шов на вертикальной плоскости ведут снизу-вверх “углом вперед”. Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы
С внутренней стороны шов защищают остающимися или съемными подкладками либо защитным газом, подаваемым каким-либо из способов:
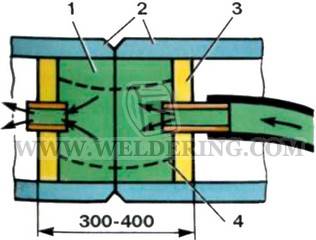
1- защитный газ; 2- свариваемые детали; 3- заглушки; 4 – соединительные тросики
Схема установки заглушек в трубопровод для поддува защитного газа

При сварке деталей толщиной 4 мм и более из-за быстрого остывания сварочной ванны в шве образуются поры. Чтобы предотвратить их появление, применяют шаговую сварку с возвратно-поступательными перемещениями горелки. Каждый шаг вперед на 3-6 мм сопровождается перемещением назад на 1,5-3 мм. Такая техника сварки обеспечивает более эффективную защиту и медленную кристаллизацию сварочной ванны, что в конечном счете гарантирует отсутствие пор.
Чтобы уменьшить деформации при соединении длинномерных конструкций, широко применяют обратноступенчатый метод сварки.

Для заварки кратера горелку возвращают в обратном направлении на расстояние, немного превышающее длину кратера, и одновременно снижают скорость подачи проволоки

При сварке угловых и тавровых соединений сварку заканчивают перемещением горелки в обратную сторону по шву, одновременно замедляя подачу проволоки.

Особенности техники безопасности
Важно помнить, что контактная и любая другая сварка алюминия является тяжелым и ответственным процессом. Она должна не только выполняться правильно, но и безопасно для жизни, иначе можно сильно навредить себе и другим окружающим людям
Чтобы этого избежать необходимо во время сварки выполнять технику безопасности, которая обеспечит максимальную защиту исполнителю.
К важным рекомендациям защиты стоит отнести:
- обязательно во время проведения сварочного процесса нужно использовать защитные средства – маска, рукавицы, прорезиненная обувь, асбестовое или брезентовое полотно, листовое полотно. Данные элементы должны применяться в обязательном порядке независимо от того будь это сварка простой алюминиевой рамы велосипеда или тяжелых конструкций;
- все элементы электрической цепи необходимо полностью изолировать;
- ни в коем случае не стоит проводить сварочные работы в помещениях с наличием легковоспламеняющимися предметами;
- в комнате должна быть вентиляция, она поможет предотвратить отравление газами.
Сварка алюминия – это ответственная и тяжелая задача, которая требует высокой внимательности. Успешность ее выполнения зависит от точного и строгого соблюдения всех норма и правил
Важно знать основные сложности, которые могут привести к ухудшению качества сварного шва. Но полезные рекомендации помогут быстро их устранить, не ухудшая прочности металла
Также любой способ сварки алюминия требует наличия специального оборудования и расходного материала, который позволит провести сваривание качественно и правильно.
Сложности сварки алюминия в домашних условиях
Во время создания шва возникают следующие трудности, связанные со свойствами рассматриваемого металла:
- Под влиянием высоких температур большинство материалов меняет цвет. Это помогает контролировать процесс, выбирать правильную степень нагрева. Цвет алюминия сохраняется прежним, поэтому специалист не может оценивать результат работы визуально.
- Из-за повышенной теплопроводности время воздействия должно быть ограниченным. Увеличение продолжительности поддержания дуги приводит к возникновению дефектов сварного соединения.
- Поверхности алюминиевых заготовок покрыты оксидным налетом. Температура плавления такой пленки – 2000°С. Этот показатель для основного металла в 3 раза ниже.
- Капли расплава, появляющиеся в сварочной зоне, быстро окисляются. Это препятствует образованию равномерного шва. Применение инертного газа – аргона – предотвращает контакт расплава с воздухом, препятствуя окислению.
- Высокая текучесть материала способствует деформации сварочной ванны. Поэтому под стык подкладывают стальной лист, отводящий тепло.
- Рассматриваемый металл содержит химические элементы (например, водород, Н), при повышении температуры вещество выделяется в окружающую атмосферу. В сварном соединении появляются трещины и пустоты.
- Нагреваясь, алюминий расширяется, поэтому при затвердевании отмечается сильная усадка.
- Величина тока должна быть большой, что объясняется высокой теплопроводностью алюминия.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.









Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
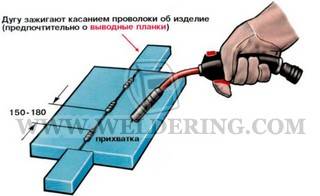
 Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
 Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Рекомендации от мастеров
Советы опытных сварщиков начинающим мастерам:
- Рекомендуется вести сварку заготовок электродами, изготовленными из сплава одной марки. Информация о химическом составе инструмента указывается производителем на упаковке.
- Необходимо учитывать соотношение толщины заготовок и диаметра электрода. При использовании инструмента с повышенным сечением возможно прожигание листового алюминия.
- Расходные материалы не рекомендуется просушивать более чем 2-3 раза из-за деградации покрытия.
- Перед началом электросварки кромки сопрягаемых деталей необходимо обработать абразивным инструментом, удаляющим окислы.
Начинающим сварщикам рекомендуется потренироваться на сварке конструкций из толстостенных заготовок или отходов. По мере получения опыта можно переходить к соединению листов.
Из-за повышенной текучести расплава сформировать тонкий и равномерный шов затруднительно. Крупные узлы рекомендуется сваривать в несколько этапов с перерывами для очистки мест соединения от шлака.
Техника аргонодуговой сварки алюминия
При
выполнении автоматической и полуавтоматической сварки алюминия большое значение
имеет расстояние от мундштука до края газового сопла и от края газового сопла
до изделия. На рисунке показаны оптимальные значения этих величин:
При увеличении этих расстояний ослабляется газовая защита (если не увеличивать
расход газа) и перегревается электродная проволока. А при уменьшении этих значений,
газовое сопло быстро загрязняется сварочными брызгами и возникает опасность
расплавления конца токоведущего мундштука.
Сварку
вертикальных швов необходимо производить снизу вверх. При
сварке стыковых соединений горелку, как правило, располагают перпендикулярно
к плоскости стыка, а при сварке тавровых соединений в нижнем положении – под
углом 40-45°.
При сварке металла малой толщины и при выполнении корневых швов в соединении
больших толщин, не допускаются поперечные колебания сварочной горелки. Такие
движения возможны только при выполнении верхних слоёв многослойного шва при
сварке металла большой толщины. В процессе сварки необходимо регулировать расход
аргона. При недостаточном расходе защитного газа горение дуги становится неустойчивым.
При чрезмерном расходе газа происходят завихрения в его потоках. Эти завихрения
захватывают воздух, он попадает в зону сварки и окисляет металл сварного шва
и зоны термического влияния.
При выполнении многопроходных швов после каждого прохода поверхность предыдущего
шва должна быть зачищена до металлического блеска и протёрта ацетоном или спиртом.
Преимущества
- Данный тип сварки имеет относительно небольшую себестоимость, в сравнение с другими, так как тут не используется газ;
- Инвертор является универсальным средством, которое может пригодиться и для других процедур по сварке;
- Простота использования такого способа;
- Доступность электродов и прочих дополнительных приспособлений;
- Для работы с инвертором не требуется большой опыт, так что с такими процедурами могут справиться даже новички;
- Операции по подготовке, а также последующей уборке рабочего места проходят достаточно быстро, так как не используется большое количество оборудования.
Сварка алюминия: что следует знать
Легирующие элементы
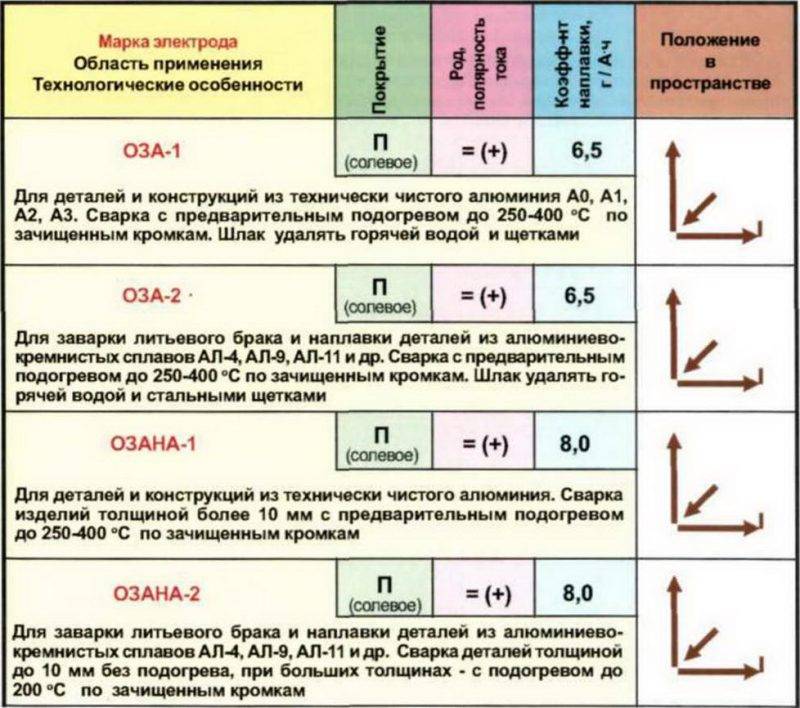
Таблица характеристик электродов для сварки.
Чтобы была понятна технология сварки этого металла, прежде необходимо понять некоторые основы его металлургии. Алюминий можно легировать рядом различных элементов для увеличения прочности, стойкости к коррозии и/или общей свариваемости.
Главными легирующими алюминий составляющими служат Cu, Si, Mg, Mn и Zn. Медь (Cu) обеспечивает высокую прочность алюминия. Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.
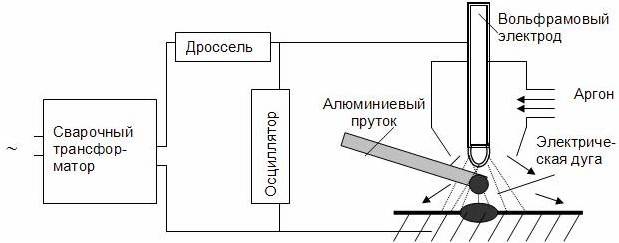
Схема дуговой сварки алюминия.
Марганец (Mn) — с ним алюминий дает сплавы холодной закалки общего назначения, обычно отлично подходящие для аргонно-дуговой сварки с 4043 или 5356 электродами, не склонные к горячим трещинам. Кремний (Si) уменьшает плавление алюминия и улучшает его текучесть. Сплавы обладают хорошей свариваемостью. Магний (Mg) придает сплавам отличную свариваемость с минимальной потерей прочности. Кремний и магний в совокупности создают термостойкие сплавы средней прочности, несколько склонные к горячим трещинам. Наиболее распространенными электродами для этой серии являются все те же универсальные 4043. Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Чистый алюминий без легирующих добавок широко используется благодаря своей превосходной стойкости к различным видам коррозии, в оборудовании химической промышленности, легко сваривается с электродами 1100 и 4043 сплавов.
Химические свойства алюминия
Схема процесса сварки алюминия полуавтоматом.
С точки зрения химии алюминий имеет высокий потенциал растворимости атомов водорода в жидкой форме и низкую растворимость в точке кристаллизации. Это означает, что даже небольшое количество водорода, растворенное в металле шва, будет стремиться выйти из него по мере затвердевания, а возникшая пористость шва может стать большой проблемой во время сварки алюминия.









Кроме того, алюминий, соединяясь с кислородом в форме оксида алюминия, создает пористый слой, который может стать ловушкой для влаги, масла, смазки и других материалов. Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
- механическая очистка;
- растворители;
- химическое травление и др.
Важно! Вот некоторые из признаков наличия оксидной пленки:
- блуждающая дуга, когда вы не можете получить лужу без прожига и искажения металла;
- ваш наполнитель не смешивается с лужей, вместо этого он скатывается в трудно расплавляемый шарик;
- при попытке соединения двух краев заготовок алюминия они завиваются друг от друга и образуют еще больший разрыв;
- 8 часов экспозиции после очистки вполне достаточно для работы до повторной очистки.
Механические свойства
Для канавки сварных швов зона термического влияния (ЗТВ) диктует прочность соединения:
Схема устройства сварочного полуавтомата.
- В сплавах холодной закалки ЗТВ будет полностью отожженной и станет слабым местом.
- Термостойкие сплавы требуют гораздо большего времени для отжига в сочетании с медленным охлаждением.
При таком режиме прочность сварного шва пострадает меньше.
Для угловых швов прочность зависит от состава наполнителя сплава электрода, используемого для сварки.
Совет: по возможности лучше подкладывать под область сварки радиатор из меди или алюминия. Поскольку алюминий имеет хорошую теплопроводность, то тепло из области сварного шва быстро передается остальным частям заготовок, которые становятся настолько горячими, что это может вызывать усадки и деформации в их структуре. С помощью некоторого теплопоглощения материалом, находящимся под областью сварки, можно защитить работу от деформации.
Что представляет собой инвертор?
Схема устройства инвертора для сварки.
Чтобы инвертором варить правильно, требуется знать его особенности. Инвертор – это устройство, используемое для перевода постоянного электрического тока в переменный. При этом изменяется частота или напряжение. Инверторы могут использоваться в комплексе с другими аппаратами или же отдельно. Инверторы бывают разными, но все они очень компактные. Сегодня практически все инверторы выпускаются в виде переносного оборудования. Это очень удобно при организации сварочных работ
Важно то, что варить алюминий инвертором целесообразно только с применением защитного газа. В качестве последнего используется аргон
В силу всего этого рекомендуется приобретать инверторы специально для аргоно-дуговой сварки. Это оборудование имеет следующие преимущества:
- обеспечение оптимального горения сварочной дуги;
- быстрое зажигание;
- формирование ровного и качественного шва;
- возможность сваривать алюминиевые изделия минимальной толщины.
Химические свойства алюминия.
Чтобы сварить алюминий, необходимо правильно выбрать оборудование (инвертор). На сегодня в магазинах имеется огромный ассортимент этого товара. Практически все агрегаты работают от напряжения 220 В. К основным техническим характеристикам относится предел регулирования силы электрического тока, наличие или отсутствие возможного прилипания к металлу, габариты, наличие быстрого зажигания дуги.
Стоимость агрегата зависит от его характеристик. Наиболее простой инвертор можно приобрести за 6000-7000 руб. В том случае, если сваривать алюминий приходится нечасто, то лучше всего позаимствовать данный аппарат
Покупая оборудование, нужно обращать внимание на срок гарантии, присутствие технического паспорта и его внешний вид