

Коробление и износ блока цилиндров. Зазор между поршнем и стенкой цилиндра
Коробление и износ блока цилиндров
1. Протрите верхнюю поверхность блока цилиндров. С помощью линейки и щупа измерьте ее коробление в шести точках, показанных на рисунке.
Предельное коробление: 0,04 мм
2. Если результат измерений превышает указанный предел, обработайте поверхность блока. Степень обработки поверхности блока цилиндров определяется состоянием поверхности головки цилиндров.
Неровность поверхности головки цилиндров «А».
Неровность поверхности блока цилиндров «В».
Максимальный предел обработки следующий: А + В = 0,7 мм Номинальная высота блока цилиндров от центра коленвала: 252,95 — 253,05 мм
3. Если необходимо, замените блок цилиндров.
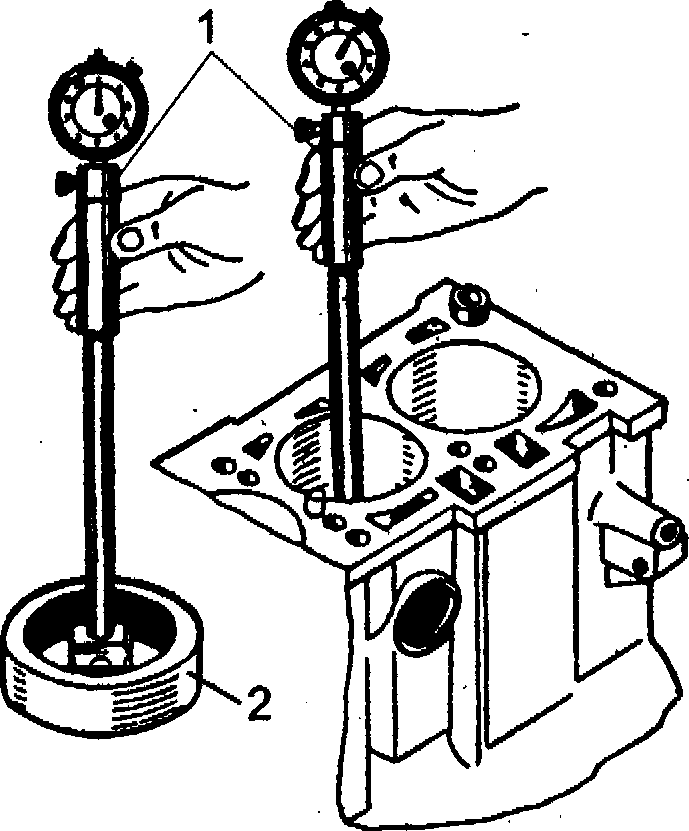
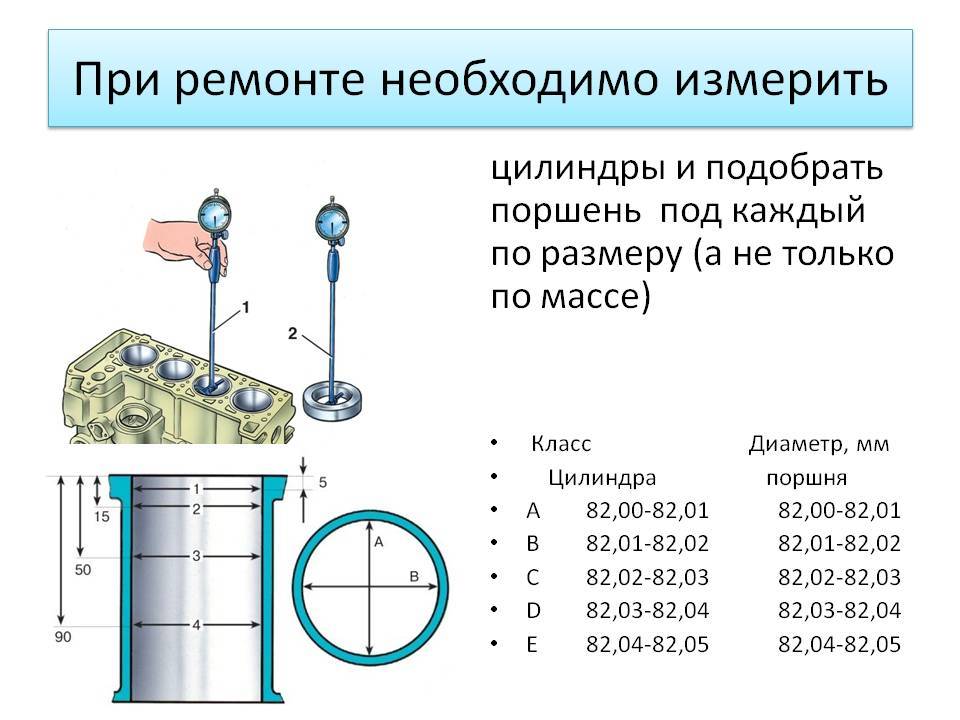
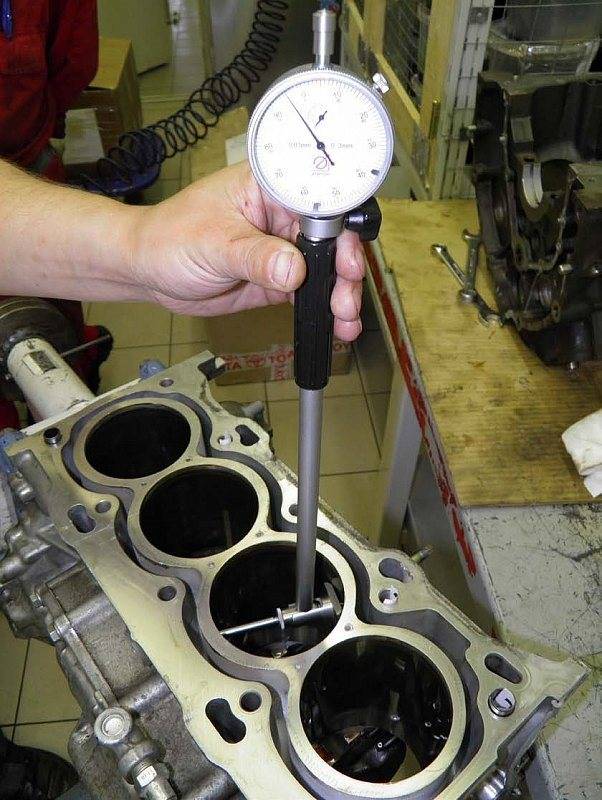
1. Используя измеритель диаметров отверстий, определите внутренний диаметр цилиндра.
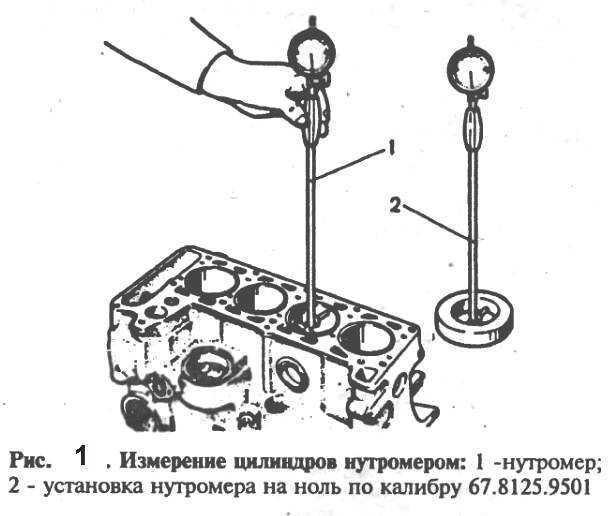
Измерения проводятся в 6 положениях: сверху, в центре, внизу (А, В, С) и по 2 осям (ХиУ), что позволит оценить степень износа, овальность и конусность цилиндров.
Стандартный внутренний диаметр:
86,000 — 86,030 мм Предельный износ: 0,20 мм Если зазор оказался больше нормы, сделайте расточку всех цилиндров. При необходимости замените блок цилиндров.
Предельная овальность (X — Y):
0,015 мм Предельная конусность (А-В-С):
2. Проверьте наличие задиров и заклинивание. Если имеется заклинивание, сделайте хонингование.
3. Измерьте диаметр юбки поршня.
Диаметр поршня «А»:
Стандарт: 85,920 — 85,950 мм Точка измерения «а» (расстояние от верха): 58,0 мм
4. Убедитесь, что зазор между поршнем и стенкой цилиндра в допустимых пределах.
• Выполните вычисление на основе значений наружного диаметра юбки поршня и внутреннего диаметра цилиндра (ось X, положение В):
Зазор между поршнем и стенкой = диаметр отверстия — диаметр поршня «А»: 0,070 — 0,090 мм (при температуре +20°С).
• Если зазор превышает норму, замените поршень в сборе с пальцем.
• Если блок цилиндров или поршни меняются на новые, подберите поршни следующим образом:
Если устанавливается новый блок цилиндров:
• Определите класс диаметра цилиндра (1, 2 или 3, номер расположен на левой стороне задней поверхности блока цилиндров) и подберите поршень такого же класса.
• Номер детали присваивается поршню и поршневому пальцу в сборе.
При повторном использовании старого блока цилиндров:
• Измерьте внутренний диаметр цилиндров.
• Опеределите класс цилиндра по проведенным измерениям и подберите для него поршень того же класса, см. таблицу.
Таблица подбора поршня:
5. Определите увеличенный размер поршня в зависимости от степени износа цилиндра.
Поршни увеличенного размера (на 0,25 и на 0,5 мм) имеются в ремонтном комплекте, см. раздел «Ремонтные данные и спецификации». При использовании поршня ремонтного размера отхонингуйте поверхность цилиндров, чтобы зазор был в пределах нормы. Не забудьте, что в этом случае также необходимо использовать поршневые кольца увеличенного размера.
6. Размер диаметра расточки цилиндра двигателя определяется сложением зазора поршень-стенка цилиндра и диаметра «А» поршня.
Вычисление диаметра расточки цилиндра: D = А + В — С, где D: Диаметр расточки А: Диаметр поршня В: Зазор
С: Припуск на хонингование 0,02 мм
7. Сделайте расточку цилиндров.
• Если необходимо расточить какой — либо из цилиндров, все другие цилиндры также следует расточить.
• Не растачивайте слишком сильно за один проход. Максимум — на 0,05 мм или близко к этому.
8. Отхонингуйте поверхность цилиндров, чтобы получить указанный зазор.
9. Измерьте овальность и конусность обработанных цилиндров.
• Измерение должно выполняться после того, как цилиндр двигателя остынет после хонингования.
— Коробление верхней поверхности… Коробление верхней поверхности блока цилиндров • Удалите с контактной поверхности блока цилиндров следы герметика,’ старой прокладки, масла, нагара и т.д..… — Проверка. Осевой люфт коленвала.… Осевой люфт коленвала • При помощи индикатора измерьте осевой люфт коленвала, перемещая его вперед и назад. Осевой люфт коленвала: Стандартный:… — Коленвал. Внутренний диаметр… 1. Проверьте коренные и шатунные шейки коленвала на наличие задиров, износа или расколов. 2.0 помощью микрометра измерьте овальность и конусность… — Порядок подбора поршней Когда используется новый блок цилиндров • Проверьте класс цилиндров сзади блока цилиндров (1,2 или 3) и подберите поршни того же… — Ремонтные данные и спецификации… Подшипники шатунов Стандартный размер Номер сорта Толщина «Т», мм Ширина «W», мм Цвет маркировки 0 1,492 — 1,496 22,9 -…
Устройство и обслуживание автомобилей Тойота
- Home
- Проверка состояния поршня и шатуна
Устройство и принцип функционирования
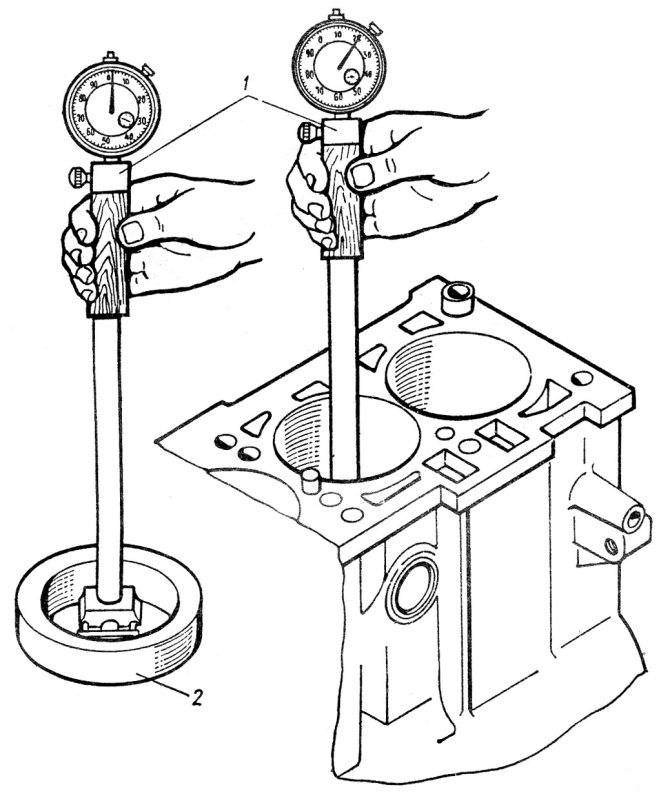
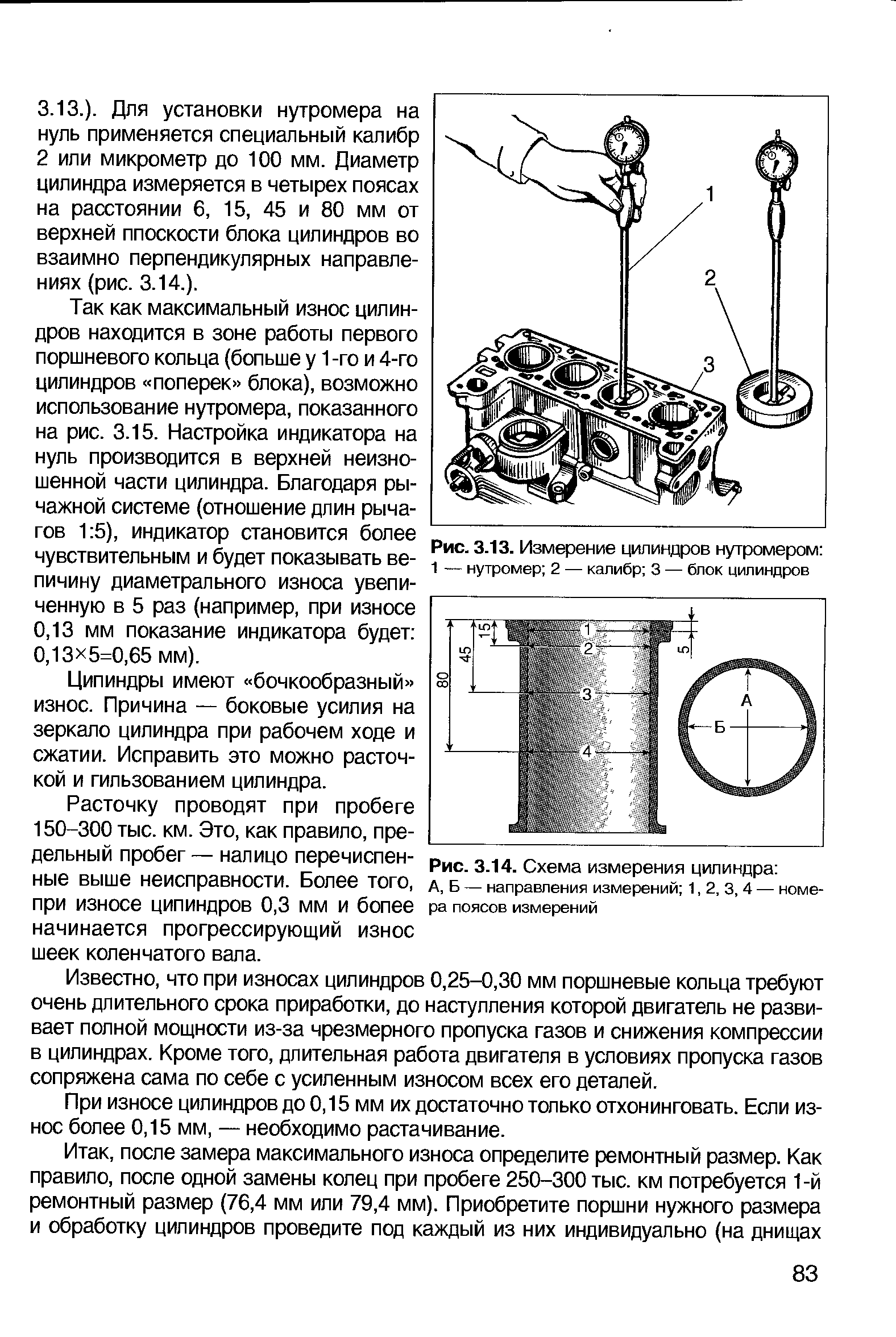
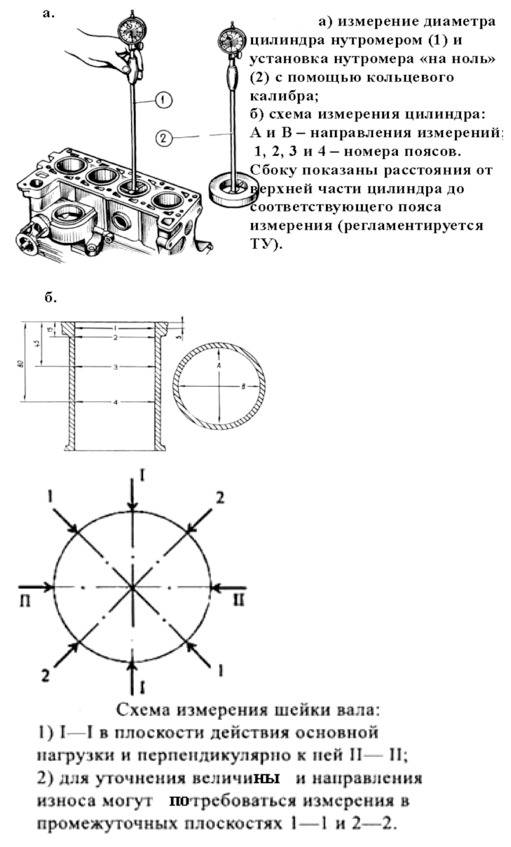
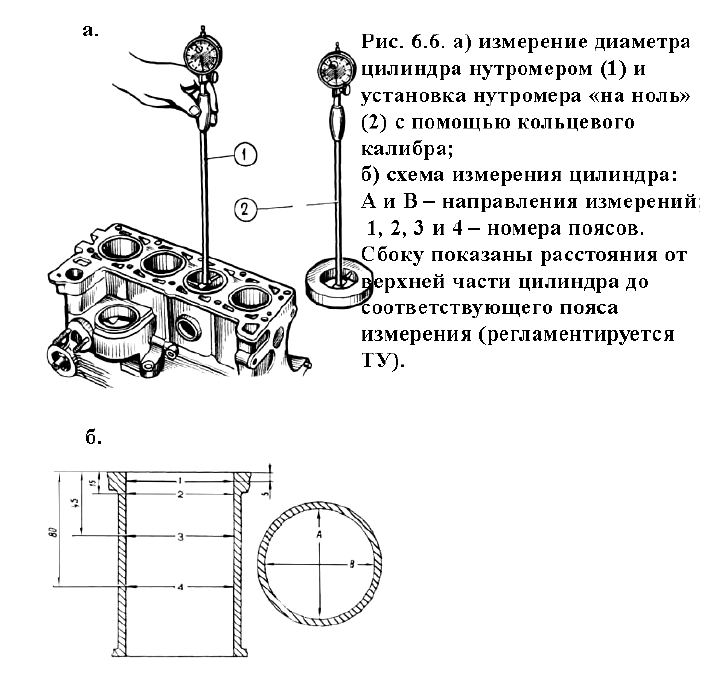
Нутромеры – это инструменты для нахождения внутренних размеров (диаметров отверстий, пазов и т. д.). Они рассчитаны на случаи, когда недоступно применение других инструментов в виде рулетки либо линейки или они недостаточно точны. Рассматриваемые приборы применяют в автосервисах, механосборочных цехах, слесарных мастерских, например, для замера цилиндров двигателя.

Общепринятой классификации данных устройств не создано, однако нутромеры дифференцируют на основе различных параметров. Так, по конструкции их подразделяют на шариковые, цанговые и др., по варианту отсчетного устройства – на индикаторные и др., по контакту с определяемой поверхностью – на кромочные и др. Наиболее известна и обширно распространена классификация, основанная на совокупности конструктивных особенностей нутромеров и их назначении:
- Конструкция микрометрических моделей, включает соединенные колпачком микрометрический винт и барабан, стебель со сферическим наконечником, предохранительный колпачок, стопор. К тому же их комплектуют несколькими удлинителями и мерой. Головку вариантов с верхним значением измерений более 1250 мм оснащают индикатором часовой конструкции с интервалами делений в 0,01 мм. Рассматриваемые приборы производят на основе ГОСТ 17215. Встречается пять типоразмеров таких моделей с различными рабочими диапазонами: от 50 до 2500 мм. Варианты с часовым индикатором представлены еще в трех типоразмерах с диапазоном от 1250 до 10000 мм. Устройства данного типа ввиду хороших метрологических параметров (точность и погрешность равны около 0,01 и 0,006 мм соответственно) обычно применяют для точной проверки размеров.
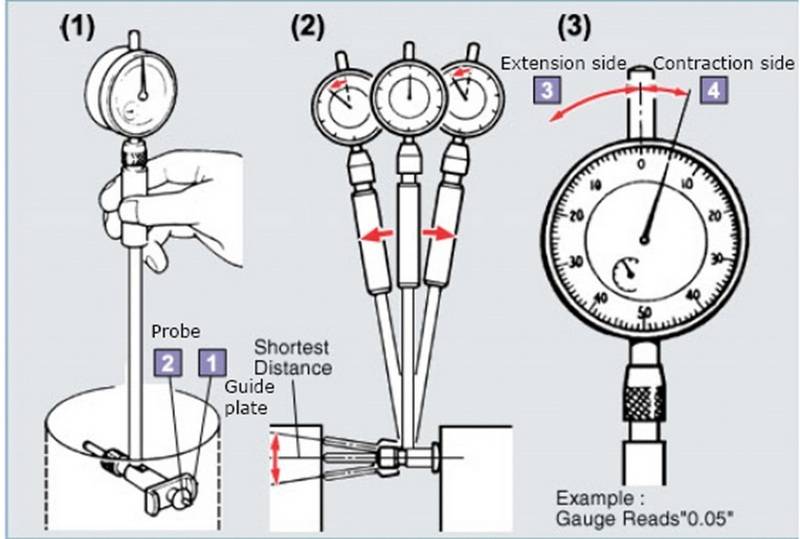
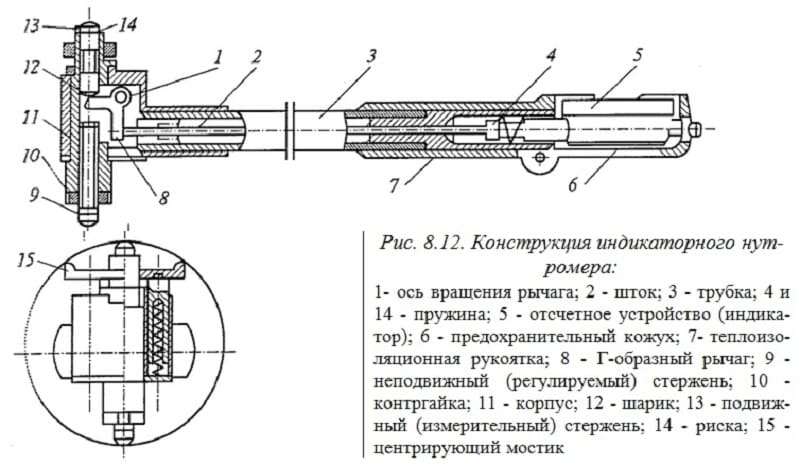
- Индикаторные нутромеры включают два основных узла: индикатор с часовым циферблатом и измерительную часть, представленную двумя стержнями (подвижным, служащим для монтажа сменных вставок, и находящимся в корпусе неподвижным). Кроме того, в корпусе размещена система подвижных рычагов. Индикаторные приборы подходят для отверстий диаметром от 6 мм и имеют погрешность в 0,025-0,15 мм. Движение стержня и цена деления составляют 1-10 и 0,001-0,01 мм соответственно.
Первые простейшие модели нутромеров появились около XVII в. Данные инструменты были выполнены в виде циркулей с отогнутыми наружу концами ножек. Современные начальные модели, называемые штихмассами, представлены трубками либо стержнями с наконечниками сферической формы. Они рассчитаны на крупные отверстия диаметром 100-2500 мм.
Принцип их функционирования состоит в передаче величины перемещения подвижного стержня на отсчетное устройство посредством передаточного механизма. Нутромеры оснащают передаточными механизмами различного типа, что также определяет сферу применения. Так, варианты с рычажными, конусными и клиновыми передачами рассчитаны на небольшие отверстия. Конусные модели (кромочные со стрелочной головкой либо шкалой с нониусом, цанговые, шариковые в трех типоразмерах) применяют для малых отверстий (от 0,2, от 0,95, 3-18 мм соответственно). Большинство индикаторных нутромеров оснащают передаточными устройствами рычажного либо клинового типа. Рабочий диапазон для них составляет от 3 до 1000 и от 18 до 50 мм соответственно.
Еще одним классификационным признаком для нутромеров является количество точек соприкосновения с поверхностью.
Только пассиметры имеют три наконечника, один из которых подвижен. Такие устройства имеют рабочий диапазон от 19 до 120 мм. Кроме того, для дифференциации нутромеров используют форму контактной поверхности (плоская, кромочная и др.).
Отдельно следует отметить электронные модели. Они представлены модификациями микрометрических нутромеров, оснащенными электронной головкой с цифровым отсчетом. Как и для механических аналогов, принцип измерения такими приборами основан на сравнении с мерой, в качестве которой в данном случае применяется высокоточное кольцо.
Почему изменяется зазор между поршнем и цилиндром
Конструкторы автомобилей стремятся, чтобы детали двигателя работали в режиме жидкостного трения.
Это такой способ смазки трущихся поверхностей, когда благодаря прочности масляной плёнки или подаче масла под давлением и при требуемом расходе непосредственного соприкосновения деталей не происходит даже под значительной нагрузкой.
Не всегда и не во всех режимах подобное состояние можно удержать. Влияют на это несколько факторов:
- масляное голодание, подвода смазывающей жидкости, как это делается в подшипниках скольжения коленчатого и распределительного валов, под давлением в зону между поршнем и цилиндром не производится, а прочие способы смазки не всегда дают стабильный результат, лучше всего работают специальные масляные форсунки, но по разным причинам ставят их неохотно;
- некачественно сделанный или изношенный рисунок хонингования на поверхности цилиндра, призван он удерживать масляную плёнку и не давать ей полностью исчезнуть под усилием поршневых колец;
- нарушения температурного режима вызывают обнуление теплового зазора, исчезновение масляного слоя и появление задиров на поршнях и цилиндрах;
- применение некачественного масла с отклонением по всем значимым характеристикам.
Кажется, парадоксальным, но больше изнашивается поверхность цилиндра, хотя она обычно изготовлена из чугуна, это цельный чугунный блок или различные сухие и мокрые гильзы, залитые в алюминий блока.
Даже если гильза отсутствует, поверхность алюминиевого цилиндра подвергается специальной обработке, и на ней создаётся слой специального твёрдого износостойкого покрытия.
Связано это с более стабильным давлением на поршень, которое при наличии смазки почти не снимает с него металл при движении. А вот цилиндр подвержен грубой работе пружинных колец с высоким удельным давлением из-за малой площади контакта.
Естественно, поршень тоже изнашивается, даже если это происходит с меньшей скоростью. В результате суммарного износа обеих поверхностей трения зазор непрерывно увеличивается, причём неравномерно.
Принцип действия микрометрического штихмаса
Инструмент помещают внутрь измеряемого отверстия. Начинают вращать барабан. Он соединён с измерительным наконечником, который под воздействием барабана выдвигается, пока не упрётся в стенку измеряемого отверстия. Если же сразу размер штихмаса был больше измеряемого расстояния, то наконечник ввинчивается внутрь, пока прибор не поместится в нём.
Но размеры стебля прибора ограничены. Чтобы измерить отверстие, длина которого превышает длину нутромера, используют удлинители. Они имеют постоянный размер. Он обозначен на внешней поверхности прибора. В каждом комплекте для измерения штихмасом есть несколько удлинителей разной длины.

Технология измерения
Перед проведением измерений нутромером требуется проверить его работоспособность. Для этого нужно оценить состояние его комплектующих и осмотреть маркировку. После визуального осмотра проверяется взаимодействие элементов штихмаса. Посредством инструментального микроскопа измеряются ширина штрихов стебля и барабана. В конце проверяются радиус кривизны наконечника и габариты установочной меры.

Перед проведением измерительных работ также требуется убедиться, что штихмас соответствует следующим требованиям:
- Предел погрешностей при комнатной температуре и влажности до 80 % составляет не более 0,09 мм.
- Размах показаний составляет не более 1/3 деления шкалы.
- Радиус контактной поверхности стержней равняется 2–40 мм.
- Головки прибора изготовлены из твердых сплавов и имеют шероховатости в соответствии с международным стандартом 2789.
- Покрытие металлических поверхностей микрометрического нутромера обладает антикоррозионными свойствами.
- Ручка, расположенная на барабане, изготовлена из материалов с низкой теплопроводностью.
Рекомендуется пользоваться нутромерами от официальных производителей (Mitutoyo, Mahr, Norgau, ЧИЗ). Они обладают сертификатом соответствия международным и российским техническим стандартам, что подтверждает качество измерительных инструментов.
Процедура измерения заготовок микрометрическим нутромером осуществляется по следующему алгоритму:
- На инструменте выставляются размеры измеряемого объекта. Необходимо выставить приблизительные размеры заготовки.
- Головка располагается под углом 90° относительно продольной оси микрометрического нутромера.
- Штихмас соприкасается со стенками барабана и трещотки.
- Микрометрический винт завинчивается, стержень с наконечником извлекается.
- Длина головки складывается со значением шкалы.

При работах с широкими отверстиями рекомендуется использовать микрометрические нутромеры с дополнительными стержнями-удлинителями.
Настройка
Предварительно требуется настройка нутромера, состоящая, прежде всего, в обнулении. Тип инструмента определяет, как настроить нутромер.
Микрометрический нутромер обнуляют с применением меры. Рекомендуется осуществлять данную операцию при 20 °C.
- Начинают с размещения головки прибора между губками меры.
- Путем вращения барабана обеспечивают прижатие поверхностей измерения.
- Далее, закрутив фиксирующий винт, извлекают инструмент.
- Наконец, снимают показания. О готовности прибора свидетельствует совмещение продольной линии стебля с нулевым значением барабана.
Перед работами с индикаторным нутромером также осуществляют обнуление. Для этого наиболее подходит калибровочное кольцо. В отсутствии его применяют концевая мера со струбциной либо прочий инструмент, который может быть представлен штангенциркулем либо микрометром.
Далее рассмотрена проверка точности индикаторного микрометра с использованием концевой меры. В случае допустимой погрешности выполняют приведенную далее последовательность действий:
- Прежде всего, подбирают сменный стержень и монтируют на измерительную штангу прибора.
- Далее на микрометре выставляют размер, соответствующий стержню, и зажимают стопорный винт.
- Затем нутромер через втулку стебля фиксируют в тисках.
- Его стержень устанавливают между микрометрическими измерительными губками.
- Наконец, путем вращения индикаторной головки стрелку совмещают с нулевой отметкой циферблата.
Многие изделия из различных сфер производства имеют разнообразные отверстия и внутренние поверхности. Как правило, их параметры также необходимо замерять, но сделать это обычными методами бывает затруднительно. Особенно если эти отверстия отличаются крайне малыми размерами. Тогда получить их точные данные будет практически невозможно.
Он позволяет легко замерять диаметр различных полостей и расстояния между отверстиями одного изделия. Нутромер представляет собой приспособление, позволяющее производить измерения высокой точности в пределах от 5 см до 6 м. Он широко применяется в тех сферах, где точные замеры очень важны, например, в машиностроении, обслуживании автомобилей, слесарных работах или в производстве обуви.
По принципу своей работы штихмас походит на простой радиусомер. Однако, в отличие от второго, первый инструмент способен проникнуть в самые труднодоступные места.
В этой статье мы подробно рассмотрим устройство нутрометров, поговорим об их видах и главных различиях, а также расскажем о том, как правильно пользоваться этим инструментом и его настраивать.
Принцип действия микрометрического штихмаса
Инструмент помещают внутрь измеряемого отверстия. Начинают вращать барабан. Он соединён с измерительным наконечником, который под воздействием барабана выдвигается, пока не упрётся в стенку измеряемого отверстия. Если же сразу размер штихмаса был больше измеряемого расстояния, то наконечник ввинчивается внутрь, пока прибор не поместится в нём.
Но размеры стебля прибора ограничены. Чтобы измерить отверстие, длина которого превышает длину нутромера, используют удлинители. Они имеют постоянный размер. Он обозначен на внешней поверхности прибора. В каждом комплекте для измерения штихмасом есть несколько удлинителей разной длины.

Нутромер микрометрический — как пользоваться с фото и подробным описанием
Пользоваться микрометрическим нутромером не сложно, но есть некоторые трудности, с которыми сталкиваются новички, что в итоге приводит к получению неправильных значений. Рассмотрим, технологию работы штрихмасом для измерения широких или больших отверстий.
Для начала нужно правильно подготовить инструмент к работе. Имеется в виду не его настройка, выполненная в предыдущем пункте, а использование соответствующих удлинителей, размер которых зависит напрямую от диаметра измеряемой детали. Для этого следует воспользоваться штангенциркулем, которым измеряется внутренний диаметр детали.
Измеренное штангенциркулем приблизительное значение поможет подобрать необходимый удлинитель для прибора. Теперь разберемся, как подобрать необходимый удлинитель. На головке прибора указывается его общая длина, например, 75-88 мм или 50-63 мм (зависит от модели прибора). Первое значение говорит о длине без наконечника, а второе — с наконечником
Важно не путать с ГОСТом, так как на головке также указывается номер ГОСТа, например, в виде ГОСТ 10-75, как показано на фото ниже. Ниже на фото показано, как выглядит маркировка длины прибора, которая указывается на головке инструмента
Ниже на фото показано, как выглядит маркировка длины прибора, которая указывается на головке инструмента.
Когда известна общая длина инструмента, а также ориентировочный размер отверстия, которое предстоит измерить нутромером для получения точных значений, не составит подобрать подходящий удлинитель. Удлинители также имеют маркировку, поэтому, если длина измеряемого отверстия составляет 104 мм, тогда к инструменту прикручиваем удлинитель размером 40 мм (для прибора размером 50 мм)
Если подходящего удлинителя в наборе нет, тогда собираем его из нескольких составляющих, например, 25 мм и 15 мм.
Самая сложная часть работ выполнена, и теперь остается произвести измерения. Располагаем прибор внутри отверстия и, вращая барабан, добиваемся соприкосновения наконечников с внутренними стенками детали.




Прибор должен располагаться в центре детали. Наконечники не должны слишком плотно прижиматься к стенкам, а с незначительным (очень легким) усилием. После этого следует зафиксировать стопорный винт.
Извлекаем прибор из детали, и проверяем качество фиксации съемного наконечника. Если его крепление ослабло, нужно подтянуть, и произвести повторные измерения. После извлечения прибора приступаем к снятию показаний. Если пользовались микрометром, то трудностей с определений показаний нутромера не возникнет. Если же впервые слышите о микрометре, тогда показания снимаются следующим образом — сначала считаем общую длину прибора вместе с наконечником. Если используем инструмент длиной 75 мм и головку 25 мм, тогда сразу получаем 100 мм. Далее смотрим на шкалу, и считаем количество рисок
На какую шкалу нужно смотреть? Здесь многие очень часто путаются, но все очень просто Обратите внимание на расположение ноля. Если он расположен сверху, значит, отсчитываем верхние риски, деление которых равно 1 мм
По примеру на фото видим 4 риски, то есть 4 мм Последняя риска точно совпадает с барабаном, и снизу после нее нет больше рисок, поэтому на нижнюю шкалу не смотрим. Теперь считаем сотые доли мм по нониусной шкале. Смотрим на отметку нониуса, которая совпадает с продольной шкалой. Цена деления нониуса равна 0,01 мм, поэтому по примеру видим, что значение составляет 0,01 мм. Складываем полученные данные, и получаем: 100 + 4 + 0,01 = 104, 01 мм. Это точный диаметр отверстия измеренной детали.
Это интересно! Чтобы убедиться в правильности проведенных измерений, рекомендуется повторить процесс, но уже измеряя расстояние (диаметр) внутренней поверхности заготовки в другой плоскости.
Справедливости ради нужно отметить, что нижняя шкала на нутромере имеет деление 0,5 мм. Как видно из описания, пользоваться микрометрическим нутромером совсем не трудно, и с этой задачей справится каждый, если предварительно прочитает инструкцию. На видео ниже показано, как пользоваться микрометрическим нутромером, особенности его настройки и считывания показаний.
https://www.youtube.com/watch?v=hyqEwtqDxNY
Не забывайте учитывать погрешность прибора. Ее величина обязательно указывается в паспортных данных к каждой модели.
17.10.1. Измерение отверстий цилиндров
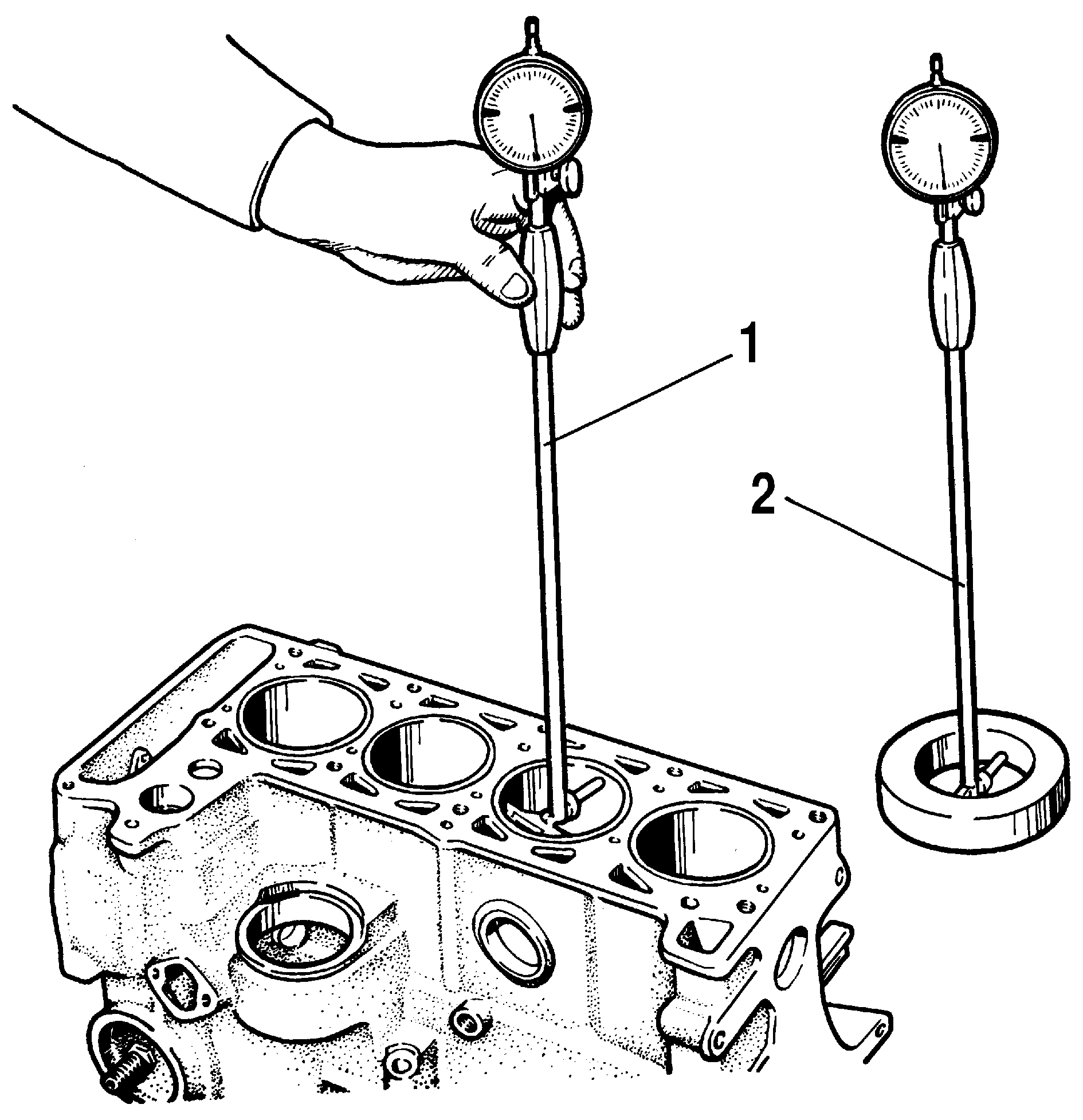
Рис. 447. Измерение диаметра отверстия цилиндра. Вставьте нутромер вертикально в отверстие цилиндра и постепенно опускайте его вдоль отверстия цилиндра в перпендикулярном положении относительно стенок |
Для измерения отверстий цилиндров требуется нутромер (рис. 447). Мы хотели бы предупредить вас, что пользоваться таким прибором непросто, так как при наклоне измерительных наконечников вы получите неверные результаты измерения. Если у вас нет нутромера или вы не умеете им пользоваться, то вы не сможете провести следующие работы. В этом случае лучше обратиться на СТО.
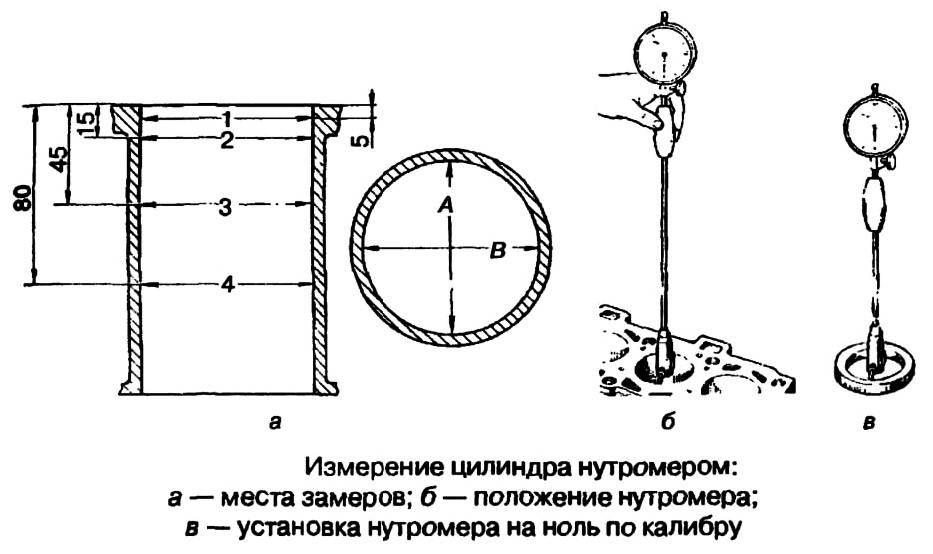
Измерения отверстия цилиндра следует проводить в продольном и поперечном направлении. При помощи нутромера измерьте диаметр цилиндра на расстоянии 10 мм от верхнего края отверстия цилиндра, а затем на расстоянии 10 мм от нижнего края отверстия цилиндра. Проведите еще один замер в центре отверстия цилиндра. Всего получится шесть результатов измерений. Запишите все полученные значения и сравните их с данными, приведенными в таблице регулировок и контроля. Помните, что нутромер в отверстии цилиндра должен располагаться под правильным углом, потому что даже малейший перекос ведет к получению неверных результатов измерений. Если нутромер вставлен, как это показано на рис. 447, то он может наклониться вправо или влево, в ходе проведения измерений. Стрелка прибора при этом будет постоянно возвращаться к средней величине, о которой и идет речь при измерении диаметра отверстия цилиндра.
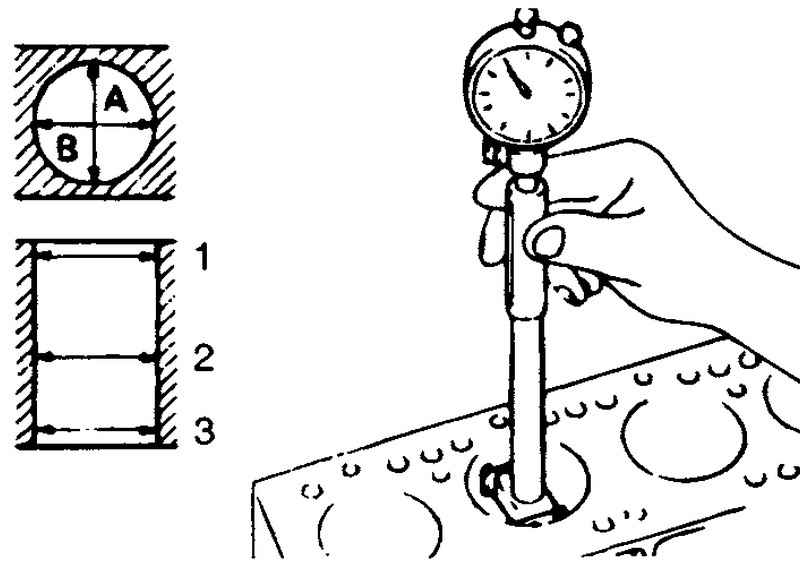
Рис. 448. Схема измерения отверстий цилиндров. Проведите измерения в каждом отверстии цилиндра в направлениях A (поперечное направление измерения) и B (продольное направление измерения). Измерения следует проводить в трех местах, а именно на глубине 1, 2 и 3 |
Запишите все 6 результатов для каждого цилиндра. Если вы нарисуете схему, похожую на рис. 448, то результаты измерений для большей наглядности лучше заносите в нее. Диаметр цилиндра нигде не должен отличаться больше чем 0,08 мм от номинального размера.
Рис. 449. Измерение диаметра поршня |
Чтобы измерить зазор поршней, измерьте диаметр поршней (рис. 449) и запишите полученные значения всех диаметров поршней. Для определения зазора следует высчитать разницу между диаметром отверстий цилиндров и диаметром поршней.
В двигатель могут быть установлены поршни двух увеличенных (ремонтных) размеров, для чего необходимо расточить блок цилиндров.
Как проверить зазор между поршнем и цилиндром
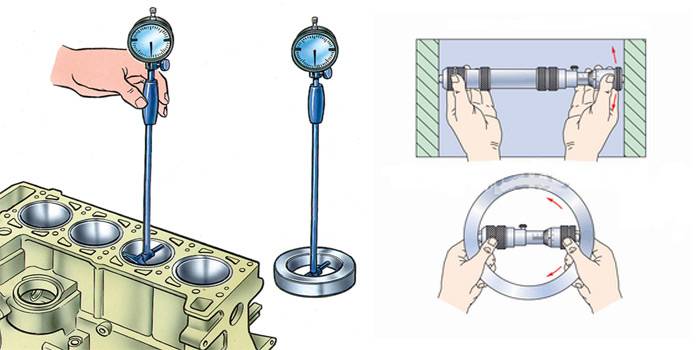
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
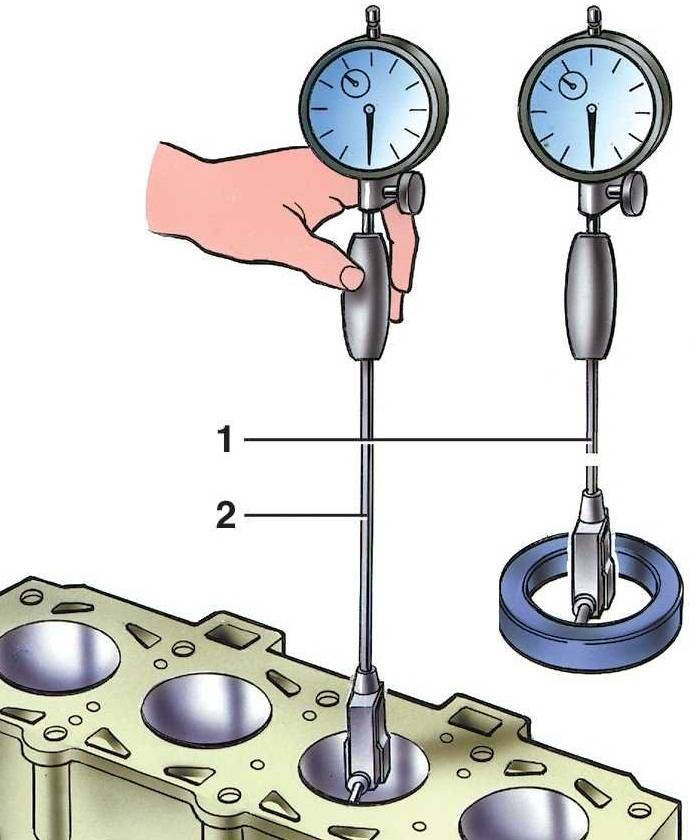
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Источник статьи: http://autovogdenie.ru/zazor-mezhdu-porshnem-i-cilindrom.html
Приборы, применяемые при центровке валов электрических машин
Кроме перечисленных инструментов, при центровке валов электрических машин применяют индикаторы, уровни, виброметры, вибрографы, а также ряд приспособлений.
Индикатор
Индикаторы используют для измерения биения центрируемых валов, биения соединительных полумуфт, а также для проверки правильности формы названных выше деталей электрических машин. Индикатор (рисунок 6) представляет собой несложный прибор, состоящий из собственно индикатора 1 с измерительным стержнем 2, укрепленного при помощи держателя 3 на стойке 4, которая установлена на штатив 5.
Рисунок 6. Устройство индикатора
Для производства измерения (например, биения вала) индикатор устанавливают на неподвижной опоре, которая не испытывает вибрации, а измерительный стержень – перпендикулярно оси вала и слегка нажимают на проверяемую поверхность. Конструкция индикатора основана на применении зубчатого зацепления, преобразующего поступательное движение измерительного стержня во вращательное движение стрелки индикатора. Индикаторы изготавливают с пределами измерений 0 – 2; 0 – 3; 0 – 5 и 0 – 10 мм и точностью отсчета основной шкалы индикатора 0,01 мм.
Уровень
Уровни применяют при выверке лини валов соединяемых машин, а также для проверки горизонтальности фундаментных плит в процессе установки электрических машин и приводимых ими в действие механизмов. Для указанных целей используют уровни: рамный, с микрометрическим винтом типа «Геологоразведка» и гидростатический.
Рамные уровни выпускаются со сторонами размерами 200 × 200 мм и 300 × 300 мм и с ценой деления от 0,02 до 0,3 мм. Под ценой деления понимается угол наклона ампулы или величина подъема в миллиметрах на 1 м, соответствующие перемещению пузырька на одно деление.
Рабочие поверхности уровня – плоские; на нижней, верхней и одной из боковых поверхностей имеются призматические выемки.
Уровень типа «Геологоразведка» с микрометрическим винтом показан на рисунке 7. Верхняя часть его представляет собой цилиндрическую стеклянную ампулу, заключённую в металлический цилиндр с вырезом. Цилиндр с одно стороны шарнирно соединен с корпусом уровня, с другой стороны его находится микрометрический винт с делительной головкой, поворот которой вызывает подъем или опускание конца цилиндра с ампулой. Цена деления 0,1/1000 мм, то есть одно деление соответствует подъему в 0,1 мм на 1 м.
Рисунок 7. Внешний вид уровня типа «Геологоразведка» с микрометрическим винтом
Для определения уклона какой либо поверхности пузырек в ампуле приводится в нулевое положение вращением микрометрического винта, после чего отсчетом на микрометрической головке определяют величину уклона. Для проверки правильности полученных показаний следует повернуть уровень на 180°.
Виброметр
Виброметры (рисунок
Рисунок 8. Устройство виброметра
Вибрацию следует замерять в трех направлениях; вертикальном осевом (вдоль оси машины) и поперечном (в горизонтальной плоскости перпендикулярно оси машины).
При измерении вибраций от 0,05 до 6 мм у электрических машин с номинальной частотою вращения более 750 об/мин следует применять ручные вибрографы ВР-1.
Виброграф ВР-1
Виброграф ВР-1 (рисунок 9) состоит из передающего рычажного механизма, устройства для передвижения ленты и отметчика времени.
На оси 1 (рисунок 9, а) имеется штифт 2, прикасающийся к вибрирующей поверхности. Ось при помощи шарнира 3 связана со стальным пером 4, которое может поворачиваться вокруг оси рукоятки 5. Пружина 6, натяжение которой можно регулировать, предназначена для получения надлежащего контакта между штифтом и вибрирующей поверхностью. Кривая вибрации записывается острием пера, царапающего на бумажной ленте 7, покрытой слоем воска. Лента передвигается с определенной скоростью при помощи часового механизма с пружинным заводом. Отметчик времени делает отметку на ленте каждую секунду, что дает возможность определить частоту вибраций.

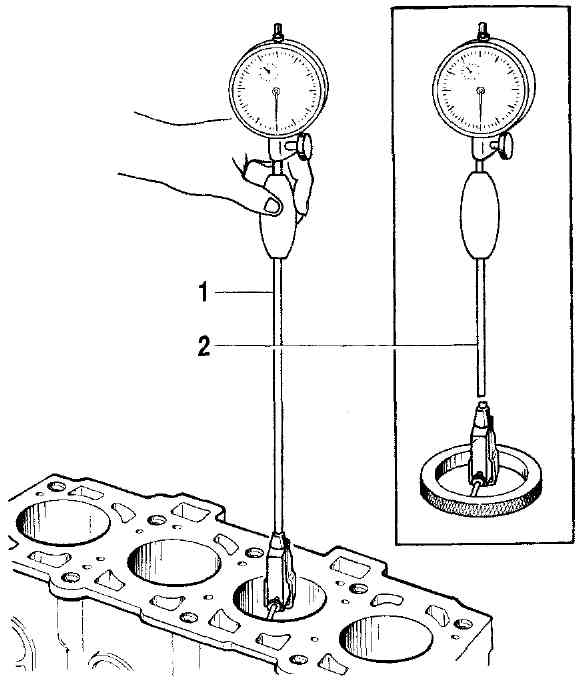
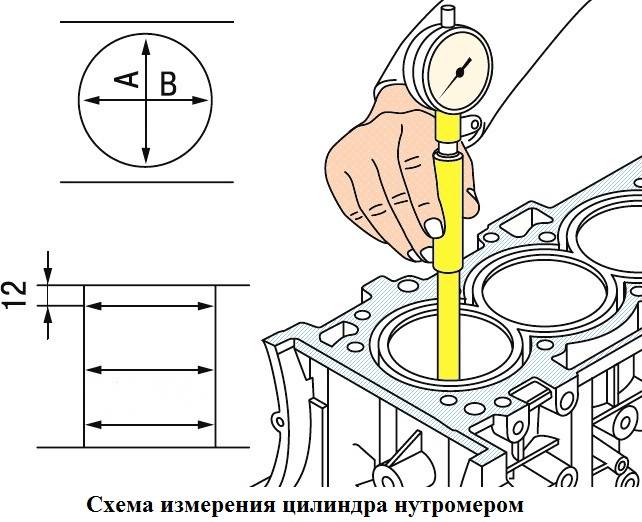
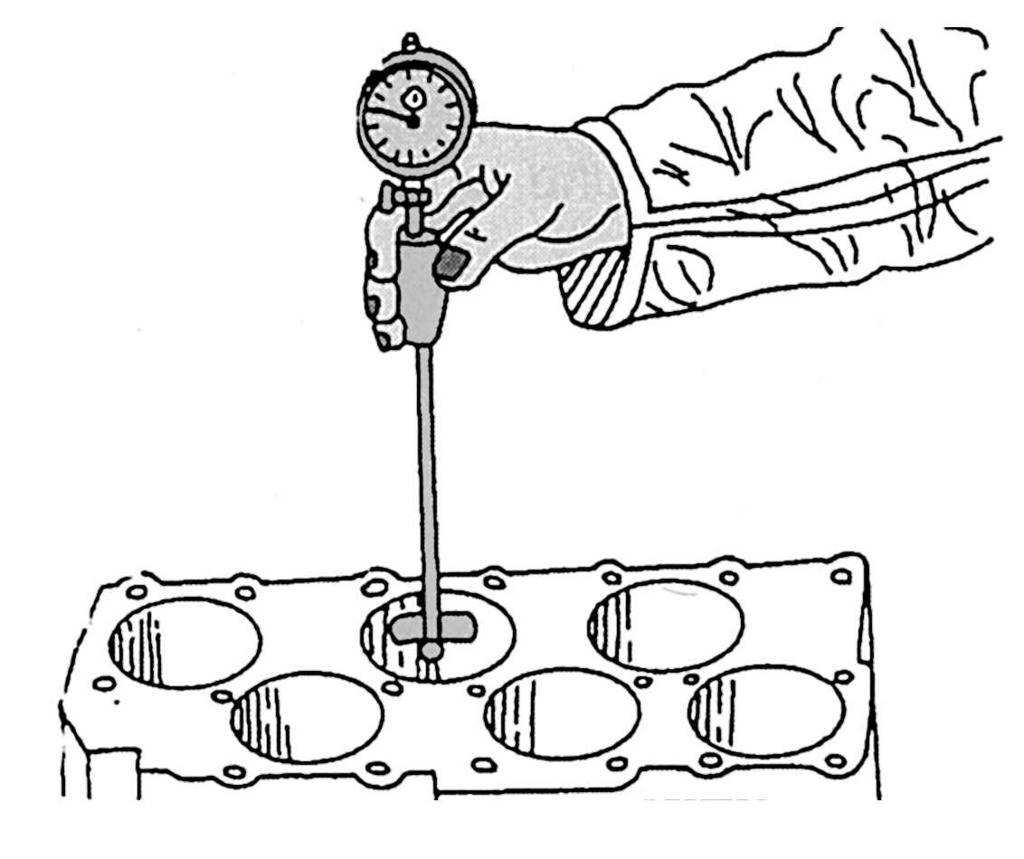
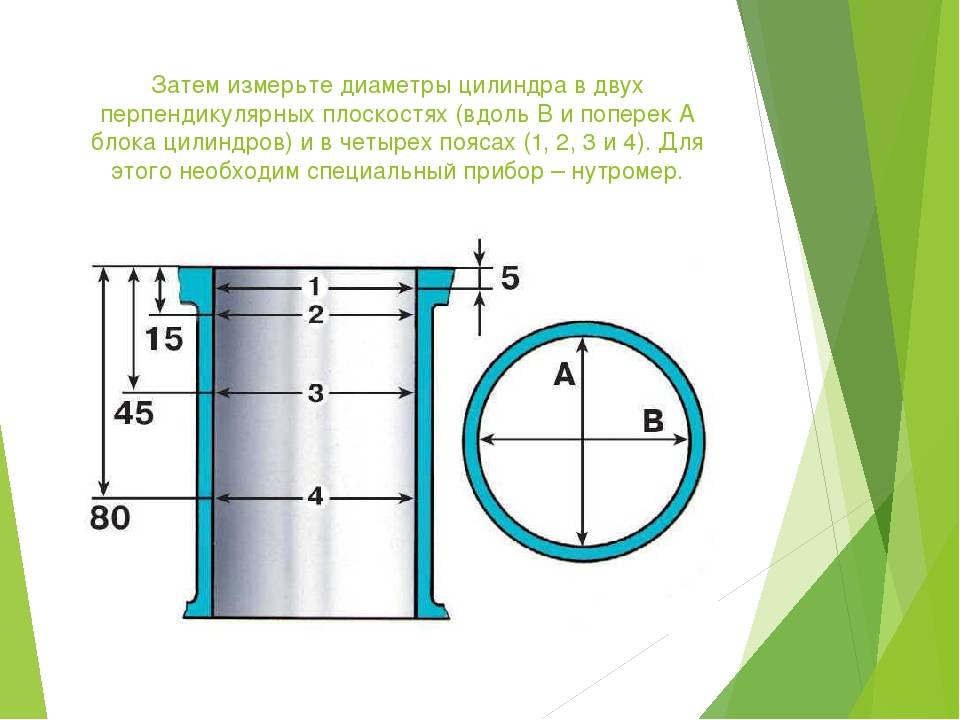

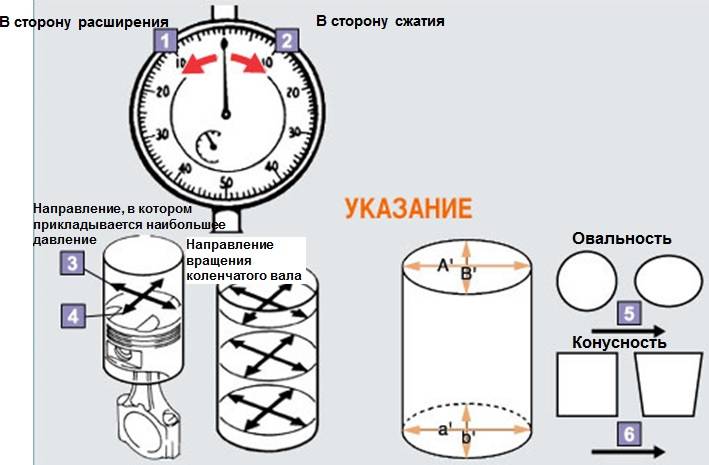
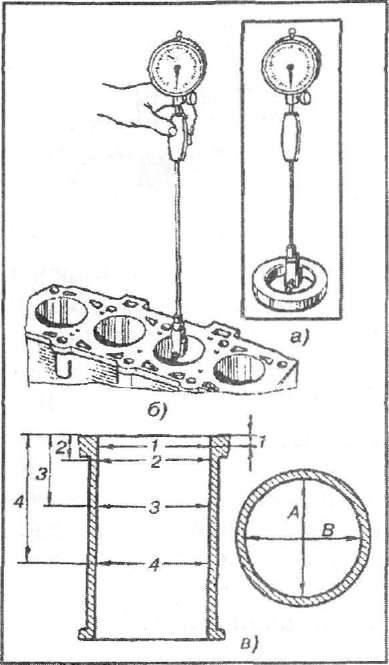
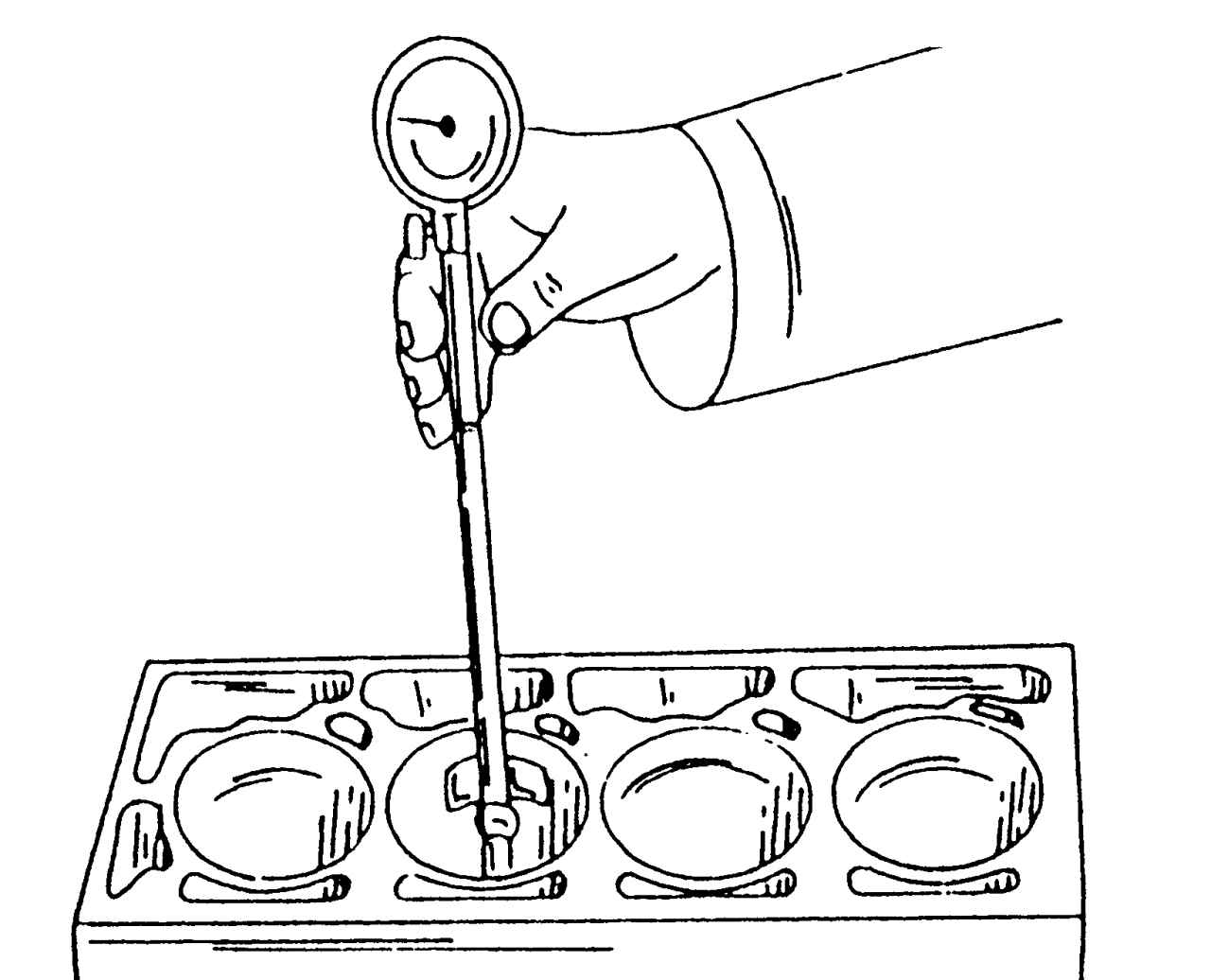
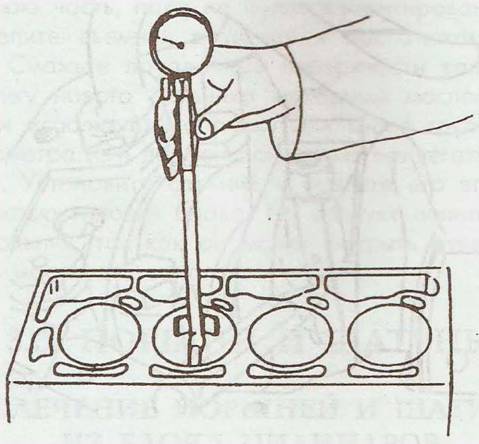
Рисунок 9. Устройство вибрографа
Общий вид вибрографа приведен на рисунке 9, б. Ось 1 со штифтом помещается в направляющей трубке 8. Для регулирования натяжения пружины используется винт 9. Рычажок служит для включения и отключения движения ленты и отметчика времени. Пружину часового механизма заводят рукояткой 5. За движением пера вибрографа наблюдают через лючок в корпусе. Прибор снабжен рычажным увеличителем записи колебаний, надеваемым на направляющую трубку и позволяющим увеличивать записи в 2 и 6 раз.
Процесс гильзовки блока цилиндров
Гильзование цилиндров является универсальным ремонтным мероприятием, способным восстановить любую силовую установку. При подборе втулки для блока цилиндров выдерживаются следующие требования:
- для чугунных блоков цилиндров используются гильзы из легированного чугуна;
- для блоков из легких сплавов применяются вставки, изготовленные из материалов на основе алюминия;
- для алюминиевых блоков, к которым подходят только дорогостоящие и дефицитные гильзы оригинального происхождения, допускается установка чугунных втулок с тщательным подбором тепловых зазоров.
При качественной и правильной гильзовке алюминиевого блока цилиндров съемными втулками из чугуна можно обеспечить дополнительный ресурс двигателя в 130-150 тыс. км.
Для установки гильзы выполняется расточка цилиндров со строгим соблюдением правильной геометрии посадочных гнезд. В ситуации с возникновением эллипсообразности загильзованного цилиндра уже нельзя рассчитывать на нормальную и долговечную работу двигателя. Для получения высокой точности внутренних поверхностей выполняется их абразивная обработка при помощи хонинговальных наконечников (хонинговка).
Горячее гильзование блока цилиндров подразумевает нагрев блока до температуры +140-150С с последующей установкой в термически расширенное посадочное гнездо охлажденной в жидком азоте втулки. Чтобы избавиться от образования конденсата, гильза предварительно обрабатывается специальным средством. Данный метод позволяет добиться плотной посадки втулки и оптимального натяга по всей площади ее соприкасания с поверхностями блока.
Также может применяться гильзовка блока цилиндров методом запрессовки. Эта технология не предусматривает предварительную расточку посадочных цилиндрических отверстий. Гильза устанавливается в блок на специальный герметик, после чего и происходит ее запрессовка.
Виды штихмасов
Общепринятой классификации штихмасов нет. Поэтому их разделяют на группы по способу измерений. Микрометрические и индикаторные имеют разные методы замеров.
Микрометрический измеряет реальную длину.
Индикаторные сравнивают шаблон и реальный размер. Штихмас настраивают на конкретный размер. Потом определяют насколько реальное значение отличается от этого показателя.
Штихмасы имеют разные отсчётные устройства и способы передачи. Разными могут быть формы поверхностей, которые помогают измерять.
Измерительные поверхности трёхточечного штихмаса расположены под углом 120° друг к другу. Это позволяет проводить минимальное количество замеров для определения линейных характеристик детали. Информацию о размере берут на цифровой шкале нутромера.
Сферический штихмас – это инструмент, измерительные поверхности которого находятся на одной сфере. Максимальная длина 1000 мм. Он относится к двухточечным. Для измерений нужно сделать больше замеров, чем трехточечным.
Штихмасом цанговым (шариковым) измеряют небольшие отверстия, которые не под силу измерить микрометрическим (диаметр от 0,95 до 18 мм). Снабжён комплектом головок разных типов. Для измерения головку нужного размера и формы вводят в отверстие, внутренняя игла смещается вдоль оси, цанги прижимаются к его стенкам.
Самым точным, удобным и дорогим является электронный штихмас.
<divl></dt>
</divl>





