

Виды станков

Точильные станки имеют различные характеристики и набор функций, зависящие от области применения инструмента. Существуют универсальные модели, сочетающие в себе обширный спектр выполняемых задач.
Правка цепей
При помощи таких устройств обслуживается оснастка для бензо- и электропил, проводится перезаточка повреждённой или изношенной цепи.
Особенно актуальны подобные приборы для магазинов инструментов, мастерских и производств по заготовке древесины. Агрегат также можно применять и в бытовых целях.
Внешне прибор похож на пилу, но вместо отрезной насадки имеет шлифовальный диск. В конструкцию входит основание с крепежом для цепи и движущаяся головка.
Обработка свёрл
Затупившаяся оснастка легко возвращается в рабочее состояние при помощи специального станка, что позволяет сэкономить на приобретении новых свёрл.
Есть два типа агрегатов для подобных задач:
- Бытовые — малогабаритные устройства для дома и мастерских небольшого размера.
- Профессиональные — станки с большей мощностью для крупных стальных свёрл и фрез по металлу. Подобные приборы задействованы на производстве и в отрасли машиностроения.
Какое электрическое точило установлено в мастерской у Вас?
БытовоеПрофессиональное
Работа с инструментами
Модели этого типа задействуются для бытовых, слесарных и столярных нужд. С их помощью проводится заточка и правка топоров, ножей, стамесок, резцов, фрез, свёрл и другого подобного инвентаря.
В состав агрегата входит электрический мотор с удлинённым валом и двумя абразивными дисками. Различная зернистость оснастки позволяет выполнять черновую и чистовую шлифовку деталей, а также одновременно работать с разными изделиями.
Встречаются два типа такого оборудования:
- Угловое точило для шлифовки с увлажнением. Удобно для правки ножей и резцов рубанка, не даёт деталям перегреваться.
- Универсальные станки с шлифовальной лентой и абразивным диском. Подходят как для металлических изделий, так и для деревянных элементов.
Гравировка и заточка
Комбинированные инструменты с гравером, установленным на гибком валу и точилом с парой абразивных насадок. Подходят для взаимодействия с режущим инвентарём: чистки, заточки, шлифовки, гравировки.
Устройства предназначены для дома или малой мастерской, что обусловлено кратковременным сроком работы (до 30 минут) без перерыва. Все модели этого типа снабжены переключателем скорости вращения.
Область применения
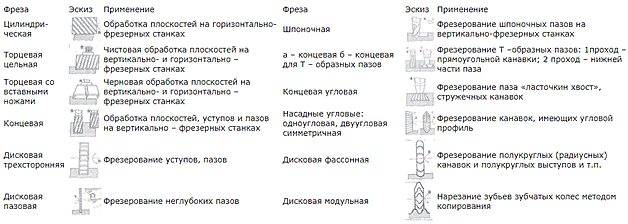
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Особенности моделей
Компактные и простые в использовании виды оборудования применяют для бытовых целей, а промышленное производство нуждается в более мощных и производительных агрегатах. Заточные станки для фрез по металлу или дереву оснащаются числовым программным управлением и производят обработку в автоматическом режиме, согласно установленным параметрам для каждого вида оснастки. Оператор имеет возможность контролировать состояние процесса по показателям электронного дисплея, на котором отображается форма режущей кромки и указывается время обработки.
В полуавтоматических видах оборудования применяется ручной режим заточки. Агрегаты отличаются простой конструкцией, позволяют быстро выполнять перенастройку и не требуют специальной подготовки сотрудников. Станок для заточки концевых фрез с универсальными функциями дает возможность восстанавливать остроту оснастки:
- с плоским или радиусным торцом;
- по наружному и внутреннему диаметру;
- с прямыми или наклонными зубцами.
Классификация заточных станков для сверл
Оборудование для заточки сверлильного инструмента делится на универсальные и специальные заточные станки. Первые путем смены отдельных рабочих модулей могут быть использованы для заточки не только сверл, но и фрез, резцов, метчиков, зенкеров. Такие станки обычно используются в ремонтных цехах предприятий и при единичном и мелкосерийном производстве инструмента. Конструкция специальных станков позволяет производить на них заточку только сверлильного инструмента различных типов.
На промышленных предприятиях такое оборудование обычно представлено специализированными заточными и доводочными станками, автоматами и полуавтоматами, которые используют для средне- и крупносерийного производства.
Кроме того, существует множество специальных электрических станков для заточки сверл, разработанных специально для использования в бытовых условиях.
Как правило, они имеют пластиковую оснастку и корпус и не отличаются особой точностью (чего, впрочем, от них и не требуется).
Бытовые станки для умеренного использования
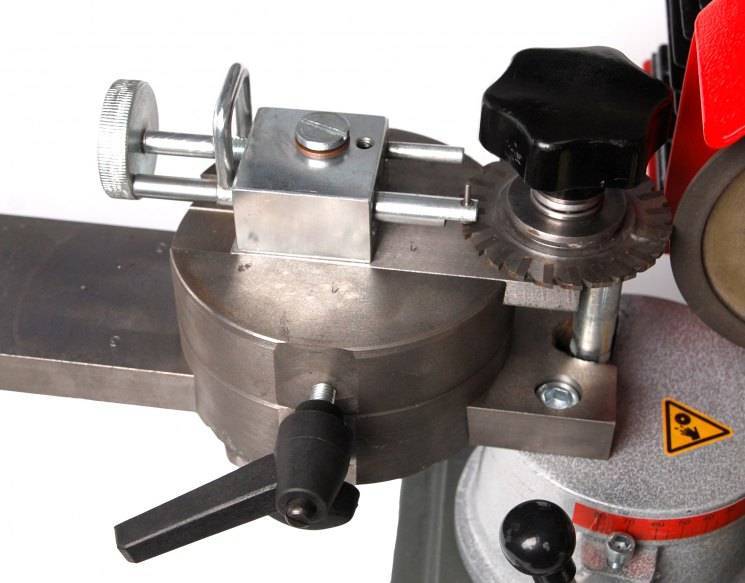
Заточные станки, изображения которых приведены выше, могут стоить от десятков до сотни тысяч рублей. Такое оборудование целесообразно приобретать для работы с коммерческими заказами и при больших объемах заточных работ. Для домашней мастерской вполне подойдут простые бытовые станки и приспособления, которые можно приобрести в пределах 1500÷2500 рублей. Качество заточки у них подчас весьма посредственное, но тем не менее достаточное для того, чтобы без проблем просверлить десяток-другой отверстий в металле.
При отсутствии последнего можно приобрести одно из простых устройств с пластиковым кондуктором и профилированным абразивным камнем (см. фото ниже). На таких мини-станках можно производить заточку сверл только определенного диаметра, соответствующего одному из отверстий в крышке-кондукторе.
Главный угол в них всегда постоянный (примерно 118º), т. к. задается наклоном внутренней поверхности абразивного круга. Заточка каждой стороны производится кратковременным прижатием сверла к заточному камню, причем позиционировать сверло нужно на глаз по риске на корпусе.
ПОСМОТРЕТЬ Электрическая дрель точилка на AliExpress →
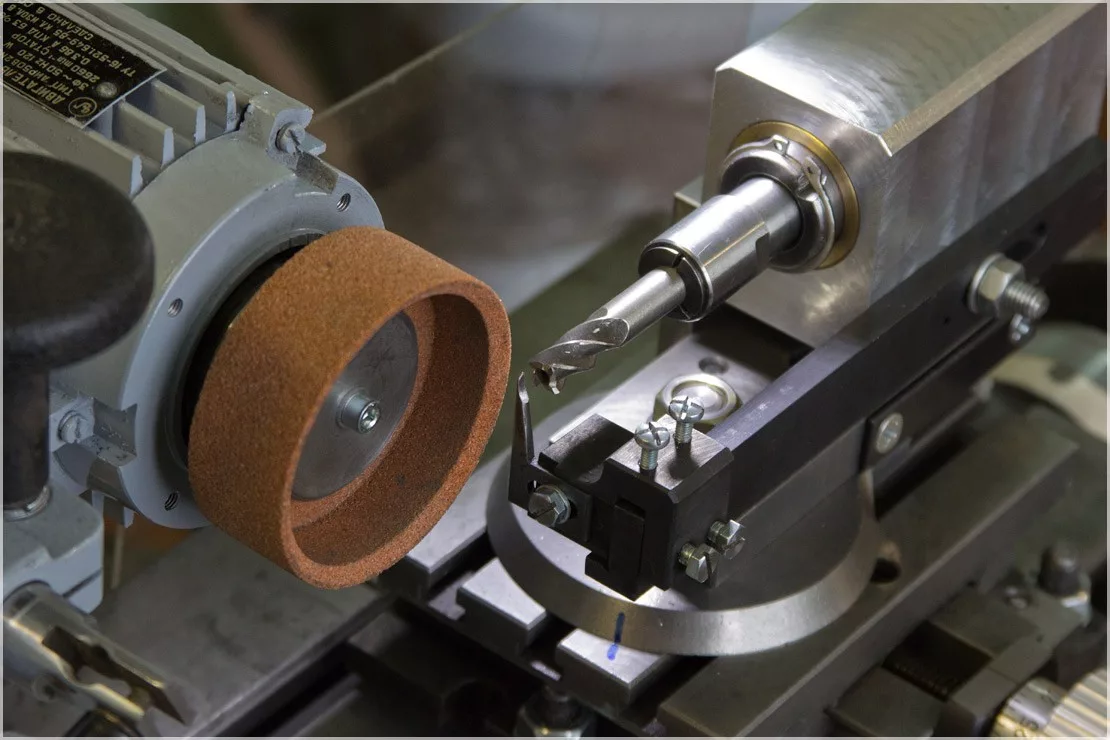
Промышленное заточное оборудование
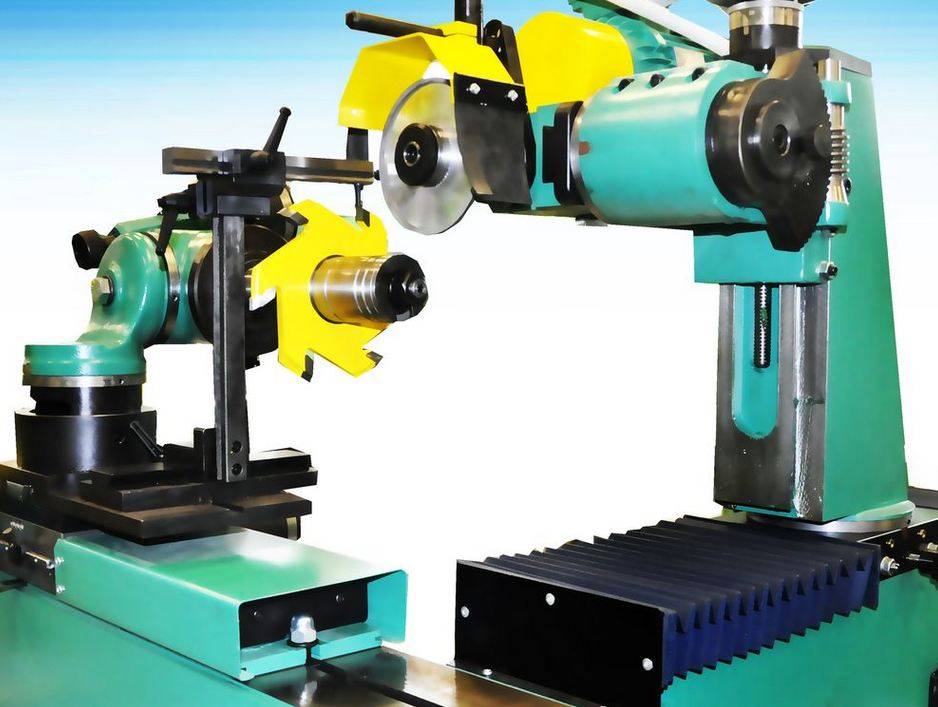
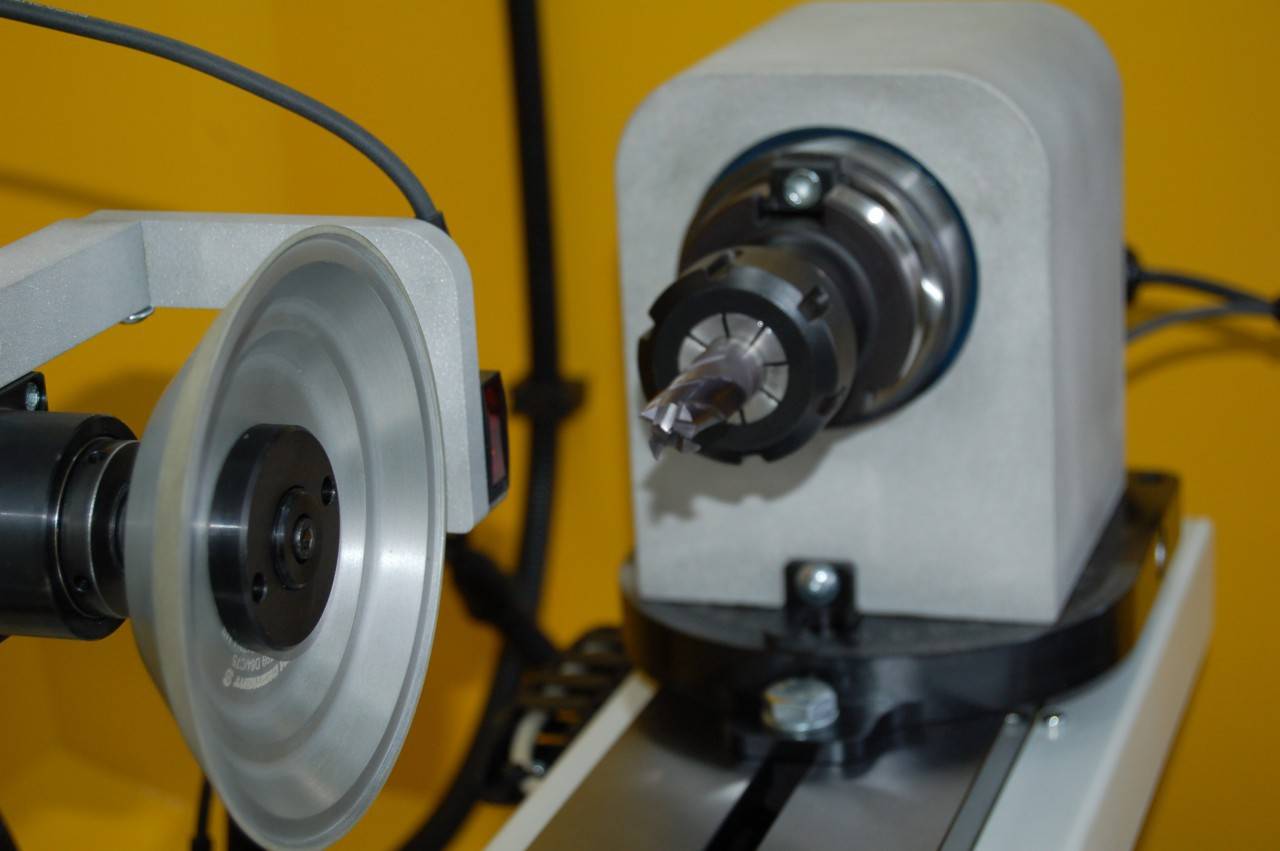
На российском рынке промышленные заточные станки представлены как известными международными брендами, так и моделями российских производителей. Кроме этого, в продаже можно встретить продукцию из КНР под торговыми марками российских компаний, торгующих электроинструментом и промышленным оборудованием. В основном это точильно-шлифовальные станки, предназначенные для заточки сверл и концевых фрез с диаметрами до 30 мм и более.
Большинство из них имеет горизонтальную компоновку, хотя встречаются и вертикальные. В состав поставки обычно входит комплект высокоточных цанг для зажима инструмента, а точность позиционирования этого оборудования составляет 10÷20 мкм.
Поскольку при заточке не требуется больших режущих усилий, мощность приводов у таких установок небольшая — 250÷300 Вт. На фото ниже показан типичный заточной станок этой группы.







ПОСМОТРЕТЬ Станки для заточки сверл на AliExpress →
Контроль качества
Восстановив остроту режущих зубцов, фрезу тщательно осматривают. На глаз можно определить лишь зазубрины, сколы – например, при неправильном значении зернистости точильного абразива. Рассмотрите отточенную фрезу под лупой. Острия (зубцы) должны быть гладкими. Завод-изготовитель перед продажей шлифует фрезы, делая их почти идеальными, но практическое значение имеет не матовый блеск острия, а его применимость, соответствие заводскому допуску его технических характеристик.


Угол заточки спереди и сзади не должен отклоняться более чем на градус. Измерить правильный угол возможно лишь с помощью угломера 2-УРИ либо при помощи маятникового измерителя.
Последние, но не менее существенные параметры – смежное и противоположное биение. Первое – величина между соседними зубьями, второе – между противоположными зубцами. Торцевые фрезы обладают допусками в 40-60 мкм. Большее значение сразу же приведёт к появлению дестабилизирующей всю механику фрезера вибрации. Она скажется и на качестве обтачивания заготовок.

Критерии выбора наждачного круга для станка
Круги для заточки сверл, применяемые в устройствах с закрытым корпусом (а это основная часть бытовых станков), очень часто имеют редко используемые размеры и форму, поэтому их достаточно сложно найти в открытой продаже. Чаще всего они изготовлены из электрокорунда с зернистостью от 80 до 100 мкм
При выборе заточного станка, особенно с полностью ручным управлением, необходимо в первую очередь обращать внимание на устройства с более мелкой зернистостью
В более дорогих моделях станков для основной заточки и подточки сверл нередко используют алмазные диски. Этот вариант является предпочтительным, поскольку такой абразивный инструмент имеет более высокую геометрическую точность и лучший теплоотвод.
У мини-станков с кондуктором нет ограничителя подачи сверла, производитель рекомендует просто «слегка нажать несколько раз». Никто не пробовал сделать простое приспособление для реализации этой функции, а заодно и точного поворота на 180º?
Лучшие точильные станки с гриндером
Выбирая станок с несколькими функциями, можно сэкономить финансовые средства и освободить место в мастерской.
ELITECH СТ 300РС

Станок может использоваться не только для заточки, но и шлифования Мощность станка составляет 300 Вт. Точильно-шлифовальный станок станет настоящим помощником в мастерской. Размер ленты составляют 686×50 мм, поэтому сможет быть заменена на другую при необходимости. В процессе работы прибор не нагревается и не требует особых умений в регулировке.
Достоинства:
- нет люфтов и вибрации;
- яркая подсветка облегчает работу.
Недостатки:
вес небольшой, поэтому необходимо дополнительно фиксировать на станине.
Лента не самого популярного размера, однако хорошо справляется с поставленными задачами.
Вспомогательные инструменты
Процесс подбора дополнительного оснащения для плодотворного рабочего процесса настолько же сложен, насколько затруднителен выбор основного средства производства (особенно если речь идет о приобретении бытового фрезера). Домашнему мастеру непременно потребуется выбрать:
- параллельный упор для прямолинейного реза (у хорошего производителя он идет в комплекте к основному прибору);
- направляющая шина (для прямолинейного фрезерования) определяет упор движения;
- циркуль потребуется для радиальной фрезеровки и прорезания окружностей;
- для выборки паза применяют функциональное приспособление, которое можно приобрести в специальном магазине или изготовить самостоятельно (подробнее – в видеоролике);
- копир (пантограф) применяется для переноса на деревянную поверхность сложного узора (точная копия с образца гарантирована);
- шаблон, копировальные кольца и втулка нужны для разных целей (втулка защитит шаблон, особенно самодельный, а кольцо передаст форму детали фрезе);
- приспособление для вырезания пазов (обработки тел вращения) наглядно демонстрируется здесь;
- при работе по дереву нелишними окажутся приспособления шип-паз и шипорезное.
Придется позаботиться и о столе для бытового фрезера. Его можно приобрести в готовом виде, однако большинство народных умельцев предпочитают делать его своими руками, тем более что для этого можно использовать подручные материалы (ДСП или толстую фанеру), а заодно предусмотреть дополнительные площадки и ящички для инструментов. Средства для заточки – очищающая жидкость, бруски с вариабельной абразивной поверхностью – не помешают, но специализированная мастерская – наилучший вариант для этого процесса.
Инструменты и приспособления для фрезерования в видео ниже.
Особенности станка
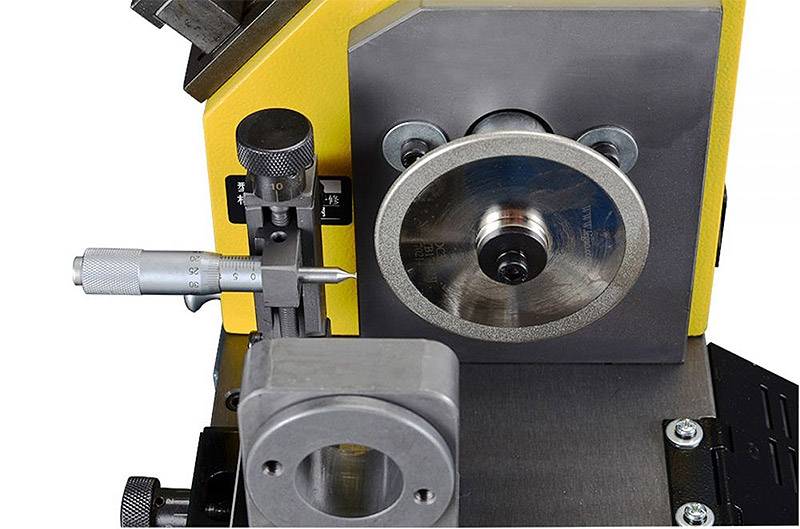
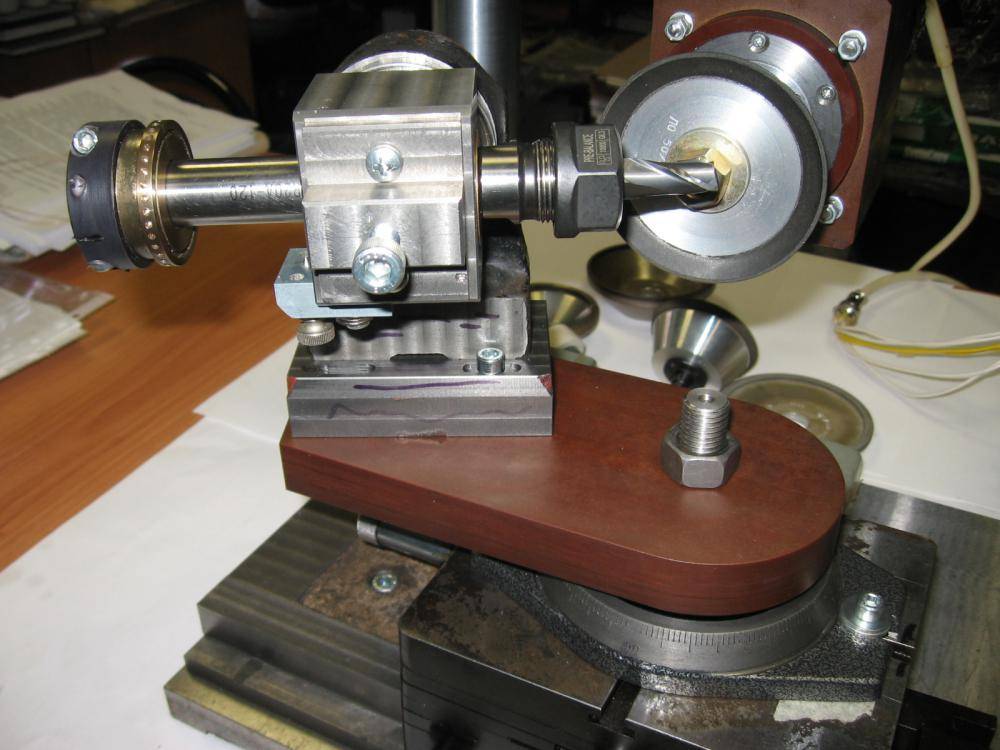
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато. Судя по цанге, если найти другие размеры, можно заложить достаточно толстую фрезу по диаметру.
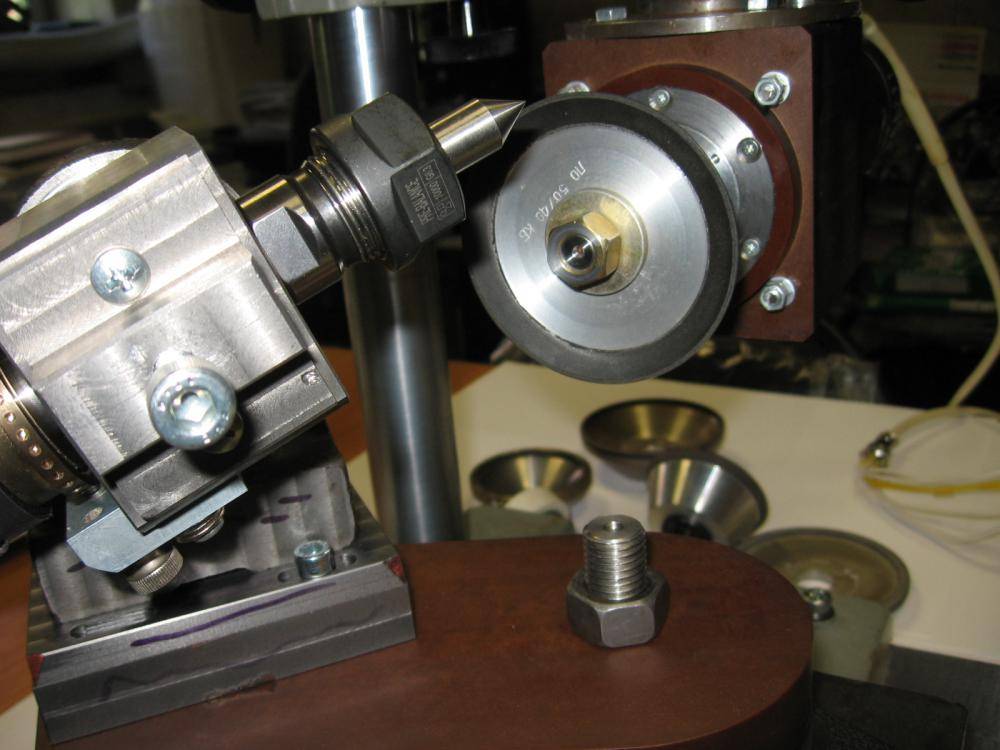
Привод осуществляется двумя шаговыми двигателями. Есть реверс. По оси Y автоматическое движение всей каретки.

То есть, можно передвигать вручную или электромотором. Электроника, 3 платы. Она была неисправная. Владелец отремонтировал. Всё равно нет четкой синхронизации двух моторов. Для подачи по оси Y имеется шаговый мотор. Он приводит каретку в автоматическую движение. Установив упоры, можно установить автоматическую подачу налево или направо.
Как работает станок
Подключаем питание. Ставим упоры. Для правки камня предусмотрен алмазный штифт. Он подводится, закрепляется и автоматически правится камень. Есть вращение в две стороны, переключатель. Синхронности нет, это не беда – можно приделать упор, копировальную иглу снизу. Она будет вращать синхронно движению камня и затачивать в определенном месте спираль. Концевые фрезы затачиваются как правило по задней части режущей кромки. В редких случаях затачивают переднюю часть – если фреза имеет неровную затылованную часть. В нашем случае можно затачивать по заднему углу. Это о боковой поверхности фрезы.
Что касается торцевой поверхности, этим станком не удастся заточить. Это связано с тем, что вокруг не может принять определенное положение относительно инструмента. Подача самого Круга по оси X очень хорошая, тоже микронная.

Обратите внимание, что заточка инструмента происходит навстречу движению фрезы. В планах сделать свой самодельный станок, с большими возможностями, крупнее
Канал “Николай Чернак”.
Заточка фрез — это сложный технологический процесс, требующий соответствующего уровня мастерства и профессионализма. Классификация, применение, способы.
Заточка разных форм фрез производится на специализированном оборудовании. Это режущий инструмент круглого сечения, хотя по конфигурации он может быть различным. Борозды и зубчики, расположенные по окружности, бывают разных размеров, и при их вращении осуществляется обработка материала.









Контроль качества заточки
В процессе проверки мастер оценивает геометрические показатели режущих поверхностей на предмет соответствия техническим требованиям. В частности, определяется биение фрезы, а также степень шероховатости доведенных или заточенных плоскостей. В контроле параметров прямо на рабочем месте могут использоваться вспомогательные приборы. Например, если выполнялась заточка концевой фрезы по древесному материалу, то специалист может измерить углы по рабочим граням. Для этого используется угломер, у которого шкала представлена в форме дуги. Специальные измерительные инструменты применяются и для оценки других параметров, опять же, большинство из них ориентировано на проверку геометрических данных фрезы.
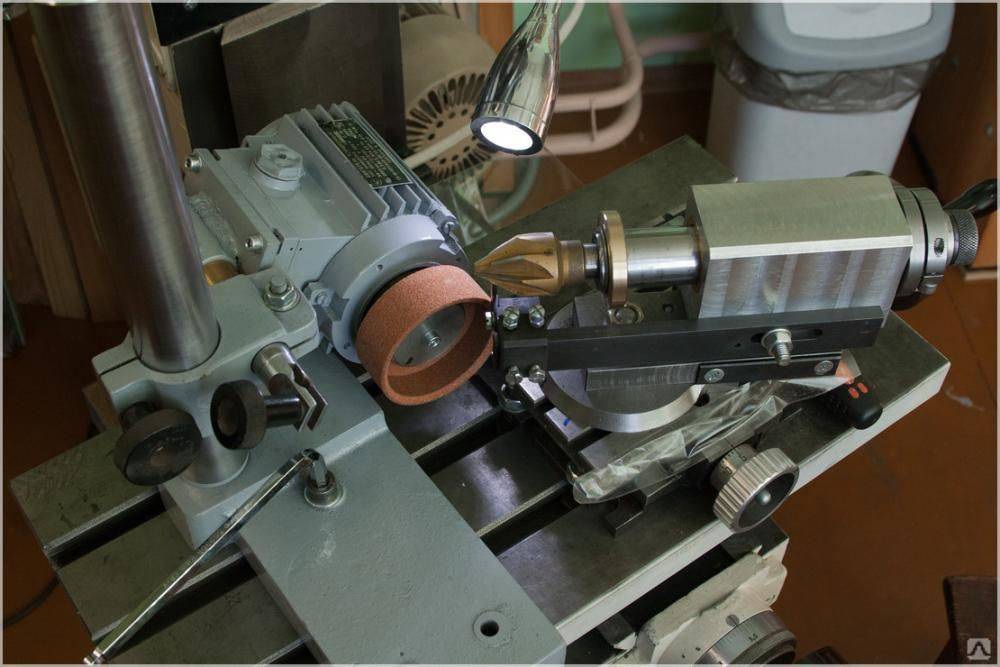
Заточка цилиндрических фрез
Форма цилиндра используется чаще всего. Применяются чашечные круговые абразивы. На станок нужно закрепить оснастку по центру. Располагать его относительно вращающегося круга следует горизонтально и чуть ниже оси. Обязательно зафиксируйте положение с помощью упора.
Твердосплавные
Сперва используется шлифование, в процессе могут образовываться микротрещины. Для их устранения применяется доводка с задачей – убрать слой, который был поврежден. Для этого используются чугунные диски, которые вращаются на скорости 1,5 метра в секунду. В роли абразива применяется карбидная мелкодисперсная паста.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Геометрия зубчиков
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
Конструктивные элементы и геометрические параметры фрез
Фрезы используют на фрезерных станках для обработки плоских и фасонных поверхностей: открытых, сплошных и прерывистых плоскостей, пазов, уступов, канавок, шлицев, щелей, торцов при разрезке и т. п. Основные типы фрез приведены на рис. 14.31.
Фрезы получают наименование по ряду признаков: по основным конструктивным особенностям— цилиндрические (рис. 14.31, а, б), дисковые двух- и трехсторонние (рис. 14.31, и), угловые (рис. 14.31, м), фасонные (рис. 14.31, н), прорезные и отрезные (рис. 14.31, к, л), торцовые (рис. 14.31, в, д), концевые (рис. 14.31. е, ж) и шпоночные (рис. 14.31, з) фрезы;
Рис. 14.31. Основные типы фрез
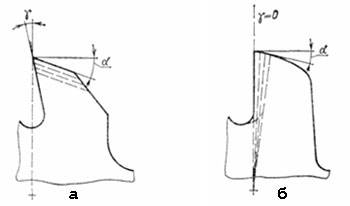
по способу образования задней поверхности зуба — незатылованные, подвергающиеся заточкам по задней поверхности (рис. 14.32, б, в, г), и затылованные фрезы, сохраняющие форму и размеры профиля при заточках по передней поверхности (рис. 14.32, а);
Рис. 14.32. Формы зубьев у затылованных (а) и незатылованных фрез с прямой (б), двуугловой (в) и криволинейной (г) спинками
- по методу крепления — концевые с коническим и цилиндрическим хвостовиками (К и Ц на рис. 14.31) и насадные фрезы, имеющие цилиндрические А или конические отверстия и торцовые Т базы крепления с продольными и поперечными шпоночными пазами П (см. рис. 14.31);
- по конструкции закрепления зубьев — цельные, изготовляемые из одной заготовки, составные неразъемные (сварные) и фрезы со вставными зубьями и ножами;
- по инструментальному материалу режущих элементов — из быстрорежущей стали, твердого сплава и сверхтвердых материалов;
- по инструментальному материалу режущих элементов — из быстрорежущей стали, твердого сплава и сверхтвердых материалов;
- по форме режущей кромки зуба — с прямым, наклонным и винтовым зубом.
Разнообразие конструкций фрез связано с условиями их применения. Для обработки открытых плоскостей на горизонтальнофрезерных станках применяют цилиндрические фрезы цельные или сборные со вставными ножами. Для обработки сплошных и прерывистых поверхностей на вертикально-фрезерных станках используют торцовые фрезерные головки. Фрезерование фасонных поверхностей производят фасонными фрезами, а обработку сопряженных плоскостей — торцовыми насадными фрезами цельными или со вставными ножами. Фрезерование пазов, уступов, полуоткрытых плоскостей осуществляют концевыми и дисковыми фрезами.
Рис. 14.33. Геометрические параметры цилиндрической фрезы (а), торцовой насадной фрезы (6) и торцовой фрезерной головки (в)
Основные поверхности и режущие кромки цилиндрической фрезы показаны на рис. 14.33, а: передняя поверхность l, спинка зуба 2, задняя поверхность 3 шириной f = 0,75—2,0 мм, ленточка 5 шириной 35°, т. е. половине главного угла в плане φ. При фрезеровании чугуна угол в плане φ уменьшают до 45—60°. При съеме припуска менее 3 мм в условиях высокой жесткости технологической системы угол в плане φ уменьшают до 30°.
14.23. Передние углы фрез цилиндрических, торцовых насадных, дисковых и концевых
Станки для заточки сверл: цены и производители
Среди отечественных производителей большой популярностью пользуется компания «Диолд». Цена станков для заточки сверл и ножей довольно умеренная. Например, модель МЗС-02 можно приобрести за 2900 рублей. Устройство имеет мощный коллекторный двигатель, высокие обороты. Рациональное расположение мотора и насадок позволило поместить в корпус охлаждающий элемент – крыльчатку. К недостаткам модели можно отнести довольно высокий уровень шума и нестандартность абразивных кругов.
Востребованы также станки Sturm. Головной офис компании находится в Германии, производственные цеха имеются во многих странах Европы, а также в Китае. Среди изделий данного производителя много недорогих домашних моделей. В частности, это станок Sturm BG6010S. Устройство имеет двигатель средней мощности, вполне удовлетворяющий бытовые запросы. Есть возможность выставления угла заточки. Цена устройства – 2300 рублей.

Станок отечественного производства фирмы «Диолд» можно приобрести за 2,9 тыс. рублей
Среди станков для заточки дисковых пил можно выделить вариант JMY8-70. Изготовлен инструмент в Китае, но отнести его следует к довольно качественным и функциональным моделям. Корпус выполнен из прочной стали. Абразивный диск алмазный, наиболее активно применяемый диаметр – 125 мм, частота вращения составляет 2850 об/мин. Держатель пилы имеет наклонное положение, которое позволяет производить угловую заточку.
Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.
Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.
В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.
После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.




Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.
С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Во избежание перегрева, созданного силой трения, используются охлаждающие жидкости.
Подручными средствами
Для работы используется стол для ручного фрезера.
Последовательность действий:
- Очистить инструмент от нагара специальной жидкостью. Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
- Алмазным бруском точить переднюю кромку, обеспечив движение канала вдоль бруска.
- Протереть инструмент мягкой тканью.
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
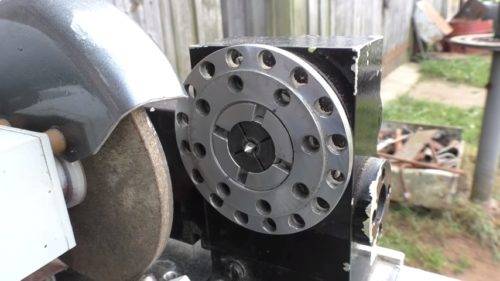
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Область применения
Металлообработка и деревообработка настолько распространенные процедуры, что практически нет отраслей производства, где бы в какой-либо мере ни применялись станки. Сейчас самое лучшее оборудование – с ЧПУ. Они наиболее точные, быстрые и энергоэффективные. Закупить их можно на сайте .
Сферы использования фрезерования:
- производство оборудования;
- изготовление труб и металлопроката другой фасовки;
- аэрокосмические заводы;
- мебель и предметы интерьера;
- крепежи и метизы;
- автопром и многое другое.=
Различаются по области применения в зависимости от назначения, посмотрим на изображении:
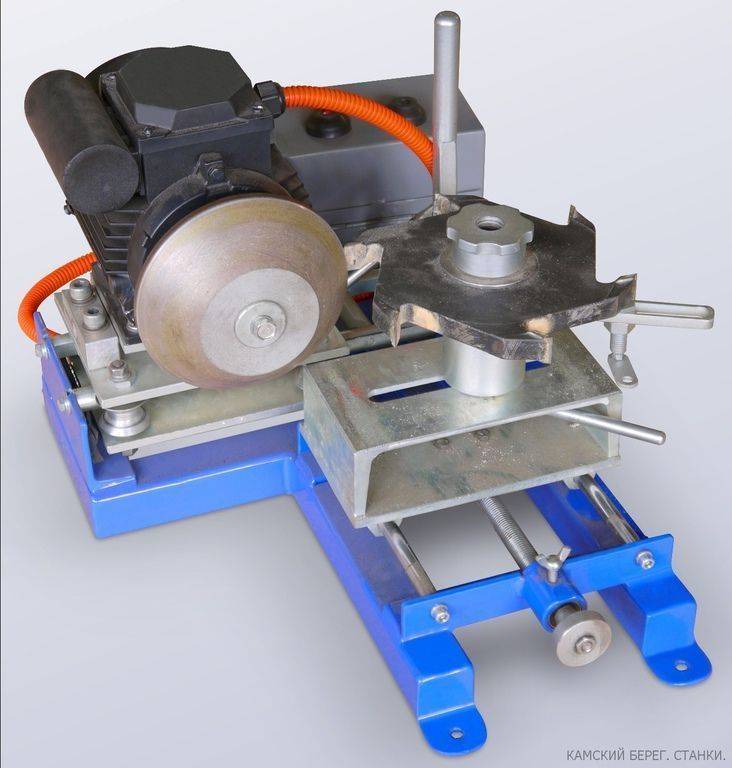
Алгоритм сборки точильного станка своими руками
Многие применяют устройства для заточки сверл крайне редко. В таких ситуациях при условии наличия определенных элементов вполне доступно собрать станок для заточки сверл своими руками. Например, устройство для восстановления тех же дисковых пил может состоять из следующих конструкционных частей:
- электродвигателя с валом, на который можно установить шлифовальную насадку;
- стола или другого вида подставки, верхняя плоскость которой будет находиться на одном уровне с осью абразивного круга;
- петель и винтов. Первые обеспечат фиксацию подставки с одной стороны, вторые (вращающиеся) – изменение высоты с другой. Образуется определенный наклон, позволяющий выполнять угловую заточку передней и задней плоскостей режущих зубьев;
- фиксаторов, посредством которых нуждающийся в заточке диск будет закрепляться на подставке; устройства, при помощи которого можно будет в ходе работы передвигать двигатель или подставку с диском;
- упоров, обеспечивающих прочность установки.

Если есть возможность и желание, станок для заточки можно собрать собственноручно
Бесспорным плюсом изготовления станка для заточки своими руками является не только цена, но и возможность максимально учесть технические особенности механизма в соответствии с целевым назначением.





