

Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.

Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
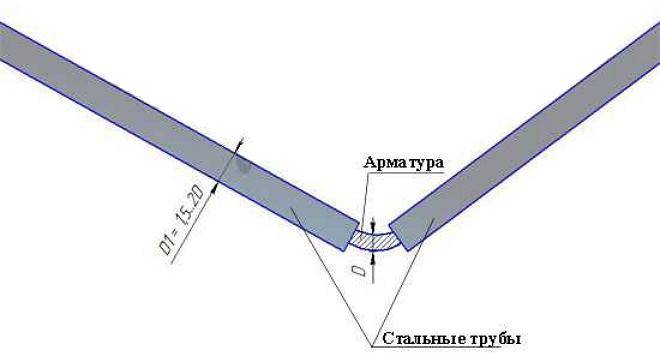
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов

Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Меры безопасности
Работа станков смж 172 просит строгого выполнения всех правил безопасности. Не позволяется:
- применять с превышением показателей, установленных техническими спецификами;
- делать работу при плохом освещении, дожде;
- включать оборудование при снятой защите ножей разборном корпусе;
- работать при отсутствующем заземлении корпуса;
- делать техобслуживание, чистку смж, менять ножи при подключенном электрическом питании;
Оператор во время работ должен применять очки для защиты, шумовую защиту слуховых органов, каску.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Related Posts via Categories
- Станок для гибки арматуры – труд арматурщиков стал намного легче!
- Трубогиб как незаменимый инструмент в строительстве и производстве
- Как рассчитать площадь поперечного сечения арматуры всех типов?
- Сколько весит 1 метр строительной стержневой арматуры различных видов
- Длина стержневой арматуры – все возможные варианты, регламентируемые ГОСТами
- Линейная арматура – качественный монтаж линий электропередач гарантирован!
- Немерная арматура – оптимальный вариант для малоэтажного строительства!
- Трубогиб ручной ТР и другие марки – рассматриваем типы этого приспособления
- Марки и классы строительной стержневой арматуры и проволоки для армирования
- Муфтовая арматура, что это такое и для чего используется
Вязание арматуры своими руками
При всем многообразии специализированного строительного инструмента, не все частные застройщики имеют возможность его купить или взять в аренду. Для вязки прутьев не требуется дорогостоящего инструмента, ее к тому же можно сделать своими руками.
Для этого необходимо приобрести стальную вязальную проволоку. Она достаточно гибкая и прочная, имеет диаметр 2—3 мм. Чтобы ее согнуть, придется использовать пассатижи или специально сделанный крючок, который впоследствии закручивается вокруг арматуры и фиксирует ее. Некоторые умельцы выполняющие армирование своими руками иногда используют шуруповёрт, как более простой и легкий способ вязки. Если вязать с помощью проволоки, то для этого потребуется:
- Один из вариантов вязки каркаса основания с применением крючка. Умельцы иногда используют шуруповерт, как более лёгкий способ вязки прутьев арматуры своими руками.
отрезать кусок проволоки длиной около 30 см. Можно и больше, если ее не жалко, но концы будут мешать (включая лишние отходы);
- затем сложить проволоку пополам, чтобы увеличить жесткость и прочность;
- согнуть её по диагонали вокруг арматурного соединения и сделать небольшую петлю;
- в петлю установить крючок и равномерно, без лишних усилий, крутить по часовой стрелке, пока не станет тяжело оборачивать, или соединение станет достаточно прочным. Главное, не использовать силу, так как проволоку легко порвать и потом придется все начинать сначала;
- концы проволоки отрезать плоскогубцами и выбросить.
В случае армирования столбчатого фундамента арматурный каркас можно согнуть и затем фиксировать на оголовках специальными зажимами. Некоторые производители уже поставляют металлические или деревянные сваи со специальными зажимными скобами и муфтами. В таком случае достаточно выгнуть прут и вставить его в скобу. Скобу зажать и сверху проварить, сделать все это можно своими руками, используя минимум инструмента. В случае применения гладкой арматуры процесс вязки более трудоемкий, так как крюки будут постоянно отгибаться и без подручного специализированного инструмента не обойтись, как и без сторонней помощи.
2 Резка стеклопластиковой арматуры
Такой вид арматуры все чаще используется в частном строительстве, благодаря простому монтажу и транспортировке. Один человек вполне может справиться самостоятельно с изготовлением каркаса и его установке в опалубке. При работе с материалом возникает вопрос – чем резать стеклопластиковую арматуру в домашних условиях?

Станок модели Р-40
Существует три основных способа, с помощью которых легко справиться с поставленной задачей:
- Первый вариант – использование для резки ножовки по металлу. Этот способ хорош в том случае, если не нужно делать много разрезов, иначе рука быстро устает, и, соответственно, производительность труда заметно падает.
- Можно резать стеклопластиковую арматуру специальным мультиинструментом. Вариант приемлем, если такое оборудование уже есть, если же его нет, то придется понести значительные финансовые расходы на его приобретение.
- Нарезка арматуры болторезом – наиболее оптимальный вариант для домашних условий. Недостаток оборудования заключается в его узкой области применения, то есть, покупать его для нарезки небольшого количества стеклопластиковой арматуры не выгодно.
2.1 Типы отрезного оборудования
В современной промышленности используются несколько типов отрезного оборудования, отличающегося между собой качественными характеристиками и производственными способностями:
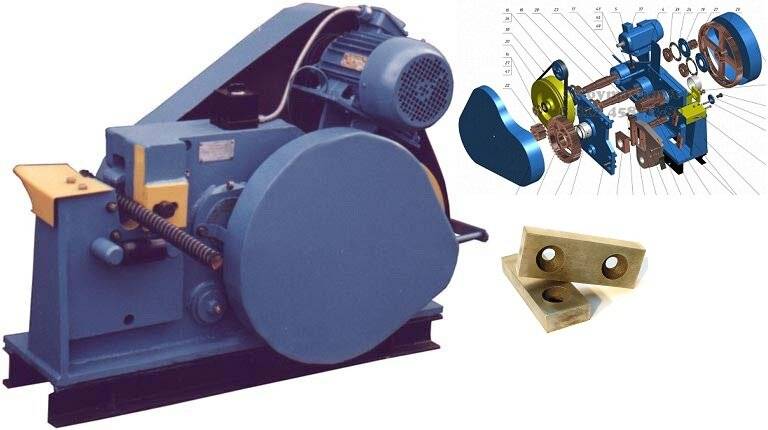
Абразивно-отрезной станок. Применяется для нарезки швеллера, уголка, трубы и металлической арматуры. Цена на такие устройства невысока, поэтому они достаточно популярны. Нарезка проката осуществляется с помощью трех видов дисков – насечного, гладкого или абразивного. Промышленные модели оснащены программным управлением и могут работать круглые сутки в непрерывном режиме. Более простые конструкционно полупрофессиональные станки в обслуживании гораздо проще.
- Ленточно-пильные станки для резки арматуры предназначены для обработки высококачественной стали, проката из нержавеющей стали и чугуна. По степени автоматизации различают: ручной станок, в котором управление ножами осуществляется вручную, полуавтоматический – выполняет в режиме «автомат» подъем и опускание рамы и имеет гидравлический зажим, полностью автоматический – процесс подъема и опускания полностью автоматизирован, также имеет гидравлический зажим и может подавать заготовки в рабочую зону в автоматическом режиме.
- Ножовочно-отрезной станок: резка заготовок выполняется крутящейся пилой или ножовочным полотном. Режущий элемент этого типа оборудования изготавливают из высококачественной и особо прочной стали. Используют для нарезки стального, чугунного проката профильного или круглого сечения.
- Станок для резки и рубки арматуры имеет более чем широкую область применения, как в промышленном производстве, так и в мелких мастерских. Используют для нарезки проката из стали с круглым или квадратным сечением. Рабочие ножи запускаются после включения электродвигателя. Бывает ручной и приводной тип станков этого вида.
- Пресс-ножницы используют для резки уголка, швеллера, профильного прута. С их помощью также можно сделать отверстия в полосовом или листовом прокате. Резка пресс-ножницами отличается высокой точностью.
2.2 Оборудование для резки арматуры (видео)
https://youtube.com/watch?v=zkmt4kfEKWg
Портал об арматуре » Армирование » Особенности ручных станков для резки арматуры
Электрооборудование станка для правки и резки арматуры СМЖ-357
В принципиальной электрической схеме (рис. 9) электропитание предусматривается от четырехпроводной трехфазной сети напряжением 220/380 В, 50 Гц. Напряжение силовых цепей 330 В. Напряжение цепей управления 220 В, потребляемая (максимальная) мощность 14,4 кВт, ПВ = 100%.
Управление предусмотрено с помощью вмонтированной в станок кнопочной панели.
Переключение скоростей электродвигателей предусмотрено с помощью переключателей В4, В5, расположенных в электрошкафу.
Нажатием кнопки Кн2 с мнемоническим обозначением 0/0 замыкается цепь катушек пускателей Р1, РЗ. Контактами РЗ шунтируются сопротивления торможения электродвигателя подачи. Включаются электродвигатели барабана Ml и подачи М2 контактами пускателя PL
По достижении арматурой конечного выключателя В8 замыкается цепь катушки Р4. Контактами Р4 замыкается цепь катушки электромагнита ножевых валов — осуществляется рез, при этом конечным выключателем В9 замыкается цепь катушки Р5, и контактами Р5 размыкается цепь катушки электромагнита ЭМ. Следующий рез происходит после освобождения конечного выключателя В8 и нового его нажатия.
Кроме того, рез может быть осуществлен нажатием кнопки КнЗ с мнемоническим обозначением V . Если рез не произойдет за время установки реле времени Р8, которое задается в зависимости от длины отрезаемой арматуры и скорости подачи, контактами Р8 разомкнётся цепь управления (аналогично кнопке «стоп»).
Конечный выключатель В8 присоединяется к цепи управления через штепсельные разъемы Ш1…Ш4, расположенные: Ш1 на задней стенке электрошкафа; Ш2…Ш4 на соответствующих секциях приемного устройства.
Остановка электродвигателей осуществляется нажатием грибковой кнопки, при этом размыкается цепь катушек пускателей Р1 и РЗ.
С валом электродвигателя барабана связано реле контроля скорости Ркс. По достижении электродвигателем барабана скорости, близкой к максимальной, контактами Ркс и Р1 замыкается цепь катушки Р6.
После отключения пускателя Р1 контактами Р6 и Р1 замыкается цепь катушки пускателя Р2 и электродвигатели Ml, M2 тормозятся в режиме противовключения. С падением скорости электродвигателя барабана размыкаются контакты Ркс в цепи катушки Р6. Контактами Р6 размыкается цепь катушки Р2 — стоп.
3 Достоинства и недостатки РСГА
Рассматриваемый нами инструмент является реальным помощником домашнему мастеру, который выполняет различные строительные работы. Ручной станок характеризуется:
- высокой мобильностью и относительно небольшой массой;
- уникальной надежностью, обусловленной элементарной конструкцией приспособления для гибки арматуры;
- возможностью производить изгиб в двух направлениях;
- независимостью от электричества (станок не нужно подключать к электросети, все операции осуществляются вручную).
 Изгиб арматурных прутов в двух направлениях
Изгиб арматурных прутов в двух направлениях
Кроме того, использовать описываемый инструмент может любой. Понять, как он функционирует, очень просто, после чего его применение не вызывает никаких проблем.
К недостаткам ручных механических приспособлений для сгибания арматуры относят следующие факты:
- деформировать можно только те изделия, которые “попадают” в расстояние между упором и неподвижным валом;
- есть риск избыточного изгиба максимальной по сечению (для конкретной модели станка) арматуры.
 Ручное механическое приспособление для обработки прутьев
Ручное механическое приспособление для обработки прутьев
И не стоит забывать, что деформирование металла производится исключительно мускульными усилиями рабочего. Если физические возможности человека недостаточны, лучше использовать электромеханические приспособления для сгибания арматуры.








Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков. Компании, занимающиеся ремонтом и сервисом станков представлены тут
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Как согнуть арматуру в домашних условиях
Главное назначение арматуры заключается в армирование бетона, который может разрушаться под действиями нагрузок изгибающего характера. Во всех железобетонных конструкциях сжимающие и растягивающие усилия берет на себя металлический прут. Соорудить достаточно прочный, надежный фундамент любого дома невозможно без арматурного каркаса. Одновременно с этим, армирование углов и разных примыканий путем перекрещивания прямых прутков является серьезным нарушением технологии, которое ослабляет всю конструкцию, что неминуемо приведет к расслоению бетона. Если нужно выполнить угловые связки, требуется монтаж изогнутой арматуры с перехлестом на каждой стороне минимум в 80 см. Кроме того гибка прутков нужна для изготовления разных соединительных элементов, рассчитанных на растяжение (например, лапка, стандартный крюк, прочее).
Этапы сгибания арматуры:
Как согнуть арматуру в домашних условиях, чтобы она при этом сохранила прочностные характеристики, знает не каждый. Арматуру, выполненную из стеклопластика согнуть без каких-либо повреждений практически невозможно, поэтому такой обработке подвергают стальную.
Опытные строители знают, что разрешается сгибать стержни только механическим способом, не допуская образования острых углов в месте изгиба. Какие-либо закругления следует делать плавными – наиболее оптимальный радиус – 10-15 диаметров арматуры.
Самые распространенные способы неправильного сгибания арматуры:
место сгиба разогревают паяльной лампой (автогеном, сваркой, на костре);
в месте, где будет происходить гибка, посредством угловой отрезной машинки или аналогичным инструментом делается надпил.
После «подготовительных» работ применяют подручный инструмент (молоток, кувалда, труба и прочее) для сгибания арматуры. Оба приема в разы ослабляют стержни, что влечет их последующее разрушение под влиянием нагрузок. Необходимо запомнить, что все виды арматуры гнуться только в холодном состоянии без целостных нарушений.
Устройство, схема работы СГА 1
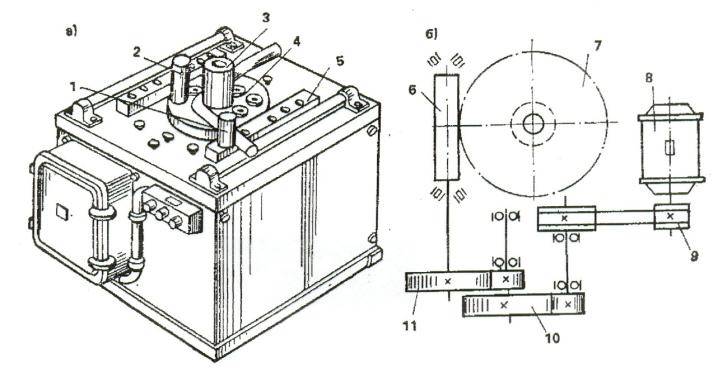
Состав, устройство и работа станка СГА 1
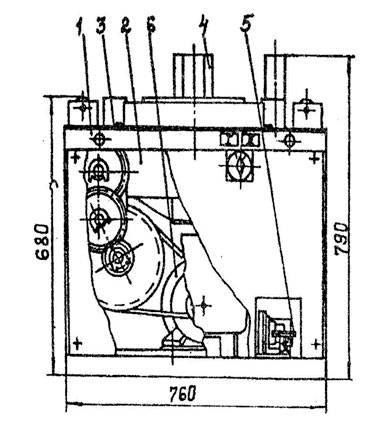
Станок состоит из следующих основных узлов рамы 1, редуктора 2, плиты 3, приспособления для гибки арматуры 4, педального управления 5 и электрооборудования 6.
Рама станка состоит из каркаса и каретки.
Каркас – сварной, из углового проката и служит для крепления всех узлов станка.
Каретка служит для крепления электродвигателя и натяжения клиновых ремней. На верхнем поясе рамы установлена плита в сборе с редуктором и приспособление для гибки арматуры.
В передней части рамы укреплены магнитные пускатели и автоматический выключатель.
К нижнему поясу рамы приварена плита с педальным управлением.
Редуктор 2 состоит из закрытой червячной пары и двух пар открытых цилиндрических шестерен.
Изменение скорости вращения гибочного диска производится путем перестановки шестерен 6 и 7.
Плита 3 служит крышкой редуктора и рабочим столом станка.
К плите приварены квадратные планки с отверстиями под упорные штыри 5 приспособления для гибки.
На плите смонтированы рольганги 7 и выключатели конечные для реверса II и останова 9 гибочного диска.
Для удаления окалины на плите смонтирована воронка с фланцевым креплением для приспособления к цеховой вытяжной вентиляции.
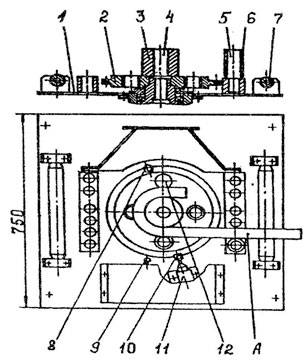 1 – плита; 2 – диск; 3 – ролик; 4 – палец центральный; 5 – штырь; 6 – ролик; 7 – рольганг; 8 – кулачок останова; 9 – выключатель конечный останова; 10 – кулачок реверса; 11 – выключатель конечный реверса; 12 – палец.
1 – плита; 2 – диск; 3 – ролик; 4 – палец центральный; 5 – штырь; 6 – ролик; 7 – рольганг; 8 – кулачок останова; 9 – выключатель конечный останова; 10 – кулачок реверса; 11 – выключатель конечный реверса; 12 – палец.
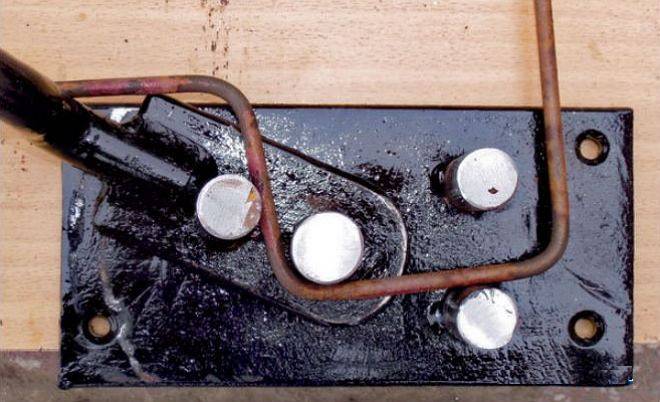
Приспособление для гибки арматуры состоит из гибочного пальца 12, центрального пальца 4 с роликом 3, упорного штыря 5 с роликом 6. На гибочном диске 2 имеются четыре отверстия со втулками для станка гибочного пальца 4, а также кулачки останова 8 и реверса 10. Необходимо иметь в виду, что кулачок останова 8 короче кулачка реверса, чтобы избежать переключения им конечного выключателя реверса.
Электрооборудование станка СГА-1
состоит из электродвигателя (М), магнитного пускателя (КМ-1.КМ-2), автоматического выключателя (SA1), конечных выключателей педали (SQ1), реверса (SQ2) и останова (SQ3), теплового реле (РТ1), кнопки останова (К1). При включении автоматического выключателя (SA1) происходит питание станка.
При нажатии педали происходит замыкание контактов конечного выключателя (SQ1) и вращения гибочного диска по часовой стрелке. При переключении контактов конечного выключателя (SQ2) происходит возврат гибочного диска в исходное положение до размыкания контактов конечного выключателя (SQ3), двигатель останавливается. Повторный цикл работы станка происходит аналогично
Принцип действия станка при гибке арматурной стали:
Пруток А укладывается на гибочный диск 2 между центральным пальцем 4 с роликом 3, гибочным пальцем 12 и упорным штырем 5 с роликом 6.
При вращении диска гибочный палец 12 заклинивает пруток А и гнет его вокруг ролика 3.
При возврате диска гибочный палец 12 освобождает согнутую на требуемый угол арматуру. Изделия из прутков арматуры с внутренним радиусом гиба 55 мм изготавливаются при гибе вокруг ролика 5, а с радиусом 20 мм – при гибе непосредственно вокруг центрального пальца 4.
уга 40, СГА-1 УГА -40 ВИДЕО гибочный станок для арматуры gw -40 купить в ярославле сга 1. уга-40, схема подключения гибочного станка сга 1 уга40 УГА-40 Характеристики ремонт гибочного станка сга-1 уга-40 в ярославле. уга-40(сга 1), как правильно сделать реверс на уга-40 Станок УГА-40 (СГА 1) Станок УГА-40 (СГА 1) чертежи.
Рекомендации по эксплуатации
Электрическая схема
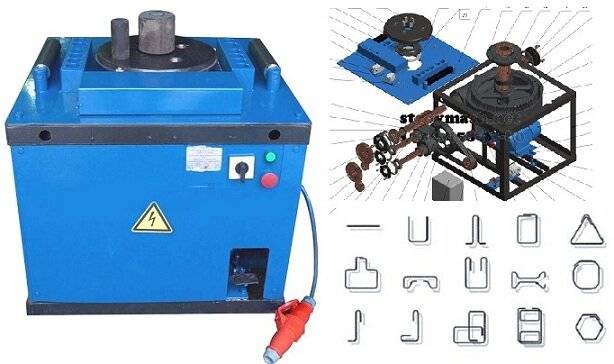
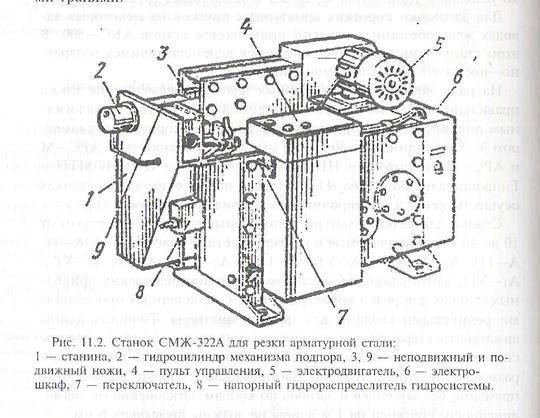
Перед началом работы станка СМЖ-172 необходимо выполнить его корректную установку. Преимуществом этой модели является не обязательная организация ровной поверхности для монтажа. Регулировка уровня оборудования выполняется с помощью фундаментных болтов.









При подключении станка СМЖ-172А к электросети учитывается максимальная нагрузка на электродвигатель. Обязательно обустраивается контур заземления. Рабочий персонал проходит инструктаж по технике безопасности. Перед первым запуском проверяется целостность узлов и агрегатов, выполняется первичная настройка положения ножей.
При выборе сменных режущих компонентов необходимо учитывать их параметры:
- габариты – 11*4*1,8 см;
- диаметр монтажных отверстий – 11 мм;
- расстояние от отверстия до кромки – 25 мм;
- расстояние между отверстиями – 60 мм.
Ножи должны быть изготовлены из инструментальной стали. Для этого подходят марки Х12Ф1, ХБФ, 5ХНВС, 6ХС, 6ХВ2С. В случае использования других материалов следует сравнить их характеристики с эталонными параметрами.
В видеоматериале показан пример работы станка СМЖ-172А:
Станки для гибки арматуры — СГА-1, СГА-1ЭБ (с электронным блоком), СГА-50 и СМЖ-179А
Станок СГА-1 состоит из: сварной рамы, червячного редуктора, установленного на раме, с закрепленным на нем гибочным диском. На гибочном диске устанавливаются центральный и гибочный пальцы. Упорный палец с роликом устанавливается в отверстие планки, приваренной к верхнему листу рамы.
Вращение на входной вал червячного редуктора передается через шестерни и клиноременную передачу от электродвигателя. Изменение частоты вращения гибочного диска производиться перестановкой шестерен. Для выполнения требований экологии предусмотрено удаление окалины с листа рамы через воронку, присоединяемую к цеховой вытяжной вентиляции.
СГА-1 работает следующим образом: Пруток укладывается на гибочный диск между центральным пальцем с роликом, гибочным пальцем и упорным штырем с роликом. При вращении диска гибочный палец заклинивает пруток и изгибает его вокруг ролика на угол, задаваемый установкой кулачка. При возврате диска гибочный палец освобождает согнутый пруток и останавливается после нажатия вторым кулачком на второй конечный выключатель. Изделия из прутков арматуры радиусом гиба 55мм изгибаются вокруг ролика, а радиусом 20 мм — непосредственно вокруг центрального пальца. Изделия из прутков диаметром до 14 мм с внутренним радиусом 12 мм изгибаются при установке вилки и кронштейна.
Преимущества СГА-1ЭБ: Станок имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы: при нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега). При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается.
Автоматический режим работы имеет два подрежима:
- Режим одного гиба;
- режим n -гибов на одной из 8-ми ( n =1 … 8) программ.
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
СМЖ-179 имеет подобное принципиальное устройство.
* — по желанию Заказчика к станку СГА-50 может быть изготовлена дополнительная оснастка (радиус гиба до 180 мм)

СМЖ-179А
Ключевые слова: Станки для гибки арматуры, гибочный станок для арматуры, гибка арматуры — СГА-1, СГА-1ЭБ , СГА-50 и СМЖ-179А
Приводные станки, работающие от прутка
Станки для резки и гибки арматуры рассмотрим на примере гибочно-отрезных станков SB6-12 (КНР), выпускаемых по лицензии немецкой фирмы Schelle. Устройство агрегата включает в себя следующие узлы:
- Приемную кассету.
- Механизм подачи заготовок (роликового типа).
- Привод механизма реза.
- Отрезной ползун.
- Регулируемые упоры и фиксаторы.
- Пневмокомпрессор.
- Ползунки гиба.
- Электродвигатель.
- Компьютерный пульт управления со встроенным дисплеем.
- Сбрасыватель.
Модель SB6 выполняет плоскую гибку, в то время как станки SB12 способны выполнять и пространственный изгиб материала. Оборудование может функционировать и в полностью автоматическом режиме, тогда функцией оператора является только заправка следующего прутка в кассету.
По подобной схеме может действовать и ручные арматурогибы с функциями отрезки и правки проката.
Дальнейшим развитием данного вида оборудования считаются полностью автоматизированные станки (например, AlbaDesa итальянского производства). Здесь в качестве сортамента исходного материала используется бухта, а процесс штамповки выполняется непрерывно. Производительность увеличивается, а габаритные размеры оборудования наоборот, снижаются (разматыватель бухты компактнее, чем кассета).
Типичным представителем данной техники являются отечественные станки для гибки арматуры СГА-1Э. Он предназначен для выполнения различных операций гибки штучных стержней, включая одно- и двухугловую гибку, загибку крюков, круговую гибку и т.д.
Данные станки для гнутья арматуры включают в себя:
- Сварную станину рамного типа.
- Электродвигатель.
- Инструментальную плиту.
- Привод с понижающим червячным редуктором.
- Управляющие кулачки.
- Гибочный диск, снабженный фиксирующим и рабочим пальцами (аналог пуансона).
- Неподвижный упорный палец (аналог матрицы), закрепленный на инструментальной плите.
- Электронный блок управления, которым цикл деформирования полностью автоматизируется.
Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
Механизм подачи станка для правки и резки арматуры СМЖ-357
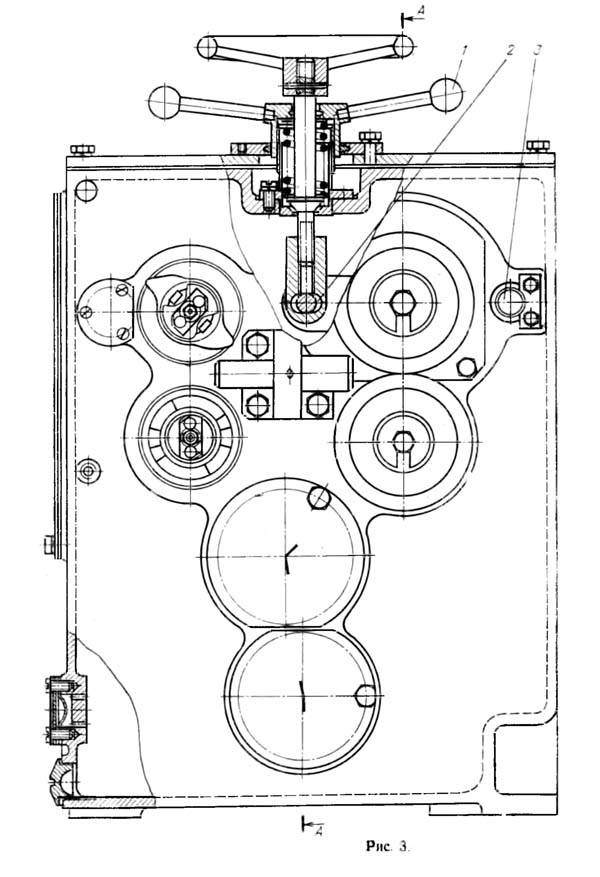
Механизм подачи (рис. 3) предназначен для разматывания арматурной стали из бунта, протягивания ее через правильный барабан и подачи выправленного стержня арматуры в приемное устройство.
Привод механизма осуществляется от электродвигателя через ременную передачу и шкив 12, сидящий на выходном валу 16.
С помощью зубчатой пары 14, 15 вращение передается на распределительный вал 4. Сидящая на валу шестерня 13 через зубчатое колесо 11 передает вращение на нижний вал 10 тянущих роликов 5. Вал 6 верхнего тянущего ролика вращается в подшипниках обоймы 7 и соединен с валом нижнего тянущего ролика с помощью зубчатой пары 8, 9. Обойма 7 качается вокруг оси 3, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси 2 соединен с механизмом поджатия верхнего тянущего ролика 1.
Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров.
Одновременно шестерня 23 (рис. 4, на рис. 3 поз. 13) сцеплена с зубчатым колесом 32, свободно вращающимся на валу V вместе с полумуфтой 33. Подвижная полумуфта 34 установлена на шлицах вала V и может передвигаться вдоль него с помощью вилки и тяги 42. Управление положением муфты осуществляется механизмом включения с электромагнитом 48. Валы V и VI сцеплены с помощью зубчатой пары 35, 39.
Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
Один из вариантов самодельного станка, состоящего из двух частей — подвижной (рычаг) и неподвижной (основание)
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.

Ручной станок для гибки AFACAN 16PT (цена примерно 5500 рублей). Одна из моделей именно этого турецкого производителя упоминалась на видео в начале данной статьи
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.






На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью. Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.

Еще одна вариация станка для гибки: швеллер в качестве основания, два уголка, ось вращения и рукоятка
Выбирая оборудование для быстрой гибки арматуры, следует учитывать два основных фактора: максимальный диаметр прутка, который необходимо согнуть, и объем предстоящих работ. При гибке прутка его части подвергаются различным нагрузкам: наружная поверхность – растяжению, а внутренняя – сжатию.
Кинематическая схема правильно-отрезного станка ГД-162
Кинематическая схема правильно-отрезного станка ГД-162
Описание кинематической схемы правильно-отрезного станка ГД162
Автомат представляет собой правильно-отрезной станок с вращающейся правильной рамкой, роликовой подачей и рычажным резом.
Привод подачи и реза осуществляется от двух скоростного электродвигателя 1 через клиноременную передачу (обозначение ремня приведено в приложении А) вращение передается маховику 3, который установлен на промежуточный вал I. Через цилиндрические шестерни 6,7, 8, 9, 10, 11 и 12 вращение передается двум парам подающих роликов заднего механизма подачи. А затем через цепную передачу и шестерни 16, 17, 18, 19 и 20 вращение получают две пары подающих роликов механизма подачи.
Отключение механизма подачи в момент реза производится посредством зубчатой муфты 31. Одна полумуфта 31 на шлицах посажена на валу III, вторая жестко связана с шестерней 7, которая постоянно вращается на валу III. При включенной муфте 31 вращение получает вал III и происходит подача материала. Включение и выключение муфты производится посредством кулака 41, закрепленного на валу Х и воздействующего на муфту через рычаг.
Правка материала осуществляется в направляющих втулках и в правильной рамке во всех плоскостях путем его многократного поперечного пластического изгиба волоками-заготовками, закрепленными в сухарях которые установлены в гнездах быстровращающейся правильной рамки.
Для регулировки зазора между нижними и верхними подающими роликами в зависимости от размера сечения материала оси роликов выполнены эксцентриковыми.
Привод правильной рамки осуществляется от электродвигателя 21 через клиноременную передачу.
Отрезка прутков осуществляется с помощью отрезной втулки, закрепленной в корпусе заднего механизма подачи и открытого ножа, закрепленного на двуплечем рычаге, свободно качающемся в оси.
Качание рычага производится посредством осевого кулака 24 жестко закрепленного на валу Х и воздействующего на консольный конический ролик рычага реза.
Включение механизма реза производится посредством пальцевой муфты 26. Одна часть с подпружиненным пальцем жестко закреплена на валу Х, вторая часть муфты сблокирована с шестерней 5, которая постоянно свободно вращается на валу Х.
При включении муфты реза получает вращение вал Х, после отключения муфты останов вала осуществляется дисковым тормозом постоянного действия.
Управление пальцевой муфтой осуществляется электромагнитом 28 который включается выключателем 40, связанным с механизмом отмеривающим.
Отрезанные прутки из канала приемного устройства сбрасываются вниз. Планка, закрывающая канал устройства, открывается в момент реза посредством кулака 25, который жестко закреплен на валу Х.





