

Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Читать также: Как уменьшить обороты двигателя без потери мощности
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Способы гибки деталей из металла
Можно выделить два основных способа гибки деталей из листового металла:
- «Воздушная», или «свободная» гибка, при которой между заготовкой и стенками матрицы V-образной формы остается воздушный зазор (этот метод используется чаще всего).
- «Калибровка», при которой деталь плотно прижимается к стенкам матрицы. Этот метод применяется в течение длительного времени, и в определенных случаях именно этот способ является предпочтительным.
Воздушная (свободная) гибка.
К ее достоинствам относится пластичность, к недостаткам – ограниченная точность.
Лист вдавливается на нужную глубину канавки матрицы по оси Y при помощи траверсы с пуансоном. При этом лист не прижимается к стенкам матрицы, между ними остается зазор. Таким образом, на угол гибки деталей из металла влияет положение оси Y, а не геометрия используемого инструмента.

Современные прессы имеют точность настройки оси Y в пределах 0,01 мм. Однако точно сказать, какой угол гибки соответствует определенному положению оси Y, невозможно, так как показатель зависит от различных факторов. На разницу в положении оси Y может влиять настройка хода опускания траверсы, свойства заготовки (толщина, предел прочности, деформационное упрочнение), состояние инструмента для гибки деталей из металла.
Среди достоинств свободной гибки можно отметить:
- Высокую гибкость, которая выражается в том, что один гибочный инструмент позволяет добиться любого угла, входящего в диапазон угла раскрытия V-образной матрицы (85°, 35°) и 180°.
- Меньшую стоимость инструмента.
- Необходимость приложения меньших усилий, чем при калибровке.
- Возможность выбора усилия: чем больше раскрыта матрица, тем меньшее усилие необходимо приложить. Увеличение ширины канавки в два раза требует приложения половинного усилия. Т. е. можно выполнять гибку более толстого металла при большем угле раскрытия с аналогичным усилием.
- Минимальные вложения, поскольку требуется пресс с меньшим усилием.
Впрочем, это теория. В действительности, сэкономленные на покупке пресса деньги могут быть потрачены на приобретение дополнительного оснащения, например, оси заднего упора или манипуляторов.
К недостаткам этого вида гибки деталей из металла относятся:
- меньшая точность углов обработки при работе с тонкими заготовками;
- вероятность неточного повторения при использовании материалов различного качества;
- невозможность выполнения специфических гибочных операций.
Воздушная гибка подходит для работы с листовыми металлами, толщина которых превышает 1,25 мм; для более тонких рекомендована калибровка.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Наименьший внутренний радиус гибки должен превышать толщину заготовки. Если технические требования предполагают равенство внутреннего радиуса толщине листа, то лучше воспользоваться калибровкой. Внутренний радиус менее толщины листа возможен только при работе с мягкими, легко деформируемыми материалами, к примеру, медью.
Получить большой радиус можно, используя пошаговое перемещение заднего упора. Если же необходимым требованием, помимо большого радиуса, является его точность и высокое качество, то воздушную гибку нужно заменить калибровкой с использованием специального инструмента.
Калибровка.
К достоинствам этого способа обработки деталей из металла относится высокая точность, к недостаткам – малая гибкость. На угол гиба влияет прилагаемое усилие и используемый инструмент: обрабатываемая заготовка плотно прижата к стенкам V-образной матрицы. Упругая деформация при этом равна нулю, угол гиба не зависит от свойств металла.
Сложность заключается в расчете необходимого усилия гиба. Надежнее всего выполнить пробную гибку короткого образца, воспользовавшись испытательным гидравлическим прессом.
Виды технологий правки металла
Правка и гибка металлов могут быть двух видов – ручная и машинная. Правке и гибке подлежат пластичные металлы, такие как медь и сталь. Хрупкие металлы править нельзя.
Правка необходима не только для ликвидации дефектов, но и после сварки, паяния и вырезания заготовок из листа под воздействием температур.
- Ручная правка подойдет в случае, если необходимо исправить мелкие дефекты. Для ее исполнения используются такие инструменты, как кувалды на основе чугунной и стальной плиты, а также наковальни. Требует больших усилий.
- Как правило, сегодня применяется машинная правка и гибка. Она обеспечивает более качественный результат, кроме того, этот процесс значительно легче. Выполняется с помощью прессов и валиков.
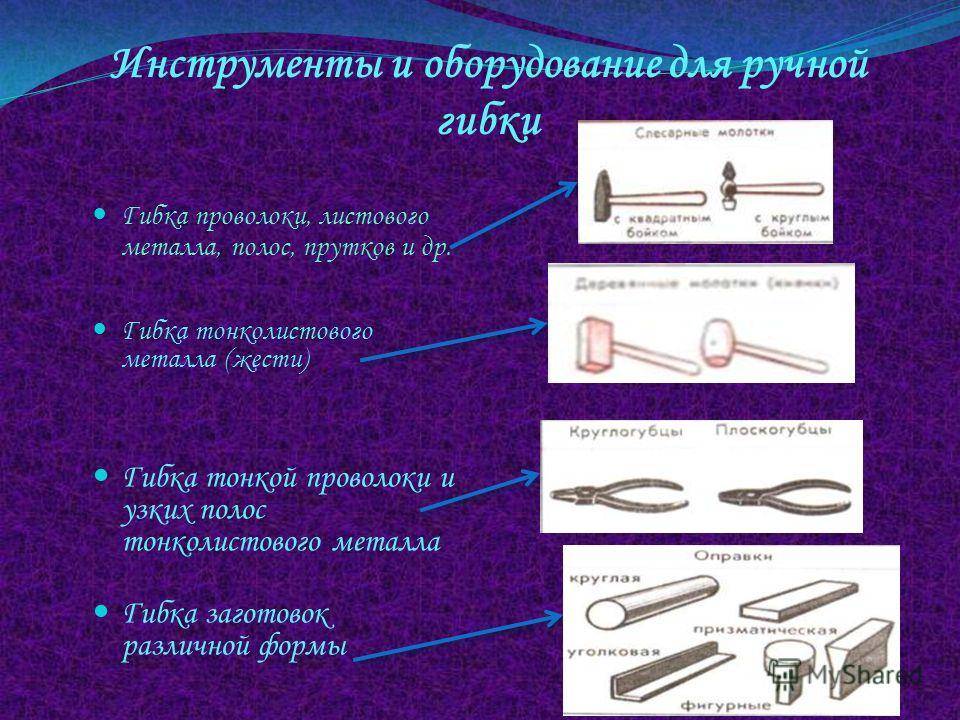
Для правки лучше всего подойдут молотки с круглым бойком, которые имеют прочную ручку, а также иногда используют слесарные молотки и молотки с вставками из мягких металлов. Для правки листов используют бруски.
В промышленных масштабах используются только машинные методы. Заготовку пропускают между валиками, которые вращаются в разные стороны. Под их давлением металл становится ровным.
При использовании пресса, заготовку помещают на опоры, затем на нее опускают пресс, вследствие чего заготовка также выпрямляется. Как правило, при серьезных дефектах металл правят под воздействием температур. Оптимальной для этого температурой является 350-450 градусов, больше нагревать нельзя, так как возможен пережог.
При выполнении холодной правки температура должна быть около 140 градусов. При температуре 0 градусов править нельзя, так как металл становится хрупким и ломается.
Процессы правки и гибки металлов используются повсеместно
При гибке очень важно правильно рассчитать угол сгиба и пропорции. Для качественного проведения этих процессов необходимо хорошее оборудование – гибочные станки и прессы
ТЕХНОЛОГИЯ
§ 23. Правка заготовок из тонколистового металла и проволоки
У тебя в руках тонколистовая металлическая заготовка. Но она неровная, волнистая, а проволока, из которой ты хочешь изготовить необходимую деталь, свёрнута в моток. Как же их распрямить?
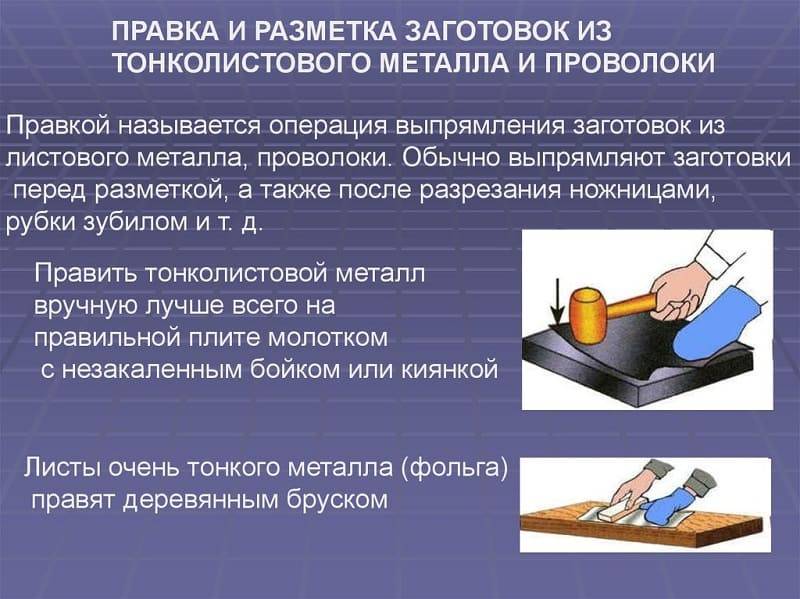
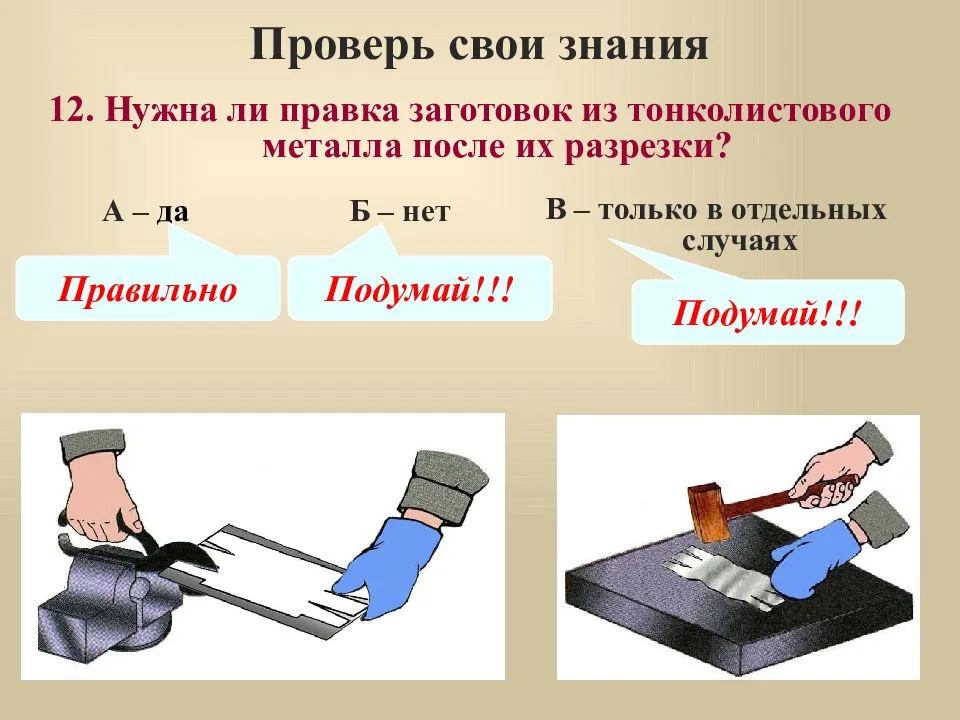
Прежде чем приступать к разметке выбранной заготовки из жести или проволоки, её надо выровнять. Эту слесарную операцию называют правкой. Правка необходима также после резания заготовок.
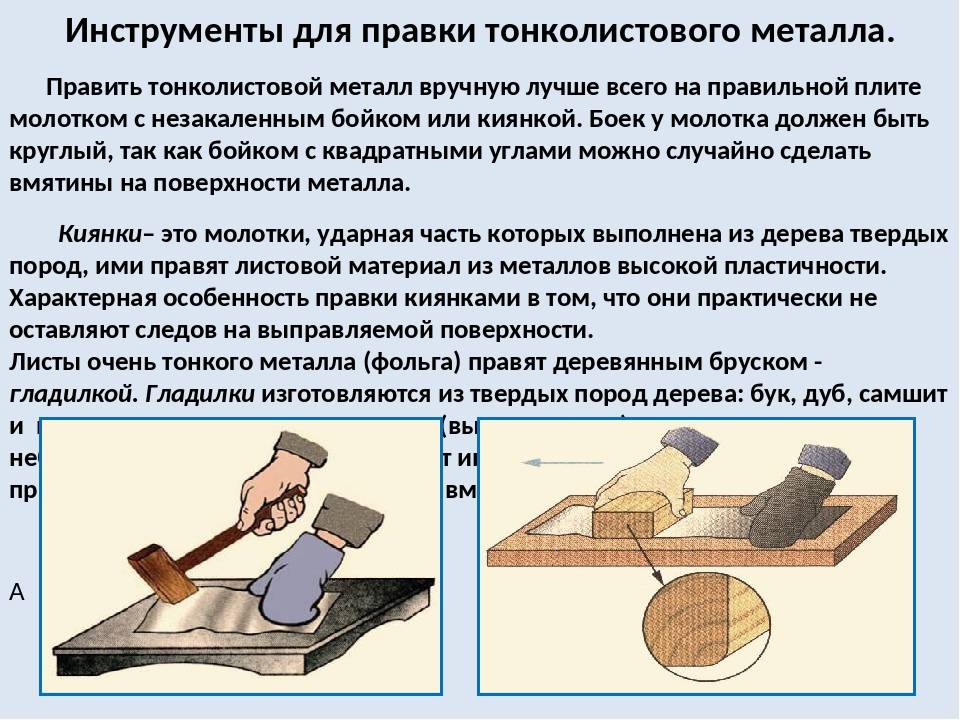
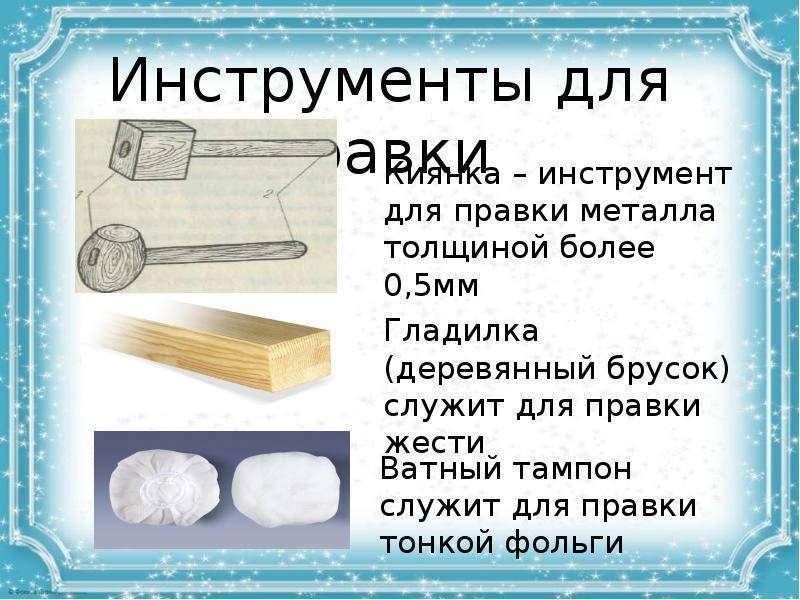
Очень тонкий листовой металл — фольгу — распрямляют на гладкой поверхности ватным тампоном.
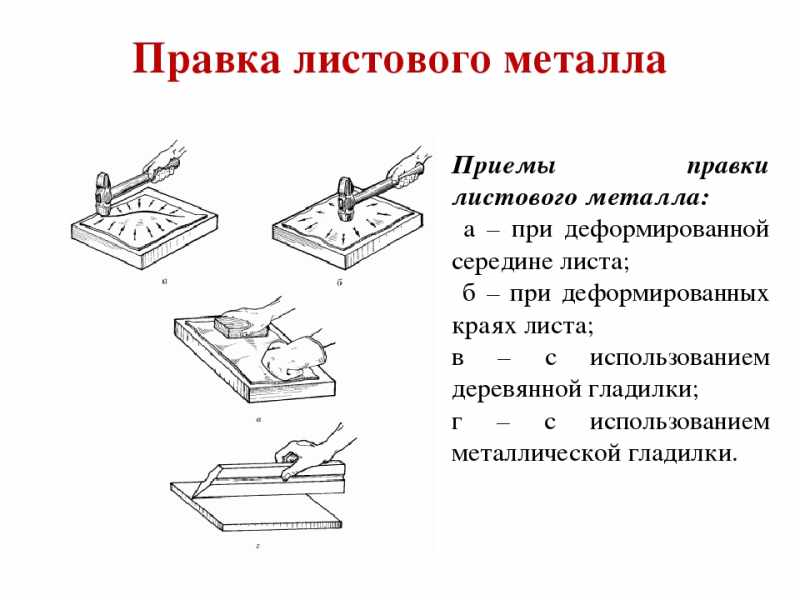
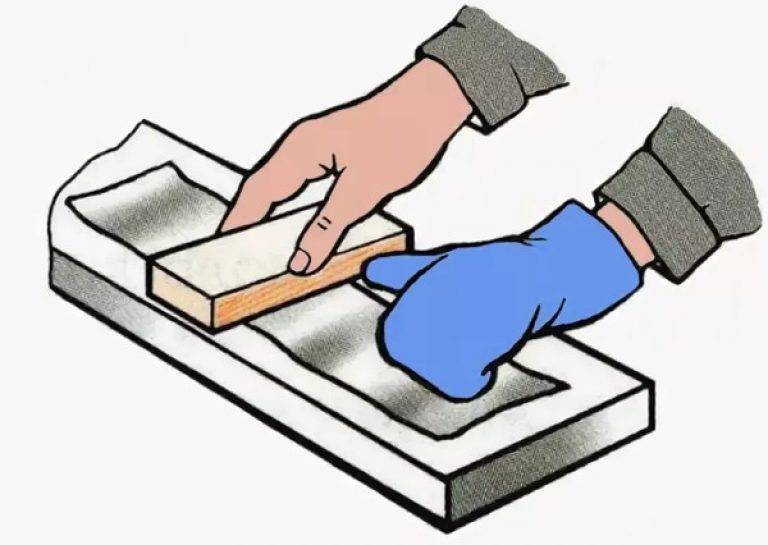
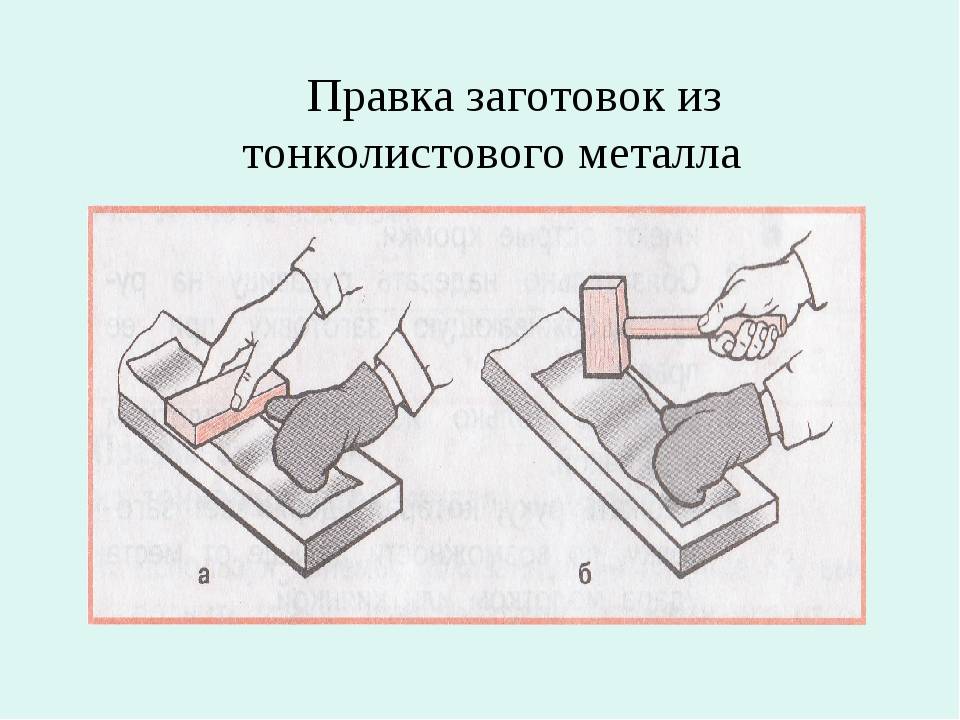
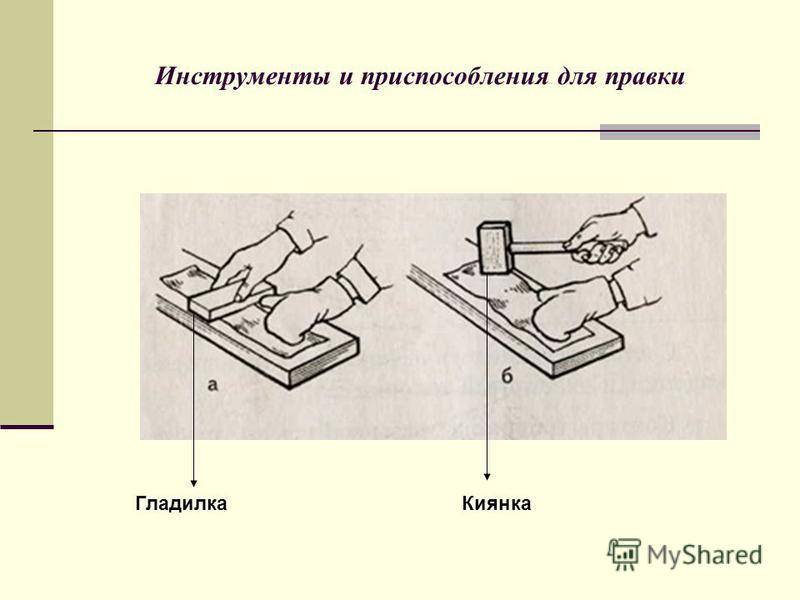
Заготовку из жести (алюминия, меди, мягкой стали) толщиной до 0,3 мм правят так: её укладывают на гладкую твёрдую поверхность, прижимают левой рукой с надетой рукавицей и проглаживают деревянным бруском, перемещая его вдоль заготовки (рис. 104). Чтобы не повредить заготовку из жести, нижние рёбра бруска должны иметь радиусные закругления.
Рис. 104. Правка жести с помощью деревянного бруска — гладилки
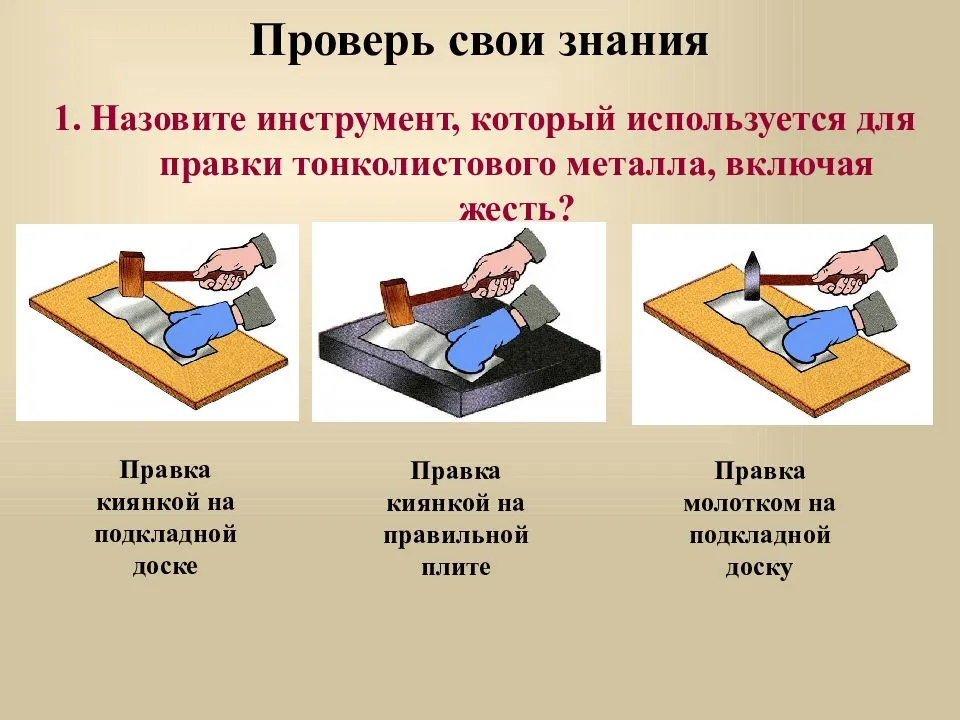
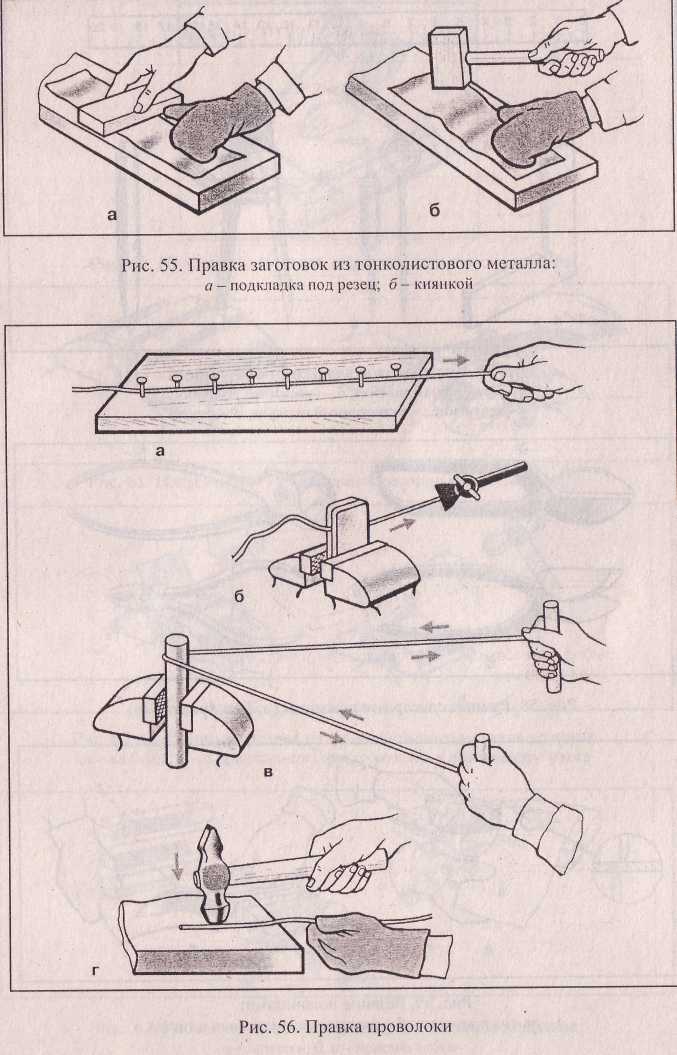
Тонколистовой металл толщиной более 0,5 мм правят деревянным молотком — киянкой. Для этого лист укладывают на металлическую (правильную) плиту (рис. 105) выпуклым участком вверх. Удары наносят киянкой, начиная с краёв листа, постепенно приближаясь к выпуклости. Вблизи выпуклого участка удары наносят чаще, но с меньшей силой. По самой выпуклости удары не . наносят, так как неровность от этого только увеличивается.
Рис. 105. Правка тонколистовой заготовки киянкой
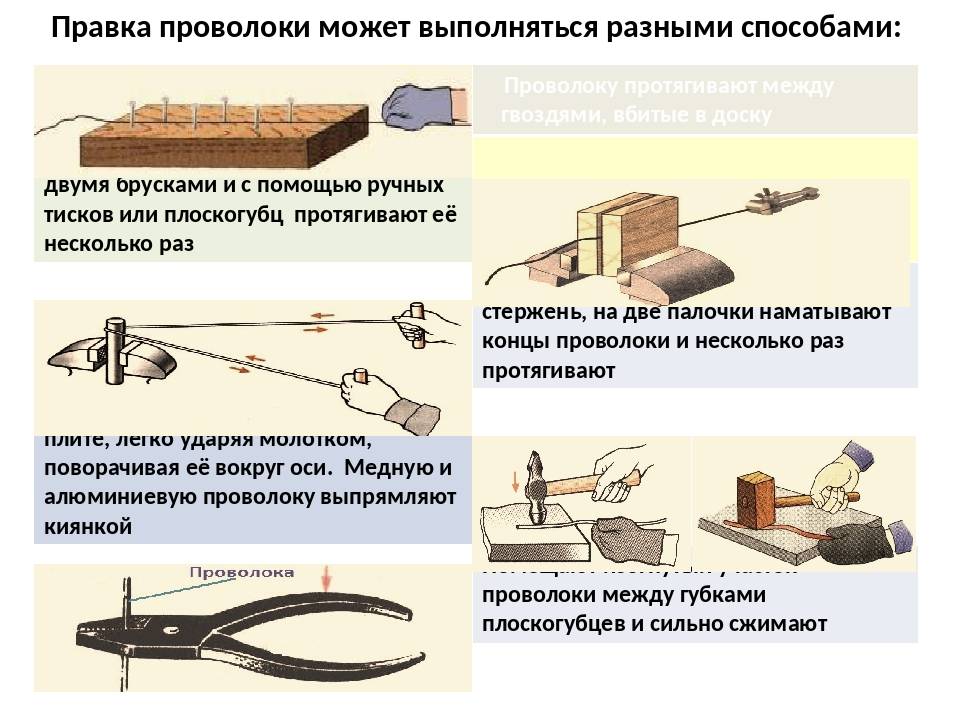
Правку мягкой (например, медной) тонкой проволоки можно выполнять, протягивая её между двумя деревянными брусками, зажатыми в тисках (рис. 106, а) или перемещая её вокруг цилиндрической стальной оправки (рис. 106, б).
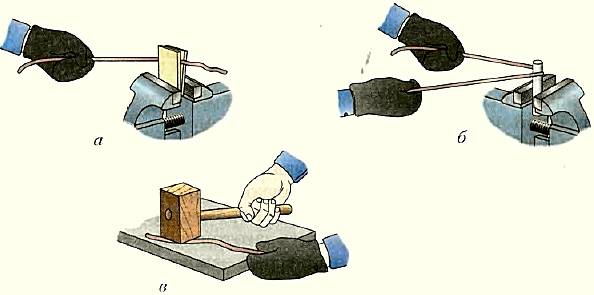
Рис. 106. Правка проволоки: а — в тисках протягиванием между брусками; 6 — в тисках протягиванием вокруг цилиндра; в — на плите киянкой
Толстую алюминиевую или медную проволоку правят киянкой (рис. 106, в), а стальную — молотком.






Качество правки проверяют, прикладывая линейку к тонколистовой заготовке или проволоке и рассматривая заготовку на просвет.
На предприятиях диеты металла правят, пропуская их между гладкими валками листоправильных машин. Проволоку правят на проволочно-правильных машинах, протягивая её через вращающиеся кольца.
Правила безопасной работы
На руку, удерживающую заготовку при правке, следует надевать рукавицу; держать эту руку дальше от места удара киянкой и молотком.
Остерегаться острых кромок листовой заготовки и проволоки.
При правке проволоки надёжно закреплять в тисках деревянные бруски и стальную оправку.
- Боёк молотка и киянки должен быть хорошо закреплён на ручке.
Практическая работа № 21
Правка заготовок из тонколистового металла и проволоки
Подготовь тонколистовую или проволочную заготовку одного из изделий, изображённых на рисунках 97, а — в; 98; 101, а; 102, а; 176; заготовку, выданную учителем или заготовку для твоего проектного изделия. Выбери подходящий способ правки.
Выполни правку заготовок из тонколистового металла и проволоки, соблюдая правила безопасной работы.
- Проверь, правильно ли выправлены заготовки.
Проверяем свои знания
С помощью каких инструментов выполняют правку тонколистового металла и проволоки?
Что будет, если толстую алюминиевую или медную проволоку править не киянкой, а молотком?
Почему для правки проволоки (рис. 106, а) берут деревянные бруски небольшой толщины?
- Можно ли толстую медную проволоку править не на правильной плите, а на деревянной доске?
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Правка металла
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла
Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.
Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Зачем нужна правка металла
Произведенный металлический прокат используется как заготовка для штамповки горячим или холодным способом. Поэтому металл должен полностью соответствовать государственным стандартам. К нормативам ГОСТ относится:
- проверка листов и полос на неплоскостность;
- проверка круглых прутков на допустимый размер кривизны;
- проверка квадратных прутков на величину вогнутости или выпучивания.

Другие случаи, когда прибегают к правке металла:
- разрезание листового металла на гильотинных ножницах;
- усадка металлоконструкции;
- термическая обработка металла;
- выталкивание готового изделия из полости матрицы.
Правильные машины
В большинстве случаев для правки листового и профильного проката используют специальные правильные машины (рис. 2.35, а), в которых основными рабочими органами являются правильные вальцы (рис. 2.35, б). При правке лист подается в валки и благодаря силе трения, возникающей между валками и листом, втягивается между ними. Проходя между валками, лист перегибается то в одну, то в другую сторону, и его волокна выравниваются. Для исправления лист пропускают через валки многократно, иногда до пяти раз и более.
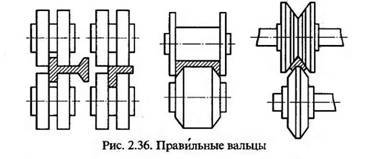
Кроме того, в правильных вальцах можно править и профильный прокат- Вальцы для правки профильного проката практически не отличаются от вальцов для правки листового материала. Различие состоит в конструкции правильных вальцов, которые должны иметь профиль, соответствующий профилю материала, подвергаемого правке (рис. 2.36).
Основные правила выполнения работ при правке
1. При правке полосового и пруткового материала (круглого, квадратного или шестигранного сечения) выправляемая деталь должна касаться правильной плиты или наковальни не менее чем в двух точках (рис. 2.37). Правку деформированной заготовки при этом нужно осуществлять за счет ее изгиба в сторону, противоположную имеющейся деформации.





2. Силу ударов молотком или кувалдой распределять по длине деформированного участка и регулировать в зависимости от площади поперечного сечения материала, подлежащего правке, и величины деформации.
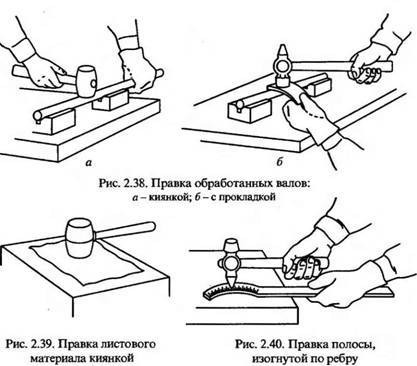
3. При правке обработанных валов во избежание появления вмятин на обработанной поверхности необходимо пользоваться опорными призмами и прокладками из мягкого металла (рис. 2.38).
4. Правку листового материала толщиной 0,5… 0,7 мм необходимо производить при помощи деревянных молотков — киянок (рис. 2.39). При отсутствии киянок допускается использование обычного стального молотка, но при этом необходимо между молотком и выправляемой поверхностью помещать деревянную проставку.
5. При правке полос, изогнутых по ребру (рихтовке), а также листового материала со значительными деформациями необходимо применять способ правки растяжением (рис. 2.40).
6. Правку полос с винтовым изгибом необходимо выполнять в ручных тисочках (рис. 2.41, б).
7. Контроль качества правки следует производить в зависимости от конфигурации заготовки и ее исходного состояния: на «глаз» (рис. 2.42) — визуально, линейкой, перекатыванием по плите; «на

карандаш» (рис. 2.43) — путем вращения выправленного вала в центрах ручного винтового пресса.
8. При правке полосового и пруткового материала на плите (наковальне) необходимо пользоваться рукавицами, правку выполнять молотком или кувалдой, прочно насаженной на рукоятку.
Типичные дефекты при правке, причины их появления и способы предупреждения приведены в табл. 2.3.
| Таблица 2.3 Дефект | Причина | Способ предупреждения |
| После правки обработанной детали в ней имеются вмятины | Правка производилась ударами молотка или кувалды непосредственно по детали | Правку производить через прокладку или наставку из мягкого металла, при правке обработанные цилиндрические детали устанавливать на призмы |
| После правки листового материала киянкой или молотком через деревянную наставку лист значительно деформирован | Применялись недостаточно эффективные способы правки | Применить способ правки путем растяжения металла по краям выпуклости, чередуя этот способ с правкой прямыми ударами |
| После рихтовки полоса непрямолинейна по ребру | Процесс правки не окончен | Правку заканчивать ударами по ребрам полосы, переворачивая ее в процессе правки на 180° |

Разновидности правки металла
Рассматриваемая операция может выполняться в холодном и горячем состоянии. В горячем состоянии правят поковки, которые уже прошли все переходы деформирования, включая и обрезку облоя.
 Отдельной операции при этом не предусматривают, а производят деформирование в заключительном ручье штампа обрезного пресса (хотя в обоснованных случаях горячая правка металла может быть выполнена и на основном штамповочном оборудовании). Преимуществами такой обработки считаются меньшая энергоемкость, а также благоприятное влияние на структуру и эксплуатационные свойства материала поковки. Холодная правка в горячей штамповке применяется после того, как отштампованные изделия прошли термическую обработку. Инструмент для выполнения такой операции весьма прост, и по конфигурации рабочей полости полностью соответствует размерам поковки, которые приведены на ее чертеже. Операцию часто производят одновременно в двух плоскостях, что повышает качество готового изделия.
Отдельной операции при этом не предусматривают, а производят деформирование в заключительном ручье штампа обрезного пресса (хотя в обоснованных случаях горячая правка металла может быть выполнена и на основном штамповочном оборудовании). Преимуществами такой обработки считаются меньшая энергоемкость, а также благоприятное влияние на структуру и эксплуатационные свойства материала поковки. Холодная правка в горячей штамповке применяется после того, как отштампованные изделия прошли термическую обработку. Инструмент для выполнения такой операции весьма прост, и по конфигурации рабочей полости полностью соответствует размерам поковки, которые приведены на ее чертеже. Операцию часто производят одновременно в двух плоскостях, что повышает качество готового изделия.
В листовой штамповке правка выполняется:
- После вырубки-пробивки толстолистового металла, когда перерезывание волокон металла заготовки приводит к возникновению внутренних напряжений;
- После свободной гибки (особенно без прижима), для снятия дефектов формы заготовки, которые возникли вследствие пружинения;
- При штамповке напровал, когда искривление металлической заготовки происходит из-за интенсивного трения изделия по матрице;
- После многопереходной вытяжки деталей с фланцами.
В холодной листовой штамповке различают обжатие гладкими, точечными и вафельными штампами. В первом случае ведется плоская поверхностная калибровка, поэтому данный способ эффективен для тонколистовых заготовок из металлов высокой пластичности. Удельные усилия не превышают 100 МПа, а на поверхности готового изделия отсутствуют отпечатки инструмента. Для заготовок с большей толщиной, а также из металлов повышенной твердости приходится выполнять точечную/вафельную правку. На рабочем инструменте выполняются мелкие насечки в виде зубцов, причем их острия на пуансоне и матрице не должны совпадать. Удельные усилия при этом выше — до 250…300 МПа, зато в результате происходит выправление всех поверхностных дефектов.
Система с анкерными колодцами типа «Митек»
Этот механизм похож на «Корек». В качестве бетонной платформы может служить пол мастерской, в которой происходят работы. В полу делают отверстия, в которые потом вставляются анкерные колодцы. Их количество зависит от размеров платформы.
Закрепление кузова и контроль результата происходят так же, как в системе «Корек».
В автомастерских есть несколько разных видов установок. В целом механизм их работы очень похож. Некоторыми управляют только при помощи пульта, чтобы обезопасить сотрудников.
Образование: среднее специальное. Специальность: автослесарь. Профессиональная диагностика, ремонт, ТО легковых авто зарубежного производства 2000-2015 г.в. Большой опыт работы с Японскими и Немецкими авто.
Электрооборудование станка для правки и резки арматуры СМЖ-357
В принципиальной электрической схеме (рис. 9) электропитание предусматривается от четырехпроводной трехфазной сети напряжением 220/380 В, 50 Гц. Напряжение силовых цепей 330 В. Напряжение цепей управления 220 В, потребляемая (максимальная) мощность 14,4 кВт, ПВ = 100%.
Управление предусмотрено с помощью вмонтированной в станок кнопочной панели.
Переключение скоростей электродвигателей предусмотрено с помощью переключателей В4, В5, расположенных в электрошкафу.
Нажатием кнопки Кн2 с мнемоническим обозначением 0/0 замыкается цепь катушек пускателей Р1, РЗ. Контактами РЗ шунтируются сопротивления торможения электродвигателя подачи. Включаются электродвигатели барабана Ml и подачи М2 контактами пускателя PL
По достижении арматурой конечного выключателя В8 замыкается цепь катушки Р4. Контактами Р4 замыкается цепь катушки электромагнита ножевых валов — осуществляется рез, при этом конечным выключателем В9 замыкается цепь катушки Р5, и контактами Р5 размыкается цепь катушки электромагнита ЭМ. Следующий рез происходит после освобождения конечного выключателя В8 и нового его нажатия.
Кроме того, рез может быть осуществлен нажатием кнопки КнЗ с мнемоническим обозначением V . Если рез не произойдет за время установки реле времени Р8, которое задается в зависимости от длины отрезаемой арматуры и скорости подачи, контактами Р8 разомкнётся цепь управления (аналогично кнопке «стоп»).
Конечный выключатель В8 присоединяется к цепи управления через штепсельные разъемы Ш1…Ш4, расположенные: Ш1 на задней стенке электрошкафа; Ш2…Ш4 на соответствующих секциях приемного устройства.
Остановка электродвигателей осуществляется нажатием грибковой кнопки, при этом размыкается цепь катушек пускателей Р1 и РЗ.
С валом электродвигателя барабана связано реле контроля скорости Ркс. По достижении электродвигателем барабана скорости, близкой к максимальной, контактами Ркс и Р1 замыкается цепь катушки Р6.
После отключения пускателя Р1 контактами Р6 и Р1 замыкается цепь катушки пускателя Р2 и электродвигатели Ml, M2 тормозятся в режиме противовключения. С падением скорости электродвигателя барабана размыкаются контакты Ркс в цепи катушки Р6. Контактами Р6 размыкается цепь катушки Р2 — стоп.
Сопутствующие операции
Заготовка, прежде чем превратиться в готовое изделие, может подвергаться действию достаточно большого количества промежуточных технологических операций.
 Слесарная разметка листовой заготовки должна выполняться на ровной и гладкой поверхности. Поэтому перед этой операцией выполняется правка заготовки с минимальными отклонениями от плоскостности.
Слесарная разметка листовой заготовки должна выполняться на ровной и гладкой поверхности. Поэтому перед этой операцией выполняется правка заготовки с минимальными отклонениями от плоскостности.
Некоторые из технологических операций оставляют на заготовке деформации, которые следует устранить посредством правки, чтобы обеспечить возможность дальнейшего ее технологического передела.
- После технологических операций, связанных с механической рубкой и резкой, на краях появляются неуравновешенные напряжения, которые приводят к искривлению ее формы. При применении термической резки (плазменная, газовая) неравномерность прогрева вызывает коробление заготовки.
- При выполнении гибочных операций возникает «пружинение» заготовки, которое способствует отклонению ее от номинальной формы. Созданием дополнительных изгибающих пластических деформаций «пружинение» убирается.
- Термообработку детали для повышения твердости невозможно выполнить без поводок. Здесь правка (рихтовка) обеспечивается набором специального инструмента и приспособлений с практически нулевыми отклонениями от номинала, так как закалка принадлежит к технологическим операциям завершающим процесс изготовления изделия.
- Сварочная технология всегда оставляет после применения деформированную заготовку. Правка является обязательным атрибутом в получении качественного изделия после сварки.
- Проволоку, обычно поставляемую в бухтах, требуется править, чтобы использовать в прямом не гнутом состоянии, если это прописано технологическим процессом.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.






Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.

Набор крючков для правки. Фото PDR Center
Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.
Полезное видео
Правильные чугунные и стальные плиты
Одним из самых важных приспособлений для ручной правки является правильная плита. На ней выполняется устранение дефектов листовых и полосовых заготовок, прогибов на прутках, трубах и других профилях.
Правильная плита из стали. Фото 4АКБ-ЮГ
Рабочее место для правки металла, оснащенное правильной плитой должно обладать устойчивостью к ударным нагрузкам. Поэтому плиты достаточно массивны и часто выполняются из тяжелых болванок серого чугуна с наибольшим линейным размером до 4,0 метра и даже более. К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
Молотки, киянки
Через молотки и киянки передается силовое воздействие непосредственно на дефектные заготовки. Они имеют различные весовые и габаритные характеристики и обладают различными пластическими свойствами. Поэтому применяемые молотки конструктивно отличаются друг от друга.

Рихтовочная киянка Santool. Фото ВсеИнструменты.ру
Для удаления вогнутости у прутков или полосы с неокончательной обработанной поверхностью, боек молотка выполняется из углеродистой стали. Если поверхность уже имеет товарный вид, то правку выполняют с помощью молотков со вставками из твердых пород дерева, медных или алюминиевых сплавов или из прочного пластика. Ударная поверхность бойка должна быть плоской и ровной и не иметь острых углов.
Рихтовка металла
Рихтовка металла – это процесс выправления неровностей металлического проката, проволоки, деталей и других металлических изделий.
Для вытягивания стального листа и одновременного закругления по краю применяется узкий конец бойка молотка. Если положить стальной лист на наковальню и равномерно разгонять металл узким концом бойка, то через некоторое время материал вытянется, и за счет этого его край закруглится.
При работе молотком необходимо постоянно следить за его правильным положением в руке. Молотком надо размахиваться всей рукой, а не кистью. При размахе всей рукой возрастает сила и точность удара.
При выполнении любых работ с молотком важную роль играет рихтовочная опора.
Опора является очень эффективным средством, которое помогает выполнять рихтовку деформированных участков металлического листа. При этом лист обрабатывается с помощью соответствующего разгонного молотка или гладилки.
Еще одним видом молотка является осадочный молоток. Это – очень важный инструмент для работы с листовым металлом.
При рихтовке выпуклостей осадочным молотком удары наносятся по кругу от края выпуклости к её центру.
Затем с задней стороны металлического листа подкладывается опора с соответствующей округлостью. Осадочным молотком наносятся осторожные удары по листу. С каждым ударом металл сжимается, и таким образом лист выравнивается и становится плоским.
Особенности сборки изделий под сварку
Завершающим этапом подготовки является правильная сборка деталей. Необходимо зафиксировать детали должным образом, чтобы после проведения работы они остались в нужном положении.
Часто используют точечную приварку деталей, так как простой фиксации бывает недостаточно. Такая приварка гарантирует сохранность формы конструкции и её надёжность. Также это позволяет удобно расположить заготовку для проведения горизонтального шва.
Правила сборки изделий под сварку:
- необходим свободный доступ к месту сварки деталей, даже при использовании специальных изделий для фиксации;
- детали должны быть зафиксированы очень прочно и с высокой точностью во избежание деформации при проведении работ;
- необходимо соблюдать установленную последовательность сборки конструкции;
- нужно, чтобы конструкция не изменяла своё положение в пространстве.





