

Химический состав стали
Как и многие марки стали, она имеет в своём составе достаточно большой набор химических элементов. Чтобы точнее определить характеристики необходимо знать каков химический состав сплава 5ХНМ. В соответствие с ГОСТ в её состав входят следующие основные элементы:
- основным элементом является железо, которое составляет почти 95%;
- легирующие элементы составляют около 3%;
- в остальные 2% входят медь, молибден, сера, свинец и другие элементы.
Расшифровка стали 5ХНМ определяется наличием включённых в сплав элементов. В Любая сталь 5 означает количество углерода, которое входит в состав сплава. Заглавные буквы Х, Н, М свидетельствуют о наличии в сплаве таких легирующих элементов как: хром, никель, молибден. Для поддержания требуемых характеристик производители стараются выпускать сталь 5ХНМ на основании установленных стандартов.
Отражение химического состава
 На каком бы заводе ни был выплавлен металл, он имеет строго регламентированный состав, переплав, соответственно, будет иметь определённые именно этой марке присущие свойства. В зависимости от промышленного использования стали делятся на конструкционные, конструкционные, стали и сплавы со специальными свойствами.
На каком бы заводе ни был выплавлен металл, он имеет строго регламентированный состав, переплав, соответственно, будет иметь определённые именно этой марке присущие свойства. В зависимости от промышленного использования стали делятся на конструкционные, конструкционные, стали и сплавы со специальными свойствами.
Для маркировки сталей принято использовать обозначение состава буквами русского алфавита и цифрами.
Расшифровка букв
Если посмотреть нижеприведенную таблицу с разъяснениями, какая буква соответствует каждому элементу, станет понятно, что ХНМ означает, что сплав содержит хром, никель и молибден.
| Элемент | Символ в маркировке | Химический знак |
| Азот | А | N |
| Алюминий | Ю | Al |
| Бор | Р | B |
| Ванадий | Ф | W |
| Вольфрам | В | Wo |
| Кобальт | К | Co |
| Кремний | С | Si |
| Марганец | Г | Mn |
| Медь | Д | Cu |
| Молибден | М | Mo |
| Никель | Н | Ni |
| Ниобий | Б | Nb |
| Селен | Е | Se |
| Титан | Т | Ti |
| Хром | Х | Cr |
| Цирконий | Ц | Zr |
Цифры и их отсутствие
В маркировке могут присутствовать цифры. Для расшифровки сталей надо знать, что они показывают. Расположенные после значка, они означают массовую долю данного вещества в составе сплава.
Первое число показывает процент углерода. Например, расшифровка марки 40Х13: нержавеющая сталь содержит 0,40% углерода и 13% хрома. При этом если доля углерода показана числом из двух цифр, его содержание выражено в сотых долях процента, а одной — в десятых долях. Цифра после значка легирующего элемента показывает его процент. Содержание элементов 1,0-1,5% – по умолчанию при отсутствии цифры. Пример: 5ХНМ – 0,5% углерода, 0,1% никеля и молибдена.
Характеристики сплава 5ХНМ
К основным характеристикам этого сплава относятся физические, механические и технологические характеристики. Инструментальная штамповая сталь 5ХНМ имеет следующие физические характеристики:
- коэффициент теплопроводности в зависимости от температуры повышается до 46 Вт/(м×°С);
- удельное электрическое сопротивление (с повышением температуры снижается до 160 МОм×м);
- удельная теплоёмкость сплава равна 500 Дж/(кг×град);
- максимальный коэффициент линейного расширения равен 14,2;
- среднее значение плотности равняется 7800 кг/м3;

Квадрат 90х90мм Ст 5хнм
Механические характеристики определяются следующими параметрами:
- допустимым пределом кратковременной прочности — 1570 МПа;
- пределом текучести — 1420 МПа;
- относительным удлинением на разрыв 9 %;
- ударной вязкостью — 78 Дж/м2 (измерена при температуре 700 °С);
- твёрдость 241 МПа.
По технологическим свойствам марка 5ХНМ имеет следующие показатели:
- температура ковки (начало процесса происходит при температуре 1240 °С, завершается при температуре 750 °С);
- свариваемость (ограничено свариваемая, поэтому не применяется для создания сложных сварных конструкций);
- обработка режущим инструментом допустима в отожженном состоянии;
- флокеночувствительность достаточно высокая;
- совершенно не склона к так называемой отпускной хрупкости.
Этот сплав поддаётся таким видам обработки как закаливание, ковка, штамповка, резание. Для стали 5ХНМ допускается термообработка. При этой обработке температурные параметры закаливания и требуемое время отпуска зависит от габаритов обрабатываемой заготовки.

Поковки 5ХНМ
В то же время он обладает ограниченными свойствами по свариваемости. Поэтому его стараются не применять для монтажа конструкций, где необходима сварка.
Производители предлагают сталь 5ХНМ ГОСТ следующего сортамента:
- различного вида прокат (сортовой и фасонный);
- листы различных размеров;
- полосы различной ширины;
- шлифованный и калиброванный пруток;
- кованые заготовки;
- проволока.
Инструментальная быстрорежущая сталь ГОСТ 19265-73
Прутки и полосы из инструментальной быстрорежущей стали изготавливаются согласно требованиям ГОСТ 19265-73.
Инструментальная быстрорежущая сталь используется для изготовления, чаще всего, режущих инструментов. Быстрорежущая инструментальная сталь сочетает в себе высокую теплоустойчивость (600-6500С в зависимости от состава и обработки) с высокой твердостью, износостойкостью (при повышенных температурах) и повышенным сопротивлением пластической деформации.
Свариваемость быстрорежущей стали: при стыковой электросварке со сталью 45 и 40Х свариваемость инструментальной стали хорошая.
Инструментальная быстрорежущая сталь может изготовляться методом легирования стали или без него. В последнем случае она будет являться одним из видов углеродистой стали. В зависимости от того к какому виду она относится, быстрорежущая инструментальная сталь обладает свойствами и классификацией легированной стали или углеродистой стали.
Марки инструментальной быстрорежущей стали
Марки инструментальной быстрорежущей стали: Р18, Р6М5, Р9К5, Р9К9, Р6М5К5, Р6М4К9, Р6М5Ф3, Р9М4К8 и т.д.
Обозначение марки стали: Р — быстрорежущая сталь, цифра — содержание вольфрама в десятых долях процента, М, К — легированная молибденом или кобальтом соответственно.
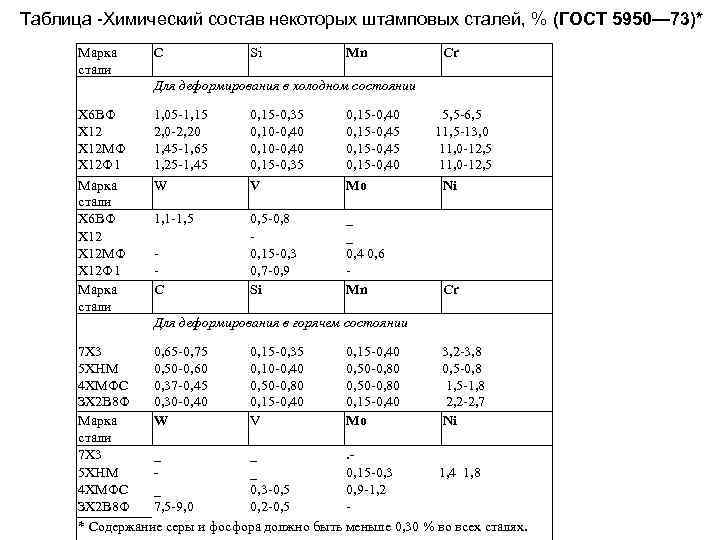
Другие сплавы из категории Сталь инструментальная легированная
| Марка сплава | ГОСТ | Хим. состав |
| 05Х12Н6Д2МФСГТ | ГОСТ 5950 — 2000 | Feот 73.9%Cr11.5-13%Ni5.5-6.5%Cu1.4-2.2%Si0.6-1.2%Ti0.4-0.8%Mn0.2-1.2%V0.2-0.5%Mo0.2-0.4%C0.01-0.08%… |
| 11Х4В2МФ3С2 | ГОСТ 5950 — 2000 | Feот 85.6%Cr3.5-4.2%V2.3-2.8%W2-2.7%Si1.4-1.8%C1.05-1.1%Mo0.3-0.5%Mn0.2-0.5%… |
| 11ХФ | ГОСТ 5950 — 2000 | Feот 96%C1.05-1.1%Cr0.4-0.7%Mn0.4-0.7%V0.15-0.3%Si0.1-0.4%… |
| 12Х1 | ГОСТ 5950 — 2000 | Feот 94.8%Cr1.3-1.65%C1.15-1.2%Mn0.3-0.6%Si0.1-0.4%… |
| 13Х | ГОСТ 5950 — 2000 | Feот 95.8%C1.25-1.4%Cr0.4-0.7%Mn0.15-0.4%Si0.1-0.4%… |
| 3Х2МНФ | ГОСТ 5950 — 2000 | Feот 93.2%Cr2-2.5%Ni1.2-1.6%Mo0.4-0.6%Mn0.3-0.6%C0.27-0.3%V0.25-0.4%Si0.1-0.4%… |
| 4ХМНФС | ГОСТ 5950 — 2000 | Feот 93.4%Cr1.25-1.5%Ni1.2-1.6%Si0.7-1%Mo0.65-0.8%V0.35-0.5%C0.35-0.4%Mn0.15-0.4%… |
| 4ХС | ГОСТ 5950 — 2000 | Feот 94.7%Cr1.3-1.6%Si1.2-1.6%C0.35-0.4%Mn0.15-0.4%… |
| 5ХВ2СФ | ГОСТ 5950 — 2000 | Feот 93.4%W1.8-2.3%Cr0.9-1.2%Si0.8-1.1%C0.45-0.5%Mn0.15-0.4%V0.15-0.3%… |
| 5ХНВ | ГОСТ 5950 — 2000 | Feот 93.5%Ni1.4-1.8%Cr0.8-0.8%Mn0.5-1.8%C0.5-0.6%W0.4-0.7%Si0.1-0.4%… |
| 5ХНВС | ГОСТ 5950 — 2000 | Feот 94%Cr1.3-1.6%Ni0.8-1.2%Si0.6-0.9%C0.5-0.6%W0.4-0.7%Mn0.3-0.6%… |
| 6Х3МФС | ГОСТ 5950 — 2000 | Feот 93%Cr2.6-3.3%C0.55-0.6%Si0.35-0.6%V0.3-0.6%Mn0.2-0.6%Mo0.2-0.5%… |
| 6Х4М2ФС | ГОСТ 5950 — 2000 | Feот 89.8%Cr3.8-4.4%Mo2-2.4%Si0.7-1%C0.57-0.6%V0.4-0.6%Mn0.15-0.4%… |
| 6Х6В3МФС | ГОСТ 5950 — 2000 | Feот 85.9%Cr5.5-6.5%W2.5-3.2%Mo0.6-0.9%Si0.6-0.9%V0.5-0.8%C0.5-0.6%Mn0.15-0.4%… |
| 7ХФ | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 97.3%C0.63-0.7%Cr0.4-0.7%Mn0.3-0.6%Si0.15-0.3%V0.15-0.3%… |
| 8Х4В2МФС2 | ГОСТ 5950 — 2000 | Feот 85.9%Cr4.5-5.1%W1.8-2.3%Si1.7-2%V1.1-1.4%Mo0.8-1.1%C0.8-0.9%Mn0.2-0.5%… |
| 8Х6НФТ | ГОСТ 5950 — 2000 | Feот 90%Cr5-6%Ni0.9-1.3%C0.8-0.9%V0.3-0.5%Mn0.15-0.4%Si0.1-0.4%Ti0.05-0.1%… |
| 8ХФ | ГОСТ 5950 — 2000 | Feот 96.9%C0.7-0.8%Cr0.4-0.7%Mn0.15-0.4%V0.15-0.3%Si0.1-0.4%… |
| 9Г2Ф | ГОСТ 5950 — 2000 | Feот 95.4%Mn1.7-2.2%C0.85-0.9%Si0.1-0.4%V0.1-0.3%… |
| 9Х1 | ГОСТ 5950 — 2000 | Feот 95.2%Cr1.4-1.7%C0.8-0.95%Si0.25-0.4%Mn0.15-0.4%… |
| 9Х5ВФ | ГОСТ 5950 — 2000 | Feот 90.4%Cr4.5-5.5%C0.85-1%W0.8-1.2%Mn0.15-0.4%V0.15-0.3%Si0.1-0.4%… |
| 9ХВГ | ГОСТ 5950 — 2000 | Feот 95.1%Mn0.9-1.2%C0.85-0.9%Cr0.5-0.8%W0.5-0.8%Si0.1-0.4%… |
| 9ХС | ГОСТ 5950 — 2000 | Feот 94.4%Si1.2-1.6%Cr0.95-1.2%C0.85-0.9%Mn0.3-0.6%… |
| 9ХФ | ГОСТ 5950 — 2000 | Feот 96.3%C0.8-0.9%Cr0.4-0.7%Mn0.3-0.6%V0.15-0.3%Si0.1-0.4%… |
| 9ХФМ | ГОСТ 5950 — 2000 | Feот 96.1%C0.8-0.9%Cr0.4-0.7%Mn0.3-0.6%W0.15-0.3%Mo0.15-0.2%Si0.1-0.4%… |
| В2Ф | ГОСТ 5950 — 2000 | Feот 95.2%W1.6-2%C1.05-1.2%Cr0.2-0.4%Mn0.15-0.4%V0.15-0.3%Si0.1-0.4%… |
| Х | ГОСТ 5950 — 2000 | Feот 95.1%Cr1.3-1.65%C0.95-1.1%Mn0.15-0.4%Si0.1-0.4%… |
| ХВ4 | ТУ 5950 — 73 — 73, в последней версии материал отсутствует | Feот 91.9%W3.5-4.3%C1.25-1.4%Cr0.4-0.7%Si0.15-0.3%V0.15-0.3%Mn0.015-0.4%… |
| ХВ4Ф | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 91.4%W3.5-4.3%C1.25-1.4%Cr0.4-0.7%Mn0.15-0.4%Si0.15-0.3%V0.115-0.3%… |
| ХВГ | ГОСТ 5950 — 2000 | Feот 93.9%W1.2-1.6%Cr0.9-1.2%C0.9-1.05%Mn0.8-1.1%Si0.1-0.4%… |
| ХВСГ | ГОСТ 5950 — 73, в последней версии материал отсутствует | Feот 94.5%C0.95-1%Si0.65-1%Cr0.6-1.1%Mn0.6-0.9%W0.5-0.8%V0.05-0.1%… |
| ХВСГФ | ГОСТ 5950 — 2000 | Feот 94.3%C0.95-1%Si0.65-1%Cr0.6-1.1%Mn0.6-0.9%W0.5-0.8%V0.05-0.1%… |
| ХГС | ГОСТ 5950 — 2000 | Feот 94.1%Cr1.3-1.65%C0.95-1%Mn0.85-1.2%Si0.4-0.7%… |
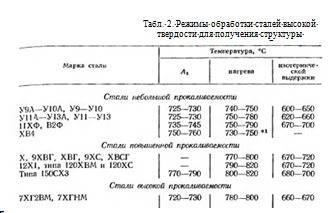
Предварительная обработка – отжиг
При отжиге происходят первое и второе основные превращения стали: перлита в аустенит и аустенита в перлит.Температура нагрева должна быть лишь немного выше Ас1, чтобы сохранить нерастворенной большую часть избыточных карбидов и получить структуру зернистого перлита. Температура нагрева при отжиге стали 9ХВГ в соответствии с таблицей 2 – 770-800°С.
Выдержка в течение 30-60 мин после прогрева обеспечивает растворение той части карбидов, которая может быть переведена в аустенит при данной температуре, а также обеспечивает выравнивание в нем концентрации углерода и легирующих элементов.
Возможны два режима охлаждения:
1. Замедленное, обеспечивающее получение твердости, как в состоянии поставки. Заготовку охлаждают со скоростью 50 – 60°С/ч до температуры изотермической выдержки (670-720°С), а затем выдерживают для завершения распада аустенита с образованием феррито-карбидной структуры. Время распада аустенита при температуре изотермической выдержки составляет от 20 до 60 мин. Дальнейшее охлаждение можно выполнять на воздухе. Однако для уменьшения напряжений рекомендуется заготовки сложной формы охлаждать с печью до 550-600°С.
2. Очень медленное охлаждение со скоростью 20-30°С/ч до тех же температур изотермической выдержки. После окончания выдержки снова следует медленное охлаждение 60-80°С/ч до 500°С, а затем на воздухе или с печью. Твердость после отжига по указанному режиму на 15-20 НВ ниже твердости в состоянии поставки. В этом случае еще больше снижаются предел текучести предел прочности.
Состав стали
Как и многие марки стали, она содержит у себя в составе довольно большой набор элементов химии
Чтобы точнее определить характеристики важно знать каков состав сплава 5ХНМ. В соответствии с ГОСТ в ее составе есть следующие важные элементы:
- важным элементом считается железо, которое составляет практически 95%;
- легирующие детали составляют около 3%;
- в другие 2% входят медь, молибден, сера, свинец и иные элементы.
Расшифровка стали 5ХНМ устанавливается наличием включённых в сплав компонентов. В Любая сталь 5 значит кол-во углерода, которое входит в состав сплава. Большие буквы Х, Н, М говорят о наличии в сплаве подобных легирующих компонентов как: хром, никель, молибден. Для поддержки требуемых параметров изготовители пытаются отпускать сталь 5ХНМ на основании установленных параметров.
ЖЕСТКОСТЬ ПРОВОЛОКИ
Ювелирная проволока обычно бывает трех степеней твердости: мягкая, средней жесткости и жесткая. Твердость металла — это в основном мера того, насколько он сопротивляется изгибу, поэтому вы понимаете, насколько это важный фактор при изготовлении украшений из проволоки.
Первое, что следует иметь в виду, это то, что жесткость относится к конкретному металлу или сплаву, который они описывают. Таким образом, мягкая проволока из стерлингового серебра не будет ощущаться при работе, также как мягкая проволока из золота 14к. Кроме того, не все проволоки (к примеру крафт и алюминиевая проволока) будут предлагаться с разной твердостью — чаще всего они просто мягкие.
«Мягкая» проволока означает, что металл будет оказывать небольшое сопротивление или совсем не оказывать — его очень легко сгибать. Может показаться, что это хорошо, но в большинстве случаев это может сработать против вас. Мягкая проволока не образует острых углов, поэтому практически невозможно образовать красивый острый изгиб. Такая проволока не очень хорошо держит форму, поэтому лучше не использовать её для создания конструктивных элементов, но она хорошо подойдёт для наматывания на другой объект или кусок проволоки. Также такая проволока отлично подходит для формирования спиралей и других мягких изгибов, если они могут быть отбиты после или не являются основой конструкции. В идеале использовать мягкую проволоку для работы с хрупкими камнями и кораллами, например для оплетения бриолетов и при деликатной работе с драгоценными камнями.
«Жёсткая» проволока обладает большим сопротивлением — её очень сложно согнуть, но любая форма, которую вы сможете придать ей, будет очень хорошо удерживаться. Тем не менее, она хрупкая и практически «не прощает ошибок», т.к. может сломаться при большом количестве сгибов на одном и том же месте. Жесткая проволока не может образовывать спирали или другие плотные формы.
Проволока «средней жесткости» — идеальная середина между ними. Она достаточно мягкая, чтобы её было легко сгибать, но достаточно твердая, чтобы впоследствии сохранять форму. Её можно использовать для плетения и создания пружин, а также для некоторых структурных работ, в зависимости от калибра проволоки. Эта проволока отлично подходит для изготовления швенз, соединительных колец, серег-колец, тоглов и замков-крючков и других фигур. Также она очень хорошо сохраняет резкий изгиб и имеет высокий коэффициент «упругости», который хорош для швенз-петель с замком, обручей, замков, а также отлично подходит для изготовления спиралей. В некоторых случаях проволока средней жесткости может потребовать небольшой отбивки, но отбивать такую проволоку гораздо легче, чем мягкую.
Расшифровка аббревиатуры
Из названия можно определить главные компоненты, которые наделяют железо особыми свойствами. В этом случае по символам ХВГ делается следующая расшифровкаЗнак «Х» означает присутствие хрома (Cr), «В – ванадий (V), «Г» – марганец (Mn). Из слитков можно изготовить множество строительных приборов, но они обязаны строго соответствовать всем государственным стандартам. Например, калиброванные прутья разрешено выпускать только по ГОСТ 8560-78, 8559-75, 7417-75, 5950-2000. Для черновых или промежуточных деталей применяются 1133-71, 7831-78, 5950-2000 стандарты.
Полосная сталь ХВГ обязана придерживаться ГОСТ 4405-75. К серебрянке и шлифованным прутьям относятся правила 14955-77 и 5950-2000.

Изделия из стали ХВГ
Государственным требованиям должны соответствовать и другие разновидности, но только наличие данной маркировки может дать гарантию на высокое качество заготовки. Подобный регламент создан для регулирования технических предприятий, для защиты жизни и здоровья потребителей, с целью предупреждения обмана во время реализации товара. Поэтому наличие на ХВГ ГОСТ знака – обязательное условие продажи.



Заменители
Если хорошо поискать, то у любого товара на рынке найдется конкурент, который практически полностью соответствует оригиналу или даже в чем-то его превосходит. Подобное правило применимо и к металлургии, где на каждую марку стали найдется хотя бы одно или сразу несколько наименований из разряда “заменителей”, то бишь материалов, сходных по свойствам и составу.
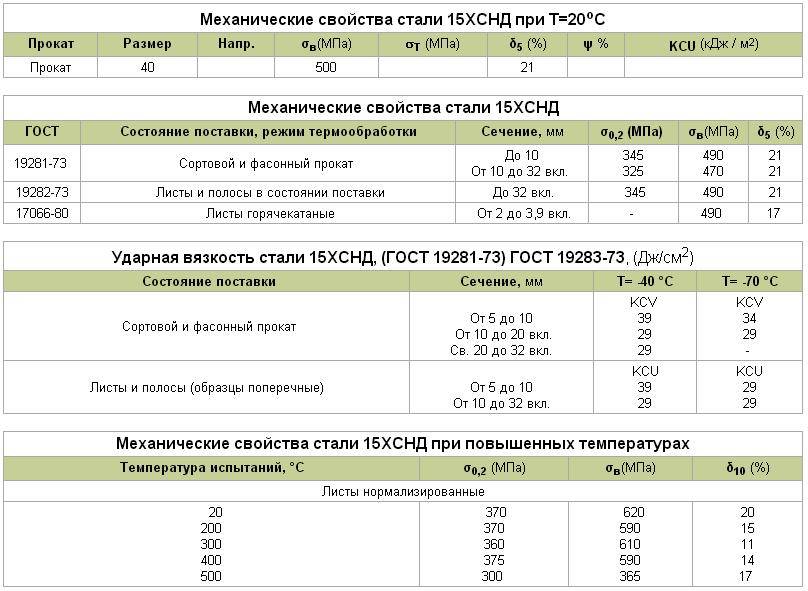
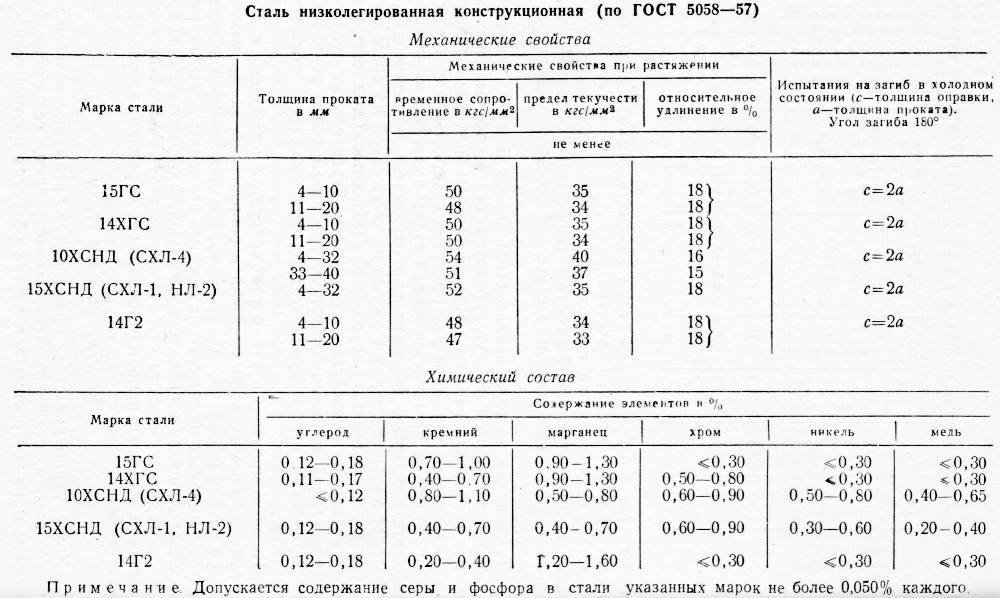
Для стали 15ХСНД на отечественном рынке можно выделить следующие аналоги:
- 16Г2АФ — сталь с несколько большим количеством кремния в составе, а также с добавкой ванадия, что улучшает ее прочностные характеристики.
- 15ГФ — практически аналогична предыдущему варианту, за исключением меньшей процентной доли элементов в составе.
- 14ХГС — более дешевый, но не менее сбалансированный по своему составу аналог, подходящий для слабонагруженных конструкций.
- 16ГС — в целом, это отличный, пусть и несколько неполный аналог 15ХСНД, пригодный для конструкций, которым предстоят умеренные статические нагрузки.
Однако, если вам предстоят работы, где потребуется использовать сталь для сооружения определенной конструкции или обшивки, лучше не продешевить и приобрести наиболее качественную марку стали.
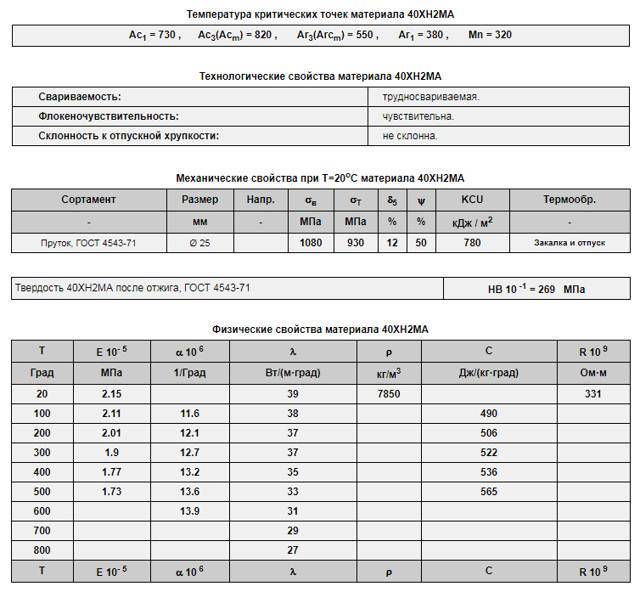
Термообработка
Проводимая термообработка стали 40ХН2МА существенно расширяет ее область применения.
Чаще всего заготовки или конечные изделия подвергают:
- Закалке – процесс перестроения кристаллический решетки и насыщения поверхностного слоя углеродом, увеличения плотности структуры металла под воздействием высокой температуры и быстром охлаждении. В большинстве случаев металл закаливается для повышения твердости поверхностного слоя. Ответственные изделия охлаждаются в масле, которое обеспечивает равномерное снижение температуры. При использовании воды может образоваться окалина и придется выполнять финишную обработку.
- Отпуск – процесс, который способен снизить внутренние напряжения, возникающие после закалки. Как правило, закалка приводит к повышению хрупкости. Температуры отпуска значительно ниже, нагревается изделие постепенно, охлаждение может проходить в различных средах. Валы и другие ответственные детали после закалки всегда подвергаются отпуску, так как возникающая нагрузка может привести к появлению структурных трещин и снижению прочности.
- Может проводится для уплотнения структуры ковка. При сечении менее 80 мм заготовку дополнительно подвергают отжигу и двум переохлаждениям, а также отпуску. За счет этого получается поверхность с большим показателем износостойкости.
Для обработки рассматриваемого сплава требуется специальное оборудование. Зачастую применяются электродуговые печи, которые характеризуются компактными размерами и высоким КПД. Подобная сталь 40ХН2МА и 40ХНМА не склонна к отпускной хрупкости, поэтому получаемые детали могут прослужить в течение длительного периода даже в тяжелых эксплуатационных условиях.
Условные обозначения
Механические свойства
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
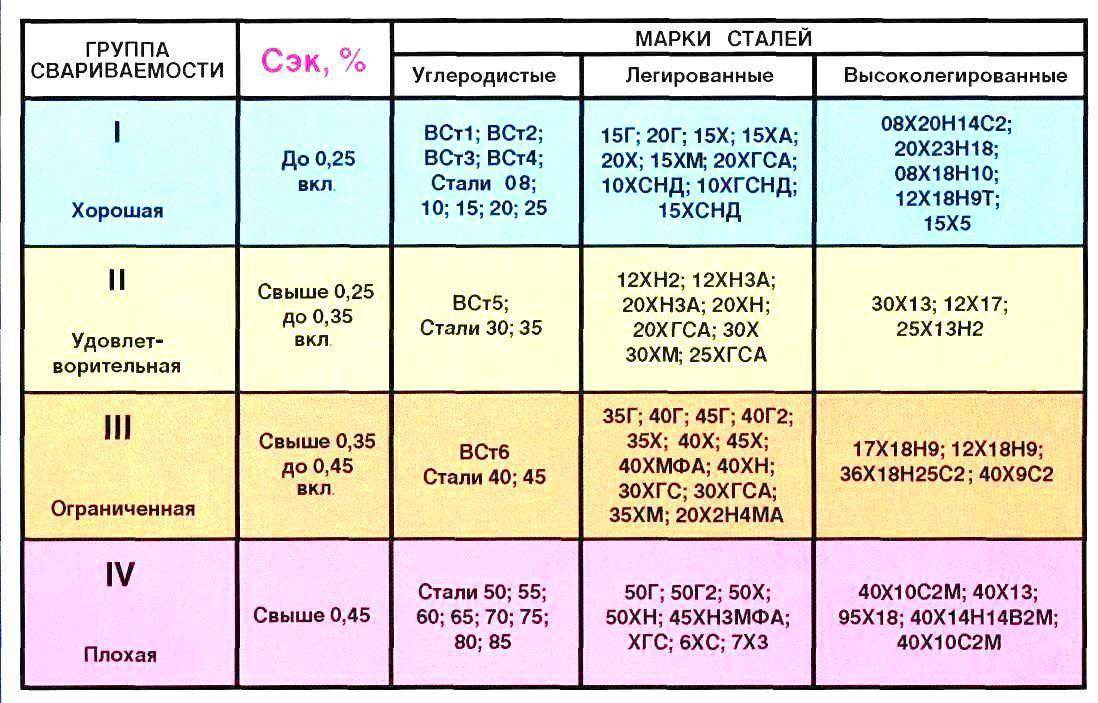
Свариваемость
| Без ограничений | Ограниченная | Трудно свариваемая | |
| Подогрев | нет | до 100–1200С | 200–3000С |
| Термообработка | нет | есть | отжиг |
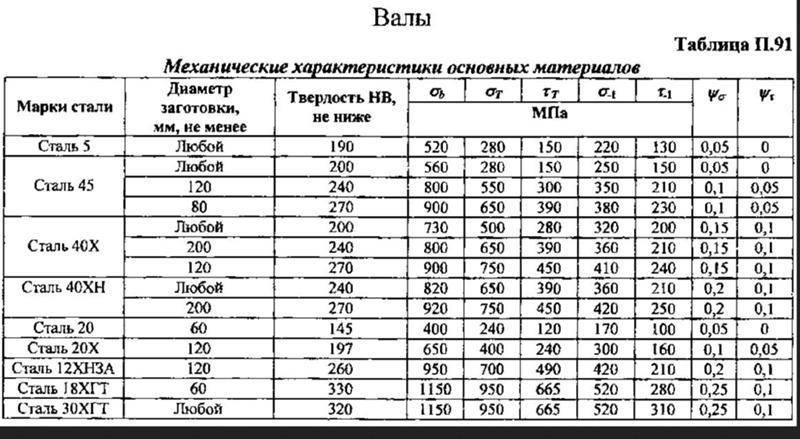
5ХНМ – классификация и применение марки
Марка: 5ХНМ
Классификация материала: Сталь инструментальная штамповая
Применение: молотовые штампы паровоздушных и пневматических молотов с массой падающих частей свыше 3 т, прессовые штампы и штампы машинной скоростной штамповки при горячем деформировании легких цветных сплавов, блоки матриц для вставок горизонтально-ковочных машин.
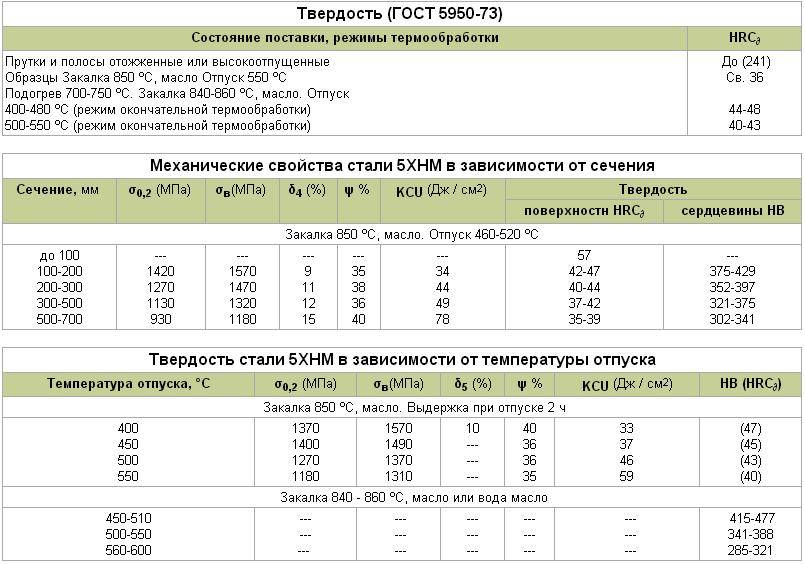
5ХНМ – механические свойства при температуре 20°
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Сталь | 100 – 200 | 1570 | 1420 | 9 | 35 | 340 | Закалка 850oC, масло, Отпуск 460 – 520oC, |
5ХНМ – технологические свойства
| Свариваемость: | не применяется для сварных конструкций. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
5ХНМ – зарубежные аналоги
В таблице указаны точные и сходные по составу аналоги.
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австрия | Юж.Корея | |||||||||||||||||||||||||||||
| – | DIN,WNr | JIS | AFNOR | BS | EN | UNI | UNE | GB | SS | BDS | MSZ | PN | STAS | CSN | ONORM | KS | |||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5ХНМ – pасшифровка обозначений, сокращений, параметров материала
| Механические свойства : | |
| sв | – Предел кратковременной прочности , |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | – Относительное удлинение при разрыве , |
| y | – Относительное сужение , |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , |
| Физические свойства : | |
| T | – Температура, при которой получены данные свойства , |
| E | – Модуль упругости первого рода , |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o- T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o- T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, |
| Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
Внимание! Вся приведённая информация о 5ХНМ носит ознакомительный характер. Все интересующие Вас характеристики необходимо уточнять у специалистов
Отпуск
Превращения при отпуске: четвертое основное превращение.
Отпуск производится при температуре 230-275°С в соответствии с табл.5, твердость после отпуска HRC 57-61.
Полученная структура: отпущенный мартенсит, остаточный аустенит, карбиды.
Таблица составлена технологами термического цеха крупного предприятия для использования в практической работе и позволяет быстро и правильно назначить соответствующий режим термической обработки для 30-ти марок стали наиболее применяемых в машиностроении.
Температ. закалки, град.С
Температ. отпуска, град.С
Температ. зак. ТВЧ, град.С
Температ. цемент., град.С
Температ. отжига, град.С
1
2
3
4
5
6
7
8
9
10
Сталь 35
Сталь 7ХГ2ВМ
Сталь У8, У8А
НВ до 250, масло
Сталь У10, У10А
НВ до 250, масло
Сталь 9ХС
Азотирование. Сеч. св. 70 мм
Сталь 30ХГСА
Сталь 12Х18Н9Т
Сталь 20Х13
Общее время нагрева (время нагрева и выдержки) деталей при закалке берётся из расчёта 1 минута на 1 мм наименьшего размера наибольшего сечения. В соляных ваннах – 35 секунд на 1 мм наименьшего размера наибольшего сечения.





Общее время нагрева (время нагрева и выдержки) деталей при отпуске берётся из расчёта:
а) низкий отпуск (температура 130…240 град.) — 3 минуты на 1 мм наименьшего размера наибольшего сечения, но не менее 30 – 40 минут.
б) средний отпуск (температура 240. 450 град.) — 2 – 3 минуты на 1 мм наименьшего размера наибольшего сечения.
в) высокий отпуск (температура 450. 700 град. — 2 минуты на 1 мм наименьшего размера наибольшего сечения.
Окончательный контроль термической обработки деталей вести по фактической твёрдости.
Сталь ХВГ ГОСТ 5950-2000
Массовая доля элемента, %
I группа – для изготовления инструмента, используемого в основном для обработки металлов и других материалов в холодном состоянии;
По способу дальнейшей обработки горячекатаную и кованую металлопродукцию подразделяют на подгруппы:
а – для горячей обработки давлением;
б – для холодной механической обработки (обточки, строжки фрезерования и т.д.)
По состоянию поверхности металлопродукцию подгруппы б подразделяют на:
О – обычного качества;
П – повышенного качества.
Температура критических точек, °С
Твердость стали после термообработки
Состояние поставки, режимы термообработки
Прутки и полосы отожженные или высокоотпущенные
Образцы. Закалка 850 °С, масло. Отпуск 180 °С
Изотермический отжиг 780 – 800 °С, охлаждение со скоростью
50 град/ч до 670 – 720 °С, выдержка 2 – 3 ч, охлаждение со
скоростью 50 град/ч до 550 °С, воздух
Подогрев 650 – 700 °С. Закалка 830 – 850 °С, масло. Отпуск
150 – 200 °С, воздух (режим окончательной термообработки)
Подогрев 650 – 700 °С. Закалка 830 – 850 °С. Отпуск
200 – 300 °С, воздух (режим окончательной термообработки)
Твердость и ударная вязкость в зависимости от сечения образца
Место вырезки образца
Закалка на мелкое зерно. Отпуск 150 – 160 °С
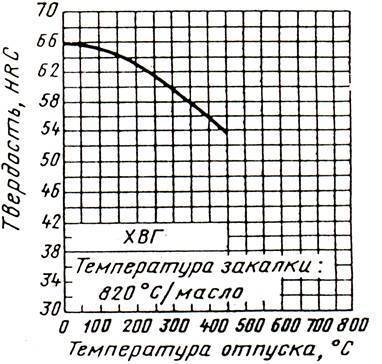
Твердость стали в зависимости от температуры отпуска
Температура отпуска, °С
Заготовки сечением до 50 – 60 мм. Закалка 840 °С,
масло или расплав солей с водой при 200 °С
Закалка 820 °С, масло
Закалка 830 – 850 °С, масло
Прокаливаемость (Твердость HRCЭ)
Расстояние от торца,
Критический диаметр в масле,
Кривая зависимости твердости по Роквеллу (HRC) от температуры отпуска:
Температура ковки, °С:
Свариваемость – не применяется для сварных конструкций.
Обрабатываемость резанием – в горячекатаном состоянии при HB 235 и σВ=760 МПа, Кυ тв. спл=0,75, Кυ б. ст=0,35,
Склонность к отпускной хрупкости – малосклонна.
Применение: для измерительных и режущих инструментов, для которых повышенное коробление при закалке недопустимо; резьбовых калибров, протяжек, длинных метчиков, длинных разверток, плашек и другого вида специального инструмента, холодновысадочных матриц и пуансонов, технологической оснастки.
кованая круглого и квадратного сечений – ГОСТ 1133-71;
горячекатаная круглого сечения – ГОСТ 2590-88;
горячекатаная квадратного сечения – ГОСТ 2591-88;
полосовая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75; ГОСТ 8559-75 и ГОСТ 8560-78;
сталь со специальной отделкой поверхности – ГОСТ 14955-77.
Марка стали ХВГ
Другие марки стали Р18 У8А 4Х5МФС Р6М5 У10А Р9К5 Р6М5К5 40х 40х13 5ХНМ Cталь 30ХГСА 4Х4ВМФС ШХ15 4Х5В2ФС Ст20 9ХС Ст35 Ст40 65Г Ст45 Х12МФ 60С2А Ст50 6ХВ2С
| Марка: | ХВГ |
| Класс: | Сталь инструментальная легированная |
| Используется для проката: | Сортовой и фасонный прокат: ГОСТ 5950-2000, ГОСТ 2590-2006 , ГОСТ 2591-2006Калиброванный пруток: ГОСТ 5950-2000 , ГОСТ 7417-75 , ГОСТ 8559-75, ГОСТ 8560-78Шлифованный пруток и серебрянка: ГОСТ 5950-2000 , ГОСТ 14955-77Полоса: ГОСТ 4405-75Поковки и кованные заготовки: ГОСТ 5950-2000 , ГОСТ 1133-71, ГОСТ 7831-78 |
| Использование в промышленности: | Измерительный и режущий инструмент, для которого повышенное коробление при закалке недопустимо, резьбовые калибры, протяжки, длинные метчики, длинные развертки и другой вид специального инструмента, холодновысадочные матрицы и пуансоны, технологическая оснастка |
| Твердость материала: | HB 10-1 = 255 МПа |
| Температура критических точек: | Ac1 = 750 , Ac3(Acm) = 940 , Ar1 = 710 , Mn = 210 |
| Температура ковки, °С: | Начала 1070, конца 860. Охлаждение замедленное |
| Обрабатываемость резанием: | В горячекатанном состоянии при HB 235 и σв = 760 МПа, Кυ тв. спл = 0,75 и Кυ б.ст = 0,35 |
| Свариваемость материала: | Не применяется для сварных конструкций |
| Флокеночувствительность: | Чувствительна |
| Склонность к отпускной хрупкости: | Малосклонна |
| Аналоги: | 9ХС, ХГ, 9ХВГ, ХВСГ, ШХ15СГ |
Сталь марки ХВГ используют для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление.
Расшифровка
- Буква Х — указывает на присутствие в стали Хрома (Cr), отсутствие после буквы цифры означает, что содержание Хрома не более 1,5% (в данной стали Хрома 0,9 – 1,2%);
- Буква В — указывает, что содержание Вольфрама (W) в среднем не более 1,5% (в данной стали Вольфрама 1,2 – 1,6%) ;
- Буква Г — указывает, что содержание Марганца (Mn) в среднем не более 1,5% (в данной стали Марганца 0,8 – 1,1%).
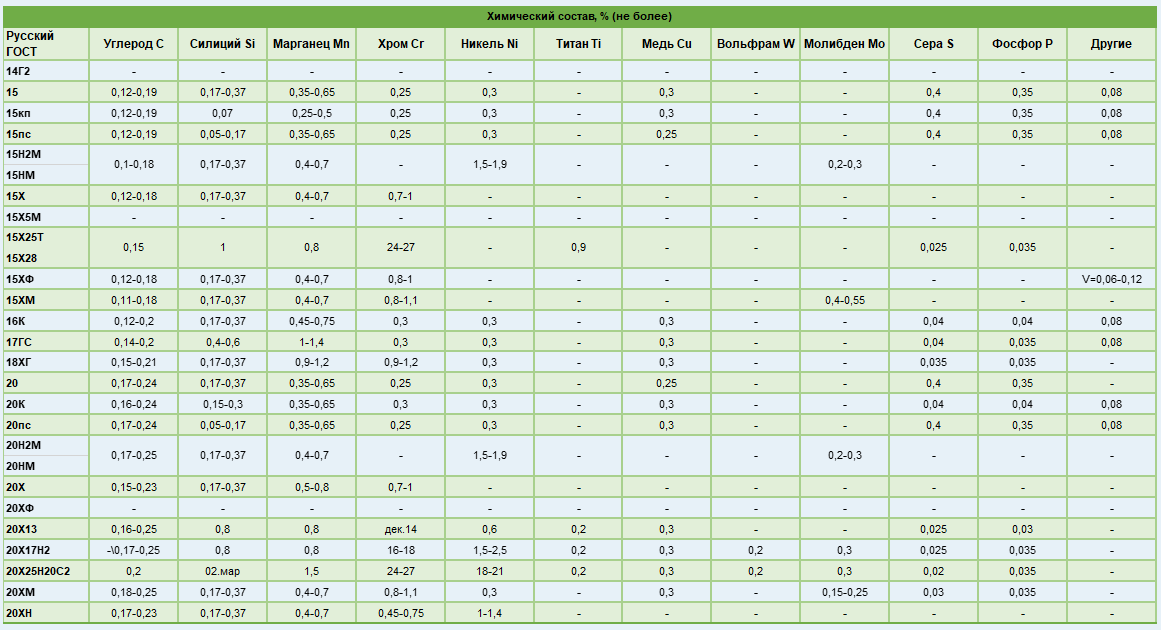
Химический состав стали ХВГ
| Углерод (C) | 0,9 – 1,05 |
| Кремний (Si) | 0,1 – 0,4 |
| Марганец (Mn) | 0,8 – 1,1 |
| Никель (Ni) | до 0,4 |
| Фосфор (P) | до 0,03 |
| Хром (Cr) | 0,9 – 1,2 |
| Молибден (Mo) | до 0,3 |
| Вольфрам (W) | 1,2 – 1,6 |
| Сера (S) | до 0,03 |
| Медь (Cu) | до 0,3 |
| Железо (Fe) | ~94 |
Физические свойства стали ХВГ
| Модуль нормальной упругости E, ГПа | – | – | – | – | – | – | – | – | – | – |
| Модуль упругости при сдвиге кручением G, ГПа | – | – | – | – | – | – | – | – | – | – |
| Плотность ρn, кг/м3 | 7850 | 7830 | – | 7760 | – | – | 7660 | – | – | – |
| Коэффициент теплопроводности λ, Вт/(м*К) | – | – | – | – | – | – | – | – | – | – |
| Удельное электросопротивление ρ, нОм*м | 380 | – | – | – | – | – | – | – | – | – |
| Коэффициент линейного расширения α*106, K-1 | 11,0 | 12,0 | 13,0 | 13,5 | 14,0 | 14,5 | – | – | – | – |
| Удельная теплоемкость c, Дж/(кг*К) | – | – | – | – | – | – | – | – | – | – |
Твердость стали ХВГ после термообработки (ГОСТ 5950-73)
| Прутки и полосы отожженные или высокоотпущенные образцы | 255 |
| Закалка 830 °С, масло. Отпуск 180 °С | Св. 61 |
| Изотермический отжиг 780-800 °С, охлаждение со скоростью 50 град/ч до 670-720 °С, выдержка 2-3 ч, охлаждение со скоростью 50 град/ч до 550 °С, воздух | 255 |
| Подогрев 650-700 °С . Закалка 830-850 °С, масло. Отпуск 150-200 °С , воздух (режим окончательной термообработки) | 63-64 |
| Подогрев 650-700 °С . Закалка 830-850 °С. Отпуск 200-300 °С , воздух (режим окончательной термообработки) | 59-63 |
Твердость стали ХВГ в зависимости от температуры отпуска
| Заготовки сечением до 50-60 мм*. Закалка 840 °С, масло или расплав солей с водой при 200 °С | |
| 180-220 | 59-63 |
| 230-280 | 57-61 |
| 280-340 | 55-57 |
| Закалка 820°С, масло | |
| 100 | 66 |
| 200 | 64 |
| 300 | 61 |
| Закалка 830-850 °С, масло | |
| 170-200 | 63-64 |
| 200-300 | 59-63 |
| 300-400 | 53-59 |
| 400-500 | 48-53 |
| 500-600 | 39-48 |
* – Заготовки сечением до 50 мм закаливаются с охлаждением в масле, св. 50 мм в расплаве солей с водой.





Прокаливаемость стали ХВГ (ОСТ 23.4.127-77)
| Расстояние от торца, мм | 2,5 | 3 | 7,5 | 10 | 15 | 20 | 25 | 30 | 35 | 45 |
| Твердость для полос прокаливаемости, (Твердость по Роквеллу, шкала С) | 65-67 | 62,5-66,5 | 57-66 | 49,5-65,5 | 41,5-63 | 38,5-60 | 37,5-55,5 | 38-51,5 | 36-47,5 | 35-43,5 |
| Закалка | 15-70 | 61 |
Шлифуемость при твердости HRCЭ 59-61 пониженная, при HRCЭ 55-57 удовлетворительная.
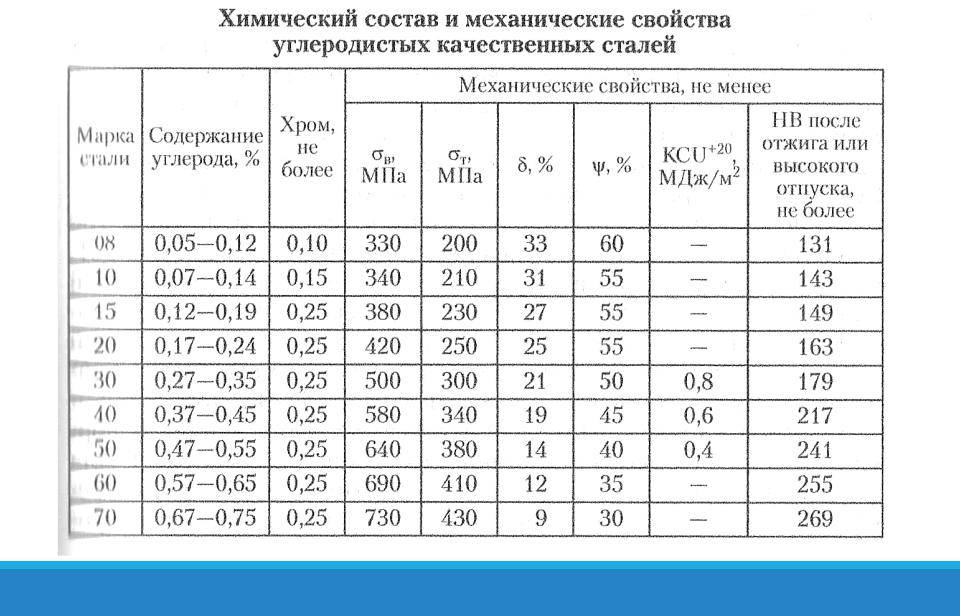
Влияние углерода и легирующих элементов на свойства стали
Стали промышленного производства являются сложными по химическому составу сплавами железа и углерода. Кроме этих основных элементов, а также легирующих компонентов в легированных сталях, материал содержит постоянные и случайные примеси. От процентного содержания этих компонентов и зависят основные характеристики стали.
Как защитить свои постройки от коррозии арматуры в бетоне: профилактика, лечение, советы специалистов.Станки для резки и гибки арматуры: здесь Вы узнаете о том, для чего они нужны, как их использовать и насколько они необходимы на строительной площадке.
В нашем прайс-листе Вы можете ознакомиться с актуальной стоимостью арматуры в Санкт-Петербурге и Ленинградской области.
Определяющее влияние на свойства стали оказывает углерод. После отжига структура этого материала состоит из феррита и цементита, содержание которого увеличивается пропорционально росту концентрации углерода. Феррит является малопрочной и пластичной структурой, а цементит – твердой и хрупкой. Поэтому повышение содержания углерода приводит к увеличению твердости и прочности и снижению пластичности и вязкости. Углерод меняет технологические характеристики стали: обрабатываемость давлением и резанием, свариваемость. Увеличение концентрации углерода приводит к ухудшению обрабатываемости резанием из-за упрочнения и снижения теплопроводности. Отделение стружки от стали с высокой прочностью повышает количество выделяемой теплоты, что провоцирует уменьшение стойкости инструмента. Но низкоуглеродистые стали с малой вязкостью также обрабатываются плохо, так как образуется с трудом удаляемая стружка.
Наилучшую обрабатываемость резанием имеют стали с содержанием углерода 0,3-0,4%.
Увеличение концентрации углерода приводит к снижению способности стали к деформации в горячем и холодном состояниях. Для стали, предназначенной для сложной холодной штамповки, количество углерода ограничено 0,1%.
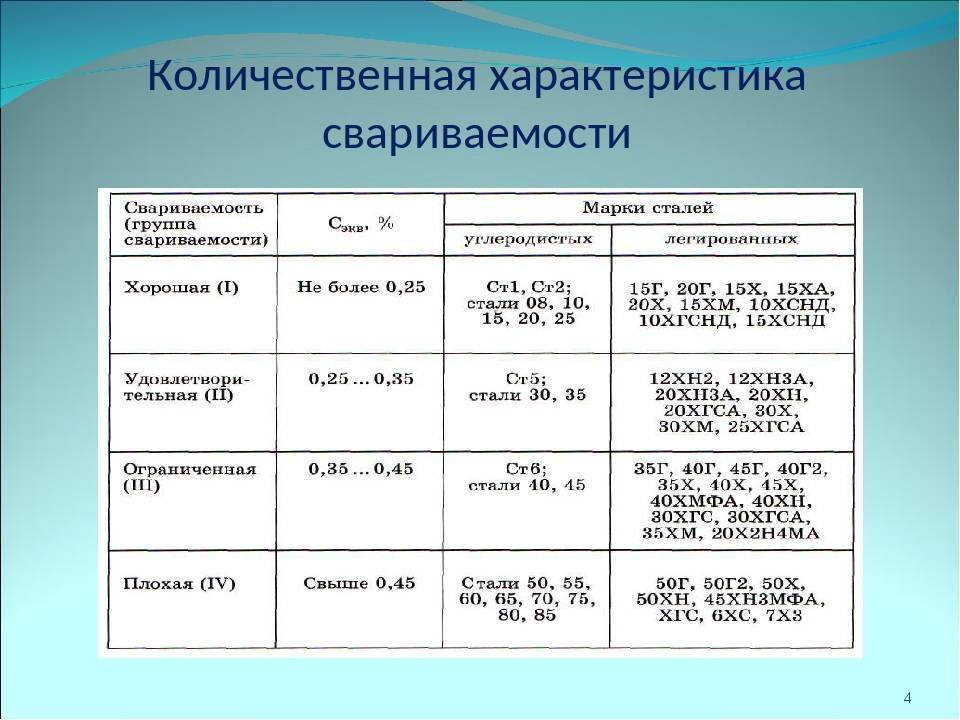
Хорошей свариваемостью обладают низкоуглеродистые стали. Для сварки средне- и высокоуглеродистых сталей используют подогрев, медленное охлаждение и прочие технологические операции, предотвращающие появление холодных и горячих трещин.
Для получения высоких прочностных свойств количество легирующих компонентов должно быть рациональным. Избыток легирования, исключая введение никеля, приводит к снижению запаса вязкости и провокации хрупкого разрушения.
- Хром – недефицитный легирующий компонент, оказывает позитивное воздействие на механические свойства стали при его содержании до 2%.
- Никель – наиболее ценная и дефицитная легирующая добавка, вводимая в концентрации 1-5%. Он наиболее эффективно снижает порог хладноломкости и способствует увеличению температурного запаса вязкости.
- Марганец, как более дешёвый компонент, часто используют в качестве заменителя никеля. Увеличивает предел текучести, но может сделать сталь чувствительной к перегреву.
- Молибден и вольфрам – дорогие и дефицитные элементы, применяемые для повышения теплостойкости быстрорежущих сталей.
Химический состав стали
Как и многие марки стали, она имеет в своём составе достаточно большой набор химических элементов. Чтобы точнее определить характеристики необходимо знать каков химический состав сплава 5ХНМ. В соответствие с ГОСТ в её состав входят следующие основные элементы:
- основным элементом является железо, которое составляет почти 95%;
- легирующие элементы составляют около 3%;
- в остальные 2% входят медь, молибден, сера, свинец и другие элементы.
Расшифровка стали 5ХНМ определяется наличием включённых в сплав элементов. В Любая сталь 5 означает количество углерода, которое входит в состав сплава. Заглавные буквы Х, Н, М свидетельствуют о наличии в сплаве таких легирующих элементов как: хром, никель, молибден. Для поддержания требуемых характеристик производители стараются выпускать сталь 5ХНМ на основании установленных стандартов.
Другие марки из этой
Обращаем ваше внимание на то, что данная информация о марке 18ХГТ, приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки 18ХГТ могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке 18ХГТ можно уточнить на информационном ресурсе Марочник стали и сплавов
Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
Более подробную информацию о марке 18ХГТ можно уточнить на информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!





