

Советские стали 40Х13 / 65Х13 / 95Х18
Советские аналоги американских 420 и 440, распространены на территории СНГ, имеют ряд схожих характеристик с западными аналогами, но более доступные. В ножевом производстве используются и по сей день. Например, дагестанский “Кизляр”(65Х13) и российский “Златоуст”(95Х18). За ножами из этой стали обычно гоняются любители всего советского или имеющие положительный опыт эксплуатации.
Самая популярная из тройки — 95Х18: отлично держит заточку, твердость в районе 60HRC, не капризна и хорошо сопротивляется коррозии, но без собаки не обошлось и таится она в процессе заточки, он требует сноровки и опыта, но стоит вам раз найти подход к этому “крепкому орешку” и получите поистине неубиваемый нож, способный выдержать многое.
40Х13 (в народе: “сороковка”) — самая мягкая из трех, чаще используется для кухонных ножей, относительно быстро тупится и так же быстро затачивается.
65Х13 (медицинская сталь) — золотая середина, именно за сбалансированность ее полюбили. Да, чуть быстрее теряет остроту в сравнении с 95-й, но и заточить ее куда проще и быстрее.
Как правило, из 65Х13 и 95Х18 делают охотничьи и большие нескладные ножи.
Из всего этого списка можно сделать такой вывод: идеально-универсального решения нет. Нужно брать нож подходящий под ваши задачи. Если большую часть времени планируется работа во влажной среде (рыбалка, дайвинг и тп), то ваш выбор — это 420-я или 440-я. Если нужна мощь и твердость — 95Х18, 9CR14MOV. Если нужна золотая середина на каждый день, то я бы рассматривал 440С или 8CR13MOV / 8CR14MOV.
Что ж, на этом предлагаю сделать паузу. Как говорилось в начале, в этой статье я рассмотрел самые популярные ножевые стали, ножи из которых можно встретить в любом магазине. Надеюсь, что у меня получилось внести ясность и помочь определиться со столь запутанным выбором. Желаю вам боевого настроения и любите ножи!
Источник
Работы и исследования по ионному азотированию на стали 20Х13
Ионное азотирование – универсальная технология для упрочнения запорной арматуры
| ООО “Ионные Технологии”, Пермский национальный исследовательский политехнический университет | инженер-исследователь, аспирант | И.С. Соколоваsokolova@procion.ru |
| ООО “Ионные Технологии”, Пермский национальный исследовательский политехнический университет | инженер-исследователь, магистр | Д.М. Кинзибаевknyazev@procion.ru |
| Ижевский Государственный Технический Университет | дипломированный инженер, инженер-механик, технический эксперт | И.А. Сурсинsur-sin@mail.ru |
Упрочнение деталей запорной арматуры методом ионного азотирования
| ООО “Ионные технологии” | руководитель НИОКР, главный тех.эксперт | В.В. Богдановbogdan.ion@mail.ru |
| ООО “Ионные технологии” | директор | А.В. Оборинoborin@procion.ru |
| ООО “Ионные технологии” | инженеры исследователи | Д.М. КинзибаевИ.С. СоколоваЕ.С. Уткинlab@procion.ru |
| OOO “Завод НГО “ТЕХНОВЕК”www.technovek.ru | ведущий конструктор | В.В. Костюченкоkb@technovek.ru |
Основное направление совершенствования современных отраслевых требований к запорно-регулирующей арматуре для промышленных, коммунальных и магистральных трубопроводов направлен в сторону продления их эксплуатационного ресурса и увеличения количества рабочих циклов. Длительность функционирования кранов, клапанов, задвижек и заслонок во многом определяется износо- и коррозионной стойкостью их запирающих элементов. Таким образом, проблема продления рабочего ресурса запорной и регулирующей арматуры решается с помощью улучшения эксплуатационных качеств запирающих элементов. Одновременно рассматривается улучшение коррозионной стойкости корпусных деталей за счет применения композиционных покрытий диффузионного и адгезионного типа. читать дальше >>
Клиновые и шиберные задвижки объединяет общий принцип действия – перекрытие потока осуществляется при помощи запорного элемента, перемещаемого перпендикулярно потоку. Они часто находят применение в различных отраслях. Упрочнение поверхности штоков клиновых задвижек выполняют в целях улучшения их эксплуатационных свойств и продления ресурса, отсутствия заедания резьбы и недопущения обрыва или смятия. Из всех современных методов упрочнения наиболее эффективной является технология ионной химико-термической обработки в тлеющем разряде. По сравнению с закалкой и отпуском себестоимость работ на килограмм продукции минимальна. На установке ИОН-100 проводился комплекс работ по упрочнению штоков клиновых задвижек для ООО “НПК “НефтеМаш” (Россия, Пермский край, г. Лысьва). Обрабатываемые детали изготовлены из стали 20Х13 / AISI 420, 1.4021. Достигнуты проектные показатели по твёрдости, результаты испытаний подтвердили планируемые показатели по износостойкости. читать дальше >>
Высокоскоростной ротор, применямый в турбостроении, подвергается интенсивному коррозионному и эрозионному газовому изнашиванию, для повышения срока службы применяется ионная химико-термическая обработка, в частности ионное азотирование.
Вакуумное азотирование в тлеющем разряде приводит к комплексному улучшению характеристик рабочей поверхности изделия. Первые исследовательские работы по упрочнению ротора инженеры ООО «Ионные Технологии» выполнили ещё в 2015 году для казанского ЗАО “НИИ Турбокомпрессор им. В.Б. Шнеппа”. Детали изготовлены из стали 20Х13 / AISI 420, 1.4028. читать дальше >>
Азотирование штоков газоперекачивающих агрегатов из сталей 38Х2МЮА (1.8509), 20Х13 (AISI 420, 1.4028), 38ХН3МФА
Расшифровка стали

Итак, начнем, пожалуй, с самого простого. Правильно расшифровывать марки стали — весьма полезный навык, без которого не обойтись, если приходится часто работать с различными сплавами.
Так как в отечественной металлургии все еще используется советская система наименования и ГОСТов, абсолютно любая марка стали расшифровывается примерно по одному и тому же принципу. Сталь 20Х13 расшифровывается крайне просто:
- Число 20 (или же 2 в некоторых случаях) обозначает количество главного легирующего элемента в составе любой стали — углерода.
- Буква Х означает, что в составе сплава как минимум присутствует хром.
- Число 13 указывает на процентное содержание предыдущего химического элемента.
После такого поверхностного анализа, основывающегося только на прочтении марки стали, становится понятным, что перед нами сталь техническая с содержанием углерода (приблизительно 0,2 %) и хрома (приблизительно 13 %)
Важно отметить, что эта информация уже достаточно в полной мере позволяет определить характеристики и применение стали 20Х13
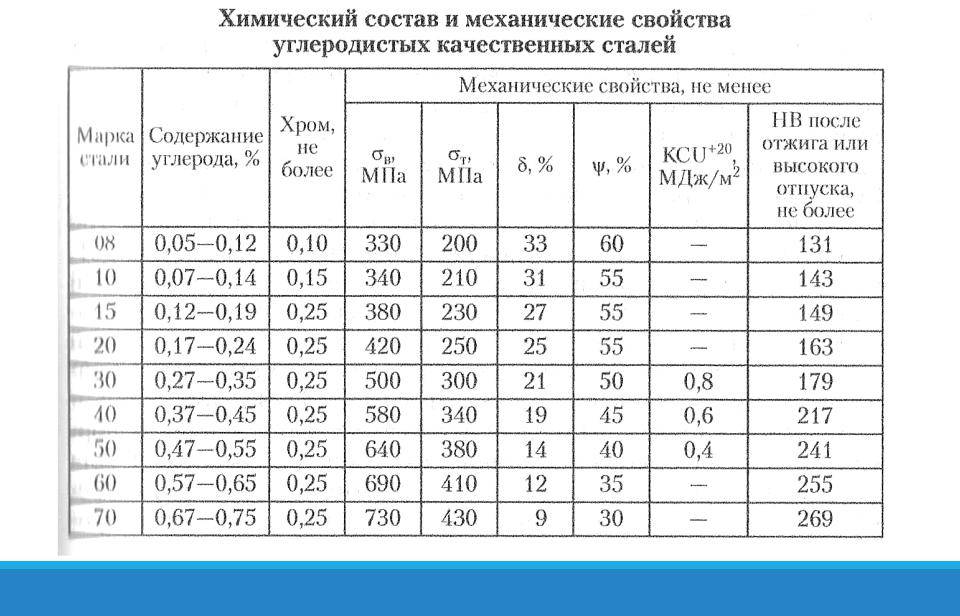
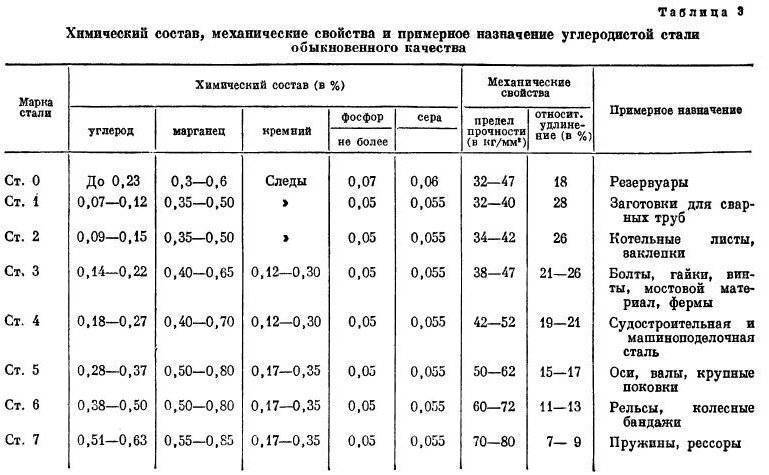
Самые распространенные конструкционные стали
Все стали на основе железа относятся к и имеют многочисленную классификацию. Она производится по различным параметрам: по химическому составу, назначению, содержанию вредных элементов, прочности и гибкости и многим другим. Конструкционные — стали самые распространенные в применении. Некоторые из них обладают универсальными свойствами и взаимозаменяемостью.
20 относится к среднеуглеродистому классу, имеет феррито-перлитную структуру. Сталь качественная, т. е. имеет сниженное содержание вредных элементов: серы и фосфора. Без ограничений по свариваемости. Оптимальное сочетание прочности и пластичности делает ее просто универсальным материалом для производства трубного проката, деталей, подвергаемых последующей термомеханической и термохимической обработке (цементированию, оцинкованию и хромированию).



ГОСТы и другие стандарты на сталь 20Х13
Для того чтобы выпускаемые металлы могли применяться в тех или иных условиях при их изготовлении применяется Госстандарт. Сталь 20×13 (ГОСТ определяет форму выпуска и основные качества) изготавливается при учете следующих стандартов:
- Кованные заготовки поставляются в квадратной и круглой форме.
- При применении сплава могут изготавливаться проволоки с высокими эксплуатационными характеристиками.
- На производственные линии поставляется прокат с различной толщиной листа, который характеризуется жаропрочностью и коррозионной стойкостью.
- В промышленность поставляются кованые и горячекатанные полосы.
- Фасонные профили.
Расшифровка стали 20х13 определяет высокую концентрацию хрома, что приводит к снижению некоторых эксплуатационных качеств. Примером можно назвать отсутствие возможности использования листового металла для изготовления корпуса при применении сварочного аппарата. Установленный стандарт 20х13 ГОСТ также определяет возможность проведения дополнительной обработки, которая делает структуру более плотной и прочной, устойчивой к различного рода воздействия.
Необходимое оборудование
То, какое именно оборудование будет использоваться, зависит от выбранной технологии сварки.
Для газовой сварки потребуются:
- баллоны с горючим газом;
- комплекты шлангов для подачи газов в газовую горелку;
- редукторы;
- газовая горелка;
- присадка (проволока);
- сварочный молоток;
- щетка для зачистки сварных соединений;
- резервуар с водой для охлаждения газовой горелки.
Если речь идет об электрической сварке, то здесь перечень оборудования также будет варьироваться в зависимости от того, какой технологией будет пользоваться сварщик, однако, общий перечень является стандартным:
- источник сварочного тока;
- комплект кабелей для направления тока к месту сварки;
- комплект шлангов (рукавов) для подачи защитного газа (в случае использования данного способа);
- механизм для подачи сварочной проволоки (если используется данная технология);
- присадки (электроды или сварочная проволока, подобранные в соответствии с выбранной технологией, а также в соответствии с физико-химическими параметрами свариваемой стали).
Также потребуются средства для очистки сварного шва от шлаков, образуемых в процессе сварки (молоток, щетка и при необходимости химические средства очистки).
Также при осуществлении сварки потребуется использование защитного оборудования для сварщика:
- костюм из плотной ткани, прошедшей пропитку огнезащитными составами;
- сварочная маска с затемненным стеклом или очки;
- перчатки (краги).
Если выполняются работы высотного типа, то потребуется также и специальный пояс для выполнения высотных работ.
Фиксация всех деталей осуществляется на сварочном столе, что позволит минимизировать риск смещения деталей при выполнении сварочных швов.
Характеристики стали 20: температура нагрева, твердость, применение
- Марка стали: 20 (отечественные аналоги: сталь 15, сталь 25).
- Класс: сталь конструкционная углеродистая обыкновенного качества
- Использование в промышленности: 20А: после нормализации или без термообработки крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температуре от -40 до 450 °С под давлением, после ХТО — шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины; 20кп, 20пс: без термообработки или нормализации — патрубки, штуцера, вилки, болты, фланцы, корпуса аппаратов и другие детали из кипящей стали, работающие от -20 до 425 °С, после цементации и цианирования — детали от которых требуется высокая твердость поверхности и невысокая прочность сердцевины (оси, крепежные детали, пальцы, звездочки).
- Удельный вес стали 20: 7,85 г/см3
- Твердость материала: HB 10-1 = 163 МПа
- Температура критических точек: Ac1 = 735 , Ac3(Acm) = 850 , Ar3(Arcm) = 835 , Ar1 = 680
- Температура ковки, °С: начала 1280, конца 750, охлаждение на воздухе.
Обрабатываемость резанием: в горячекатанном состоянии при HB 126-131 и δB=450-490 МПа, Кυ тв. спл=1,7 и Кυ б.ст=1,6
Свариваемость материала: без ограничений, кроме деталей после химико-термической обработки. Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС.
Флокеночувствительность: не чувствительна
Склонность к отпускной хрупкости: не склонна
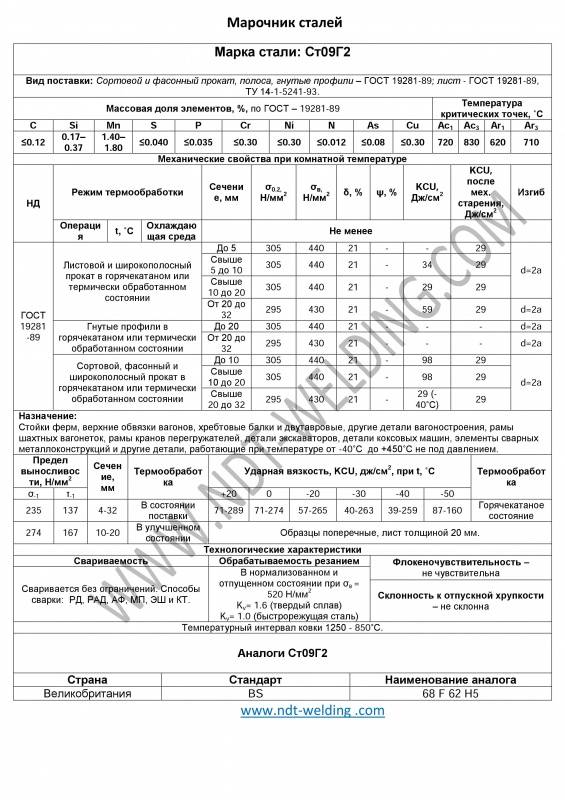
Вид поставки:
- Cортовой прокат в том числе фасонный: ГОСТ 1050-88, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 8240-97, ГОСТ 8239-89.
- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 10702-78.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Лист тонкий ГОСТ 16523-97.
- Лента ГОСТ 6009-74, ГОСТ 10234-77, ГОСТ 103-2006, ГОСТ 82-70.
- Проволока ГОСТ 5663-79, ГОСТ 17305-91.
- Поковки и кованые заготовки ГОСТ 8479-70.
- Трубы ГОСТ 10704-91, ГОСТ 10705-80, ГОСТ 8731-74, ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 5654-76, ГОСТ 550-75.
| Зарубежные аналоги марки стали 20 | |
| США | 1020, 1023, 1024, G10200, G10230, H10200, M1020, M1023 |
| Германия | 1.0402, 1.0405, 1.1151, C22, C22E, C22R, Ck22, Cm22, Cq22, St35, St45-8 |
| Япония | S20C, S20CK, S22C, STB410, STKM12A, STKM12A-S, STKM13B, STKM13B-W |
| Франция | 1C22, 2C22, AF42, AF42C20, C20, C22, C22E, C25E, XC15, XC18, XC25 |
| Англия | 050A20, 055M15, 070M20, 070M26, 1449-22CS, 1449-22HS, 1C22, 22HS, 430, C22, C22E |
| Евросоюз | 1.1151, 2C22, C20E2C, C22, C22E |
| Италия | C18, C20, C21, C22, C22E, C22R, C25, C25E |
| Бельгия | C25-1, C25-2 |
| Испания | 1C22, C22, C25k, F.112, F.1120 |
| Китай | 20, 20G, 20R, 20Z |
| Швеция | 1450 |
| Болгария | 20, C22, C22E |
| Венгрия | A45.47, C22E |
| Польша | 20, K18 |
| Румыния | OLC20, OLC20X |
| Чехия | 12022, 12024 |
| Австралия | 1020, M1020 |
| Швейцария | Ck22 |
| Юж.Корея | SM20C, SM20CK, SM22C |
Особенности термообработки стали 20Х13
Марка стали 20х13 по причине высокой концентрации углерода и хрома сложна при сварке, структура может быть улучшена при закалке и отпуске. Термообработка проводится с учетом следующих моментов:
- Из-за высокой жаропрочности закалка проводится при температуре около 1100 градусов Цельсия. Эта технологическая особенности определяет трудности, возникающие при обработке сплава в домашних условиях. Только при наличии специального оборудования можно провести разогрев заготовки до требуемой температуры.
- Ковка выполняется при температуре 780 градусов Цельсия. При этом нагрев проводится постепенно, что позволяет исключить вероятность возникновения структурных деформаций при пластичной деформации.
- Отжиг считается смягчающим типом обработки металла. Рекомендуемый показатель температуры составляет 800 градусов Цельсия. Охлаждение проводится периодически, что позволяет повысить качество сплава.
- После закалки охлаждение проводится в самой различной среде. В последнее время устанавливаются высокие стандарты качества, что определило применение масла в качестве охлаждающей жидкости. Подобная технология охлаждения характеризуется довольно большим количеством особенностей. К примеру, свойства масла обеспечивают равномерное снижение температуры даже объемных заготовок, но при определенных условиях вещество загорается и образуется едкий дым. Поэтому масляные ванны применяются только в специальных цехах, которые снабжаются системой вентиляции.
При повышении температуры отпуска до 450 градусов Цельсия можно существенно повысить пластичность, но при этом снижается твердость поверхностного слоя. Однако, подобное воздействие приводит к снижению коррозионной стойкости.
https://youtube.com/watch?v=TRpHRWii4_Y
Сварочные работы также характеризуются большим количеством особенностей. Сварка коррозионно-стойкой жаропрочной стали 20х13 проводится с учетом следующей информации:
- Могут применяться самые различные методы: ручная обработка, электродуговая и аргонодуговая в автоматическом режиме.
- В некоторых случаях сварка проводится без предварительного подогрева заготовки. Для того чтобы повысить качество сварочного шва проводится дополнительная обработка.
- Для того чтобы повысить качество шва выполняется нагрев металл до 300 градусов Цельсия. Дополнительная обработка предусматривает отжиг, который снижает все внутренние напряжения. Часто именно внутреннее напряжение приводит к появлению структурных или поверхностных трещин, а также других дефектов.
Предварительные нагрев рекомендуется проводить в случае, когда толщина свариваемой стали более 10 мм. В подобных случаях высокая концентрация хрома и углерода сказывается негативно на свойствах стали 20×13.

Нержавеющая проволока 20Х13
Свойства сплава определяют его широкое распространение в самых различных отраслях промышленности. Для его применения при изготовлении износостойких деталей может проводится различного рода улучшения. Однако, сложности обработки и изготовления определяют рентабельность при применении только на момент выпуска ответственных деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Состав и структура
Основа — железо. Дополнительные компоненты:
- Углерод (0,2%). От данного компонента зависит прочность, твердость сплава. Чем его больше, тем выше эти показатели, но при этом снижается пластичность.
- Марганец (0,6%). Это сильный раскислитель. При его добавлении снижается количество серы в составе. Увеличивает показатель прочности, износоустойчивости у поверхности структуры сплава. Улучшает ковку, сварку металла.
- Кремний (0,35%). Сильный раскислитель. Добавляется для уменьшения содержания азота, кислорода, водорода. Это снижает количество пор, газовых раковин, которые негативно влияют на прочность.
- Медь (0,3%), хром (0,2%), никель (0,3%). Эти компоненты нужны для повышения устойчивости к образованию ржавчины, увеличения механической стойкости.
- Сера (0,04%), фосфор (0,035%). Вредные компоненты, которые ухудшают его технические характеристики, свойства.
От количества дополнительных компонентов зависят свойства, параметры готовой продукции. Для их изменения состав может насыщаться разными легирующими добавками.



Медная проволока
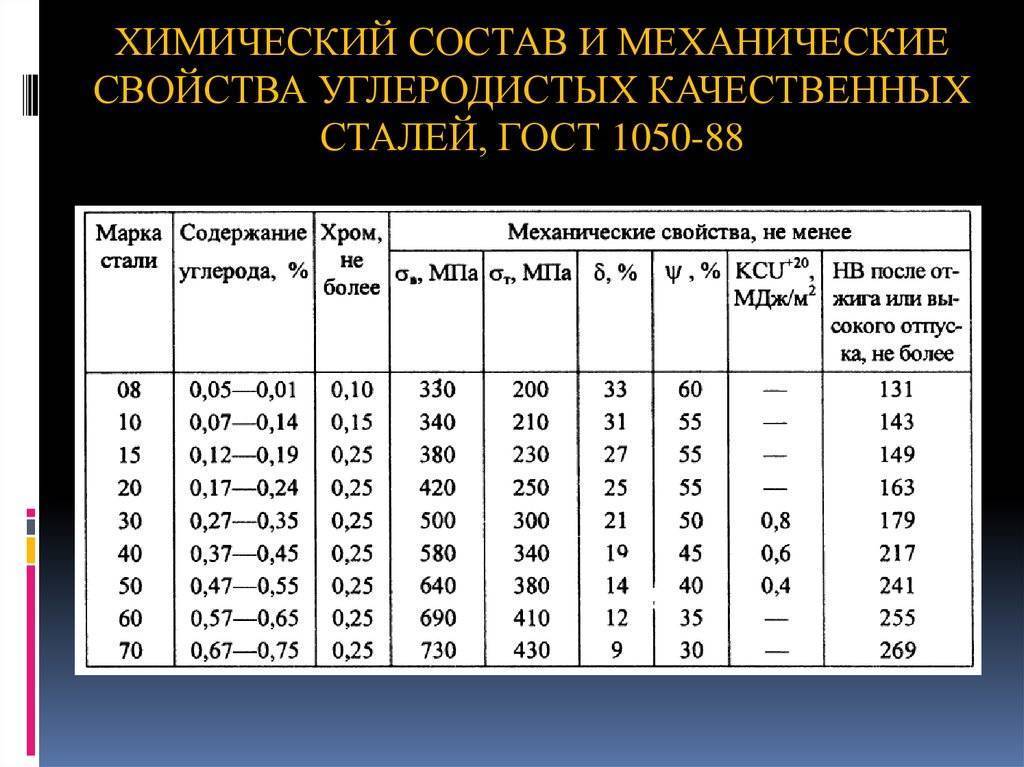
Массовая доля элементов стали 20 по ГОСТ 1050-2013
| C (Углерод) | Si (Кремний) | Mn (Марганец) | P (Фосфор) | S (Сера) | Cr (Хром) | Ni (Никель) | Cu (Медь) | Fe (Железо) |
| 0,17 — 0,24 | 0,17 — 0,37 | 0,35 — 0,65 | < 0,03 | < 0,035 | < 0,25 | < 0,30 | < 0,30 | остальное |
Если массовая доля алюминия не менее 0,02 или вводятся по отдельности или в любом сочетании Ti, V, Nb, Al (Ti + V + Nb + Al < 0,015), то содержание азота не нормируется. Допускается снижение уровня содержания кремния при применении других раскислителей, например, Al, Ti, V, Nb. Допускается снижение уровня содержания марганца при удовлетворении всех требований к механическим свойствам.
Сталь 20Х13 – хромистая нержавеющая — Литейные заводы России
Классификация хромистых нержавеющих сталейСталь 08Х13Сталь 12Х13Сталь 30Х13
Сталь 40Х13
Применение стали 20Х13
Сталь 20Х13 применяют при изготовлении изделий для работы в слабоагрессивных средах:
- атмосферные условия, кроме морских;
- водные растворы солей органических кислот при комнатной температуре;
- растворы азотной кислоты слабой и средней концентрации при умеренных температурах и др.
Сталь 20Х13 используют в тех случаях, когда изделия должны обладать достаточно высокой прочностью, а также высокой пластичностью и вязкостью. Сталь 20X13 удовлетворительно сваривается.
Сталь 20Х13 применяют также в качестве жаропрочного материала при температурах до 450-550 °С и в качестве жаростойкого — до 700 °С.
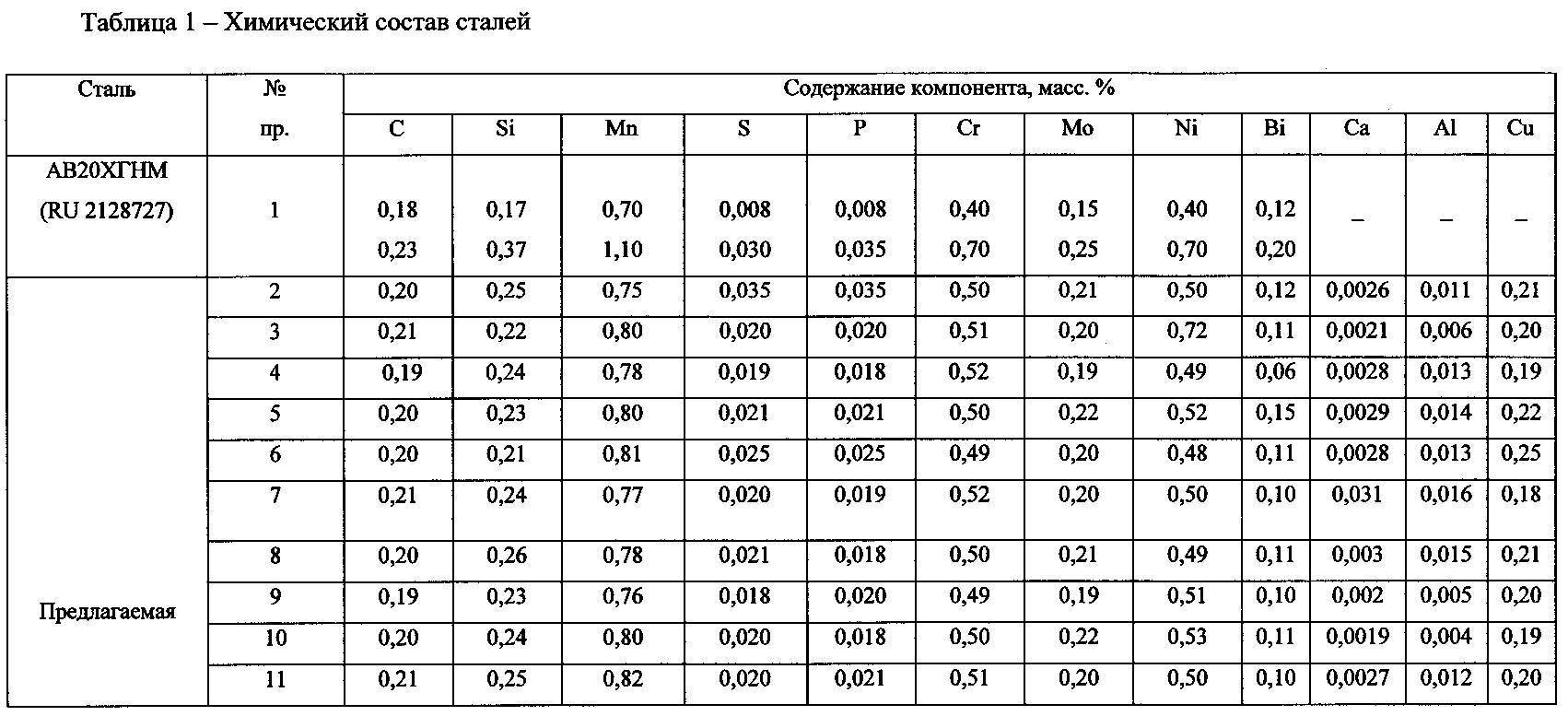
Химический состав стали 20Х13
Сталь 20Х13 входит в стали типа Х13 вместе со сталями 08Х13, 12Х13, 30Х13 и 40Х13. Занимает свой интервал по содержанию углерода — от 0,16 до 0,25 %, количества остальных легирующих элементов и примесей — такие же, как и у других сталей типа Х13 (таблица 1).
Таблица 1 — Химический состав стали 20Х13 по ГОСТ 5632-72
Класс стали 20Х13 по ГОСТ 5632-72
По классификации ГОСТ 5632-72 сталь 20Х13 относится к мартенситному классу.
Превращения и микроструктура стали 20Х13
- При нагреве отожженной стали 20Х13 полиморфное альфа-гамма превращение в ней происходит в интервале температур от 820 °С (Ас1) до 950 °С (Ас3). Температура точки Аr1 составляет 780 °С.
- При изотермической выдержке или медленном охлаждении в интервале 800-550 °С аустенит распадается феррито-карбидную смесь.
Эта феррито-карбидная смесь состоит из высокохромистого феррита и карбида типа Cr23C6.
При быстром охлаждении стали 20Х13 в ней происходит мартенситное превращение. Температура начала мартенситного превращения — 220 °С.
- С повышением температуры отпуска происходит значительное снижение прочности с увеличением пластичности, а также снижение коррозионной стойкости.
Сортамент стали 20Х13
Из стали 08Х13 производят следующую продукцию:
- лист толстый по ГОСТ 7350-77;
- лист тонкий по ГОСТ 5582-75;
- лента и подкат по ГОСТ 4986-78;
- сортовой прокат по ГОСТ 5949-75;
- трубы горячедеформированные по ГОСТ 9940-81;
- трубы холоднодеформированные и теплодеформированные по ГОСТ 9941-81;
- проволока по ГОСТ 18143-72.
Механические свойства стали 20Х13
Механические свойства стали 20Х13 в различных видах продукции представлено в таблице 2.
Таблица 2 — Механические свойства стали 20Х13 при 20 °С
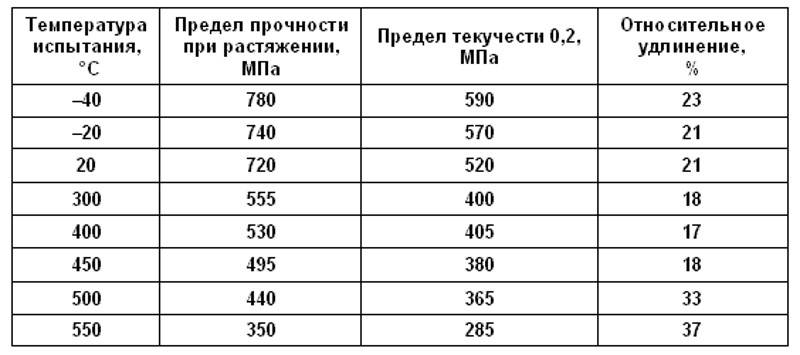
Влияние понижения и повышения температуры на механические свойства прутка из стали 20Х13 после нормализации с 1000-1020 °С и отпуска при 730-750 °С показано в таблице 3.
Таблица 3 — Механические свойства стали 20Х13при низких и повышенных температурах
Коррозионная стойкость стали 20Х13
Сталь 20Х13 обладает высокой стойкостью в атмосферных условиях (кроме морской атмосферы), речной и водопроводной воде.
Специальные свойства стали 20Х13
Для деталей, работающих при повышенных температурах длительное время, предельная рабочая температура составляет 450-475 °С, при кратковременной работе — 500-550 °С.
Плотность стали 20Х13 — 7,76 г/см3.
Термическая обработка сварных швов стали 20Х13
После сварки проводят отпуск сварных соединений или изделий. Температура отпуска зависит от уровня требуемых механических свойств. Чаще всего применяют отпуск при 680-760 °С.
Технологические параметры стали 20Х13
Сталь 20Х13 имеет хорошую технологичность при горячей пластической деформации. Температурный интервал горячей пластической деформации составляет от 1100 до 875-950 °С. Нагрев под прокатку и ковку до 780 °С проводят медленно. После горячей деформации применяют медленное охлаждение.
Для стали 20Х13 обычно применяют смягчающий отжиг при 750-800 °С с охлаждением в печи до 500 °С. Окончательная термическая обработка – закалка с 950-1000 °С с охлаждением в масле или на воздухе и отпуск на заданную твердость и коррозионную стойкость.








Характеристики
Химсостав стали 65Х13, который установлен в соответствии с техническими требованиями ГОСТ 5632-72:
- Углерод, % — от 0,60 до 0,70;
- Кремний, % — от 0,20 до 0,50;
- Марганец, % — от 0,25 до 0,80;
- Хром, % — от 12,0 до 14,0.
- Железо – основа.
Процентное содержание неизбежных металлургических примесей отвечает нормам, установленным для сталей обыкновенного качества: по фосфору – не выше 0,030%, по сере – не выше 0,025%.
Прочие добавки ГОСТ не регламентирует, хотя во многих партиях может присутствовать незначительный процент молибдена (до 0,75%) и селена (до 0,5%). На характеристики стали они не влияют, и в химсоставе не отражаются. Вместе с тем отсутствие никеля ухудшает стойкость 65Х13 к внецентренным нагрузкам, что ограничивает область её рационального применения.
Физико-механические характеристики
Определяются при комнатной температуре относительно материала, прошедшего прокатку и не подвергавшегося термической обработке:
- Плотность, кг/м3 – 7650;
- Предел временного сопротивления, МПа – 820;
- Предел текучести, МПа – 620;
- Относительное удлинение, % — 12,5…20,0 (зависит от наличия/отсутствия предварительного отжига);
- Модуль Юнга, МПа – 2140;
- Твёрдость по Бринеллю, НВ – не более 297.
В качестве дополнительных характеристик иногда используют предел прочности на сдвиг (860 МПа) и коэффициент относительного удлинения при комнатной температуре (11,6×10-6 град-1).
Условия получения
Выплавку 65Х13 для получения заданных свойств и характеристик рекомендуется выполнять в электродуговых печах, либо по технологии электрошлакового переплава. Последний вариант распространён для небольших партий продукции.
Термообработка
Рекомендованные режимы:
- — с целью снижения твёрдости – нагрев от 650 до 750С с последующим медленным охлаждением (нижнее значение температуры принимают при обработке в камерных, а верхний – в проходных печах);
- — для рекристаллизационного отжига на структуру зернистого перлита (обеспечивает повышенную равномерность структуры и свойств) – 680…730С;
- — для улучшения деформируемости перед ковкой – отпуск при 730…750С с последующим замедленным охлаждением.
Закалка стали на мартенсит, аустенит и первичные карбиды осуществляется посредством нагрева заготовки до 1040…1050С с охлаждением в масле и последующим отпуском. Твёрдость после закалки – 52…55 HRC, она сохраняется до температур 300…350С. С дальнейшим повышением температуры твёрдость снижается из-за перехода части хрома в состав твёрдого раствора.
Из-за малых температурных интервалов термообработки её не рекомендуется производить в кустарных условиях.
Технологические свойства
Сталь 65Х13 допускает только горячую пластическую деформацию (холодная возможна только после предварительного отжига). Механическая обработка – удовлетворительная, в качестве материала режущего инструмента используется твёрдый сплав или быстрорежущая сталь.
Теплостойкость и устойчивость от образования окалины сохраняются до температур 350…400С. Материал устойчив от действия слабоагрессивных химических сред, однако при повышенной температуре, в присутствии серной или соляной кислот начинает окисляться.
65Х13 склонна к обезуглероживанию при нагреве, поэтому, согласно требованиям ГОСТ 1763-88, глубина обезуглероженного слоя не может превышать 0,08 мм.
Выпуск стали

Однако в своем первозданном виде сталь не очень-то пригодна для применения, поэтому на металлургических заводах проводят не только выплавку сплава, но и придают ему определенную форму. Таким образом можно достичь сразу несколько целей:
- Формованную сталь легче складировать.
- Ее намного легче транспортировать.
- Покупатели заранее знают, какой форм-фактор покупаемого изделия им более предпочтителен.
Для стали 20Х13 ГОСТами предусмотрено несколько вариантов формовки:
- Прутки различных калибров.
- Стальная полоса.
- Стальная лента.
- Лист стальной различной толщины.
- Поковка.
- Трубы различных диаметров.
- Проволока стальная.





