

Ножки для стола
Ножки нарезаются из круглой трубы толщиной 5 см (подойдет и из квадратной 5×5 см). Их длина должна быть приблизительно 760 мм. Стойки свариваются по углам к уже готовой столешнице.

Как сделать аппарат точечной сварки — как собрать в домашних условиях своими руками аппарат
Как собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
Какие типы сварочных аппаратов бывают: виды, принципы действия и классификация устройств
После крепления ножек, для усиления прочности и устойчивости конструкции в дополнение делают обвязку по низу стоек. Для этого, отступив от пола приблизительно на 20−30 см, ножки свариваются друг с другом уголком на 3×3 или 4×4 см.

Уголок варится ровной стороной к полу для того, чтобы в получившуюся середину уложить лист из ДСП или толстой фанеры. На получившейся полке хранят оборудование для сварки и прочие необходимые предметы.

Во время крепления ножек к столу важно, чтобы их не перекосило. Соединяются они с рамой точно под прямым углом
При необходимости к стойкам приваривают колесики для возможного передвижения стола и 3-4 крючка для подвешивания кабеля, каких-либо предметов.
Инструкция по изготовлению сварочного стола
Теперь, когда получилось найти размер и собран инвентарь, пришло время сделать сварочный стол своими руками.
Заготовка и раскрой
Чтобы работать было удобнее, лучше заранее напилить все нужные детали, а затем собрать, как конструктов. Здесь будут приведены ориентировочные размеры, которые можно взять за основу или изменить, сохранив пропорции.
Болгаркой или ножовой по металлу нарезаем:
- 4 уголка. Необходимо сечение 2,5х2,5 сантиметра и длина 46. Торцы подрезаются под 45 градусов – это будут боковинки полки.
- 2 полки. Понадобится стальной лист (лучше брать оцинковку или нержавейку) с толщиной 0,3 сантиметра. Нужны 2 одинаковые полки с размерами 45х77. Так делают в промышленных моделях. Но так как это «домашний» стол из профильной трубы, который собирается своими руками, этим параметром можно пренебречь. Подойдет ОСБ или фанера.
- 4 ножки. Часто для ножек берут уголки, но лучше взять профильную трубу. Конструкция будет прочной, но куда легче.Квадратную трубку 3х2 нарезаем на 4 отрезка по 76 сантиметров.
- Стороны каркасов. Из тех же уголков делаем 4 стороны каркаса с длиной 76 сантиметров. Торцы подрезаем под 45 градусов.
- Каркас столешницы. Из профильной трубы 6х25 нужно сделать 2 метровых отрезка и еще 2 по 72 сантиметра.
- Столешница. Понадобится 8 профилей 4х24 длинной 72 сантиметра.
- Колесики. Можно купить в любом строительном магазине. 2 колесика со стопором и 2 без.
- Пояс жесткости. 4 уголка 3х3.
Изготовление столешницы
Здесь очень поможет сварочный магнит. У него есть угол 90 градусов, поэтому работа упростится в разы. Сначала нужно сварить каркас столешницы, причем сделать это под прямым углом.
После необходимо замерить угол. Если везде 90 градусов, то можно варить основное – профили столешницы. Трубы нужно приварить параллельно боковым частям каркаса, а между ними оставить небольшой зазор. Прибегнув к расчетам, получится общее свободное расстояние в 28 сантиметров. Если разделить это число на 8, получится 3,5 сантиметра, которые нужно оставить между профилями.
Изготовление ножек для стола
Чтобы сварочный стол из профильной трубы не шатался, необходимо правильно сварить ножки. Сложного здесь ничего нет, если вы сделали подрезку под 45 градусов. Прихватываем ножки с каркасу с помощью магнитов и угольником добиваемся прямого угла. После ставятся несколько сварных точек.
Теперь еще раз нужно проверить, получилось ли добиться 90 градусов. Если конструкцию не повело (при сварке шов тянет на себя, поэтому могут быть отклонения), стык полностью заваривается и зачищается.
В принципе, если устойчивости добиться не получилось, можно прибегнуть к другой хитрости: к нижнему торцу ножек приваривается толстый квадрат из стального листа. Но это подойдет на случай, если перемещаться сварочный стол не будет.
Пояс жесткости сварочного стола
Стол для сварщика обязан быть устойчивым. Даже прочная сталь будет немного шататься, так как толщина шва тонкая.
Поэтому на каждой ножке нужно сделать отметку в 20-30 сантиметров от пола и приварить там уголок для пояса жесткости. Можно заменить его и на тонкую профильную трубу, чтобы облегчить конструкцию.
Колеса и ручка для перемещения
Стол для сварки, построенный своими руками будет удобнее, если добавить колесики. Причем не обычные мебельные. Они шатаются, быстро сломаются, а неровный пол «убьет» их всего за полгода.
Они бывают на винтовом соединении или сварном. Для первого к торцу приваривается ушко из профильной трубы. Там сверлятся отверстия и винты затягиваются гайками. Если перемещать его будут часто, желательно добавить стопорные шайбы. Колесики можно и приварить. В этом случае они будут несъемными.
Полка для инструментов
Здесь стоит воспользоваться пространством, которое образовалось в поясе жесткости. Можно просто положить туда лист и он никуда не денется. Его будут держать выступы уголка.
Покраска стола
Почти весь металлопрокат делается из нелегированного чермета, который быстро ржавеет. Чтобы привести его в «товарный» вид, нужно действовать по инструкции:
- С металла сбивается вся ржавчина. Можно натереть профили преобразователем ржавчины или воспользоваться наждачкой.
- Теперь абразивом с зернистостью 360 нужно хорошенько натереть все части стола. Так краска лучше пристанет. Если есть доступ к пескоструйной машине – подойдет и она.
- Пришло время грунтовки. Можно взять любую по металлу. Кстати, некоторые грунты можно наносить на ржавчину. В этом случае можно не зачищать.
- Для покраски подойдет любая жаропрочная эмаль. Наносить нужно из краскопульта или аэрозоля.
Подготовительный этап
После знакомства с требованиями по изготовлению я подобрал чертеж на самодельный сварочный стол. Не стал сам заморачиваться с расчетами, благо интернет пестрит разработками от конструкторов.
Когда определился с моделью, приступил к сбору инструментов и материалов, которые понадобятся в работе. Это касается:
инверторного сварочного аппарата;
набора электродов;
средних и больших струбцин из металла;
угловой шлиф машины со шлифовальными дисками;
слесарного молотка с кувалдой;
пассатижей;
электродрели со сверлами по металлу;
средних и больших слесарных тисков;
ножовки по металлу;
зубила;
угольника, уровня, рулетки – измерительного инструментария;
мела, маркеров.

Материалы подбирают, опираясь на выбранный или самостоятельно разработанный чертеж. В любом случае не обойтись без деталей:
профильной трубы и уголков, чтобы изготовить опорные ножки;
стальной пластины с прорезями, которая послужит столешницей, где с помощью отверстий крепят струбцины;
трубы с квадратным или круглым сечением для усиления рабочей поверхности;
по 4 шт. каждого вида уголков 25 х 25 и 25 х 22.5 (см.), со срезами на концах под 45°;
листового железа для устройства защитного экрана;
стальных листов для производства нижних полок;
4 шт. колес с опорной системой по типу тележек в магазинах, но я не рекомендую ставить элементы малой прочности, они могут повлиять на устойчивость стола.
При расчетах и выборе чертежа советую опираться на параметры:
высота сварочного стола примерно равна 90 см;
по ширине рабочее место будет 50 см;
длина столешницы – 55 см.
Чтобы собрать стол для сварки своими руками необходимо предусмотреть каждую мелочь, тогда не придется отвлекаться.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного , могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Сварочный стол из профильной трубы своими руками: пошаговая инструкция
Для лучшего понимания конструкции и особенностей монтажа такого стола предлагаем ознакомиться с поэтапным описанием изготовления сравнительно простой модели с полками и столешницей, набранной из отрезкой профилированной трубы прямоугольного сечения. Помимо фотографий, доступно видео монтажа.










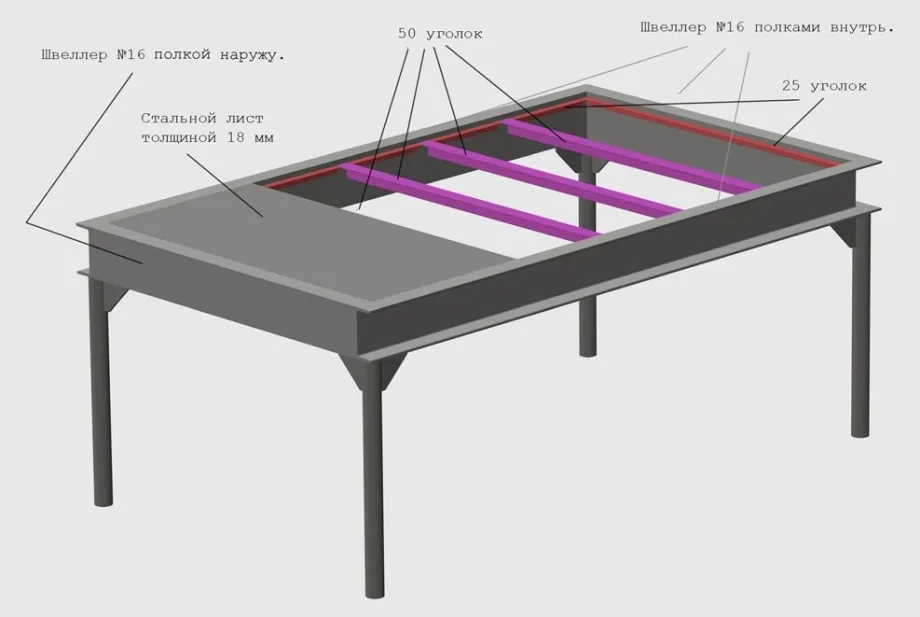
Чертеж рамы.
Эскиз будущей столешницы.
Трубы для столешницы нарезаются любым удобным способом, торцы завариваются пластинами. Обязательны зачистка заусенцев после резки и шлифовка сварных швов.
Крепление подготовленных труб к царге (подстолью) будущего стола.
Готовая столешница.
Вид снизу
Обратите внимание: трубы царги подрезаны по углам и соединены встык
Рама в сборе. Металл отполирован, особенно тщательно в местах сварки.
Соединение рамы и столешницы.
Крепление к раме колес.
Установка полки на нижнюю обвязку рамы. Уголки полки выпилены.
Обшивка боковой поверхности. Полки и боковина крепятся к металлу саморезами через заранее просверленные отверстия.
На верхнюю полку лучше положить металлический лист толщиной 1…3 мм, он защитит ОСБ-плиту от возгорания и загрязнения. По мере надобности можно просто извлечь лист и стряхнуть с него накопившийся мусор и окалину.
Требования к столу для сварки
Любой сварочный стол должен соответствовать ряду простых требований:
- Возможность его заземления (работа ведется чаще всего с электросваркой).
- Использование в конструкции негорючих и стойких к воздействию высоких температур материалов.
- Прочность, способность выдерживать значительный вес (желательно не менее 100-150 кг).
- Наличие над столом стационарной вытяжки или же мобильность конструкции (для работы на свежем воздухе).
- Предусмотренная установка на одной из боковых сторон вентилятора (для выдува из рабочей зоны вредных здоровью сварщика испарений).
- Наличие под столешницей поддона для сбора шлака, опилок и прочего мусора, неизбежно возникающего в работе.
- Место для хранения расходных материалов (электродов, бобин с проволокой) и самого сварочного аппарата.
- Возможность точечного освещения рабочей зоны низковольтным светильником (рекомендуется использование мощных светодиодных ламп).
 Кроме перечисленных можно отдельно упомянуть возможность подъема и опускания столешницы, наличие приспособлений для фиксации ножек стола к полу (например болтовым соединением).
Кроме перечисленных можно отдельно упомянуть возможность подъема и опускания столешницы, наличие приспособлений для фиксации ножек стола к полу (например болтовым соединением).
Но эти два требования не обязательны в случае если изготавливается мобильный сварочный стол своими руками, чертежи которого приводятся ниже в статье.
Минимальная удобная для работы площадь стола составляет 0.8-1 кв. метр. При этом ширина и длина столешницы примерно равны. Наиболее удобная высота колеблется от 70 до 100 см, все зависит от конкретной работы. Именно по этой причине стоит сделать стол с регулятором высоты.
Этапы изготовления
Пошаговая инструкция по изготовлению сварочного стола в домашних условиях состоит из нескольких этапов. Первый блок работ включает сооружение столешницы, второй — ножек, третий — защитного короба. Весь процесс основан на сварке металлических деталей.
Изготовление столика для ноутбука с системой охлаждения своими руками
Рабочая поверхность
Столешница сварочного верстака готовится в два приема: сначала — рама, затем — сама поверхность. Согласно чертежу, из профильной трубы нарезают болгаркой отрезки, необходимые для изготовления рамы. Торцы металлических деталей зачищают от заусенцев. Затем профиль сваривают, выдерживая четкую геометрическую форму.
Далее из профильной трубы или швеллера нарезают внутренние детали, также ориентируясь на чертеж или размер уже готовой рамы. Перед тем как сварить стол, заготовки выкладывают на раму на расстоянии 3–5 см друг от друга. Если это не швеллеры, а профиль, его вставляют внутрь рамы. Детали фиксируют сваркой и зачищают швы. В заключение по бокам конструкции приваривают ручки из закругленной арматуры.
Из профильной трубы нарезать отрезки, необходимые для изготовления рамы
Торцы металлических деталей зачистить от заусенцев
Нарезать внутренние детали, ориентируясь на чертеж или размер уже готовой рамы
Сварить стол, выложив заготовки на раму на расстоянии 3–5 см друг от друга
Зафиксировать детали сваркой и зачистить швы
Ножки
По заданной высоте стола из трубы нарезают четыре стойки. Их приваривают к углам уже готовой столешницы
Важно выдержать точный угол в 90 градусов, иначе конструкция будет неустойчивой. Для этого пользуются угольником
Далее на металлических столах для усиления крепят перекладину. Отступив от конца стоек 20–30 см, приваривают по периметру уголок. Его кладут плоской стороной на внутреннюю часть ножек таким образом, чтобы получилась подставка для полки. При необходимости на низ стоек крепят колесики, а на верхнюю часть — крючки для рабочего инвентаря.
Нарезать четыре стойки из профильной трубы по заданной высоте
Приварить их к углам уже готовой столешницы
Сделать для усиления поперечную перекладину
При необходимости на низ стоек закрепить колесики
Для удобства в комплект к столу можно изготовить полки для инструментов
Защитный короб
На заключительном этапе монтажа для сварочного стола делают специальный монолитный поддон. Для этого из металлического листа вырезают заготовку по размерам, превышающим рабочую поверхность крышки верстака. У выкройки загибают вверх края, чтобы получились невысокие бортики. Защитный короб крепят снизу столешницы под незначительным уклоном. Такой экран выполняет защитную роль во время сварочных работ. В него собираются шлак, окалина. Благодаря этому конструктивному элементу на предметы, лежащие внизу, не попадают искры и мусор.
Сделать монолитный поддон и закрепить его снизу столешницы под незначительным уклоном
Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.










Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной. Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические)
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.
Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Инструменты и материалы
Для изготовления любой из представленных конструкций сварочных столов понадобятся следующие инструменты:
- Инверторный сварочный аппарат и набор электродов к нему (использование полуавтомата не выгодно из-за высокой стоимости проволоки).
- 10-15 металлических струбцин и фиксаторов среднего и большого размера.
- Угловая шлифмашина (УШМ) и набор отрезных и шлифовальных дисков к ней.
- Слесарный молоток и кувалда.
- Пассатижи.
- Электрическая дрель и сверла по металлу к ней.
- Средние и большие слесарные тиски.
- Ручная ножовка по металлу.
- Метчик и зубило.
- Измерительные приспособления — угольник, уровень рулетка
- Мел или белый маркер по металлу
 Кроме инструментов нужно подготовить и материалы. Их количество легко посчитать опираясь на чертеж сварочного стола, но к полученной цифре стоит прибавить 15-20% материала на случай непредвиденных ситуаций (неожиданная порча или поломка деталей):
Кроме инструментов нужно подготовить и материалы. Их количество легко посчитать опираясь на чертеж сварочного стола, но к полученной цифре стоит прибавить 15-20% материала на случай непредвиденных ситуаций (неожиданная порча или поломка деталей):
Металлопрофиль (стоит рассчитывать стол на вес не менее 150 кг, поэтому профиль нужно брать не менее двух дюймов с толщиной стенки около 2,5 мм).
Вместо прямоугольного профиля можно использовать круглого сечения водопроводную или газовую трубу, но работа с ней несколько труднее (сложнее надежно фиксировать при сверлении, к примеру). В конечном счете все зависит от наличия конкретных материалов и бюджета.
Металлический лист — желательно найти лист толщиной не менее 3-4 мм. Оптимально, если в нем будет иметься редкая перфорация (отверстия диаметром 15-20 мм с шагом 50 мм). Можно использовать не цельный лист, а полосы из него.
Металлическая сетка — толщина около 1.5-2 мм, достаточно частая для удержания на ней мелкого инструмента и падающих на нее во время работы кусков шлака, окалины.
Различные метизы (болты, гайки, саморезы)
Болты
Болты Siegmund – изделия с запатентованным механизмом и внушительным набором достоинств:
- увеличение зажимной силы;
- простота использования благодаря тому, что между рукояткой и заготовкой остаётся достаточно пространства;
- удобная рукоятка за счёт максимально оптимизированной поверхности;
- площадь в области отверстий после закалки дополнительно корректируется, что даёт максимальную точность;
- очень прочный корпус из закаленной высоколегированной стали;
- нет необходимости использовать уплотнительное кольцо, так как внутреннее трение сведено к минимуму;
- зажим по принципу рычага благодаря шарикам-фиксаторам (часто возможен зажим рукой);
- большая поверхность прижима;
- оптимальное распределение нагрузки благодаря опоре на три шарика.
Необходимые материалы и инструменты
Для создания сварочного стола своими руками понадобятся стандартный набор инструментов и надежные материалы. Последние должны отвечать правилам противопожарной безопасности. Для работы подготавливают:
- аппарат для сварки;
- болгарку;
- пассатижи;
- рулетку;
- молоток;
- угольник.
Болгарку можно заменить ножовкой по металлу. Для прорисовки линий и отметок в комплект включают мел. Для изготовления полноценной модели понадобятся также струбцины, зажимы и магнитное основание для удержания мелких деталей.
Чтобы сварить стол из металла, необходим материал, не подвергающийся действию сварочного луча и выдерживающий большие весовые нагрузки. Раму делают из профиля размером 60 × 40 × 2 мм, а рабочую поверхность — из аналога с параметрами 30 × 30 × 1,2 мм. Для работы подходит также швеллер П-образной конфигурации. Для поддона заготавливают металлический лист.
Если ножки будут изготовлены из профильной трубы, ее следует подбирать по сечению. Оно должно быть минимум 60 × 60 × 2 мм. Для стоек подходит уголок 63 × 63 × 4 мм, а для обвязки ножек — уголок 30 × 30 или 40 × 40 мм. Если стол предполагается переставлять, также заготавливают колесики или ручки, для которых подойдут скобы или арматура. Для крючков понадобятся гвозди или проволока, для полки или тумбочки — фанера или ДСП.

Сварочный аппарат

Болгарка

Пассатижи

Рулетка

Молоток

Угольник
Изготовление сварочного стола
За пример изготовления можно взять конструкцию для производства сварочных работ, изготовленную из металлических профилированных труб и стального уголка. Естественно, что при изготовлении можно использовать другие размеры, материалы и менять геометрические формы самого стола.
Изготовление столешницы
Столешницу не рекомендуется делать из сплошного полотна. Ее поверхность сварена из профильной трубы 60×40×2 мм (по периметру). Внутренняя решетка изготавливается из профиля сечением 30×30×1,2 мм (вместо них может использоваться 8 или 10 швеллер).
Заготовки труб нарезаются с помощью болгарки, а торцы зачищаются от заусениц. В первую очередь варится наружная рама, которая должна иметь четко одинаковые диагонали.
Внутренние профили вырезаются по проему изготовленной рамы и вставляются в ее середину (швеллера укладываются на раму) на расстоянии 30-50 мм друг от друга, после чего все сварные швы зачищаются болгаркой.
Ручки для конструкции сварочного стола могут понадобиться для удобства его перестановки на новое место. Они изготавливаются из круглой арматуры диаметром 12−14 мм, имеют П-образную форму и привариваются с обеих сторон книзу столешницы.
Ножки для стола
Четыре ножки для стола вырезаются из круглой трубы диаметром 50 мм (можно из квадратной трубы 50×50 мм). Их длина должна примерно составлять около 760 мм. Вырезанные стойки привариваются по углам ранее изготовленной крышки стола.
После того как ножки приварятся к столешнице, для усиления жесткости всей конструкции делается дополнительная обвязка по нижней части стоек. Для этого, отступив от нижнего конца стоек примерно 200−300 мм, ножки свариваются между собой уголком сечением 30×30 или 40×40 мм. Уголок варится плоской стороной в сторону нижней части стоек. В середину уголка будет уложена полка из ДСП или толстой фанеры для хранения различного сварочного инструмента и самого аппарата.
Во время приваривание ножек к крышке стола важно не допустить их перекоса. Они должны стыковаться с рамой четко под 90 градусов
Чтобы обеспечить такой ровный угол, необходимо использовать металлический угольник и рулетку.
К стойкам желательно приварить колесики для удобства перемещения стола, но это только в том случае, когда его приходится часто перекатывать. Если он будет стоять стационарно, их лучше не использовать, так как при работе стол будет неустойчив, и нужно будет делать дополнительное тормозное крепление для колес.





К стойкам стола приваривается несколько крючков для хранения сварочного кабеля, держателя других приспособлений. Они делаются из гладкой проволоки диаметром 6−8 мм или обычных гвоздей длиной 100−150 мм. Гвозди просто загибаются и привариваются с наружной стороны стоек.
Защитный короб
Короб приваривается под столешницей к стойкам под небольшим уклоном. Изготавливается из металлического листа и имеет небольшие бортики. Его функция заключается в сборе мелкого мусора, окалины и шлака, сбитого со сварных швов. При этом он защищает от попадания этих же отходов на инструменты и приспособления, которые расположены на нижней полке, уложенной на обвязке стоек.
Инструменты лучше всего хранить в специальном ящике, сделанном из ДСП или листового металла. Лучше всего, если вместо него будет изготовлена тумбочка с несколькими полками, по которым можно рассортировать инструмент.
Пошаговая инструкция по изготовлению столика-тележки для сварки
1. Изготовление верхней крышки стола. Металлический стол для сварочных работ оборудован решетчатой крышкой, которая изготовлена из профилированной трубы сечением 50х50 мм (для крайней рамки) и 30х30 мм для внутренней решетки. Труба нарезается по размеру болгаркой. Подготовленные элементы соединяются при помощи сварки. Внешний пояс крышки состоит из профиля 50х50 мм, который сварен в прямоугольник с учетом проектных размеров. Внутреннее пространство заполняется профилем 30х30 мм. Трубы привариваются через 30-50 мм, образуя решетку. Сварочные швы обязательно зачищаются болгаркой.
2. Изготовление ножек для стола. Ножки для сварочной тележки можно изготовить из круглой трубы сечением 25х25 мм или 30х30 мм. В случае отсутствия данных размеров допускается использование 20х20 мм. Материалы нарезаются по размеру (780 мм). Всего потребуется 4 металлических ножки. Нарезанные элементы привариваются к готовой крышке по четырем углам.
Важно! Во время сваривания ножек с крышкой важно контролировать перекос. Чтобы получить максимально устойчивый столик необходимо обеспечить ровные углы установки и расположение стоек
Рекомендуется пользоваться угольником и рулеткой.
3. Дополнительный пояс жесткости для стола. Металлическая тележка для сварочного аппарата должна быть максимально жесткой и прочной. Для этого необходимо изготовить дополнительный пояс жесткости, который будет расположен на высоте 200-300 мм от уровня пола по стойкам. Усилители изготавливаются из уголка 30х30 мм, который разворачивается острым углом наружу. Элементы привариваются по кругу, чтобы связать все 4 стойки. При необходимости можно дополнительно зачистить все сварочные швы.
4. Изготовление ручки для подъема и транспортировки. Рукоятка необходима, чтобы удобно транспортировать стол в любое указанное место. Для ручки можно использовать металлический пруток или арматуру сечением 8-10 мм
Важно изначально придать нужную форму для элемента. В дальнейшем, как видно на видео готовая рукоятка приваривается к несущей раме верхней крышки
Приваривать ручку необходимо снизу, чтобы в дальнейшем избежать неудобств в ходе эксплуатации столика.
5. Крючки для сварочного оборудования или кабелей. Боковые крюки необходимы для удобной фиксации толстого кабеля, держателей или хранения любого другого инструмента для сварки. Крючки можно изготовить из обыкновенного гвоздя 100-150 мм. Для этого достаточно придать нужную форму гвоздям и приварить их к несущим ножкам с наружной стороны.
6. Колеса для перемещения. Колесики необходимы для более удобного передвижения столика в удобное место. Всего потребуется 2 колеса в сборе с крепежными механизмами. Наиболее предпочтительнее использовать небольшие детали от магазинной тележки или аналогичного оборудования. Перед установкой верхнюю часть фиксирующего механизма с гайкой следует прикрепить к стойкам при помощи сварки. Далее на приваренную гайку накручиваются колеса.
Важно! Приваривать крепежные гайки для колес следует с учетом горизонтали. Детали должны быть на одном уровне.. 7
Ниша для инструментов. Нишу следует изготавливать из фанеры, ДСП или ОСБ плиты. При необходимости можно использовать цельный лист металла. Материал нарезается по размеру при помощи лобзика и устанавливается на уголки в нижней части стола
7. Ниша для инструментов. Нишу следует изготавливать из фанеры, ДСП или ОСБ плиты. При необходимости можно использовать цельный лист металла. Материал нарезается по размеру при помощи лобзика и устанавливается на уголки в нижней части стола.
8. Защитный кожух от мусора и окалины. Для изготовления можно использовать обыкновенный лист металла любой толщины с загибом по краю. Предварительно к несущим ножкам приваривается металлический пруток 8-10 мм, при этом одна сторона должна быть выше другой, чтобы создать требуемый уклон. Вырезанный лист металла устанавливается на прутки.
Готовый стол можно покрасить обыкновенной малярной краской по металлу. При необходимости изготавливаются дополнительные ящики для инструментов из дерева.
Просмотреть детальные фото или инструкцию как сделать сварочный стол своими руками можно на нашем сайте.
Полезные советы при работе за сварочным столом
Специальность сварщика относится к категории вредных профессий, так как он повергается:
- воздействию высокой температуры;
- опасности от разлёта брызг расплавленного металла;
- высокоинтенсивному ультрафиолетовому облучению;
- возможности поражения электротоком;
- риску пострадать от падения деталей.
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
- помещение для работы должно быть оборудовано эффективной приточно-вытяжной вентиляцией;
- приступая к работе необходимо убедиться в отсутствии повреждений оборудования и изоляции, проверить насколько надёжны контактные соединения;
- в процессе выполнения работы пользоваться сварочной маской, респиратором, защитными перчатками с крагами, одеждой и обувью из огнеупорного материала;
- недопустимо загромождать стол для сварочных работ и подходы к нему посторонними предметами;
- запрещена работа с неприспособленных опор;
- детали, предназначенные для сварки, должны крепиться специальными приспособлениями;
- при работе в помещениях, где хранятся горюче-смазочные и легковоспламеняющиеся материалы расстояние до них от рабочей зоны должно быть не менее 5 м.
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей.





