

Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
Иногда для производства могут использовать другие материалы, например, пластик высокого качества. В качестве материала может использоваться дерево, чаще всего при изготовлении мебели.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Скачать ГОСТ 8787-68
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
Иногда для производства могут использовать другие материалы, например, пластик высокого качества. В качестве материала может использоваться дерево, чаще всего при изготовлении мебели.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.

Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Определение указанных соединений
Как уже было сказано выше, шпонки в основном изготавливаются из качественных и прочных сталей среднеуглеродистых (55, 50, 45). Для повышения прочности данной детали заготовки для них обычно подвергаются термической обработке, которая улучшает их качество.
Когда разрабатывают шпоночное соединение, чертеж которого предварительно составляют, то высоту и ширину данной детали используют по стандарту ГОСТ 2336–7, учитывая при этом диаметр используемого вала. В данном случае ничего нет сложного. Длину шпонки берут в зависимости от используемой ступицы. Сравнивают это с нормами соответствующего стандарта. Правильность выбора определенных параметров шпонки проверяют, применяя немаловажный расчет шпоночного соединения на прочность. В данном вычислении нет ничего сложного. Например, условием прочности в данном случае является следующая формула:
σсм = F1/ Асм ≤ .
Здесь F1 – параметр окружной силы на шкиву (Н). Асм является площадью смятия (мм²). Определяется данное значение следующей формулой: (0,94h-t1)lp.
В данном случае lp=l-в является рабочей длиной шпонки с торцами скругленными. Измеряется данный параметр в миллиметрах. l – это полная шпоночная длина.
Значения в, h, t1 являются стандартными размерами по ГОСТ 23360 – 78.
– параметр допускаемого напряжения на смятие (Н/мм²). При использовании чугунной ступицы принимается в определенном пределе: 55…95 Н/мм².
Рабочую длину шпонки рассчитывают следующим образом:
lp=32 – 6 = 26 мм.
Определение площади смятия:
Асм = (0,94·6 – 3,5)·26 = 55,64 мм².
Величину F1 принимаем по полученным измерениям. В данном случае F1=1200 H.
В результате этого вычисление расчетного напряжения будет выглядеть так:
σсм = 1200/55,64 = 21,56 Н/мм².
Это указывает на выполнение условия прочности:
σсм = 21,56 < ( 55…95 Н/мм²).
Размеры шпоночного материала
При производстве проводится учет размеров шпоночного материала. В большинстве случаев на производственную площадку поставляется пруток. Длина его может составлять около 1000 миллиметров, в некоторых случаях выпуск проводится под заказ. Наиболее распространены следующие размеры шпонки:
- 4×4.
- 5×5.
- 22×22.
- 25×25.
- 32×18.
- 40×40.
Не стоит забывать о том, что от размера зависит и вес. Кроме этого, при производстве изделий определенных размеров применяются различные сплавы. Размер соединительного элемента выбирается в зависимости от того, какая будет оказываться нагрузка. Кроме этого, на размер оказывает влияние габариты соединяемых изделий.
Не допускается использование изделия с явными внешними дефектами. Даже незначительные поверхностные трещины становятся причиной существенного снижения надежности соединения.
На момент выпуска продукта проводится контроль качества при применении несколько различных методов, среди которых также визуальный осмотр.
От области применения рассматриваемого изделия во многом зависит и форма. Выделяют следующие виды:
- Клиновые.
- Призматические.
- Сегментные.
- Тангенциальные.
- Цилиндрические.
Сталь характеризуется достаточно высокой податливостью к механической обработке. В большинстве случае изделие получают из заготовки, в качестве которой выступает пруток.
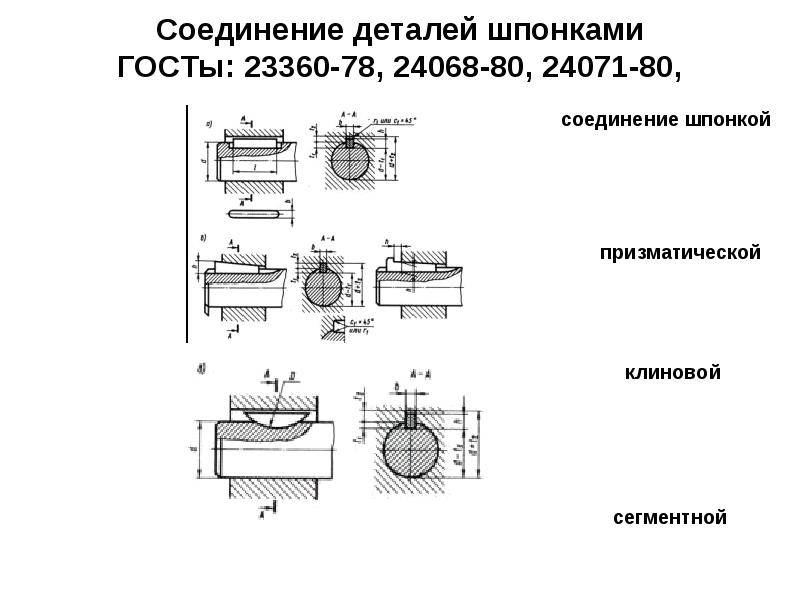
Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки. ГОСТ 23360-78. Взамен ГОСТ 8788-68.
- 1. Настоящий стандарт распространяется на шпоночные соединения с призматическими шпонками и устанавливает размеры и предельные отклонения размеров призматически× шпонок и соответствующи× им шпоночны× пазов на вала× и во втулка×.
- Стандарт полностью соответствует СТ СЭВ 189—79.
- Стандарт соответствует рекомендации ИСО/Р 773—69.
- 2. Размеры шпонок и и× предельные отклонения должны соответствовать указанным на черт. 1 и в табл. 1.
Черт. 1
| Ширина, (пред. откл. h9), мм | Высота (пред. откл. h11; h9), мм | Размер фаски или радиус r, мм | Длина (пред. откл. h14), мм | ||
|---|---|---|---|---|---|
| не более | не менее | от | до | ||
| 2 | 2 | 0,25 | 0,16 | 6 | 20 |
| 3 | 3 | 6 | 36 | ||
| 4 | 4 | 8 | 45 | ||
| 5 | 5 | 0,40 | 0,25 | 10 | 56 |
| 6 | 6 | 14 | 70 | ||
| 7 | 7 | 16 | 63 | ||
| 8 | 7 | 18 | 90 | ||
| 10 | 8 | 0,60 | 0,40 | 22 | 110 |
| 12 | 8 | 28 | 140 | ||
| 14 | 9 | 36 | 160 | ||
| 16 | 10 | 45 | 180 | ||
| 18 | 11 | 50 | 200 | ||
| 20 | 12 | 0,80 | 0,60 | 56 | 220 |
| 22 | 14 | 63 | 250 | ||
| 24 | 14 | ||||
| 25 | 14 | 70 | 280 | ||
| 28 | 16 | 80 | 320 | ||
| 32 | 18 | 90 | 360 | ||
| 36 | 20 | 1,20 | 1,00 | 100 | 400 |
| 40 | 22 | 100 | 400 | ||
| 45 | 25 | 110 | 450 | ||
| 50 | 28 | 125 | 500 | ||
| 56 | 32 | 2,0 | 1,6 | 140 | 500 |
| 63 | 32 | 160 | 500 | ||
| 70 | 36 | 180 | 500 | ||
| 80 | 40 | 3,00 | 2,50 | 200 | 500 |
| 90 | 45 | 220 | 500 | ||
| 100 | 50 | 250 | 500 |
Примечания:
1. У шпонок с высотой от 2 до 6 мм предельные отклонения высоты соответствуют h9. 2. Допускается применять шпонки длиной, вы×одящей за указанные пределы диапазонов длин. При этом длины свыше 500 мм следует выбирать из ряда Ra20 по ГОСТ 6636-69. 3. Наименьшая фаска и радиус даны для ответственны× шпоночны× соединений. 4. Допускается по заказу потребителя изготовлять шпонки высотой от 2 до 6 мм с предельными отклонениями по h11. 5. Шпонки 7×7 мм и 24×14 мм допускается применять только для крепления режущего инструмента.
Пример условного обозначения шпонки
исполнения 1, размерами b=18 мм, h=11 мм, l=100 мм:
Шпонка 18×11×100 ГОСТ 23360-78 То же, исполнения 2:
Шпонка 2-18×11×100 ГОСТ 23360-78
| Диаметр вала d | Сечение шпонки b×h | Шпоночный паз | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ширина b | Глубина | Радиус закругления r2 или фаска s1×45° | ||||||||||
| Свободное соединение | Нормальное соединение | Плотное соединение | Вал | Втулка | ||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (Js9) | Вал и втулка (Р9) | Номин. | Пред. откл. | Номин. | Пред. откл. | Не более | Не менее | ||
| От 6 до 8 | 2×2 | +0,025 | +0,060 +0,020 | -0,004 -0,029 | +0,012 -0,012 | -0,006 -0,031 | 1,2 | +0,1 | 1,0 | +0,1 | 0,16 | 0,08 |
| Св. 8 до 10 | 3×3 | 1,8 | 1,4 | |||||||||
| Св. 10 до 12 | 4×4 | +0,030 | +0,078 +0,030 | 0 -0,030 | +0,015 -0,015 | -0,012 -0,042 | 2,5 | +0,1 | ||||
| Св. 12 до 17 | 5×5 | 3,0 | 2,3 | 0,25 | 0,16 | |||||||
| Св. 17 до 22 | 6×6 | 3,5 | 2,8 | |||||||||
| Св. 22 до 30 | 7×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | +0,018 -0,018 | -0,015 -0,051 | 4,0 | +0,2 | 3,3 | +0,2 | ||
| 8×7 | 5,0 | 3,3 | ||||||||||
| Св. 30 до 38 | 10×8 | 5,0 | 3,3 | 0,4 | 0,25 | |||||||
| Св. 38 до 44 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | +0,021 -0,021 | -0,018 -0,061 | 5,0 | 3,3 | ||||
| Св. 44 до 50 | 14×9 | 5,5 | 3,8 | |||||||||
| Св. 50 до 58 | 16×10 | 6,0 | 4,3 | |||||||||
| Св. 58 до 65 | 18×11 | 7,0 | 4,4 | |||||||||
| Св. 65 до 75 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | +0,026 -0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | ||
| Св. 75 до 85 | 22×14 | 9,0 | 5,4 | |||||||||
| Св. 85 до 95 | 24×14; 25×14 | 9,0 | 5,4 | |||||||||
| Св. 95 до 110 | 28×16 | 10,0 | 6,4 | |||||||||
| Св. 110 до 130 | 32×18 | +0,062 | +0,180 +0,080 | 0 -0,062 | +0,031 -0,031 | -0,026 -0,088 | 11,0 | 7,4 | ||||
| Св. 130 до 150 | 36×20 | 12,0 | +0,3 | 8,4 | +0,3 | 1,0 | 0,7 | |||||
| Св. 150 до 170 | 40×22 | 13,0 | 9,4 | |||||||||
| Св. 170 до 200 | 45×25 | 15,0 | 10,4 | |||||||||
| Св. 200 до 230 | 50×28 | 17,0 | 11,4 | |||||||||
| Св. 230 до 260 | 56×32 | +0,074 | +0,220 +0,100 | 0 -0,074 | +0,037 -0,037 | -0,032 -0,106 | 20,0 | 12,4 | 1,6 | 1,2 | ||
| Св. 260 до 290 | 63×32 | 20,0 | 12,4 | |||||||||
| Св. 290 до 330 | 70×36 | +0,074 | +0,220 +0,100 | 0 -0,074 | +0,037 -0,037 | -0,032 -0,106 | 22,0 | 14,4 | ||||
| Св. 330 до 380 | 80×40 | 25,0 | 15,4 | 2,5 | 2,0 | |||||||
| Св. 380 до 440 | 90×45 | +0,087 | +0,260 +0,120 | 0 -0,087 | +0,043 -0,043 | -0,037 -0,124 | 28,0 | 17,4 | ||||
| Св. 440 до 500 | 100×50 | 31,0 | 19,5 |
Примечания:
1. Допускаются для ширины паза вала и втулки любые сочетания полей допусков, указанных в табл. 2. 2. Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала Н11, если это не влияет на работоспособность соединения. 3. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу, величина и предельные отклонения которого должны указываться на рабочем чертеже. 4. Допускается в обоснованных случаях (пустотелые и ступенчатые валы, передачи пониженных крутящих моментов и т.п.) применять меньшие размеры сечений стандартных шпонок на валах больших диаметров, за исключением выходных концов валов. (Измененная редакция, Изм. №2).
6. При контроле размеров (d-t1) и (d+t2) предельные отклонения должны соответствовать указанным в табл.3.1) и (d+t2)Высота шпонок Предельные отклонения размеров d-t1 d+t2 От 2 до 6 0 -0,1 +0,1 Св. 6 до 18 0 -0,2 +0,2 Св. 18 до 50 0 -0,3 +0,3
7. Предельные отклонения размера длины паза вала должны соответствовать полю допуска Н15. 6, 7. (Измененная редакция, Изм. №1).
8. Теоретическая масса шпонок указана в приложении 1. 9. Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей — по ГОСТ 24109-80 — ГОСТ 24118-80, ГОСТ 24120-80 и ГОСТ 24121-80. 10. Для изделий, спроектированных до 1 января 1980 г., допускаются предельные отклонения на размеры шпоночных соединений, приведенные в приложении 3.
Черчение
§ 33. Чертежи шпоночных и штифтовых соединений
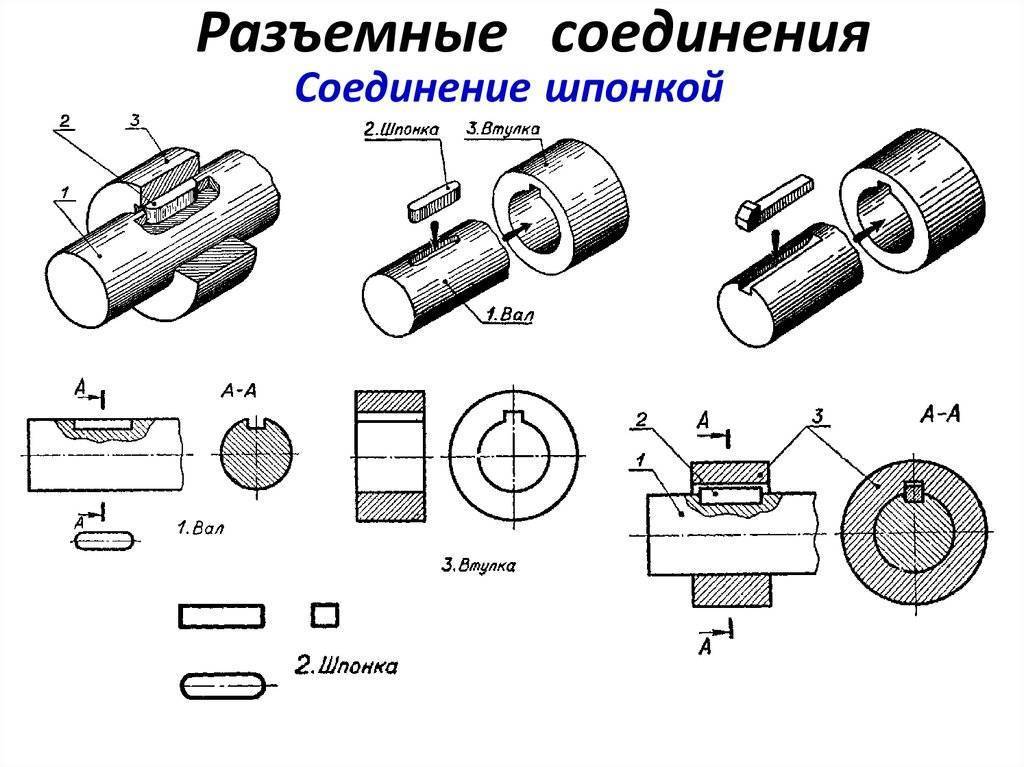
33.1. Изображение шпоночных соединений. Одно из наиболее распространенных разъемных соединений деталей — шпоночное (см. рис. 209).
Шпонка предназначена для соединения вала с посаженной на него деталью: шкивом, зубчатым колесом, маховиком и др.
Чтобы шкив вращался вместе с валом, в них прорезают пазы (шпоночные канавки), в которые закладывают шпонку.
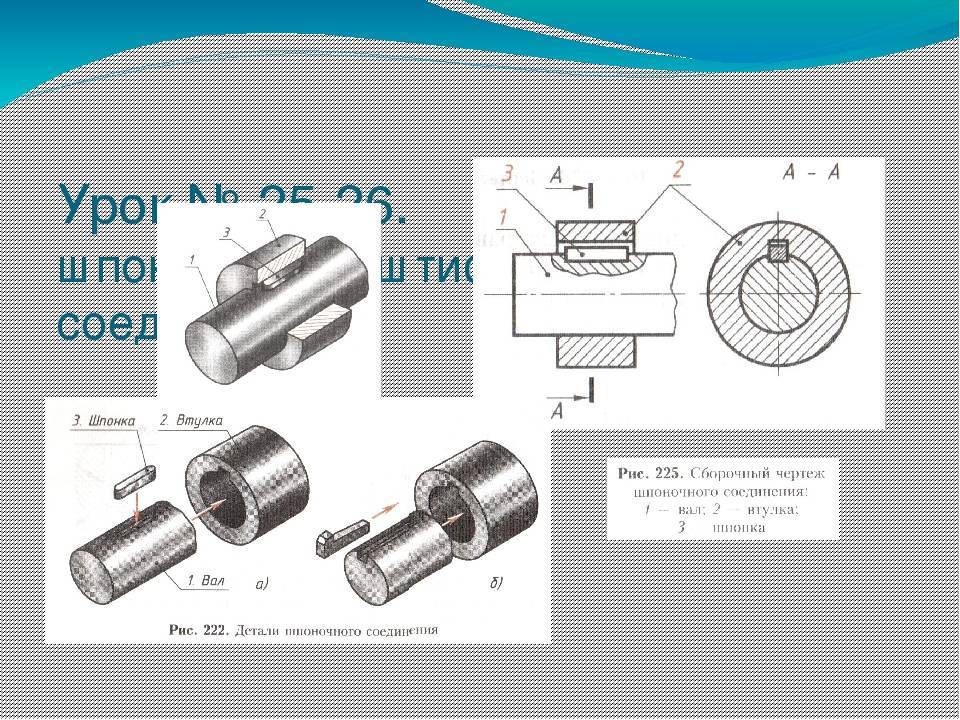
Рис. 222. Детали шпоночного соединения
На рисунке 222 даны наглядные изображения деталей шпоночного соединения. Стрелками показано, как они соединяются. На наглядном изображении соединения призматической шпонкой (рис. 223) втулка показана в разрезе, чтобы ясно была видна шпонка. На полках линий-выносок нанесены цифры. Они соответствуют номерам, которые присвоены деталям.
Рис. 223. Соединение шпонкой
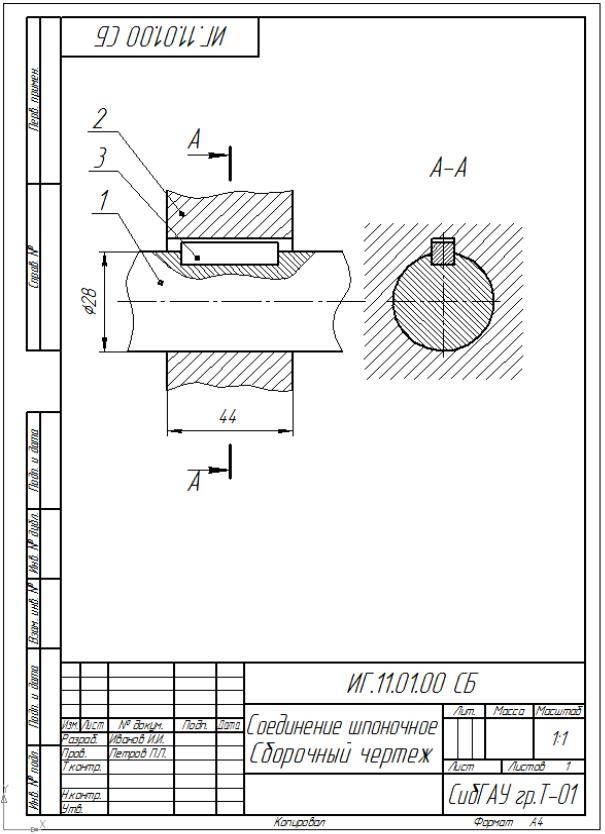
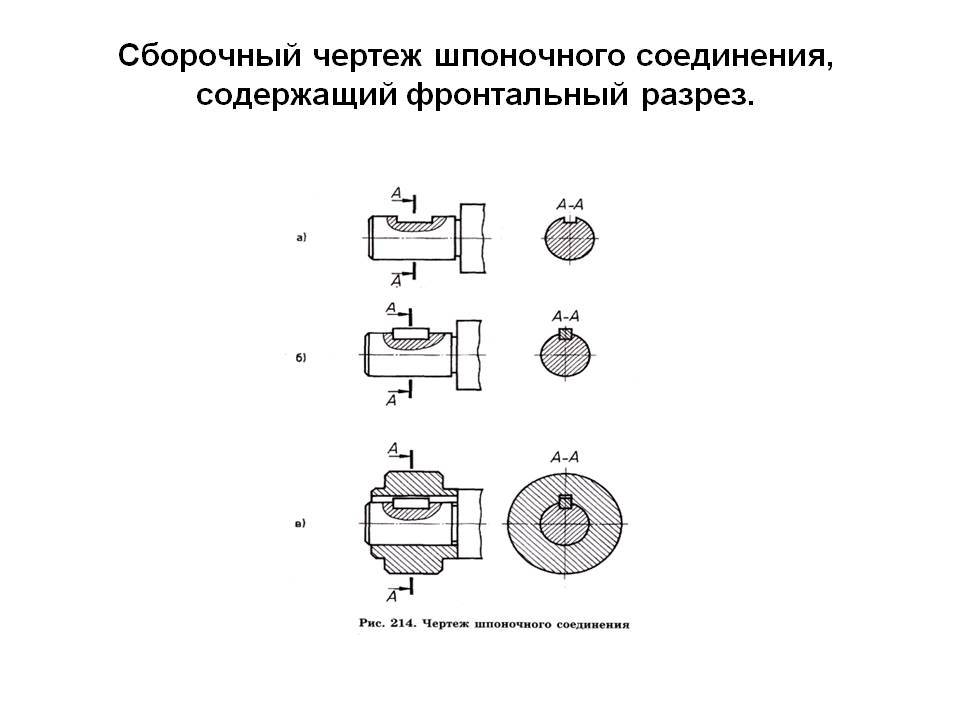
Чертежи деталей, входящих в соединение, приведены на рисунке 224, а сборочный чертеж — на рисунке 225. Заметьте, что на сборочном чертеже шпонка показана нерассеченной. Как вам известно, так поступают в том случае, когда секущая плоскость проходит вдоль сплошной (непустотелой) детали.
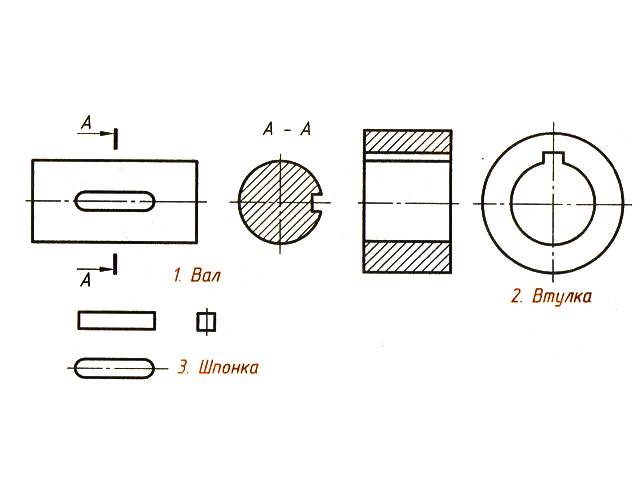
Рис. 224. Чертежи деталей шпоночного соединения

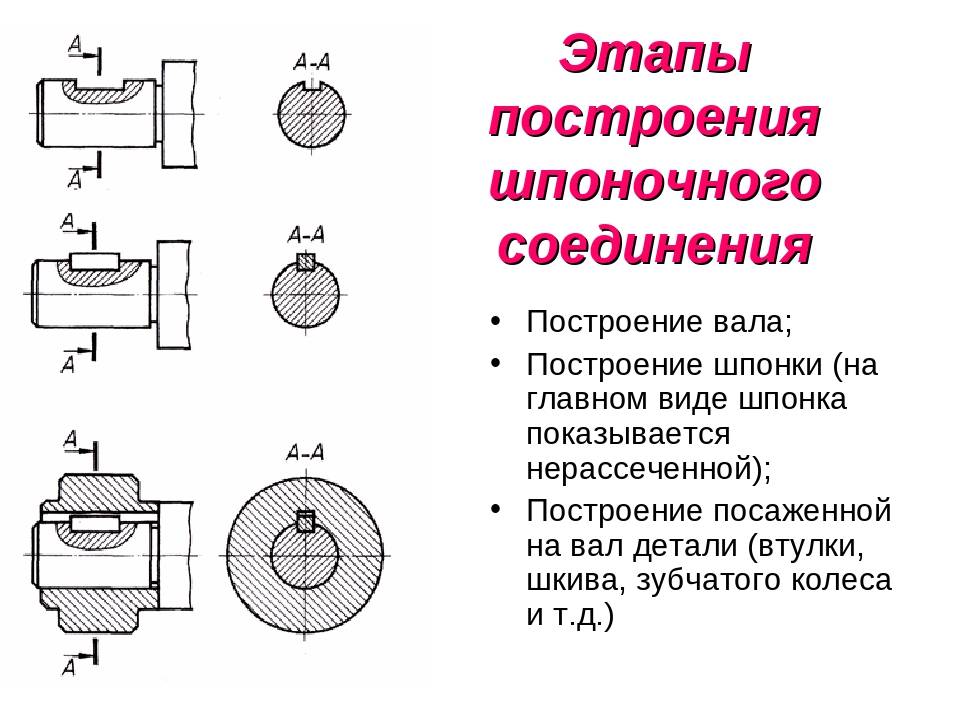


На чертеже соединения призматической шпонкой показывают небольшой промежуток — зазор между верхней плоскостью шпонки и дном канавки во втулке.
Рис. 225. Сборочный чертеж шпоночного соединения: 1 — вал; 2 втулка; 3 — шпонка
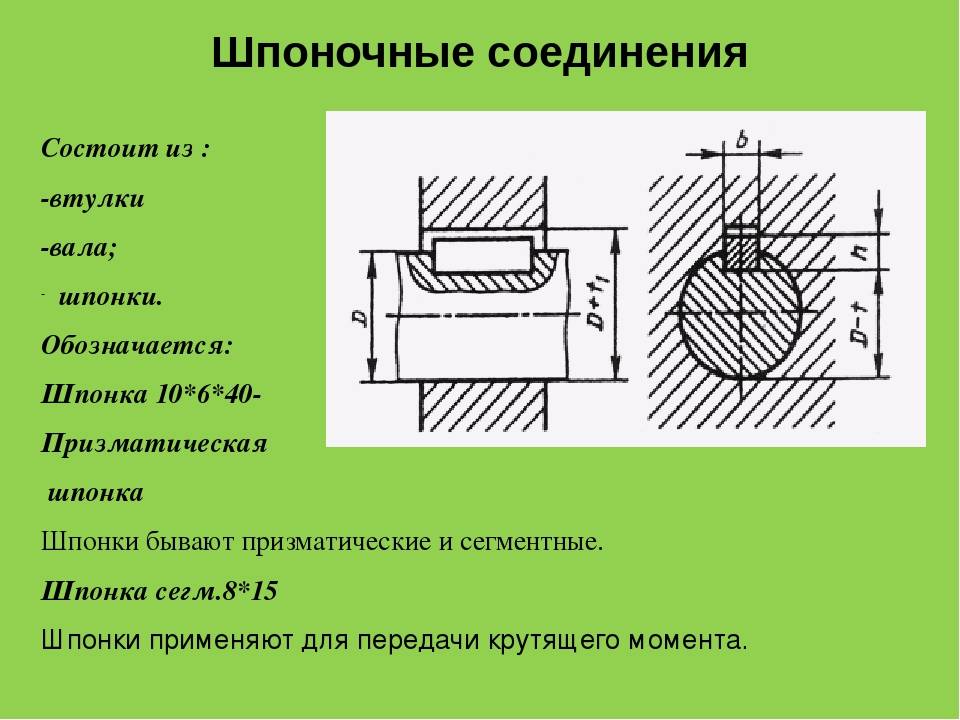
Каждая шпонка на сборочном чертеже имеет условное обозначение. Например, запись Шпонка 12х8×60 означает, что призматическая шпонка имеет следующие размеры: ширина 12 мм, высота 8 мм, длина 60 мм. Запись Шпонка сегм. 8×15 читают так: шпонка сегментная, толщина 8 мм, высота 15 мм. Так как размеры шпонок стандартизованы, то, следовательно, стандартизованы форма и размеры шпоночных канавок (пазов) на вале и во втулке. Выбирают эти размеры в зависимости от диаметра вала, входящего в соединение.
В таблице 4 (выписки из ГОСТ 23360—78) указаны диаметр D вала, соответствующие ему размеры шпонок (ширина b, высота h) и глубина шпоночных пазов (t для вала, t1 для втулки).
Таблица 4. Шпонки призматические (в мм)
Например, диаметр вала равен 18 мм. Пользуясь таблицей, находим размеры шпонки. Ее ширина б = 6 мм, высота h=6 мм. Длину шпонки l выбирают в необходимых пределах. Возьмем ее равной 30 мм. Глубина паза на валу t = 3,5 мм, глубина паза во втулке t1 =2,8 мм.
Рис. 226. Чертеж для чтения
- Пользуясь таблицей 4, напишите, какие размеры будут иметь шпонка и пазы соединения призматической шпонкой, если диаметр вала 42 мм.
- На рисунке 226 изображено соединение рычага (дет. 1) с валом (дет. 2) при помоши шпонки (дет. 3). Ответьте на вопросы:
- Что означают две концентрические окружности, указанные цифрой 1 (в кружке)?
- Что означают две горизонтальные линии, между которыми проходит стрелка цифры 3 (в кружке)?
- К каким деталям относится поверхность, обозначенная цифрой 2 (в кружке)?
- Почему поверхности, обозначенные цифрами 4 и 5 (в кружках), не заштрихованы? К каким деталям они относятся?
- К какой детали относится поверхность, обозначенная цифрой 6 (в кружке)?
33.2. Изображение штифтовых соединений. На рисунке 209 показан штифт Н, препятствующий смещению деталей, скрепленных винтом.
Чертежи штифтов цилиндрических и конических приведены на рисунке 227.
Рис. 227. Чертежи штифтов
На рисунке 228 показано наглядное изображение, а на рисунке 229 сборочный чертеж штифтового соединения. Штифт (дет. 3) находится в отверстии, одновременно просверленном в корпусе (дет. 1) и в вале (дет. 2).
Рис. 228. Наглядное изображение соединения штифтом
Заметьте, что на сборочных чертежах штифты в разрезе показывают, как и другие непустотелые детали, нерассеченнымн, если секущая плоскость проходит вдоль их оси.
Рис. 229. Сборочный чертеж соединения
В обозначение штифта входит его название, размеры и номер стандарта, например: Штифт цилиндрический 5×30. Это значит, что цилиндрический штифт имеет следующие размеры: диаметр 5 мм, длина 30 мм.
Запись Штифт конический 10х70 означает, что у конического штифта меньший диаметр 10 мм, а длина 70 мм.
Соединение штифтом иногда применяют, чтобы предотвратить продольное перемещение деталей, соединенных шпонкой (рис. 230).
Рис. 230. Чертеж для чтения
Рассмотрите чертеж (рис. 230) и ответьте на вопросы:
- Сколько деталей входит в соединение?
- Почему детали 3 и 4 не заштрихованы?
- Каковы размеры детали 3, если она имеет такое обозначение «Шпонка 14х9х35». Выполните ее чертеж и технический рисунок (см. рис. 224).
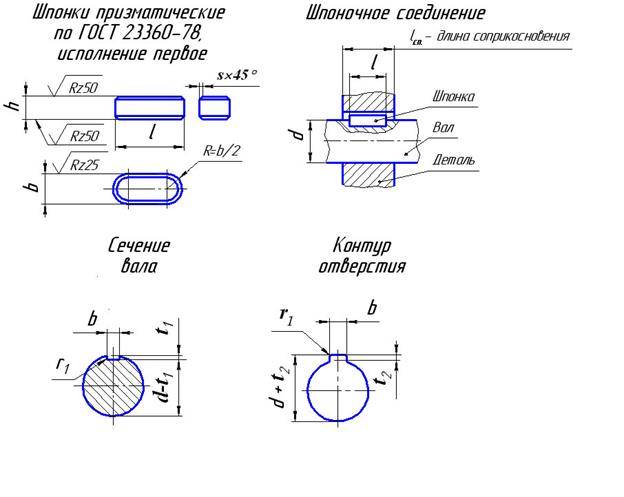
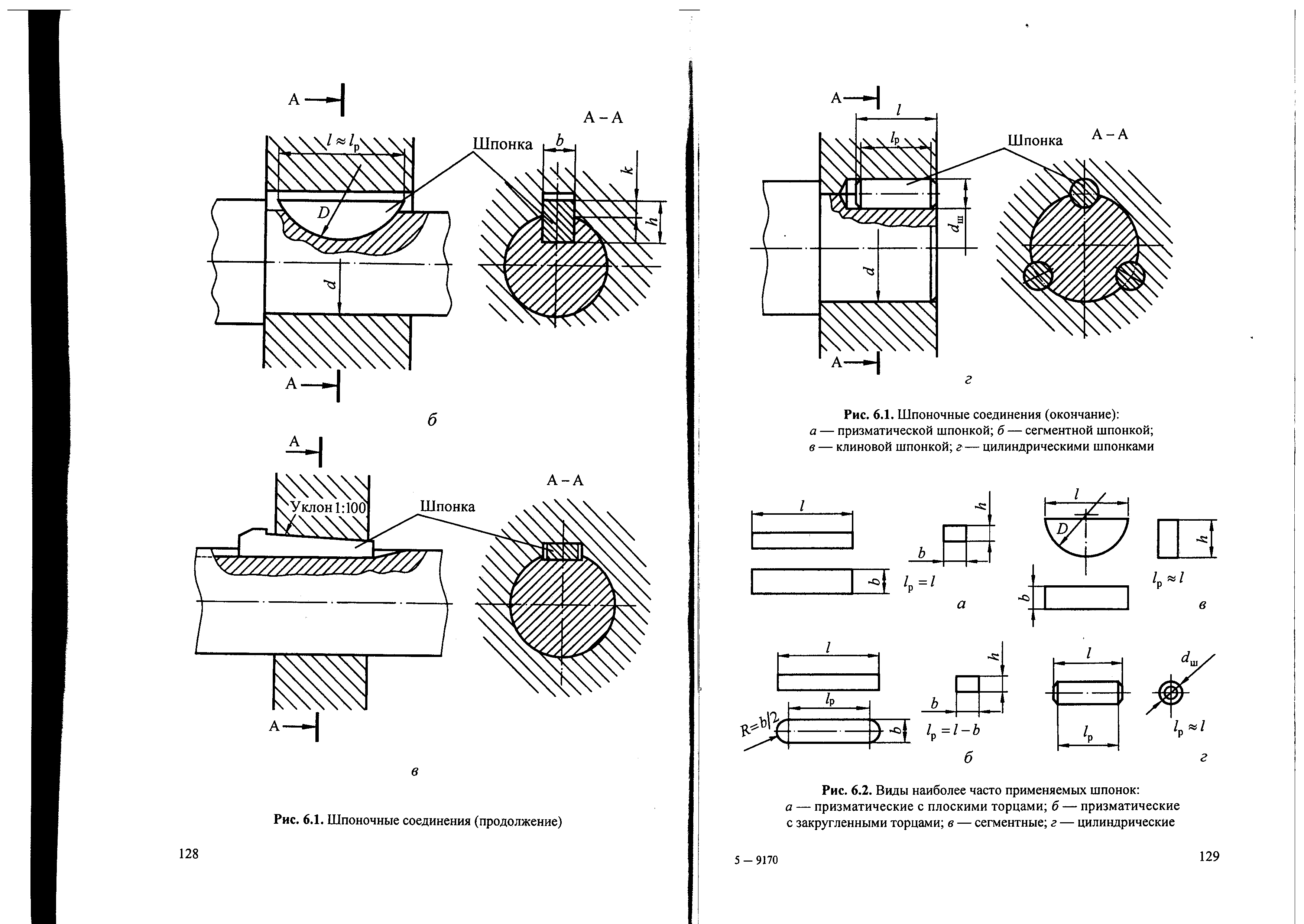
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.
Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 | 2,3 2,8 | +0,1 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 | 3,3 3,3 | +0,2 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44 » 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 |
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).


| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
Призматические шпонки с креплением на валу по ГОСТ 8790-79.
Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h14) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 |
Сегментные шпонки по ГОСТ 8786-68.
Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 | 0,08 | 0,16 |
| Св. 5 » 6 » 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 | 2,3 | ||||
| Св. 22 до 25 » 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 |
Клиновые шпонки по ГОСТ 24068-80.
Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Длина l (h14) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 |
Продолжение.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 |
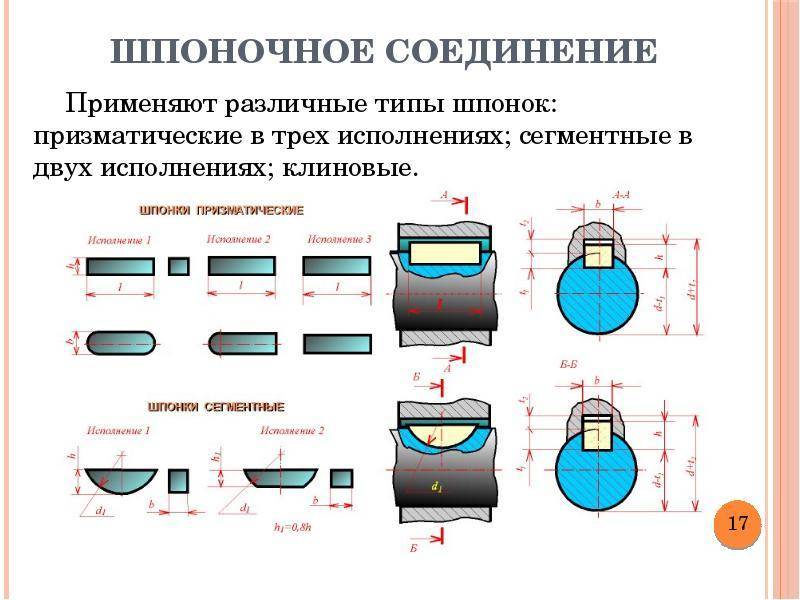
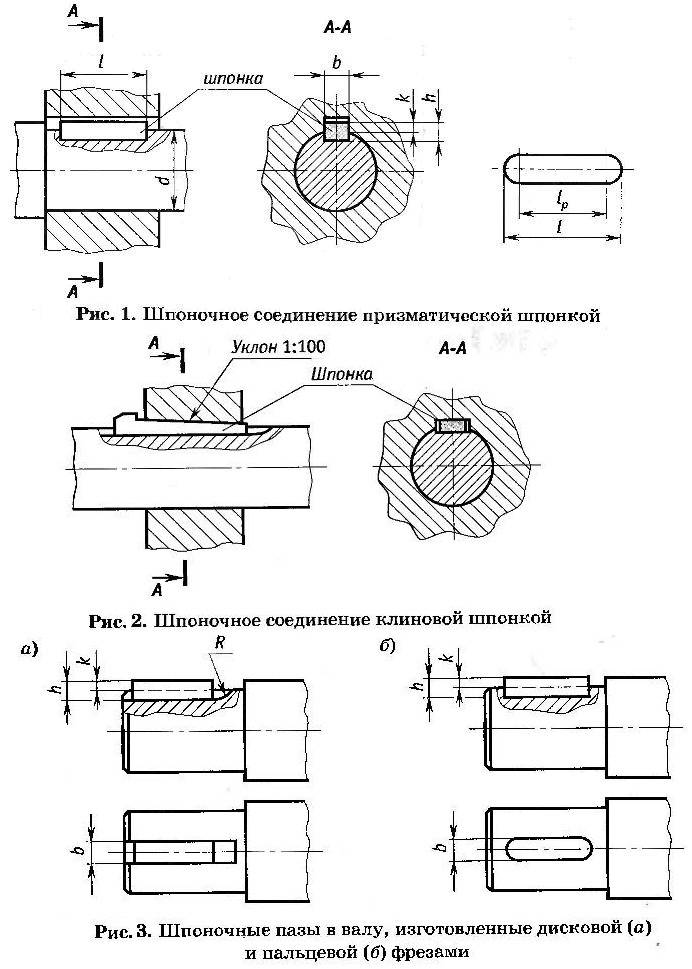
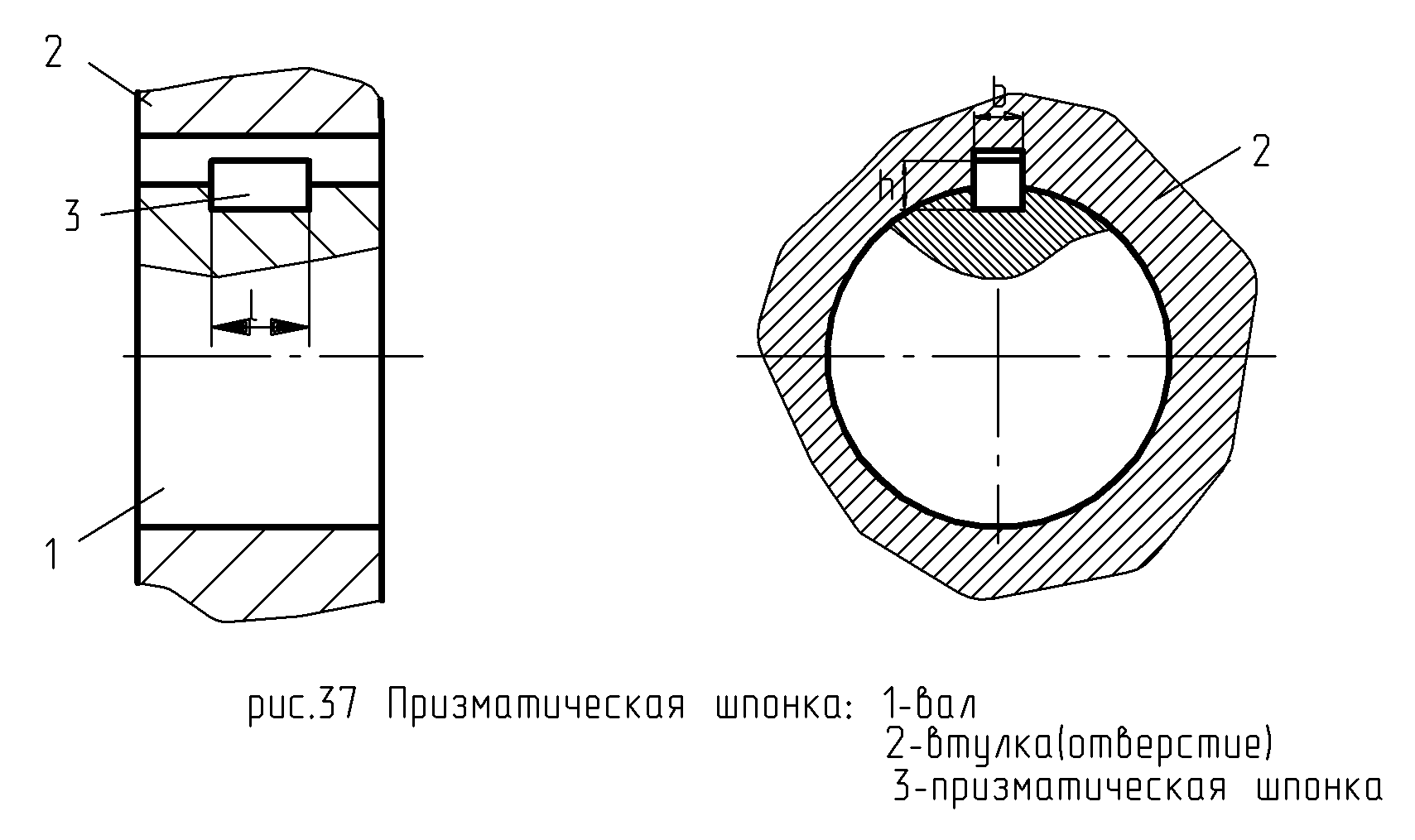
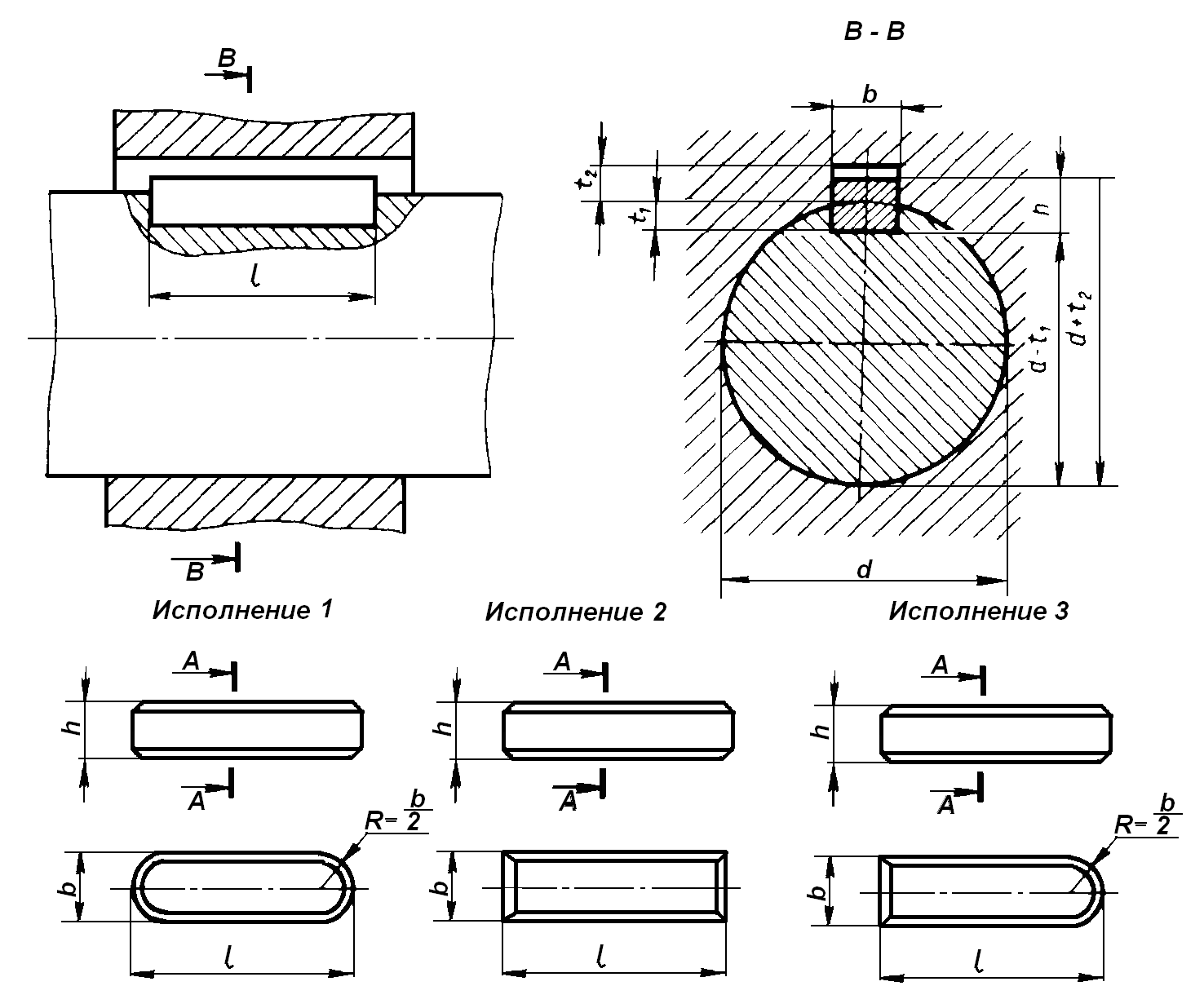
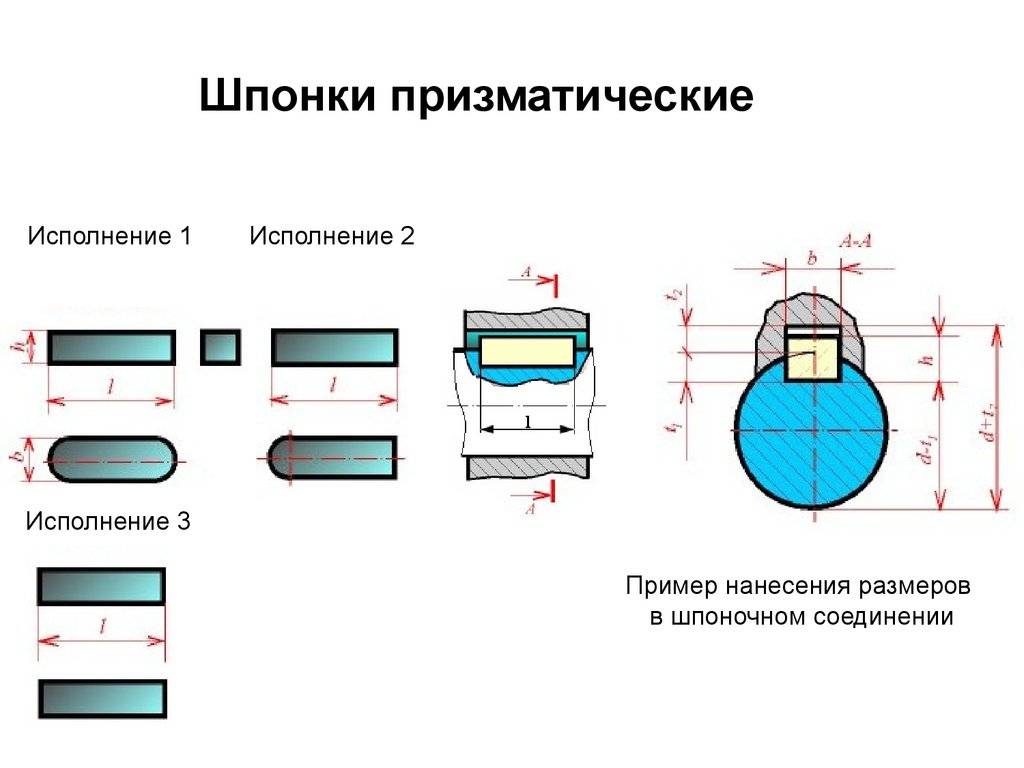
СОЕДИНЕНИЯ С ПРИЗМАТИЧЕСКИМИ ШПОНКАМИ.
Для соединений с валами зубчатых колес, шкивов ременных передач, маховиков, муфт и других деталей машин, когда к точности центрирования соединяемых деталей не предъявляют высоких требований, применяют шпонки.
В зависимости от геометрической формы шпонок соединения разделяют на призматические, сегментные, клиновые и тангенциальные. В машиностроении наибольшее применение получили соединения с призматическими и сегментными шпонками.
Использование призматических шпонок дает возможность более точно центрировать сопрягаемые элементы и получать как неподвижные, так и подвижные соединения. Соединения с сегментными шпонками служат для образования только неподвижных соединений.
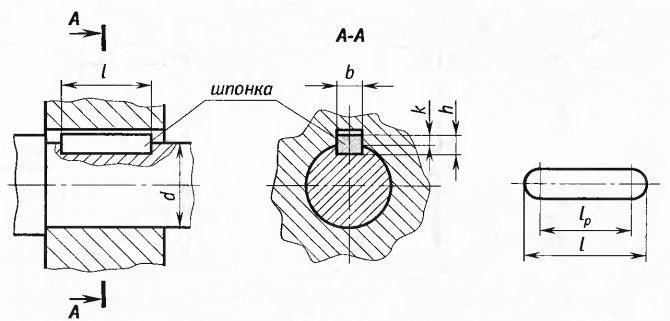
ГОСТ 23360-78 устанавливает размеры, допуски и посадки для соединений с призматическими шпонками (рис.1.56).
| Рис. 1.56 |
Основными размерами призматических шпонок являются ширина b, высота h и длина l.
| Рис. 1.57 |
Глубина паза у вала под шпонку
задается размеромt1 илиd – t1, глубина паза у отверстия под шпонку — размером t2 илиd+t2 .
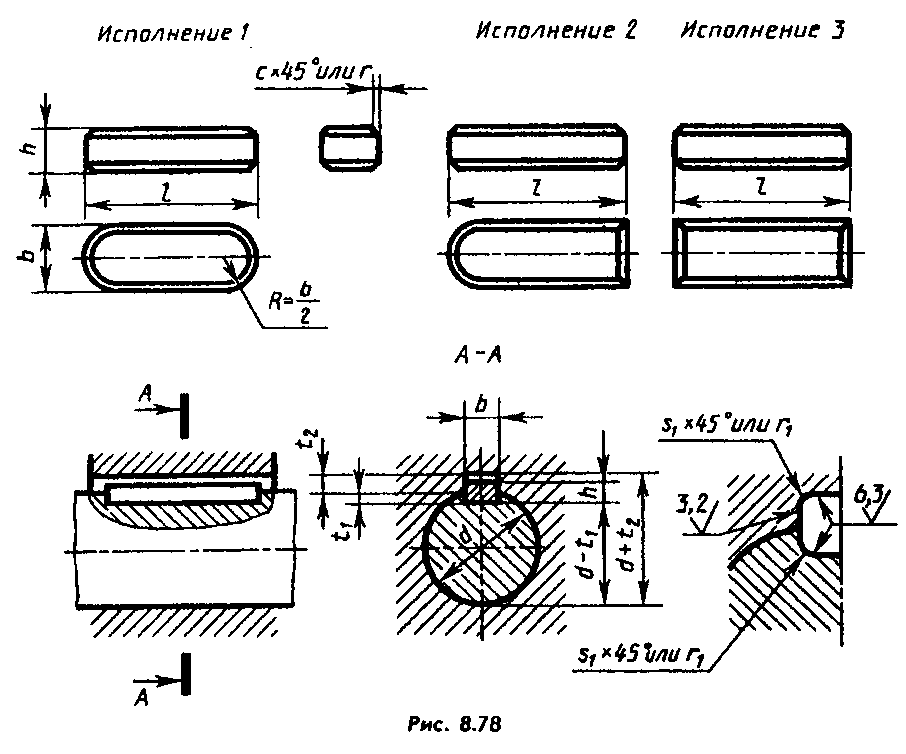
Шпонки изготавливаются:
по ширине b —
сполем допуска h9,
по высоте h
— сполем допуска hll (приh =2…6 мм — поh9),по длине l-
сполем допуска h14.
длину пазов
вала и отверстия под шпонку — с полем допуска Н15,
глубину пазов
вала и втулки — с полем допуска Н12.
Работоспособность шпоночных соединений определяется характером посадок по ширине b
шпонки.Посадки выполняют только всистеме вала. Стандартом предусмотрено для призматических шпонок три вида соединения
дляпредпочтительного применения (рис.1.58):
| Рис.1.58 |
свободное —
соединение с гарантированным зазором для возможности перемещения втулки вдоль вала (шпонка является направляющей; в случае необходимости иметь более прочное соединение шпонки с валом, применяют шпонки с креплением на валу винтами). Соединение подвижное. Для ширины паза на валу задается поле допуска Н9 и для ширины паза втулки – D10;
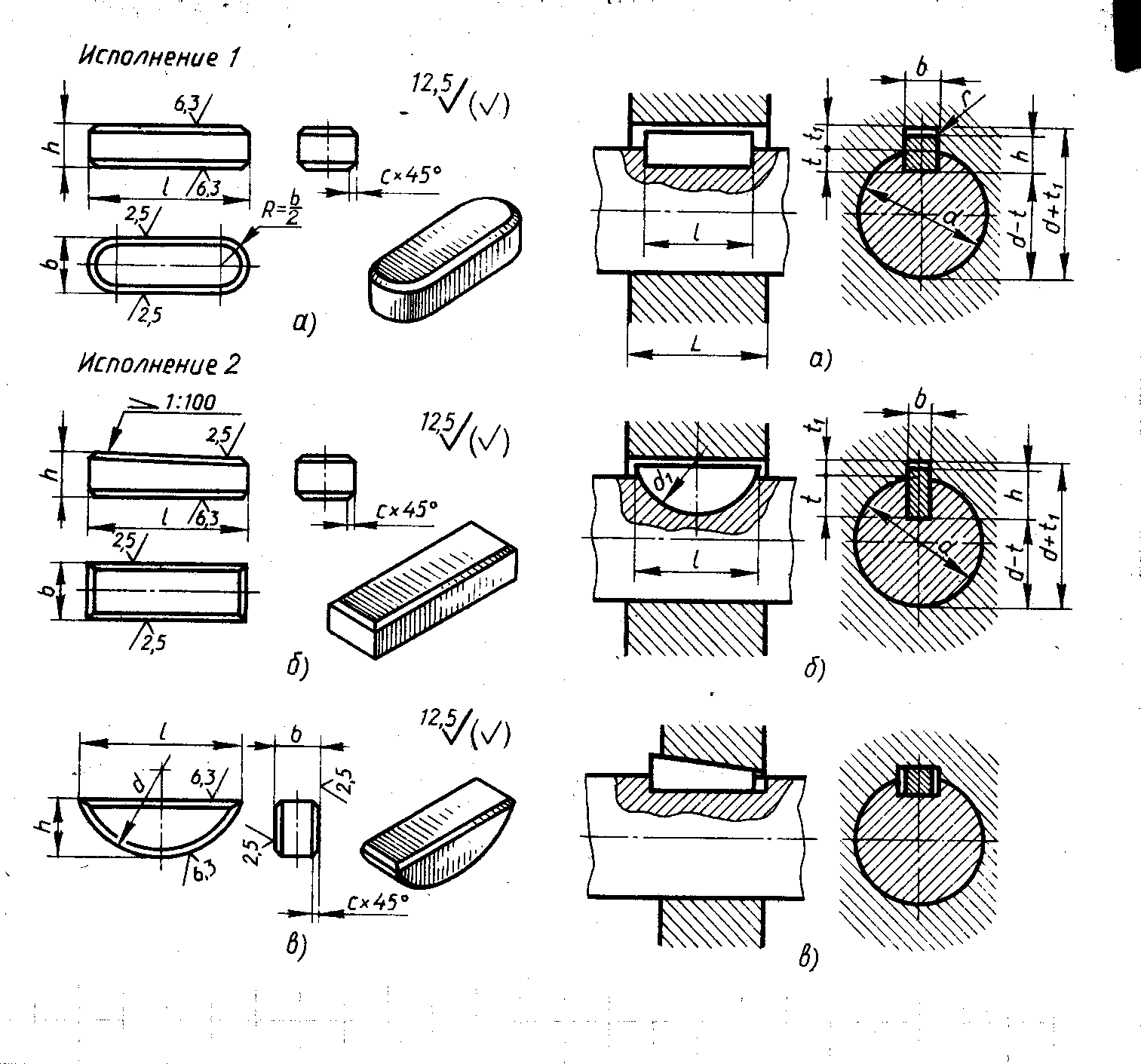

нормальное —
соединение с переходной посадкой, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допускаN9 и для ширины паза отверстия —JS9;плотное
— соединение с переходной посадкой, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допускаР9. Допускаются любые сочетания указанных полей допусков для ширины пазов вала и отверстия.
В зависимости от функционального назначения шпоночного соединения (подвижное или неподвижное) назначают требования по шероховатости: для рабочих поверхностей шпонки и пазов параметр шероховатости Ra
колеблется от 1,6 до 3,2 мкм; для нерабочих поверхностей шпонки и пазовRa устанавливают в пределах от 6,3 до 12,5 мкм.
| Рис. 1.59 |
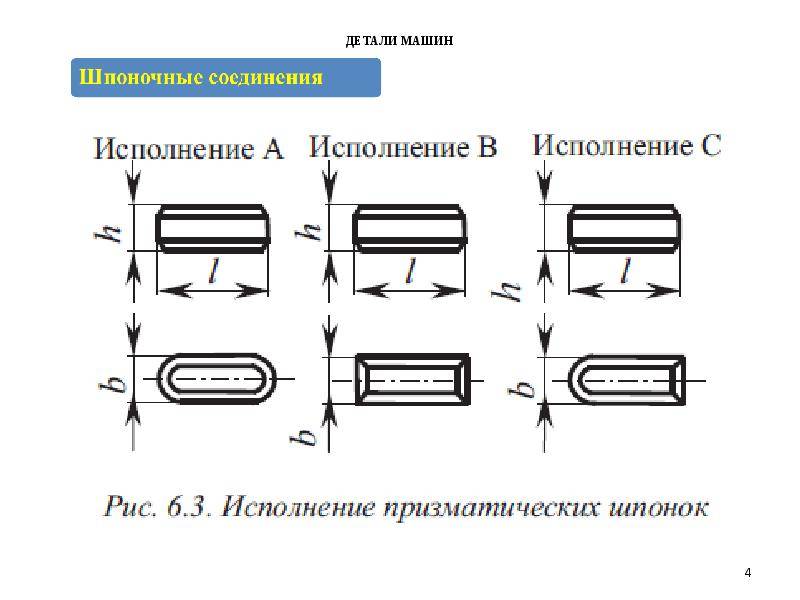
В условном обозначении призматической шпонки указывают вид исполнения (кроме исполнения 1), ее размеры и стандарт.
Например:
условное обозначение для шпонки исполнения I с размерами: b=
18 мм,h =11 мм, l=100 мм:
шпонка 18 х 11 х 100 ГОСТ 23360-78;
для шпонки исполнения 2:
шпонка 2-18 х 11 х 100 ГОСТ 23360-78.
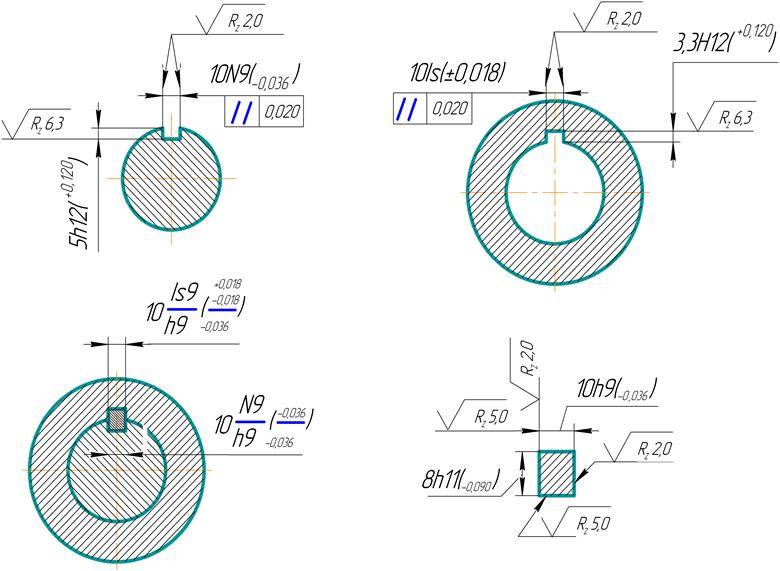
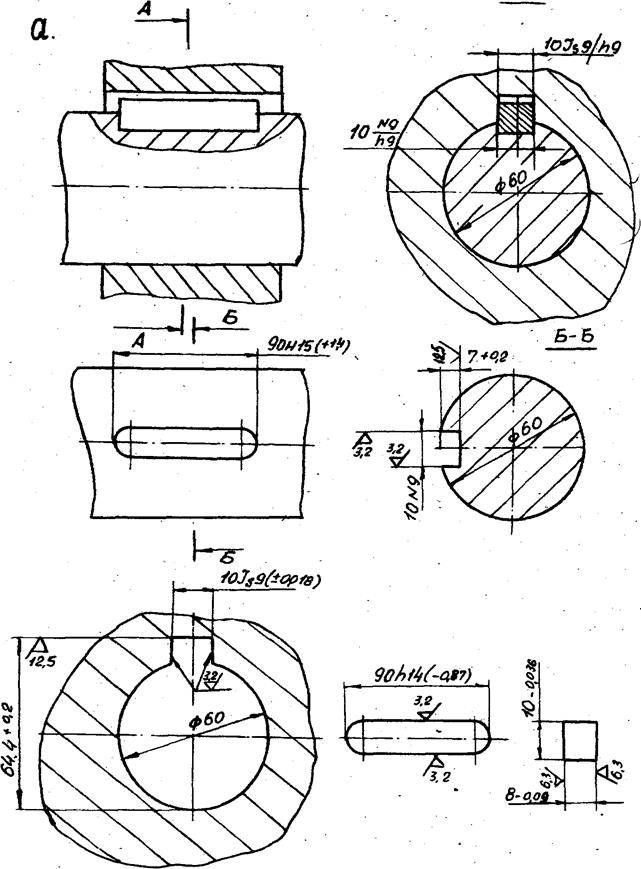
Обозначение посадок шпоночного соединения на сборочном чертеже представлено на рис. 1.59.
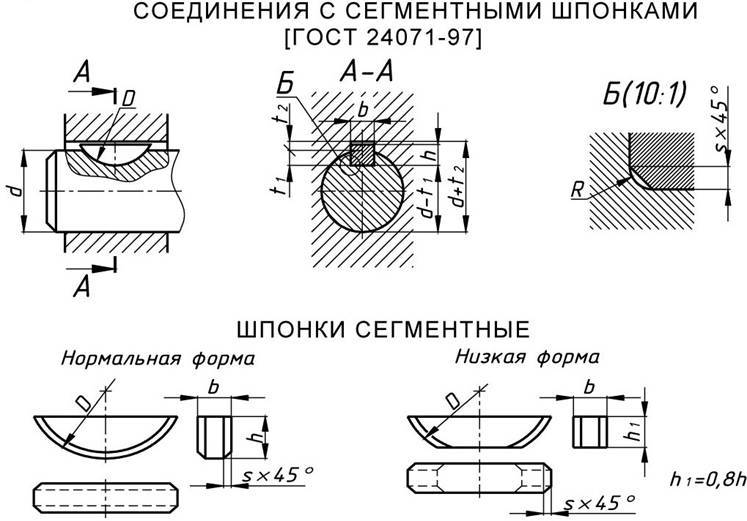
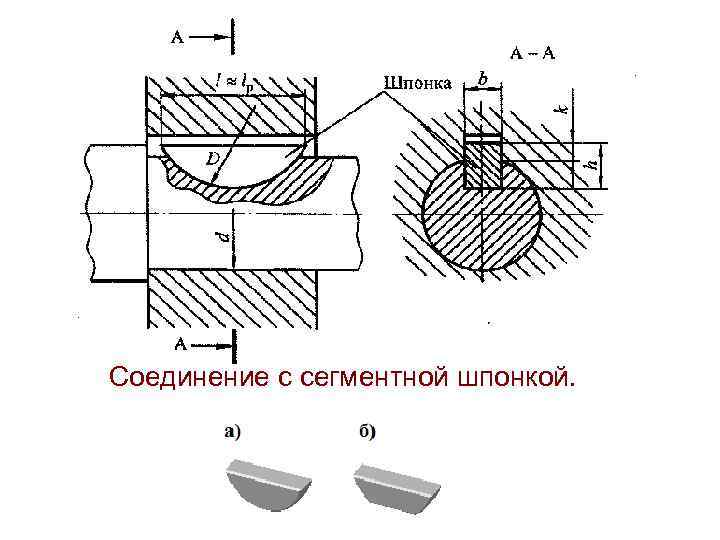
СОЕДИНЕНИЕ С СЕГМЕНТНЫМИ ШПОНКАМИ.
ГОСТ 24071-80 устанавливает размеры, допуски и посадки соединений с сегментными шпонками (рис. 1.60).
| Рис. 1.60 |
В таких соединениях предусмотрено два вида
исполнения шпонок:
исполнения 1
используется для передачи крутящих моментов
исполнения 2
используется для фиксации элементов конструкции
| Рис. 1.61 |
Сегментные шпонки выполняют
по ширине с полем допуска
h9,
по высоте — с полем допуска
h11,
по диаметру — с полем допуски
h12.
По ширине для соединений с сегментными шпонками для предпочтительного применения установлено два варианта соединений: нормальное
иплотное с использованием тех же полей допусков, что и для соединений с призматическими шпонками.Посадки осуществляют всистеме вала.В условном обозначении сегментной шпонки указывают вид исполнения (кроме исполнения 1), размер сечения b
xh и стандарт.
Например:
условное обозначение сегментной шпонки исполнения 1 сечением b
xh = 5 х 6,5 мм:
шпонка 5 х 6,5 ГОСТ 24071-80;
для шпонки исполнения 2 сечением b
xh1 = 5 x 5,2 мм:
шпонка 2-5×5,2 ГОСТ 24071-80.





