

Советы и рекомендации при выборе шлифовального станка
Чтобы не ошибиться с выбором при покупке шлифовального станка, нужно знать некоторые нюансы. Сейчас мы дадим советы, которые помогут вам при выборе качественного прибора:
перед выбором обязательно осмотрите станок на наличие механических повреждений. Если они присутствуют, то, возможно, станок б/у (не новый); также перед покупкой обязательно следует запустить аппарат, проверить его работоспособность. Очень часто покупатели не делают этого при покупке, и им могут продать некачественный, бракованный товар; при выборе следует учитывать и характеристики станка
Нужно обращать внимание на максимальную мощность двигателя, присутствие систем безопасности, прочность корпуса и сопротивление на раме. Также важными показателями станка являются его выносливость при долговременной работе и устойчивость к изменениям температуры
Технические характеристики
Нужно понимать, что для разных целей по обработке деталей, можно приобрести и разные шлифовальные станки
Но, так или иначе, при выборе следует обращать внимание на некоторые общие технические характеристики
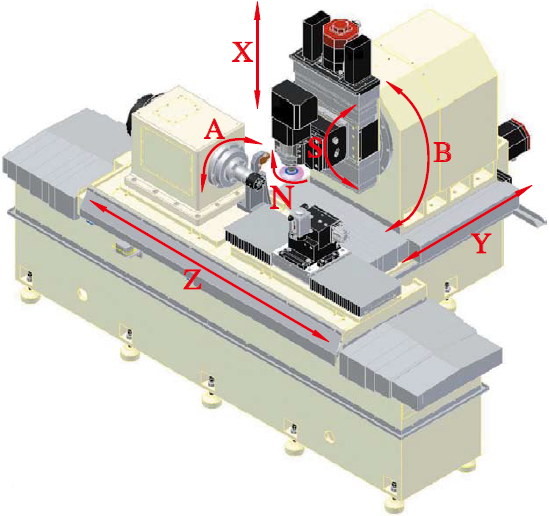
- Мощность привода.
- Расстояние от шпинделя до рабочего стола, которое влияет на толщину шлифовки обрабатываемой детали.
- Ход рабочего стола по осям Y и X, который обеспечивает ширину и длину шлифовки.
Ещё очень важной характеристикой является точность обработки, а также максимальная и минимальная поперечная подача и, разумеется, размер рабочего стола
На эти характеристики нужно обращать особое внимание при покупке этого вида аппарата
По основной классификации многоцелевые станки бывают двух видов:
- обрабатывающие корпусные и плоские детали;
- обрабатывающие заготовки по типу тел вращения.
Первый вид оборудования состоит из станков сверлильного, фрезерного и расточного вида, второй представляет смесь токарных и шлифовальных машин. Широко распространены на производстве станки первого типа. Многоцелевой станок с ЧПУ предусматривает специальный магазин для инструментов, в котором непосредственно находятся режущие инструменты для быстрой их смены. Возможно выполнение черновых, получистовых и чистовых операций обработки деталей. Выполняются токарные, фрезеровальные операции, сверление, зенкеровка, развертка, нарезка резьб. Происходит контроль качества обработки. Многоцелевое оборудование славится высокой точностью проведения чистовых операций. Система управления станков с ЧПУ многоцелевого назначения оснащена специальными сигналами, цифровой индикацией для положений всех узлов станка, также имеет адаптационное управление. Большую долю занимают одношпиндельные станки, имеющие револьверные и шпиндельные головки.
О типах шлифовальных устройств
Обычно системы с числовым запрограммированным управлением устанавливают на устройства такого типа:
- плоско-шлифовальные для обрабатывания обычных плоскостей;
- кругло-шлифовальные устройства, для шлифовки коленчатых валов;
- внутришлифовальные станки для профильной шлифовки отверстий;
- точильно-шлифовальные, для затачивания инструментов станочного и ручного типа, зачистки деталей, обработки сварных или простых конструкций;
- контурно-шлифовальные;
- заточные, для слесарных работ, типа снятия фасок, заусенцев, затачивания любых инструментов, вплоть до заточки фрез разного вида и сверл;
- бесцентрово-шлифовальные виды устройств, для врезной и непрерывно-сквозной шлифовки.

На что обратить внимание при выборе круглошлифовального станка
В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC. В стандартную комплектацию входят:
- линейные шкалы оси Х;
- шлифовальный круг с фланцем;
- алмазный карандаш для правки круга;
- набор вспомогательных инструментов;
- твердосплавный центр;
- гидростатические подшипники на шпинделе;
- система подачи СОЖ;
- система охлаждения гидравлического масла;
- освещение рабочей зоны.
- приспособление для внутришлифовальных работ;
- комплект поводковых оправок;
- люнеты;
- самоцентрирующийся патрон;
- стенд для балансировки шлифовального круга;
- устройство для автоматической балансировки круга;
- контрольный измерительный датчик;
- систему фильтрации для СОЖ.
https://youtube.com/watch?v=pEqaYuWjMWM
О кругло-шлифовочных устройствах
В любых шлифовальных станках ЧПУ, наибольший производимый эффект достигается при обработке поверхностей одной установкой специальных многоступенчатых деталей, например:
- шпинделей закрепления заготовок;
- валов электрических двигателей;
- турбинных элементов;
- редукторов регулирования вращательных частот.
В таких случаях производительность значительно повышается при снижении дополнительного времени, которое предназначено для:
- устанавливания требуемых заготовок и снятия уже обработанных готовых изделий;
- переустановки с целью последующего обрабатывания шейки вала;
- необходимых измерений.
На этих кругло-шлифовальных числовых станках запрограммированная обработка различных многоступенчатых валов достигает конца при сокращении времени почти в 1,5-2 раза, если сравнивать их со станком обычного управления.
О типах бесцентрово-шлифовальных устройств
Станки этого вида обычно используются для:
- обрабатывания различных деталей, любой длины, с большими или маленькими диаметрами;
- шлифовки деталей с достаточно сложными внешними профилями.
У этих станков обычно бывает высокая производительность и очень точная обработка. Но, к сожалению, для мелкосерийных и небольших индивидуальных производств их использование затруднительно, так как довольно сложно делать переналадку этих устройств, так как для этого потребуются значительные временные затраты, обслуживающий персонал, имеющий высокую квалификацию.
Такие сложности связаны с технологическими особенностями этих шлифовочных станков, к примеру:
- существование в них ведущих, шлифовочных заточных кругов;
- наличие специальных правящих устройств, которые обеспечивают придание необходимых конфигураций поверхностям любых кругов (шлифовочного и ведущего вида);
- фиксация закрепления опорного вида специальных ножей;
- присутствие механизмов для компенсирования подач нужного типа кругов, обрабатывания изделий;
- установка требуемого положения для загрузочно-разгрузочных видов устройств.
Устройство плоскошлифовального станка
Главная » Статьи » Профессионально о металлообработке » Шлифовальные станки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!







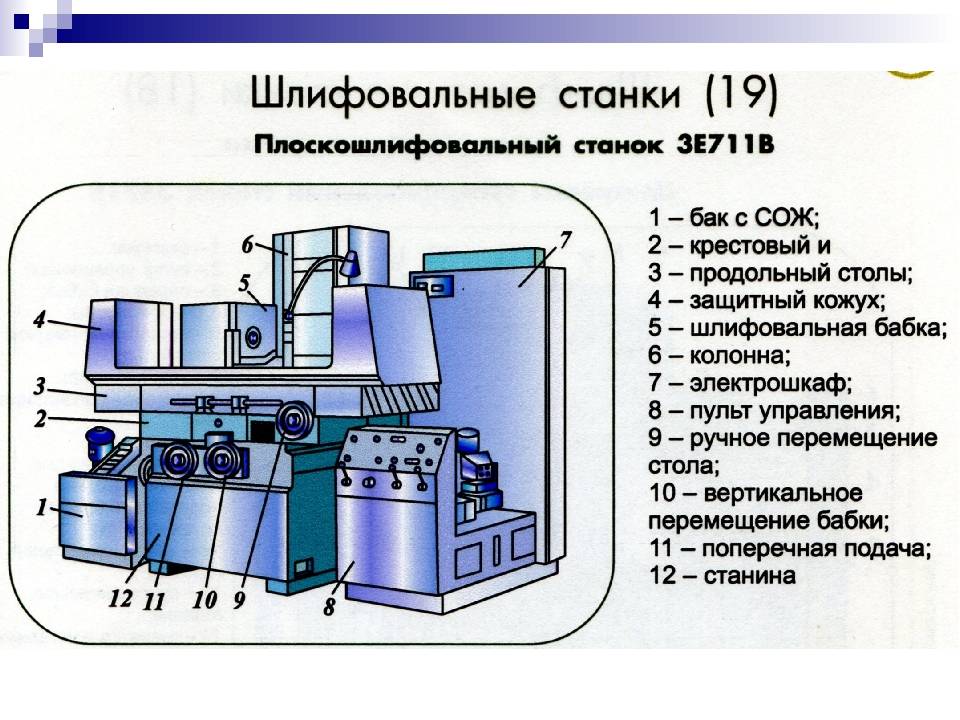
Шлифование плоских поверхностей заготовок производится периферией круга или его торцом. Существуют плоскошлифовальные станки с прямоугольным и круглым столами. Расположение шпинделя шлифовального круга может быть горизонтальным или вертикальным. В единичном, мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей.
Рассмотрим плоскошлифовальный станок с прямоугольным столом общего назначения. На направляющих станины 1 станка (рис. 7.1, а) установлен стол 5, совершающий возвратно-поступательное перемещение от гидроцилиндра, расположенного в станине. Закрепление заготовок обычно производится с помощью магнитной плиты 12, закрепленной на столе. На станине смонтирована стойка 9, несущая шлифовальную бабку 10 с горизонтальным шпинделем шлифовального круга 17, закрытого кожухом 6. От механизмов подач, находящихся в станине, шлифовальной бабке сообщаются поперечное движение подачи (после каждого двойного хода стола) и вертикальное движение подачи (после каждого рабочего хода по снятию припуска со всей обработанной поверхности заготовки). Шпиндель вращается от электродвигателя, встроенного в шлифовальную бабку. Работа механизмов подач осуществляется от гидроцилиндров, в которые поступает масло от гидростанции 13, управляемой от панели 2. Установочные ручные перемещения стола (в продольном направлении) осуществляются маховиком 3, а шлифовальной бабки (в вертикальном направлении) — маховиком 81 Включение и выключение станка производят с пульта управления 4. Во время работы магнитную плиту с обрабатываемой заготовкой закрывают кожухом 6. СОЖ поступает из бака с помощью насоса 14.
На рис. 7.2 приведена кинематическая схема универсального плоскошлифовального станка. Главное движение — вращение шлифовального круга от электродвигателя M1 через шкивы 7 и 8 и ременную передачу. Частота вращения шпинделя — постоянная. Опускание или подъем шлифовальной головки происходит с помощью винтового механизма с винтом 6 и гайкой 5, с которой жестко соединено червячное колесо 3. Вращение червяка 4 осуществляется: при ускоренном перемещении — от электродвигателя М2 через цилиндрическую зубчатую передачу на зубчатые колеса 1 и 2; при автоматической вертикальной подаче — от лопастного насоса, работающего в момент поперечного или продольного реверса стола, через собачку 24, храповик 23, скрепленный с колесом 22, и далее через колеса 20 и 21 на червяк 4. Предел вертикальной подачи Sдв.х=0,002…0,05 мм на двойной ход стола. Нижний предел 0,002 мм соответствует повороту храпового колеса 23 на один зуб. Ручное продольное перемещение стола осуществляется от маховика через зубчатые колеса 14, 15, 13 к 11 и рейку 12. За один оборот маховика стол перемещается на 18,1 мм.
В нормальном состоянии механизм ручного продольного перемещения стола разомкнут путем вывода колеса 17 из зацепления и включения микропереключателя, допускающего включение механического перемещения стола. Винт 9 с гайкой 10, закрепленные в крестовом суппорте, осуществляют поперечную подачу стола: в автоматическом режиме — от электродвигателя М3 через зубчатые колеса 26, 27, 16 и 17; в ручном режиме — от маховика через колеса 17, 16. Тонкую поперечную подачу осуществляют нажатием кнопки, через конические колеса 18 и 19, муфту 25 и зубчатые колеса 17 и 16.
Для плоскошлифовальных станков с прямоугольным столом, работающих периферией круга, движение подачи — возвратно-поступательное движение заготовки (продольное движение подачи); периодическое поперечное перемещение шлифовального круга (поперечное движение подачи) за один ход стола с заготовкой; периодическое вертикальное перемещение шлифовального круга (вертикальное движение подачи) на глубину шлифования. В том случае когда высота шлифовального круга больше ширины заготовки, поперечное движение подачи отсутствует.
Более подробно кинематика шлифовальных станков будет представлена на примере центровых круглошлифовальных станков.
Предназначение
Технологические возможности аппаратов позволяют определить, какую именно модель лучше использовать для выполнения определенной задачи. Этот фактор позволяет разделить станки на шесть групп:
- токарную;
- сверлильно-расточную;
- фрезерную;
- шлифовальную;
- электрофизическую;
- многоцелевую.
Токарные приборы предназначены для обработки наружной и внутренней поверхности. С их помощью также можно выполнить нарезку резьбы, как с наружи заготовки, так и в ее внутренней части.
Фрезерные аппараты обрабатывают плоские и пространственные корпусные части. Помимо стандартного фрезерования с их помощью можно: сверлить, растачивать, нарезать резьбу. Сверлильно-расточные агрегаты имеют схожие возможности, но их основная задача сконцентрирована на обработке отверстий. Многоцелевые устройства позволяют выполнить практически весь спектр обрабатывающих операций, но отличаются высокой стоимостью.

В электрофизическую группу включены станки трех типов:
- электроэрозионного;
- электрохимического;
- лазерного.
Данные типы станков позволяют осуществить сложную обработку. Они применяются тогда, когда обработать заготовку другим способом практически невозможно. Основным рабочим инструментом приборов является электрод-проволока. Для его изготовления используются: латунь, медь, молибден, вольфрам. Наличие антикоррозийных присадок обеспечивает более качественно изготовление изделий.

Инструмент на станках требует периодической смены и настройки. В связи с этим выделяется еще один тип классификации – по способу смены обрабатывающего механизма. По этому типу классификации существует три способа смены:
- ручная смена и ручное закрепление;
- ручная смена и механическое закрепление;
- автоматическая смена.
Приборы с автоматической сменой инструмента не требуют вмешательства со стороны оператора в ходе работы. Они относятся к классу современных дорогостоящих приборов, и обладают совместимостью с различными системами ЧПУ.
Устройство и принцип работы
Понять принцип работы проще, когда известны ключевые узлы станка. К ним относятся:
- Неподвижная станина. Основание, которое удерживает на себе остальные элементы оборудования. На ней устанавливаются устойчивые ножки. Компактные модели могут комплектоваться колёсиками для перемещения по мастерской.
- Бабка, на которой закрепляется шпиндель с шлифовальным кругом.
- Суппорты, ножи.
- Коробка скоростей.
- Устройство для изменения положения оснастки.
- Тиски для удержания заготовки.
- Панель управления.
- Направляющие, по которым перемещается стол.
- Рабочая поверхность для размещения деталей.
Как сделать станок для шлифовки своими руками?
Горизонтальный или вертикальный шлифовальный станок любого типа стоит немало, поэтому целесообразно сделать его своими руками. Самодельный агрегат обойдется намного дешевле, но сможет выполнять все необходимые операции.
В данном случае в качестве несущего элемента следует использовать станину, на которую закрепляют два барабана и электродвигатель. Чтобы получить прочное и надежное основание, можно применить стальной лист большой толщины. Из него вырезается прямоугольник оптимальных размеров.
Самодельный станок также должен быть оснащен двигателем. Его можно снять из любого старого оборудования, которое отслужило свое. Ленточный шлифовальный станок в обязательном порядке должен иметь барабаны. Их легко сделать из древесно-стружечной плиты, вырезав диски нужного диаметра.
Модель самодельного шлифовального станка
О системах ЧПУ
С целью корректного управления механизмами для правки в станках употребляются такие программные системы, которые:
- являются замкнутыми для компенсирования температурных деформаций и геометрических неточностей;
- имеют возможность измерения с хорошей разрешающей способностью, для обеспечения небольших допусков на точное позиционирование;
- имеют возможность автоматической компенсации изнашиваемости круга;
- смогут управлять частотой кругового вращения, скоростью подач.
При управлении подобными системами ЧПУ возможно координировать функционирование многокоординатных бесцентрово-кругло-шлифовочных устройств. Для этого встроенной системой употребляются специальные модули, рассчитывающие:
- любые траектории шлифовочных приспособлений;
- необходимые корректировочные действия;
- взаимосогласованный диалог оператора с обслуживающим устройством.
Важно. Существование многокоординатных систем ЧПУ придает больше универсальности этим производственным устройствам, позволяет эффективно воздействовать на любые процессы шлифовки
О системах ЧПУ
С целью корректного управления механизмами для правки в станках употребляются такие программные системы, которые:
- являются замкнутыми для компенсирования температурных деформаций и геометрических неточностей;
- имеют возможность измерения с хорошей разрешающей способностью, для обеспечения небольших допусков на точное позиционирование;
- имеют возможность автоматической компенсации изнашиваемости круга;
- смогут управлять частотой кругового вращения, скоростью подач.

При управлении подобными системами ЧПУ возможно координировать функционирование многокоординатных бесцентрово-кругло-шлифовочных устройств. Для этого встроенной системой употребляются специальные модули, рассчитывающие:
- любые траектории шлифовочных приспособлений;
- необходимые корректировочные действия;
- взаимосогласованный диалог оператора с обслуживающим устройством.
Важно. Существование многокоординатных систем ЧПУ придает больше универсальности этим производственным устройствам, позволяет эффективно воздействовать на любые процессы шлифовки
Переносные шлифовальные станки
Это самые удобные шлифовальные станки, поскольку благодаря их небольшому весу и удобным габаритам их легко переносить. Устанавливать их можно где угодно — на столе, полу, другой ровной и хорошо устойчивой поверхности.










Шлифовальные станки транспортировочного типа делятся на:
- устройства точильного типа;
- инструменты дискового вида;
- станки с ленточным абразивным элементом.
Первый тип — точильно-шлифовальные станки, используют для заточки режущих предметов, например, ножей, ножниц, сверл. Также данный тип оборудования применяют для обдирки старой краски с поверхности, очистки поверхности.
В качестве абразивного элемента в тарельчатых инструментах используется вращающийся диск, в ленточных типах оборудования — абразивный элемент (движущаяся лента). Есть также станки, в которых есть два вида абразивного элемента — дисковой и ленточный.
В качестве небольшого переносного шлифовального станка можно использовать и электрический лобзик. Достаточно вклеить пильное полотно в деревянный брусок, на который предварительно нужно приклеить абразивный материал. Данное устройство сможет помочь в процессе шлифовки не только в труднодоступных местах, но и там, где нужна деликатная шлифовка.
О том, как выбрать этот инструмент, читайте в статье: «Как выбрать лобзиковый станок по дереву».
Координатно-шлифовальные станки с ЧПУ Chien Wei. Серия JG
НАЗНАЧЕНИЕ:
Координатно-шлифовальные станки предназначены для шлифования сложных форм и отверстий, где требуются самые высокие степени точности обработки. По принципу работы данные станки очень похожи на координатно-расточные, но разница в том, что у шлифовальных станков более высокая точность обработки (значительно выше, чем у простого фрезерного или токарного станка) и частота вращения шлифовального шпинделя.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Станки находят применение в инструментальном производстве, изготовлении штампов, матриц, производстве сложных современных механизмов, волновых редукторов, изделий требующих особо высокой точности обработки и т.п. В производстве данных станков используются линейные привода, высокоскоростные пневматические или электрические двигатели и различные системы охлаждения, как самого станка, так и обрабатываемой детали.
Машина работает с высокой частотой вращения шпинделя. Шпиндели могут меняться в зависимости от требований обработки, для достижения оптимального результата. Некоторые из шпинделей имеют фиксированную скорость (60 000 оборотов в минуту), другие регулируются (от 30 000 до 50 000 оборотов в минуту), а третьи имеют очень высокую скорость (150 000 оборотов в минуту). Главный шпиндель имеет широкий диапазон скоростей, чтобы обеспечить необходимый результат. Станки имеют стандартные оси перемещений (X и Y). Все оси индексируются до 0,0001 мм с помощью электронного маховика. Станок оборудован высокоточными линейными приводами. Шпиндель вращается с переменной скоростью и перемещается с точностью до 0,0001 мм для шлифования высокоточных отверстий. Только применение таких технологий позволит добиться желаемого результата при прецизионной обработке.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
- Из всей серии станков JG особенно выделяется модель JG-1010G. В нем отображены самые последние новшества станкостроения и координатной шлифовки в целом;
- Координатно-шлифовальный станок модели JG-1010G имеет двухколонную конструкцию с изготовленным из гранита основанием, который хорошо известен своими превосходными вибропоглощающими свойствами, низкой теплопроводностью и коррозионной стойкостью, что благоприятно сказывается на точности станка и шероховатости обработки детали;
- На жесткость и точность станка так же влияют установленные прямые привода управления координатами X, Y и W;
- Шариковинтовые пары класса C1 имеют предварительное натяжение, что эффективно повышает жесткость и предотвращает деформации во время эксплуатации;
- Японские линейные направляющие фирмы NSK класса P4 обладают высокой несущей способностью. Ширина направляющих составляет 45 мм. Установлены на трех осях — X, Y, Z. Имеют большую площадь контакта и меньше подвержены деформациям. Направляющие обладают высокой жесткостью, устойчивостью к вибрациям и обеспечивают максимальную скорость перемещений до 24 м/мин;
- Подача по оси Z осуществляется посредством линейного двигателя, который обеспечивает быстрое перемещение рабочего инструмента, жесткость, моментальное ускорение и отсутствие люфтов. Это не только упрощает конструкцию, но и способствует быстрой и прецизионной обработке. Кроме того, две дополнительные антивибрационные подушки немецкого производства, установленные внутри, так же способствуют получению точности и качества обработки;
- Точность позиционирования ± 0,0015 мм;
- Повторяемость ± 0,001 мм;
- На станки устанавливается система ЧПУ и сервопривода японской компании FANUC.
ВОЗМОЖНОСТИ ОБРАБОТКИ:
| Возвратно-поступательная шлифовка |
| Обкатка по контуру с возвратно-поступательным движением |
| Шлифовка внутреннего отверстия |
| Шлифовка по внутреннему контуру |
| Шлифовка с применением управляемого поворотного стола (4-я ось) |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
- Мини разъем S75 x 4;
- Мини разъем S95 x 4;
- Мини разъем S125 x 4;
- Болт M12*50L x 4;
- Болт M12*75L x 4;
- Болт M12*100L x 4;
- Болт M12*125L x 4;
- Болт M12*150L x 8;
- Гайка M12 x 8;
- Инструмент для обслуживания станка x 1;
- Зажимной патрон 12*65L x 4;
- Зажимной патрон 12*80L x 4;
- Зажимной патрон 12*100L x 4;
- Рамный индикатор x 2;
- Бак для СОЖ x 1;
- Электрический лубрикатор x 1;
- Охладитель x 1;
- Шлифовальный инструмент CBN (кубический нитрид бора) x 1;
- Наушники x 1;
- Освещение x 1;
- Индикатор x 1.
Двигатели (приводы) плоскошлифовальных станков
- Типы двигателей — электрические, гидравлические, сервоприводы. Все двигатели работают от электричества. Назначение гидравлических приводов — более плавное движение рабочего стола или шпинделя — они часто используются при продольном перемещении стола. Назначение сервоприводов — долгое удержание постоянной скорости малых перемещений, поэтому они чаще используются при вертикальном движении шпинделя.
- Мощность двигателей — от мощности двигателей зависит то, какой вес и с какой скоростью они могут перемещать детали и заготовки. Чем мощнее двигатель, тем больше электричества он требует.
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
- Написание программы вручную или в текстовом редакторе ПК.Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
- Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
- Использование возможностей CAD-CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Как заказать и купить профилешлифовальный станок в “Пумори-инжиниринг Инвест”
Если Вы заинтересованы в покупке, на сайте ознакомьтесь с каталогом. Товарный список представлен тремя моделями: ACC-DXNC, UPZ-NC, UPZ-Li.
Подобрать подходящую модель Вам помогут высококвалифицированные специалисты в Екатеринбурге нашей компании. Свяжитесь по телефону или оставьте запрос на электронную почту.
«Пумори-инжиниринг инвест» работает с японским производителем Окамото несколько лет и гарантирует точность, надежность, долговечность. Выгоды приобретения шлифовального оборудования у нас:
- Сопутствующие услуги: техаудит, обучаем операторов, поставляем ПО, запускаем в эксплуатацию, сервис;
- Лизинговые программы;
- Оперативный сервис;
- Оригинальные запчасти от производителя.
Шлифовальные станки по металлу с ЧПУ от UNITED GRINDING (Швейцария) на складах GALIKA AG в Москве с доставкой по России. Идеальный вариант поставки в максимально быстрые сроки. Мы предлагаем широкий спектр шлифовального оборудования от мировых лидеров – заводов-производителей, дилерами которых являтся GALIKA AG.
Шлифовальное оборудование предназначено для окончательной чистовой обработки деталей абразивными или алмазными кругами, путем снятия с их поверхности верхнего слоя металла и придания обрабатываемой поверхности высокой чистоты.
Шлифовальные станки обеспечивают: черновое шлифование (обдирка), разрезку и отрезку заготовок, прецизионную обработку плоскостей, поверхностей вращения, шлифование сложных профилей, зубьев колес, винтовых и фасонных поверхностей; заточку, переточку и изготовление различного инструмента и др.
Примеры марок шлифовальных станков
В современном производстве используются разные виды шлифовальных станков. К самым распространенным станкам можно отнести следующие модели: «Корвет», «3Г71» и «JET JSSG-10», ТШ-2, ТШ-3.
Шлифовальный станок Корвет
Шлифовальный станок «Корвет» используется для предварительной и финишной обработки деталей из дерева, ДСП и других подобных материалов. Рабочими органами станка являются шлифовальный круг и шлифовальная лента.
Шлифовальный станок «Корвет» имеет следующие особенности:
- комплектуется асинхронным двигателем;
- установленный магнитный пускатель, исключающий случайный запуск агрегата после отсутствия электроэнергии;
- ременная передача предохраняет двигатель от чрезмерных нагрузок;
- рабочий стол имеет угол наклона, что позволяет обрабатывать заготовки под углом, отличным от 90 градусов;
- в комплект входит специальный упор для обработки лентой;
- транспортирный упор, дающий возможность обработки торцов под необходимым углом.
Шлифовальный станок 3Г71 и JET JSSG-10
JET JSSG-10- станок для заточки, полировки и правки ручного режущего инструмента, как правило, без отпуска режущей кромки. Вал с тремя насаженными на него кругами: шлифовальным, абразивным, и кожаным для полировки вращается с небольшой скоростью, регулируемой специальной рукояткой. Шлифовальный камень смачивается в специальной ванне.






Особенности:
- пылевлагоизоляция шарикоподшипников вала и барабана;
- постепенное увеличение скорости вращения;
- емкость с водой для смачивания абразивного диска;
- направляющие штанги для вспомогательных приспособлений;
- переносная ручка;
- ящик для принадлежностей.
Плоскошлифовальный станок 3Г71 предназначен для шлифования изделий периферийной стороной абразива. В определенных условиях имеется возможность шлифовки деталей под углом 90 градусов.
Шлифовальный станок ТШ-2 и ТШ-3
Настольные станки ТШ-2, ТШ-3 предназначены для выполнения различных слесарных работ – снятия заусенцев, фасок, заточки и доводки металлорежущего инструмента.
При установке дополнительных приспособлений могут применяться для шлифовки и полировки изделий. Наружный диаметр составляет 400 мм у ТШ -3, и 300 мм у ТШ-2.
О торце-кругло-шлифовочных устройствах с ЧПУ
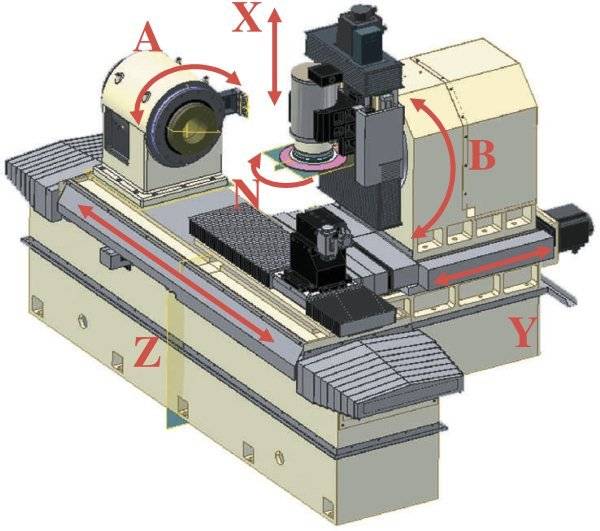
Обычно, в устройствах, управляемых программами, предусматривают большое число координат. К примеру, в шлифовальном приспособлении этого типа может быть до 10 управляемых ординат, из них три основных и минимум шесть вспомогательных для лучшего позиционирования:
- осевой ориентации заготовок относительно круга;
- смещения бабки заднего типа для корректировки и обработки заготовок;
- правки кругов для обеспечения возможности обработки любых профилей;
- осей устройства для активного контроля;
- лучшего поворота столов для обрабатывания конусов.
Для обработки разного вида геометрических форм изделий шлифовальными станками ЧПУ, установлены специальные программы:
- диспетчер выбора режимов;
- специальный модуль, управляющий приводом;
- определяющий координаты точек интерполятор.
При серийном производстве такие шлифовальные станки с ЧПУ используются с применением программных систем, что дает возможность для гибкой настройки цикла правки, шлифовки, существенно влияет на скорость переналадки станков и обрабатывания самых разных деталей. К тому же такие многокоординатные системы придают больше универсальности станкам, стабильной эффективности управления всеми процессами.





