

Общие характеристики плоскошлифовальных станков
Микронная погрешность – такой точностью обработки обладают все виды плоскошлифовальных станков. Отечественный производитель – Липецкий станкостроительный завод выпускает оборудование с погрешностью обработки согласно ГОСТ 73 года. Стандарт допускает небольшую шероховатость 0,63, что допустимо для оборудования 8-10 класса.

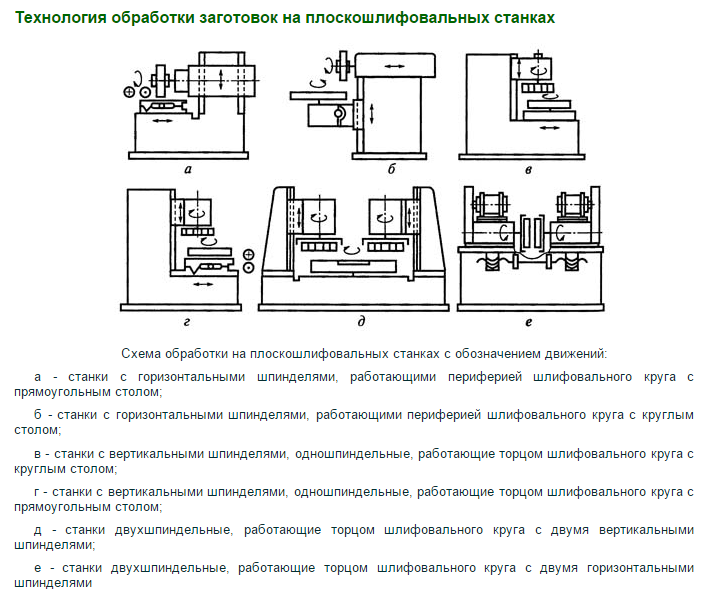
Методы шлифования на плоскошлифовальных станках
Несмотря на название станка «плоскошлифовальный», при установке дополнительного оборудования, на нём можно доводить до совершенства фасонные детали. Последние доработки конструкции станка позволили расширить их сферу деятельности станков по металлу – появилась возможность обрабатывать конические детали.
Устройство
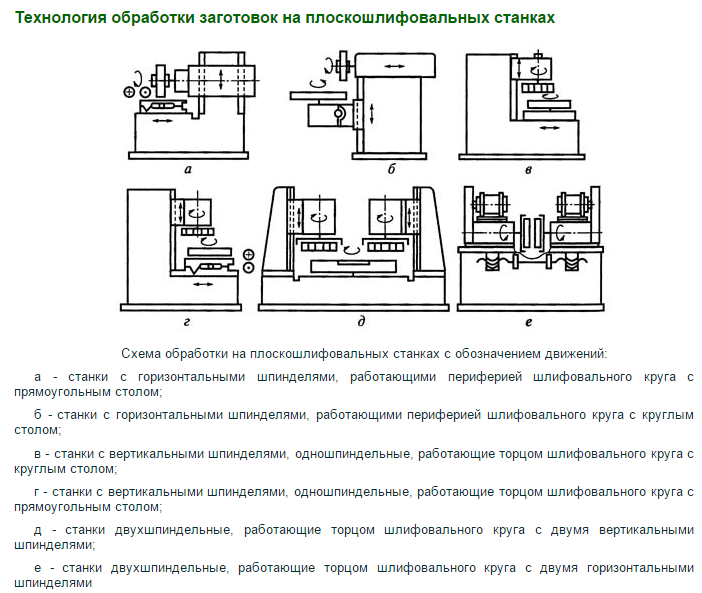
- прямоугольный стол, горизонтальный шпиндель, суппорт – такие схемы станков созданы для преимущественной работы периферической частью круга. Работа с торцовой частью изделий ограничивается кожухом рабочего инструмента. точность обработки на этом оборудовании несколько ниже, но это компенсируется высокой производительностью. отличаются универсальные плоскошлифовальные станки мощными электродвигателями, крупными шлифовальными кругами, жёсткостью конструкции;
- крестовой суппорт не даёт широты использования оборудования. не отличается станок высокими скоростями обработки. схемы специализированных станков рассчитаны на высокое качество обработки.
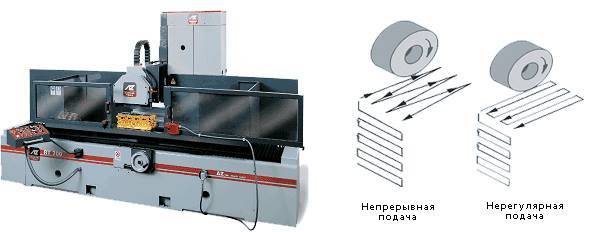
Виды подач плоскошлифовального станка AZ RT700
Работа на станках делится на индивидуальное и поточное изготовление. В связи с этим станки ручного управления и с ЧПУ могут соседствовать в одном цехе. Для плоскошлифовальных установок точность выполнения не зависит от того, человек закладывает программу обработки вручную или работа проводится под контролем ЧПУ. Невозможно достигнуть желаемого результата при расшатанной станине, люфте шлифовального круга. Схемы производителей имеют определённые критерии оценки работоспособности станка. Ухудшение состояния оборудования сказывается не только на результате работы. Оборудование становится опасным для человека, работающего на нём. В этом случае требуется капитальный ремонт.
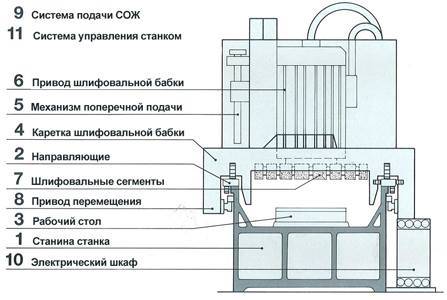
Схема прецизионных плоскошлифовальных станков
Как размагничиваются электромагнитные плиты
Завершив операцию шлифования, деталь снимается со стола. Ее остаточная намагниченность ликвидируется. Этому способствует операция размагничивания. Точность шлифования на станках и их производительность исходят от эффективности и качества способов размагничивания. Главный приоритет размагничивания – легкое снятие обработанной детали со стола.
Уменьшение продолжительности размагничивания значительно повышает производительность труда на станке. Для совокупного времени вспомогательно-подготовительных и заключительных операций, часть времени размагничивания стола составляет 8…20%. Поэтому необходимо добиваться снижения данного срока.
В отличие от электромагнитных, магнитные столы не нуждаются в источнике энергии для питания. Постоянные магниты из никель-алюминиевого сплава служат для них полюсами. Они намагничены на особых приборах. Притяжение деталей магнитными плитами слабее электромагнитных.
Рис. 4 демонстрирует общий вид магнитного стола. Сверху он оснащен пластинами из железа 1 и 2. Между ними установлены немагнитные прокладки 3. Постоянные магниты большой силы передвигаются и попеременно замыкаются на железные пластины и на закрепленную деталь. Рукояткой 4 производится переключение магнитов. Болтами и прихватами низ плиты крепится к столу.
Рис. 4. Магнитная плита с постоянными магнитами: 1, 2 – железные пластины; 3 – немагнитные прослойки; 4 – рукоятка; 5 – постоянные магниты
В автоматические станки для шлифования помещается специальный демагнитизатор. Его функция – размагничивание обрабатываемых стальных деталей. Помимо электромагнитных и магнитных плит, обрабатываемые детали на станках крепятся:
- установочными планками;
- универсальными прижимами;
- лекальными тисками;
- специальными плитами.
На рис. 5 показаны лекальные тиски. Они более точнее, чем простые тиски, а также их можно кантовать.
Боковины в лекальных тисках параллельны между собой и перпендикулярны основанию. Крепеж тисков производится через резьбовые отверстия. Часто их крепят к магнитной плите. Устройство изготовлено из стали, закалено и отшлифовано со всех сторон. Устанавливая детали на магнитную плиту, используют установочные плитки с планками. Они намного увеличивают надежность крепления деталей на плите.
Рис. 5. Лекальные тиски для закрепления шлифуемых заготовок: 1 – неподвижная губка; 2 – мерный штифт; 3 – подвижная губка; 4 –корпус; 5 – винт
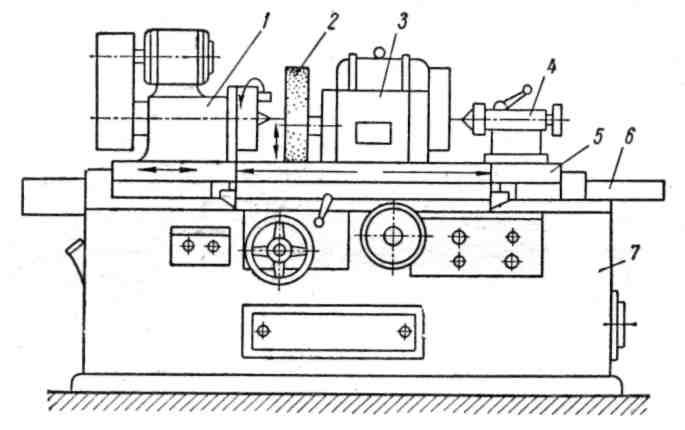
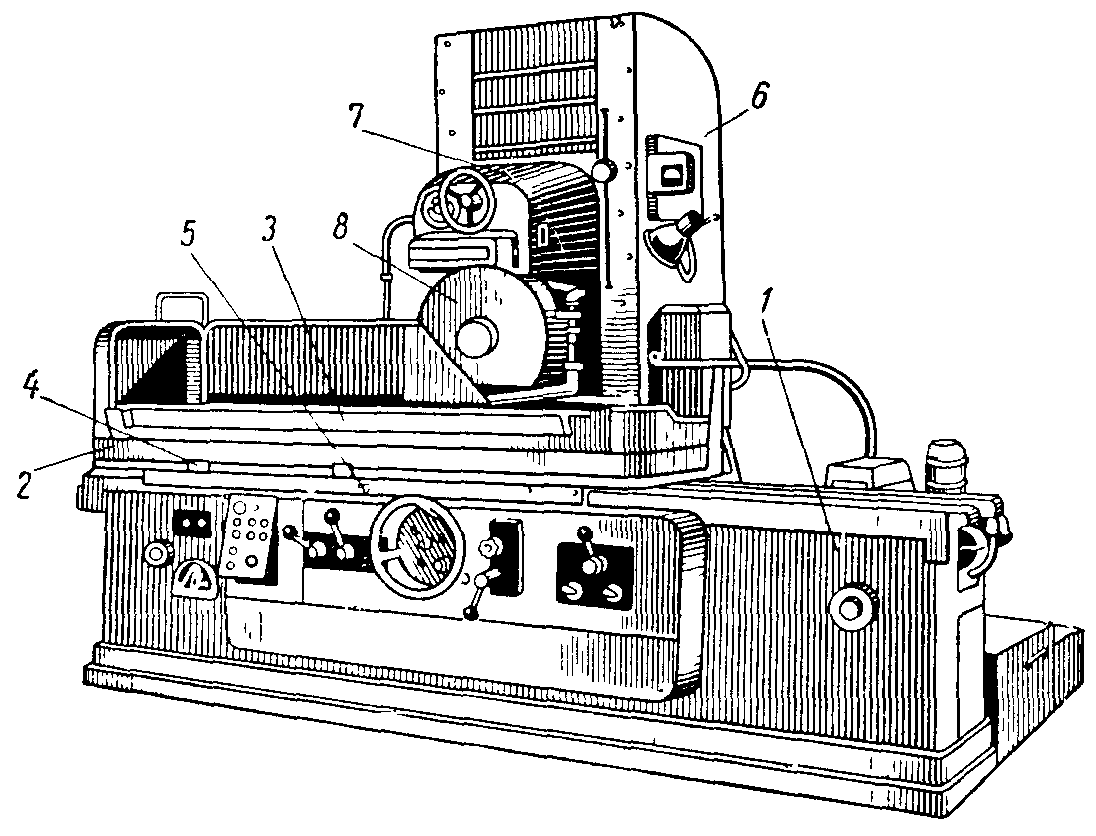
Особенности устройства
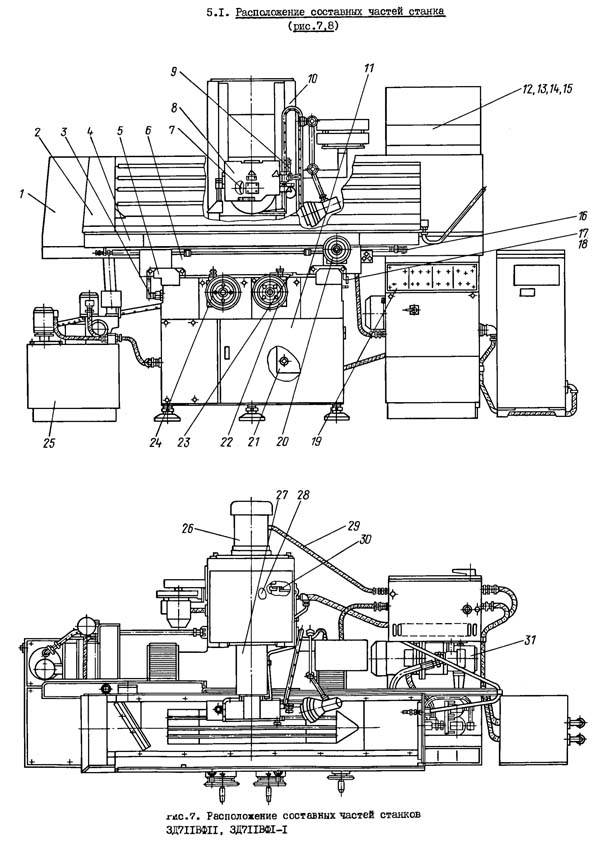
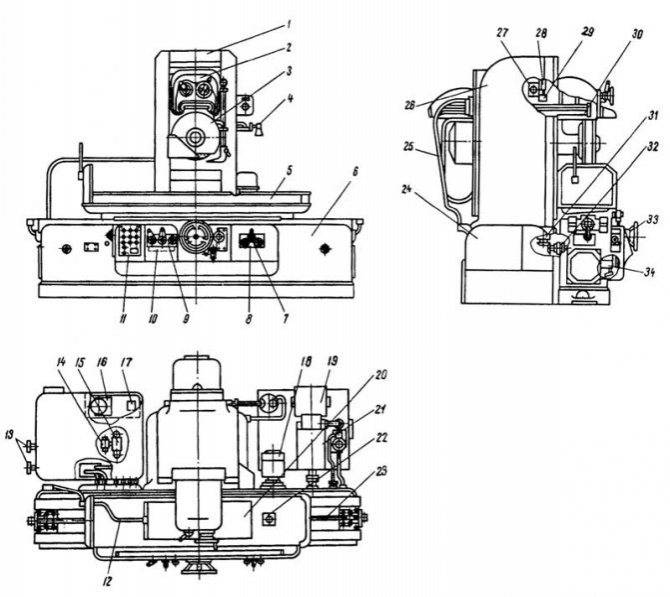
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Видео ремонта 3Г71
Виды и особенности

К рассмотрению предлагается три модификации, наиболее применимые для домашних нужд.
Плоскошлифовальная машина JET 16-32 Plus. Эта машина имеет превосходные технические параметры, которых более чем достаточно в домашнем обиходе и для мелких ремонтных работ. Точность обработки поверхности детали «начисто» может достигать 10-х долей микрона.
Станок потребляет мощность на уровне 2 киловатт, что также является приемлемым для домашних условий работы, ведь не каждая электросеть сможет обеспечить работу 10…15-киловаттного агрегата. Незначительные габариты и масса (61 кг). Характеристики выполнения основной работы следующие:
Плоскошлифовальная машина PROMA РВР-400А. Это уже уровень профессионального оснащения, укомплектован ЧПУ. Есть рабочая поверхность, которая предназначена под достаточно значительную нагрузку (350…380 кг), позволит обработать крупногабаритные полуфабрикаты. Мощность такой машины составляет 10 кВт. Имеет следующие рабочие параметры:
- 1100 мм – максимально возможная продольная подача;
- 240 мм – возможности осуществления поперечной подачи;
- 550 мм — максимальный подъем «рабочего органа» над станиной.
Этот экземпляр приведен более в качестве примера, ведь оборудование с весом почти 4 тонны необходим в условиях производства, а не в домашней мастерской.
Плоскошлифовальный механизм ЛШ-322. Изготовитель этого оборудования презентует его в качестве машины для небольших ремонтных помещений. Как раз то, что нам необходимо. Станок имеет незначительные габариты – 1050×1000×1800 мм, масса в 700 килограмм. Значительно компактней предшествующего образца.


Имеет прекрасные характеристики относительно точности обработки – предельные отклонения составляют в районе 3…5 микрон, а шероховатость — 0,16 мкм. Все-таки для домашних нужд данный механизм является дорогим (его цена составляет около 15000 долларов), а также массивным.
Видео: самодельный станок по шлифовке поверхностей.
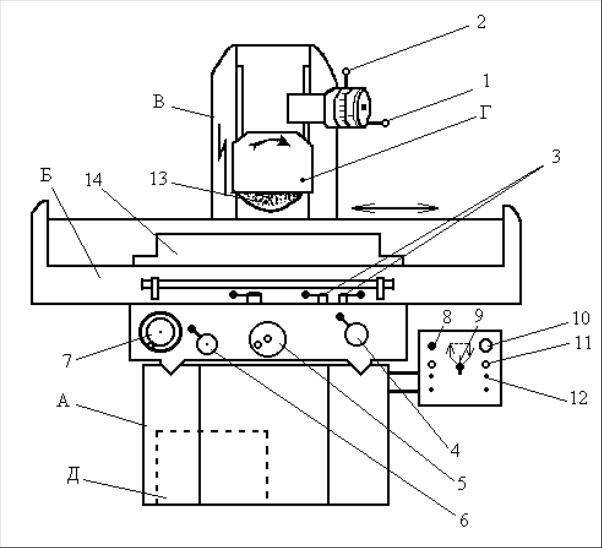
Устройство станка
Плоскошлифовальный станок представляет собой цельнолитую тумбу со станиной и закрепленную на них раму. К раме на направляющих монтируется каретка, удерживающая абразивный круг. К шпинделю круга подходят ременные или зубчатые передачи с вала двигателя. Под абразивным кругом расположен рабочий стол. В простых моделях он оснащен только креплениями под струбцины, но в большинстве моделей стол может перемещаться вместе с заготовкой. В зависимости от модели стол либо вращается по кругу, либо движется из стороны в сторону.
Дополнительно могут быть установлены гидравлические усилители, двигатели автоматического привода, контрольно-измерительные датчики и чипы программного управления. Датчики не только позволяют автоматизировать работу станка, но и обеспечить безопасность оператора.
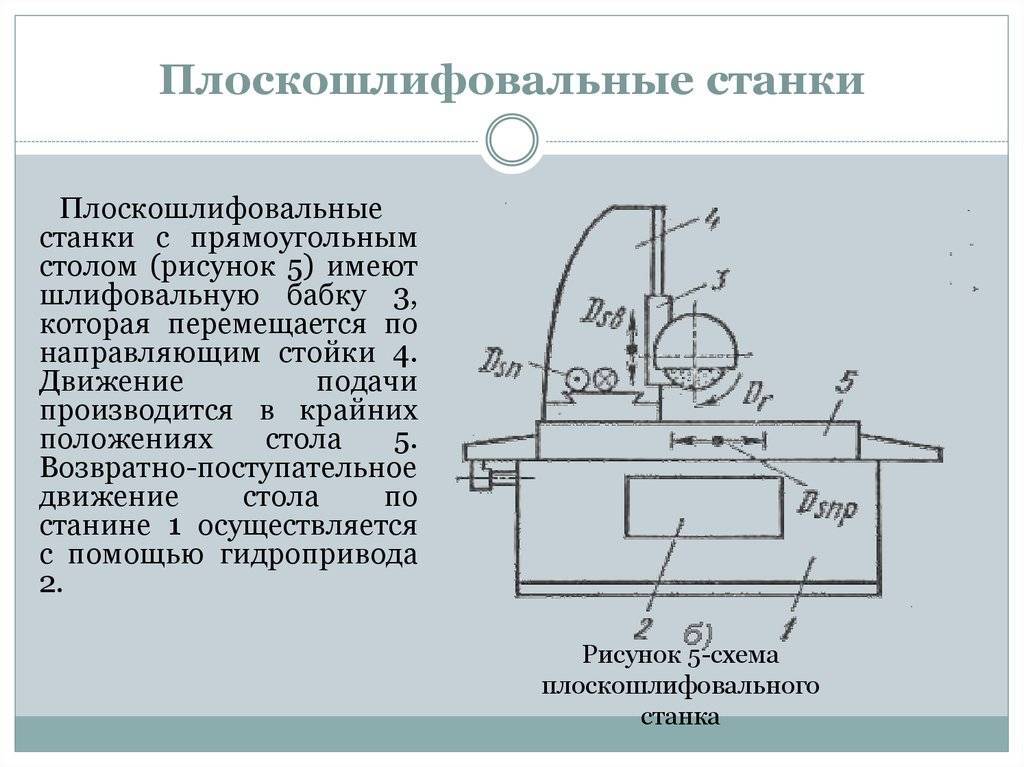
Плоскошлифовальные станки
Плоскошлифовальные станки предназначены для обработки поверхности металла до идеально ровного состояния. Станки обладают высокой практичностью, позволяют работать в удобном положении, а, также, легко крепятся к рабочей поверхности. Воспользовавшись шлифовальным станком по металлу, можно производить обработку поверхности любых деталей, в не зависимости от размеров и их форм. Процесс обработки автоматизирован, что сильно упрощает работу оператору станка и повышает его производительность. Использовать плоскошлифовальные станки можно как в большом, так и в маленьком производстве. Подобрать конкретную модель, подходящую под требования, можно в нашем каталоге.
Фильтры по товарам
Сортировать по:
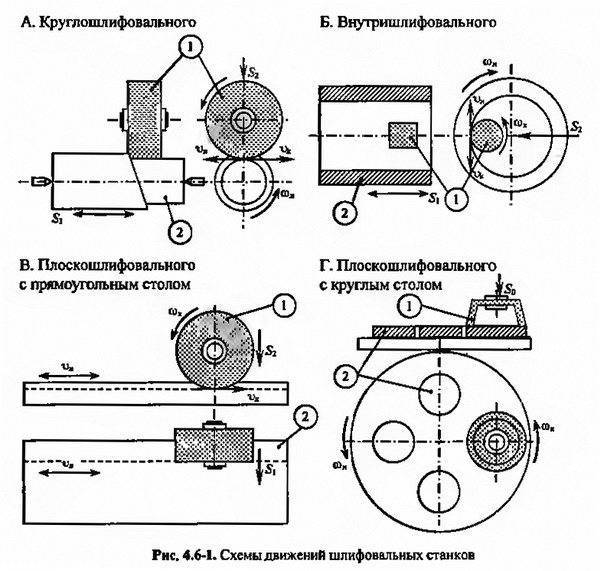
Современный универсальный плоскошлифовальный станок применяется для шлифовки деталей, изготовленных из металла. В качестве режущего инструмента применяются особые абразивные шлифовальные круги. Рабочая поверхность детали обрабатывается при помощи периферийного устройства или же торца круга. Большинство плоскошлифовальных станков по металлу выполняют ряд движений при обработке металла. К ним можно отнести:
- вращение инструмента, которым производится обработка поверхности,
- подачу обрабатываемой детали продольным или поперечным методом,
- продвижение детали для шлифования к месту обработки кругом для шлифовки.
Универсальные плоскошлифовальные станки по металлу
При покупке станка для шлифовки деталей из металла стоит помнить, что обработка сложных контуров производится при помощи особых инструментов, подобрать которые можно отдельно в нашем каталоге. Подобные шлифовальные станки по металлу используются в наиболее крупных предприятиях, что говорит об их качестве.
В нашем каталоге, клиенту предлагается подобрать плоскошлифовальный станок, обладающий определенными параметрами. Станки отличаются друг от друга параметрами, компоновкой элементов, режимами работы, органами управления. Подстраиваясь под желания клиентов, наша компания предлагает купить плоскошлифовальные станки по металлу. Они способны выполнять широкий спектр работ по обработке металлической поверхности разных размеров.
Чтобы заказать плоско шлифовальный станок в нашей компании, достаточно выбрать нужную модель и аксессуары для нее в каталоге и оставить заявку на сайте. Наши менеджеры свяжутся с клиентом, обсудят все детали, оформят заказ. После оплаты товара, клиенту остается дождаться получения станка и оценить его высокое качество и надежность.
Принцип работы
Главное отличие этого вида механизма от наждаков — уровень обрабатывания заготовок. Оно сгодится не лишь для затачивания режущих приспособлений, но и для уборки ненужных слоев материала.
Физически станок комплектуется силовым механизмом (электродвигателем). За счет передаточных элементов (ременной или зубчатой передач) вращается заточный вал. Для надежного фиксирования заготовок предусматривается основа, зачастую присоединяемая к корпусу механизма.
Зависимо от конструктивных особенностей, обрабатывающие механизмы могут быть таких видов:
- положение рабочего органа – вертикальный или горизонтальный шпиндель. Это напрямую отражается на методике обработки;
- точность при удалении ненужных слоев. Для производственных модификаций это десятые части микрона. В самодельных машинах получить такие параметры очень сложно;
- передвижной орган. Для обрабатывания габаритных деталей может меняться расположение шлифовального элемента или непосредственно детали. Во втором случае появляется необходимость в комплектации движущимся столиком.
Для изготовления плоскошлифовальной машины собственными руками применяются приемы с ручными настройками. Невзирая на достаточно значительные погрешности, их отличает простота исполнения.
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
- торцом круга;
- периферией.
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Многопроходная обработка
Элемент фиксируется на поверхности и перемещается со скоростью около 45 метров в минуту. Изделие неоднократно передвигается под кругом, который постепенно поступает вглубь, пока полностью не снимется припуск. Последние ходы протекают без подачи или с небольшой вертикальной подачей.
Однопроходная схема
Такой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Двусторонний способ
Техника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
Глубинный
С каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.

С врезной непрерывной подачей
Шлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
С поперечной прерывистой подачей
При такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.
Настольный плоскошлифовальный станок
Выбор режима шлифования
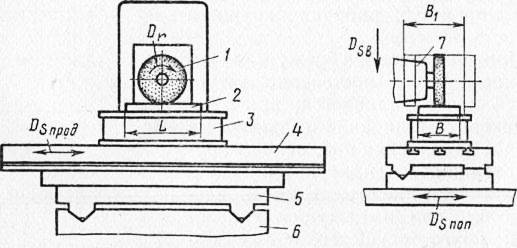
Поверхность, заданная точность, характеристика абразивного круга, мощность привода – это именно те составляющие, от которых зависит выбор режима шлифования. Так, например, скорость вращения, глубина резания, возможность поперечной подачи учитывается, если обработка изделия осуществляется периферической стороной.
В данном случае, мастеру необходимо учитывать определенные особенности, таки как:
1. Резание на максимальной глубине, которая допустима параметрами круга, детали, самого агрегата возможна и удобна при черновой обработке. Здесь необходим учет глубины, который должен быть не больше 1/5 от поперечного зерна, так как иначе круг придет в негодность, оттого, что быстро забьется.
2. Уменьшение глубины шлифования так же необходимо, если на детали или заготовке появляются прожиги ;
3. Повышение класса точности, выбор минимальной глубины допустимо при тонкой обработке. Чтобы не увеличивать затрачиваемую мощность, необходимо отказаться от большой глубины, в том случае, если материал прочный и твердый.
4. Режим шлифовки выбирается зависимости от ширины круга.
Если выбрать большие размеры обрабатываемой детали, поверхности, то останется продольная полоса необработанного материала, поэтому за один оборот можно обработать поверхность до 0,8 ширины. Так же необходимо отметить, что именно тип станка, является предопределяющим фактором, характеризующим процесс работы.
Здесь учитывается, прежде всего, производственная мощность, необходимый объем, и как было отмечено выше, тип станка.
Изготовление роликов
Самодельный шлифовальный станок по металлу не сможет функционировать без подвижных роликов. Их можно изготавливать из различных материалов. Бюджетным и надёжным вариантом являются ролики из дуба, ореха, ясеня, граба.
Для самодельного оборудования достаточно изготовить три подвижных ролика — главный, верхний и натяжной. Чтобы изготовить главный ролик, понадобится две круглых деревянных пластинки по 13 см в диаметре. Оптимальная толщина пластинок — 2,5 см. Для верхнего и натяжного роликов нужны круглые деревянные пластинки по 10 см в диаметре. Пластинки требуется склеить между собой и оставить до полного высыхания в струбцинах.
Далее будущие ролики необходимо обработать на токарном станке до параметров 5 х 10 см и 5 х 8 см. В центре получившихся деталей нужно высверлить отверстия под размещение подшипников и сквозное отверстие для продевания болта через весь ролик и подшипники.
 Самодельный ролик для станка
Самодельный ролик для станка
Скрепление роликов болтами
Отдельные части роликов (деревянные пластинки) требуется дополнительно скрепить болтами. Скрепления на клей недостаточно
Важно утопить головки болтов в ролики, чтобы они не цеплялись за раму
Рычаг натяжения
Рычаг можно изготовить из металлической планки с прямыми или закругленными концами. Она не должна быть более 20 см по длине. В будущем рычаге требуется высверлить 4 отверстия. Первое находится в 8 см от края рычага. Ещё два отверстия нужно сделать в противоположной стороне на расстоянии 5 см между друг другом. Последнее отверстие должно находится на краю, рядом с точкой вращения.
При сборке механизма регулировки, после изготовления отверстий, рычаг закрепляется между главным роликом и основным. Планка должна свободно крутится вокруг своей оси после закрепления.
Установка роликов
Все три ролика нужно расположить в одной плоскости. При этом натяжной ролик является статическим. Выравниваются они с помощью шайб и болтов.
Стабилизация ленты
Чтобы абразивная лента не соскакивала с роликов, необходимо сделать стабилизирующий механизм. Натяжной ролик должен иметь немного свободного хода. Само стабилизирующее устройство состоит из фиксирующего элемента и регулирующего болта.
Фиксирующий болт
Это крепежный элемент, в котором предварительно было высверлено отверстие. С него нужно сточить головку и расположить между рычагом и основным роликом.
Болт, на котором крепится ролик
Конструкция
Плоскошлифовальные станки — это мощное оборудование, которое состоит из следующих узлов:
- Станина — литое основание, которое гасит колебания в процессе шлифовки. Изготавливается из чугуна.
- Рабочий стол. На нем устанавливается обрабатываемая деталь. С целью ее закрепления стол обладает магнитными свойствами. При работы данный узел совершает возвратно-поступательные движения. Обеспечивается это гидравлической системой или ручным механизмом.
- Направляющие. Это элементы конструкции, которые обеспечивают точность обработки изделия. По ним совершается движение рабочего стола. Изготавливаются они из высокопрочной стали с высокой степенью закалки.
- Шпиндельная бабка с абразивным кругом или лентой.
- Электрический двигатель.
Изготовление станка для шлифовки своими руками
Желание самостоятельно делать конструкции из древесины всегда подталкивает к тому, что требуется оборудовать свою мастерскую шлифовальными и распиловочными станками. Их в большом ассортименте выпускают современные производители. Такие станки имеют прекрасные характеристики, а также высокую степень надежности. Самым основным и существенным недостатком является большая стоимость. По этой причине многие мастера стараются собирать себе шлифовальные станки из того, что есть под рукой.
Самые опытные пытаются не ограничиваться станком, который выполняет лишь одну функцию, и собирают универсальный прибор, который может резать деревянные заготовки, шлифовать и полировать, снимать старое покрытие и готовить поверхности к обновлению. Это реально благодаря тому, что основу каждого станка составляет станина, на которой закреплен электрический двигатель, ведомый и ведущий барабан, набор дополнительных оснасток (фрезы, рила, круги для шлифования и прочее).
Расчет мощности станка
Перед тем, как начать сборку станка, нужно выполнить расчет мощности.
Чтобы правильно все сделать, потребуется определиться со следующими параметрами:
- Мощность, которая потребляется электрическим двигателем.
- Скорость вращения мотора.
- Площадь соприкосновения поверхности детали и движущейся абразивной ленты.
- Коэффициент шлифования.
- Показатель трения обратной стороны применяемой ленты с поверхностью крутящих барабанов.
На основании данных о таких параметрах можно определить мощность будущего устройства.
Как сделать шлифовальный ленточный станок
Чтобы сделать шлифовальный станок своими руками, потребуется учесть много моментов. Основой станка будет мощное основание, которое может выдержать вес оборудования и выполнят функцию демпфирования появляющейся вибрации. Каркас станины стоит скрепить при помощи сварки. Сверху прикрепите плиту, и в роли такой плиты можно применять ДСП, который в толщину не меньше 2.2 см. Далее на станину прикрепите электрический двигатель, причем его мощность не должна быть ниже рассчитанной ранее. Число оборотов мотора должно быть минимум 15 000 оборотов за 1 минуту. На якорь прикрепите редуктор для передачи вращения к ведущему барабану. Нужный диаметр будет зависеть от скорости вращения мотора, и это же определит скорость движения ленты при трении в момент трения о поверхность деталей.
Из чего делать основание (станину)
Каркас, к которому прикрепляют все остальные станочные элементы, является устойчивая, хорошая станина. Она должна быть с большим запасом прочности, а также обладать прекрасной массогабаритностными характеристиками. Ее делают из листовой стали, с толщиной не больше 0.5 см. Самыми приемлемыми считаются размеры сделанной своими руками станины примерно 50*18*2 см. Для основания такого размера оптимальным размером рабочей площадки будет 18*16*1 см. Для удобства будущей работ следует сделать разметку на рабочей площадке, и для крепления следует проделать три отверстия, а после при помощи трех болтов прикрепить все к станине.
Выбор и монтаж двигателя для станка
Выполненные расчеты и опыт использования такого рода устройство показывает, что электрический двигатель должен иметь мощность хотя бы 2.5 кВт, но никак не меньше. Частота вращения вала должна быть от 1 500 оборотов за 1 минуту и больше. От того, какая скорость вращения электрического двигателя, будет в ощутимой мере зависеть скорость движения абразивной ленты. Это сильно влияет на то, каким будет качество сборки. В свою же очередь скорость передвижения ленты будет влиять на диаметр обоих барабанов. В роли готового устройства можно применят двигатель, который обычно используют для стиральных машинок. Можно также выбрать электрический двигатель и от другого хозяйственного агрегата, к примеру, очень мощного насоса или иного устройства, которое подходит по количеству оборотов и мощности.
Ведомый и ведущий барабан
Ведущий барабан нужно крепко зафиксировать на шкив электрического двигателя, а ведомый барабан будет закреплен на отдельной оси. Для того, чтобы обеспечивать свободное вращение между барабаном и валом следует прикрепить подшипники.
Лента для шлифования
При изготовлении мини шлифовального станка следует заранее позаботиться об абразивной ленте для шлифования. Обычно они имеют тканевую основу, и в качестве основы применяется бязь или другая, но похожая по плотности ткань. На поверхности материи с одной стороны при помощи особого клея наносят абразивную крошку, и в зависимости от размера зерна крошки она будет поделена на большие, средние, небольшие и нулевые.
Критерии выбора станков
Главными параметрами плоскошлифовального станка являются:
- Габариты. Большие агрегаты потребуют много места. Нужно заранее решить куда будет устанавливаться оборудование. Если вам предстоит работать с деталями незначительной величины, лучше купить компактную настольную модель.
- Мощность привода. От параметров двигателя зависит производительность работ.
- Расстояние от стола до оси шпинделя. От этого зависит максимальная высота заготовки.
- Размер стола и величина его хода по осям. Это определяет размеры обрабатываемой зоны.
- Тип управления. Аппараты с ручной подачей имеют худшее качество обработки. Программное управление с цифровой индикацией облегчит работу оператора.
Назначение и главные преимущества оборудования
Первые модели аппаратов были предназначены для чистовой обработки заготовок с плоской поверхностью. Позже стали выпускать вспомогательное оборудование, позволяющее шлифовать изделия фасонной формы. Современные станки оснащают улучшенными приспособлениями, что дает возможность работать с коническими деталями.

Основными преимуществами плоскошлифовальных станков являются:
- Высокая точность обработки. Перед выполнением работ оператор задает необходимые параметры шлифовки. При соблюдении всех технологических требований заготовка будет обработана с 10-м классом точности.
- Производительность. Современные станки способны выполнять работу в автоматическом режиме, что увеличивает производительность процесса.
- Простота обслуживания. Большинство агрегатов оснащено автоматической системой смазки, которая самостоятельно контролирует состояние узлов и механизмов вращения.
- Уровень безопасности. Защитные механизмы делают рабочий процесс максимально безопасным. Наладочные процедуры, предшествующие шлифовке, выявляют все возможные неисправности аппарата.
Техники шлифования
При работе на плоскошлифовальном устройстве можно выделить следующие техники:
- Многопроходная обработка. При этой технике требуется фиксация элемента на поверхности. Скорость его перемещения в процессе обработки достигает 45 метров в минуту. Метод обработки сводится к многократному передвижению изделия под кругом до полного снятия припуска. При этом последние ходы станок осуществляет без подачи или с небольшой вертикальной подачей.
- Однопроходная обработка. Используется для станков с круглыми столами. При этом способе станок проходит за один раз вертикально во всю глубину. В результате этого весь припуск с детали снимается за один оборот. Устройства с тремя головками позволят удалить большой припуск при максимальной точности шлифовки. Такие устройства применяются в основном при массовом производстве.
- Двусторонняя обработка. Эта технология предполагает шлифовку двух торцов детали одновременно. При этом способе для полного снятия припуска потребуется не один проход изделия. Суть метода заключается в прямолинейной или круговой подаче детали. За счет вращения инструмента осуществляется резка металла. Периферией круга следует обрабатывать изделия со средней жесткостью. При торцевом методе обработки производительность будет выше, чем при методе периферии.





