

Особенности изделий
Резьбонарезная головка имеет ряд преимуществ (по сравнению с круглыми плашками). В их числе:
1. Автоматическое разведение гребенок на головке. 2. Быстрый отвод головки без обратного свинчивания. 3. Повышенная производительность. 4. Высокая чистота поверхности и точность работ.
Головки более долговечны, чем плашки, и позволяют точно регулировать размеры резьбы, при необходимости выполнять ее нарезку в 2 прохода.
Предлагаемые головки также отличаются:
• разборной конструкцией; • высокой точностью посадки; • безупречным центрированием труб с помощью длинных направляющих.
Основные параметры
Оборудование рассматриваемой группы характеризуется по иным параметрам, нежели оборудование токарной или фрезерной группы. Это связано с тем, что резьбонарезной станок Ridgid или резьбонарезной станок Rems применяется не для изменения формы или качества поверхности, а образования канавок с заданными параметрами, которые и определяют тип резьбы. К основным параметрам, которыми обладает резьбонарезной станок для труб или других заготовок, можно отнести следующее:
- диапазон диаметра заготовки для болтовой резьбы, а также ее шаг;
- диапазон диаметра трубы, на которой можно нанести резьбу, и ее шаг;
- класс точности согласно установленным нормам в гост или ISO;
- протяженность резьбы, которая может зависеть от диаметра заготовки;
- размер наибольшей фаски;
- угол наклона фаски;
- тип резьбы, которые можно получить.
Современное оборудование, к примеру, резьбонарезной станок Ridgid или резьбонарезной станок ВМС обладают высокой производительностью и возможностью точной настройки под заданные параметры. Вышеприведенные технические характеристики указываются в документации
Однако при выборе следует уделить внимание и другим параметрам, которые определяют особенности проводимых работ
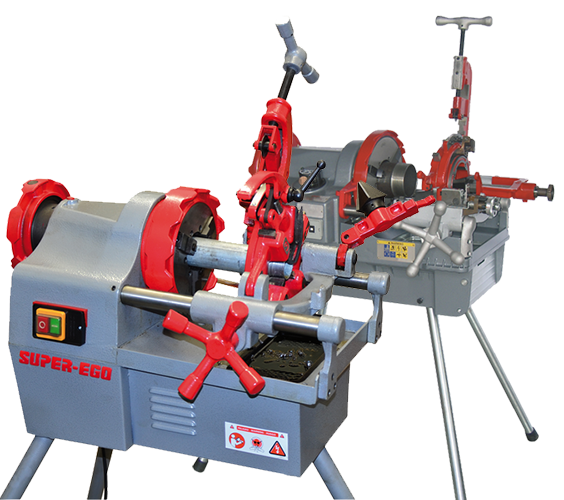
Резьбонарезной станок RIDGID 535
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
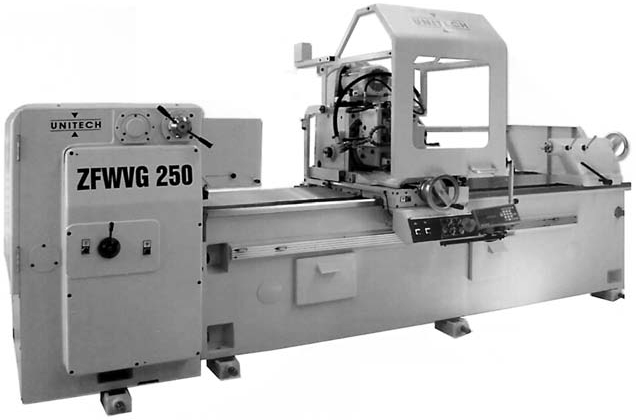
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
Резьбонакатные
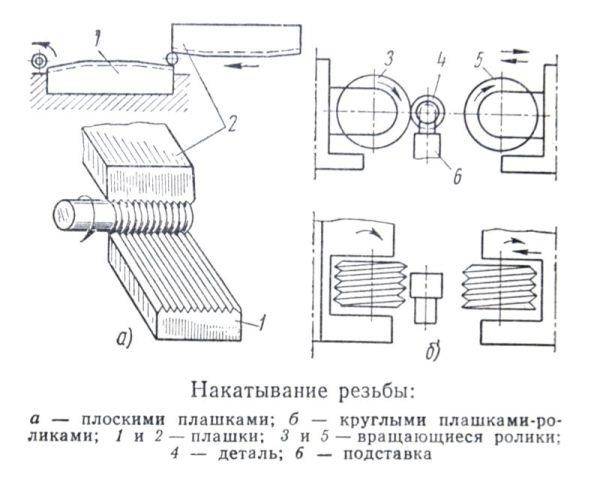
Принцип работы состоит в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
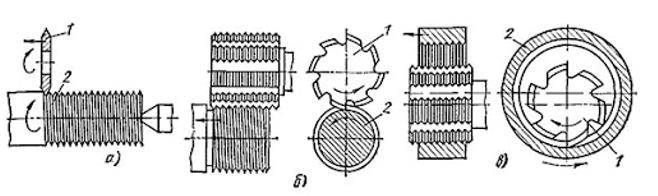
Резьбофрезерные
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Как выбрать наиболее подходящую модель?
Резьбонарезной станок Ridgid или резьбонарезной станок ВМС 2а востребованы в мелком и крупносерийном производстве
При выборе определенной модели следует обратить внимание на:
Тип конструкции: вес, компактность, расположение основных элементов, степень защиты подвижных элементов и зоны резания. На рынке продажи подобного оборудования есть большой выбор. К примеру, можно приобрести вертикальный вариант исполнения РЕМС или с горизонтальной компоновкой. Все зависит от поставленных задач.
Тип установленного привода. На протяжении многих лет устанавливается механический привод, так как он прост в использовании и компактен
Однако стоит учитывать, что есть довольно много типов механического привода, некоторые надежны и точны, другие выходят из строя довольно быстро.
При рассмотрении электродвигателя следует обратить внимание на то, от какой сети он питается и есть ли защита от перегрева. Большая мощность в данном случае не будет говорить о хорошей производительности.
Тип установленного зажимного устройства
Во время обработки есть вероятность возникновения довольно большой нагрузки. Для обеспечения высокой точности нарезания резьбы и безопасности работы конструкции зажимное устройство должно быть надежным.
Наличие подачи охлаждающе-смазывающей жидкости. При обработке твердосплавного материала есть вероятность существенного нагрева режущего инструмента и самой заготовки. При возникновении подобной ситуации быстро изнашивается инструмент, а также изменяются качества материала.
Наличие системы автоматизации. В последнее время все большей популярностью пользуются модели с числовым программным управлением, так как они позволяют получать точные детали при высокой производительности. При этом практически весь процесс выполняется без участия человека, то есть управлять резьбонарезным станком Риджид или другого производителя может оператор с малым опытом резьбонарезания.
При выборе также уделяют внимание тому, какая фирма указана производителем. К примеру, Rothenberger является достаточно известным производителем, что определяет высокое качество получаемых изделий
Однако стоимость оборудования Rothenberger будет существенно выше, чем продукция отечественных производителей.
В заключение отметим, что рассматриваемое оборудование может устанавливаться дома, так как имеет небольшие габаритные размеры, может питаться от сети 220 В и не требует жесткого крепления к основанию. Единственным недостатком при покупке оборудования для его бытового применения является его высокая стоимость.
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
Резьбонакатные
Принцип работы состоит в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
Резьбофрезерные
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
 Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Станок для нарезания резьбы и все о нем
Резьбонарезной станок – это оборудование, которое режет заготовки конусной и цилиндричной формы. Также выполняет нарезку резьбы на трубе (газопроводной, водопроводной и другой) и еще станки можно использовать как оборудование для производства болтов. Благодаря универсальности такого станка круг его применения расширяется от крупных производств до небольших ремонтных мастерских.










Конструкция и принцип работы резьбонарезного станка для труб
Само устройство по типу схоже со сверлильной машиной вертикального типа. В шпиндель крепится специальный инструмент – метчик, именно он в соответствии с выставленной скоростью и частотой вращения передвигается вниз в сторону крепко и плотно закрепленных труб. Во время нарезки на длинных трубах используется подставка, которая регулируется по длине и высоте. В зависимости от типа, сверлильно резьбонарезной станок может иметь горизонтальное или вертикальное размещение исполнительного инструмента. Чаще, используют вертикальное оборудование, в роли резца выступает метчик. А вот горизонтальные станки, используют для нарезки резьбы разного типа труб. Наружные резьбы делаются по средствам резьбовых резцов и круглых плашек. А вот внутренние работы выполняются с помощью специальных резцов и метчиков.
Типы резьбы, которые можно выполнить с помощью станка для нарезки резьбы:
- Метрическая и дюймовая резьба на трубах;
- Коническая, трапецеидальная и цилиндрическая.
При использовании дополнительных инструментов появляется возможность делать наклоны и задавать всевозможную форму.
Станок для нарезки резьбы, его виды
Представляемое оборудование условно можно разделить на три группы:
- Ручные станки;
- Электрические станки;
- Автоматические станки.
Вид подобного оборудования подбирается исходя из планируемых объемов нарезания резьбы. Одним из самых главных достоинств применения ручного станка – это его мобильность. Такое оборудование не большое по своему объему и весу, за счет этого его с легкостью можно перемещать с одного на другое место. Для работы на нем не требуется специальных навыков и знаний. А вот главный недостаток – резьба труб диаметром более 50 мм не возможна. Зачастую такие станки используют, так сказать в гаражных условиях и небольших мастерских.
Электрический резьбонарезной станок имеет большой вес, объем и сложную конструкцию. Но в отличие от ручного оборудования их используют на производствах, они более надежны и позволяют работать с диаметром труб более 50 мм. Компактные электрические модели имеют вес около 60 кг, но их функции ограничены. Более мощные модели могут весить до 200 кг.
Нарезка резьбы на автоматических станках происходит без вмешательств человека. Этот станок очень большой и используется на предприятиях для поточного производства труб.
Резьбонарезные станки для труб – это основное оборудование, без которого не обойдется не одно серьезное предприятие, специализирующееся на резьбе.
Разновидности
Чтобы выбрать одну из разновидностей резьбонарезного инструмента, нужно понимать какие виды резьбовых соединений бывают:
- Цилиндрическая и коническая резьба.
- Многозаходная — состоящая из нескольких винтовых линий.
- Однозаходная — состоящая из одной винтовой линии.
Резьба для труб может изготавливаться вращением инструмента в правую или левую сторону. Направление зависит от выбранного инструмента.
Электроинструмент
В строительных магазинах можно найти большой выбор электрических резьбонарезных инструментов. Оборудование позволяет увеличить эффективность человеческого труда и повысить производительность. Дополнительно увеличивается качество проводимых работ. Современные электроинструменты позволяют создавать разные виды резьбы, работать в труднодоступных местах. Для закрепления обрабатываемых поверхностей на инструменте есть специальные тиски.
Однако важно помнить о том, что электроинструменты быстро перегреваются. Поэтому при работе нужно использовать охлаждающие жидкости
Ручные приспособления
Ручные метчики могут быть отдельной оснасткой для электроинструментов или закрепляться на ручные приспособления. Ручной инструмент представляет собой рукоять и корпус для закрепления плашки. Они могут быть одинарными и симметричными (в зависимости от вида создаваемой резьбы). Двухкомпонентные инструменты могут оборудоваться храповым механизмом для облегчения процесса работы и удобства.
Виды резьбонарезных станков
ручной резьбонарезной станок
Модели резьбонакатного оборудования можно разделить на такие группы:
- ручные;
- электрические;
- автоматические.
Тип станка подбирается в зависимости от планируемых объемов работ. Преимущество ручных инструментов — небольшой размер и вес, их можно перевозить, они легки в управлении, не требуют квалификации и навыков. Но ручные модели работают с трубами не более 50 мм диаметром. Резьба самых толстых труб требует приложения физических сил.
Электрические модели более сложны конструктивно, тяжелы и громоздки. Вместе с тем, они точно и аккуратно выполняют резьбы, надежны. Поэтому широко применяются на производствах. Среди электрических станков выделяют компактные модели весом до 60 кг, функционал их ограничен, в отличие от более мощных, весом 150 — 200 кг.
На автоматических станках все процессы проходят без вмешательства оператора, который выставляет параметры резьбы на программном контроллере и следит за процессом. Это крупное оборудование, рассчитанное на поточное производство труб.
Способы управления
В зависимости от используемого типа управления выделяют две группы оборудования – с ручным
иэлектрическим приводом. Инструменты первого типа чаще всего применяются для бытовых целей, они имеют ограничения по диаметру обрабатываемых деталей – не больше 50 миллиметров. Кроме того, мощность техники невелика, она подходит для выполнения малых объемов работ.
Модели с электрическим управлением являются профессиональными, они отличаются большей мощностью и наличием дополнительных функций. Точность обработки высокая, при помощи станков с электрическим приводом можно обрабатывать изделия с диаметром от 50 мм. Одной из разновидностей такого оборудования являются автоматические модели. Для работы используется специальное программное обеспечение, то есть оператору надо только задать нужные параметры и зафиксировать заготовки. Такие станки с ЧПУ используются в промышленных целях.
Основные характеристики
автоматический резьбонарезной и сверлильный аппарат
Производительность резьбонарезных инструментов определяется следующими показателями:
Мощность — промышленные станки обладают мощностью до 2,2 кВт, они рассчитаны на поточное производство. Минимальный показатель — 750 Вт позволяет изготовлять небольшие партии или штучные изделия.
Частота вращения шпинделя — определяется мощностью мотора. От частоты вращения зависит скорость нарезания. Разброс показателей велик — от 28 оборотов в минуту до 520. Профессиональные станки оснащены переключателем скоростей — их может быть до трех. Удобная опция для работы с различными деталями. Для ремонтной мастерской, в которой изготавливают несколько резьб на трубах в смену, достаточно самого маломощного станка со скоростью шпинделя 28 оборотов.
Диапазон нарезания резьбы — показатель, указывающий на размер деталей, с которыми работает резьбонарезной станок. Параметр может варьировать от 3 до 51 мм. Если планируется работа с болтами и другими мелкими деталями, выбирается станок с малым диапазоном нарезания резьбы (3 — 16 мм или 8 — 24 мм). Для промышленного использования целесообразно приобрести станок с максимальным диапазоном, который позволит обрабатывать детали любых размеров.
Масса станка — от нее зависит возможность перемещения оборудования. Самые маленькие станки весят 50 кг, их можно перевезти на строительную площадку, в соседний цех.
Дополнительные опции
В зависимости от наличия дополнительных функций оборудование для нанесения резьбы можно поделить на две категории:
- простые устройства, которые рассчитаны только на нарезание резьбы. Все остальные манипуляции, например, подача и фиксация заготовки выполняются рабочим. Подобные устройства хороши для разовых операций на трубах. Они недороги и доступны владельцам небольших автосервисов, слесарных мастерских;
- автоматические станки, на них мастер лишь включает электропитание и вставляет заготовку. Они отличаются высокой производительностью и скоростью. Многие автоматы дополнительно высверливают отверстия разного диаметра. При выборе такого станка следует поинтересоваться диапазоном размеров отверстий, который у разных инструментов может быть от 2,5 до 30 миллиметров.
Видеоролики демонстрируют работу нескольких резьбонарезных станков:
3 Особенности использования роликов для накатки резьбы
Все описанные выше способы выполнения резьбы по своим технологическим возможностям ощутимо уступают методике, при которой используются ролики. Как правило, применяется два ролика (иногда их может быть три или четыре). А сам рабочий процесс производится на универсальных либо специальных станках для накатки резьбы.
Существует три варианта накатывания резьбы роликами в зависимости от того, каким образом резьбонакатной станок подает рабочий инструмент и изделие: с тангенциальной подачей детали; с радиальной подачей роликов; с осевой подачей заготовки.
Тангенциальная схема обеспечивает высокую производительность агрегата. Она может выполняться подачей:
- двух роликов цилиндрической формы, каждый из которых имеет собственную окружную скорость;
- двух пар роликов затылованного типа либо просто двух таких роликов;
- двух роликов затылованного типа в центрах.
Отличие цилиндрических приспособлений от затылованных заключается в том, что у вторых имеется не только калибрующая и заборная части, но еще и сбрасывающая. По стоимости затылованные ролики дороже обычных, а использовать их можно как на простых станках, на которых шпиндельные узлы находятся в фиксированном положении, так и на специальных полуавтоматических резьбонакатных установках.
В тех случаях, когда применяются две пары затылованных роликов, процесс накатывания резьбы ускоряется. Резьбу можно наносить одновременно на два конца изделия или же обрабатывать сразу две детали. А при монтаже заготовки в центрах станка следует пользоваться крупными по сечению роликами (от 20 до 30 сантиметров).
Более популярным способом накатки резьбы является вариант, когда ролики подаются радиально. Востребованность этой методики обусловлена в первую очередь простотой используемого инструмента и необходимой для выполнения операции оснастки. Обычно накатка производится при помощи двух вращающихся роликов. Радиальную подачу при этом имеет лишь один из них.









При радиальной подаче применяются только цилиндрические ролики, которые соответствуют положениям Государственного стандарта 9539. Они бывают нормальной и повышенной точности, предназначены для нарезания резьбы сечением от 3 до 68 миллиметров (шаг варьируется от 0,5 до 6 миллиметров). Посадочное отверстие таких цилиндрических приспособлений может иметь следующие размеры – 45, 80, 54 или 63 миллиметра.
Геометрические параметры роликов цилиндрической формы устанавливают посредством проведения специальных расчетов, при которых во внимание принимается уровень точности, шаг, сечение и протяженность резьбы, которую требуется произвести. Очень важным представляется и то, чтобы винтовая линия на резьбе и на роликах характеризовалась идентичными углами подъемов
Именно по этой причине на роликах резьба выполняется многозаходной.
Если на изделие необходимо накатать длинную резьбу, в большинстве случаев применяется схема осевой подачи детали. Она производится на средней скорости порядка 9 тысяч миллиметров в минуту. Данная схема реализуется крайне редко, так как при ней отмечается уменьшение прочности инструмента, вызванное проскальзыванием витков обрабатываемого изделия и роликов, а также наличие погрешности шага (на каждые 10 сантиметров длины около 10 микрометров).
Кинематическая схема резьбонарезного станка 2056

Кинематическая схема резьбонарезного станка 2056
Движения в станке
Движения в станке:
- главное вращательное движение шпинделя;
- движение подачи;
- вспомогательные движения: возврат шпинделя с инструментом в исходное положение после окончания рабочего хода;
- установочные ручные перемещения узлов станка при его наладке и настройке
Цепь главного движения
Вращательное движение шпиндель IV станка получает от электродвигателя М (N = 1,3 кВт, n = 1300 об/мин) через коробку скоростей 4. Переключая в коробке скоростей блочные зубчатые колеса z = 22—29—37 на валу I и z = 34 — 60 на шлицевой втулке III шпинделя, сообщают шпинделю шесть различных частот вращения в диапазоне 112—1120 об/мин.
Наименьшая частота вращения шпинделя:
nшп.min = 1300 (18/36) (22/44) (20/60) = 112 об/мин
Цепь подач
Осевое перемещение шпинделя, согласованное с его вращением, обеспечивается в станке коробкой подач 5 и механизмом подач. Шпиндель станка смонтирован на шарикоподшипниках в гильзе 2, на наружной поверхности которой нарезана рейка, находящаяся в зацеплении с реечным зубчатым колесом z = 14. Движение к реечной паре передается от зубчатого колеса z = 34, установленного на шлицевой втулке шпинделя в коробке скоростей, и далее по следующей кинематической цепи: зубчатое колесо z = 30, трехваловая коробка подач с двумя блоками зубчатых колес z = 20—20 и z = 18—27, зубчатая пара (30/30), червячная пара (1/60), предохранительная шариковая муфта 7, зубчатая передача (39/60), сменные зубчатые колеса (a/b) гитары подач, реечное зубчатое колесо z = 14, гильза со шпинделем. Четырехскоростная коробка подач и набор сменных зубчатых колес гитары подач позволяют настроить станок на нарезание восьми различных шагов резьб в диапазоне 1..3,5 мм.
Уравнение для вычисления, например, наименьшего шага нарезаемой резьбы имеет вид:
P = 1 (34/30) (20/27) (27/27) (30/30) (1/60) (39/60) (a/b) · 3,14 · 2,5 · 14
a/b = (50/50) Pmin = 1 мм
Вывинчивание метчика из нарезаемого отверстия обеспечивается реверсированием электродвигателя.
Отсчет величины вертикального перемещения шпинделя производят по лимбу 6, движение которому передается с вала реечного зубчатого колеса с помощью зубчатой передачи внутреннего зацепления. В пазах лимба устанавливают кулачки, которые ограничивают величину вертикального перемещения шпинделя и управляют циклом работы станка.
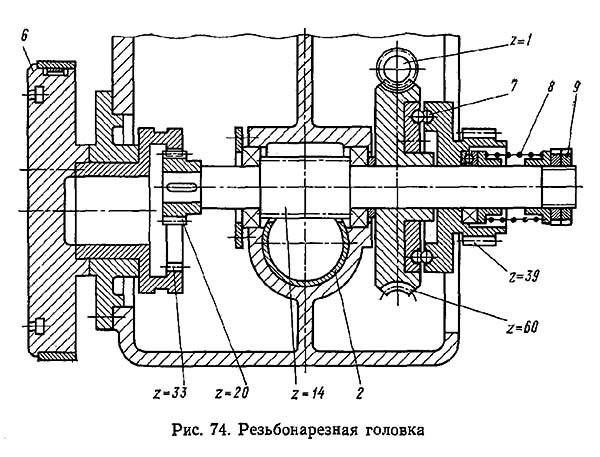
Резьбонарезная головка станка 2056
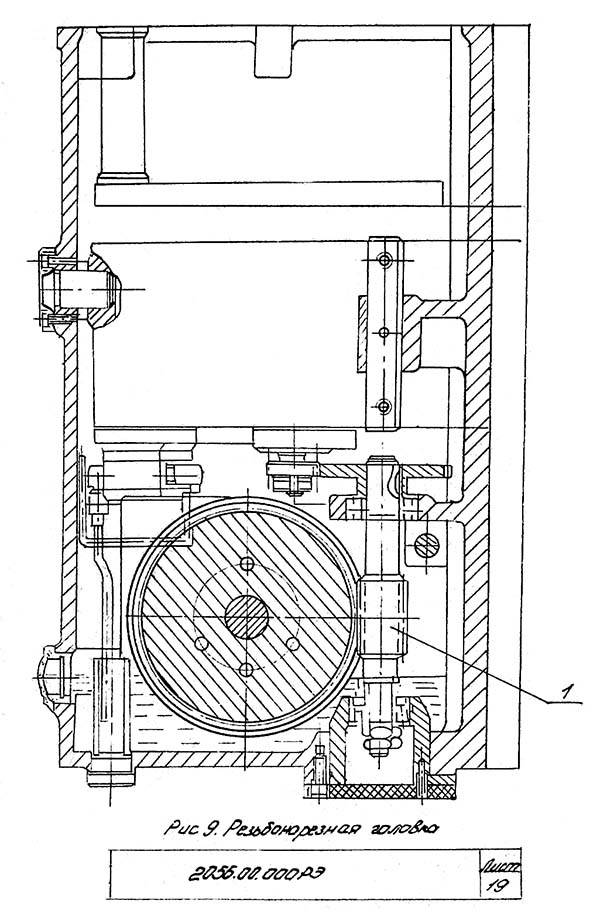
Резьбонарезная головка станка 2056
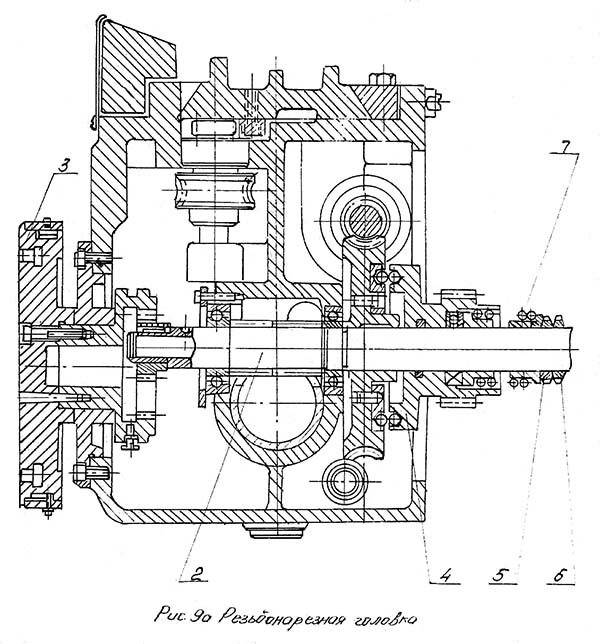
Резьбонарезная головка станка 2056
Шариковая предохранительная муфта в конструкции резьбонарезной головки предотвращает поломку инструмента в случае его осевой перегрузки (нумерация деталей резьбонарезной головки аналогична рис. 73).
При нарезании на станке левых резьб необходимо в гитаре подач дополнительно установить еще одну пару сменных зубчатых колес, которые изменят направление осевого перемещения шпинделя при неизменном направлении его вращения. На станке возможно нарезание метрических резьб с более мелким шагом (0,5—0,8 мм), чем указано в технической характеристике, а также дюймовых и трубных, но для этого необходимо иметь дополнительный комплект сменных зубчатых колес гитары подач.
Вспомогательные установочные вертикальные перемещения стола и резьбонарезной головки производят вручную, соответственно рукояткой 1 через зубчатую коническую и винтовую передачи и рукояткой 3 через червячную и реечную передачи (см. рис. 73).
Классификация станков
Произвести классификацию станков, используемых для резки резьбы, можно по следующим признакам:
- виду;
- способу управления.
Разновидности станков
В настоящее время для нарезки резьбы используются следующие модели станков:
Резьбонакатные. Оборудование работает по принципу деформации поверхности трубы, что исключает возможность образования стружки. Заготовка проходит через резьбонакатный станок, имеющий плоские или круглые резцы и сильно сдавливается. Под воздействием пресса металл заполняет впадины, имеющиеся на инструменте, образуя равномерную резьбу.
Принцип действия резьбонакатного станка
Резьбофрезерные. Нанесение резьбы производится дисковыми или гребенчатыми фрезами, установленными на оборудовании.
Применение резьбофрезерного станка
За счет медленной подачи заготовки резьбонакатным станком можно нанести резьбу на протяженном участке, в том числе и с увеличенным шагом.
Резьбошлифовальные. Принцип работы оборудования аналогичен предыдущему виду с одним исключением: вместо фрез применяются шлифовальные круги и каким-либо профилем. Могут использоваться однониточные и многониточные круги, при помощи которых происходит нанесение резьбы на всю выделенную поверхность.

Принцип работы резьбошлифовального оборудования
Независимо от вида любой станок, предназначающийся для нарезки резьбы, в том числе и на трубах, может быть напольным или настольным. Напольный станок, как правило, отличается большей мощностью и большим весом, а настольный – удобством применения.






Способы управления станками
Резьбонарезные станки могут иметь следующие способы управления:
- ручной. Инструмент предназначается для бытового применения и не может быть использован на нанесения резьбы на трубы диаметром не более 50 мм;
- электрический. Оборудование преимущественно используется профессиональными мастерами, так как отличается большим весом и высокой стоимостью. Однако на электрическом станке можно нарезать резьбу более точно.

Электрическое оборудование
В отдельную категорию можно выделить автоматическое оборудование, работающее на основании заложенной программы. Оператору станка требуется только зафиксировать трубу и корректно задать параметры изготовления резьбы.
Как работает автоматическое оборудование, смотрите на видео.
Принцип действия, назначение, преимущества
Нарезание резьбы считается неотделимой операцией металлообрабатывающего производства. Нарезка резьбы характерна для токарных станков с ЧПУ, винторезно-токарных агрегатов, резьбообрабатывающих установок. Справиться с резьбонарезным режимом способны и сверлильные станки методом сверления.
Резьбонакатные агрегаты – установки, использующиеся для накатки резьбовых и винтовых плоскостей на заготовках – телах вращения, произведенных из черных и цветных металлов, а также их смесей. Эти сплавы придают установке высокопрочностные характеристики и повышенный срок службы. Оборудование удобно в обслуживании, что позволяет осуществлять накатку резьб тремя методами:
- Радиальная подача роликов. Предусматривается для возделывания незначительных по длине винтовых плоскостей.
- Тангенциальная подача детали. Характеризуется усовершенствованной технологией подачи, чем радиальное поступление заготовки, так как осуществляется по касательной к окружности в заданной области.
- Метод осевого подступа болванки. Предназначается для обрабатывания винтовых соединений большой длины.
Наиболее известным и востребованным методом резьбонаката считается вариация, когда ролики подаются радиальным способом. Это обуславливается элементарностью инструментария. Процедура накатки на резьбонакатных станках происходит посредством двух подвижных роликов, но радиальная подача возможна только одним из валов.
Стоит отметить, что в радиальной методике подачи инструмента выступают только цилиндрические ролики, соответствующие нормам ГОСТ 9539.
Все эти методы активно используются в разных сферах производства. Принцип действия резьбонакатного станка основан на изменении поверхности детали и создании формы специальным инструментарием. Формируемый профиль выполняется посредством вдавливания в плоскость детали определенной нагрузки, зависящей от аппаратуры. Так осуществляется производство саморезов, шурупов, клепок.
Основными положительными сторонами резьбонакатного устройства считаются:
- отсутствие стружки, что повышает полезность действия устройства;
- выгодный экономический показатель в закупке дорогостоящих расходных материалов;
- повышенная износоустойчивость и срок службы обрабатываемых поверхностей;
- целостность резьбового соединения заготовки;
- высокая производительность строительных элементов.
Эти преимущественные показатели технологии накатки роликами обусловили им массовость использования в крупносерийном производстве.

Трехроликовый резьбонакатной станок
Расположение основных узлов резьбонарезного станка 2056
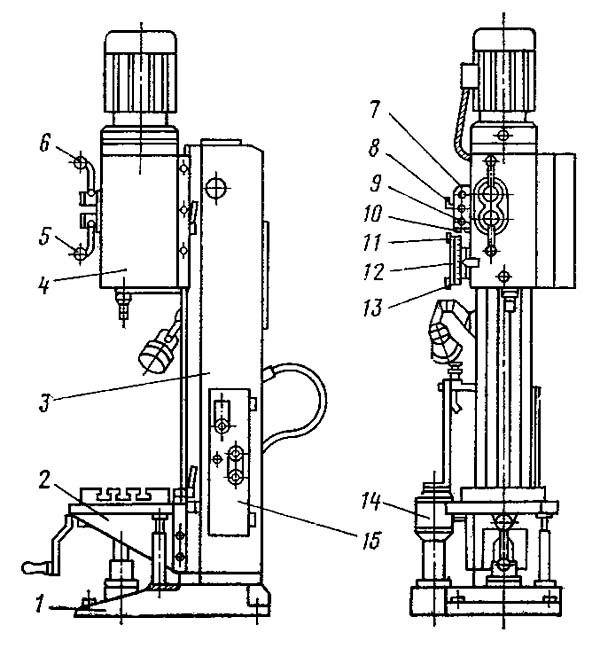
Расположение основных узлов резьбонарезного станка 2056
- Плита;
- Стол;
- Колонна;
- Резьбонарезная головка;
- Рукоятка установки подачи;
- Рукоятка установки частоты вращения шпинделя;
- Пульт управления;
- Переключатель цикла работы станка;
- Микропереключатели;
- Кулачки;
- Лимб;
- Кулачки;
- Охлаждение;
- Электрооборудование.
На фундаментной плите 1 станка установлена колонна 3, по вертикальным направляющим которой перемещают вручную стол 2 и резьбонарезную головку 4, с вмонтированными в нее коробками скоростей и подач, шпинделем и механизмом подач.
Перечень основных узлов резьбонарезного станка 2056
- Колонна, стол, плита — 2Н118.10.000
- Коробка скоростей — 2056.20.000
- Привод — 2Н125Л.21.000
- Коробка подач — 2056.30.000
- Резьбонарезная головка — 2056.40.000
- Гитара подач — 2056.41.000
- Шпиндель — 2Н118.50.000
- Охлаждение — 2Н118.80.000
- Электрооборудование — 2056.92.000
- Патрон предохранительный — 2056.51.000
Электрическая схема резьбонарезного станка 2056
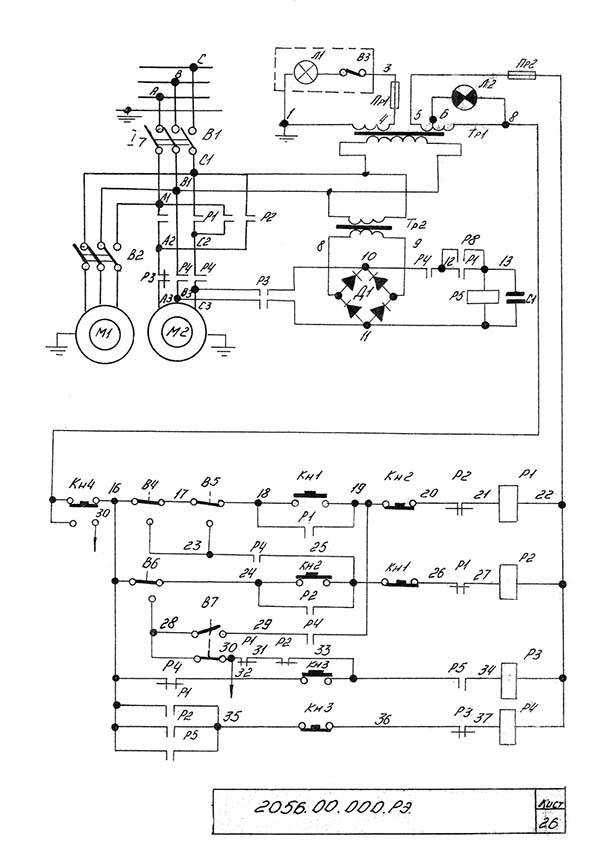
Электрическая схема резьбонарезного станка 2056
Резьбонарезной станок может работать в трех режимах резьбонарезания:
- Автоматический цикл резьбонарезания
- Одиночный цикл резьбонарезания
- Прерывистая работа
Автоматический цикл
Перекючатель цикла устанавливается в положение «А». Нажимается кнопка «Вправо». Шпиндель, настроенный на нужную скорость вращения и подачу совершает непрерывные движения:
- Шпиндель вращаясь идет вниз и нарезает резьбу
- В конце обработки кулачок «Н» на лимбе отключает подачу, включает реверс шпинделя (левое вращение) и шпиндель вращаясь идет вверх
- В крайнем верхнем положении кулачок «В» на лимбе включает новый цикл
Одиночный цикл резьбонарезания
Перекючатель цикла устанавливается в положение «О». Нажимается кнопка «Вправо». Шпиндель, настроенный на нужную скорость вращения и подачу совершает один цикл резбонарезания:
- Шпиндель вращаясь идет вниз и нарезает резьбу
- В конце обработки кулачок «Н» на лимбе отключает подачу, включает реверс шпинделя (левое вращение) и шпиндель вращаясь идет вверх
- В крайнем верхнем положении кулачок «В» на лимбе отключает вращение шпинделя





