

Регулирование радиально-сверлильного станка 2Н55
Конструкция станка предусматривает возможность регулирования отдельных механизмов, детали которых изнашиваются в процессе эксплуатации. Ниже даются указания по регулированию основных механизмов станка.
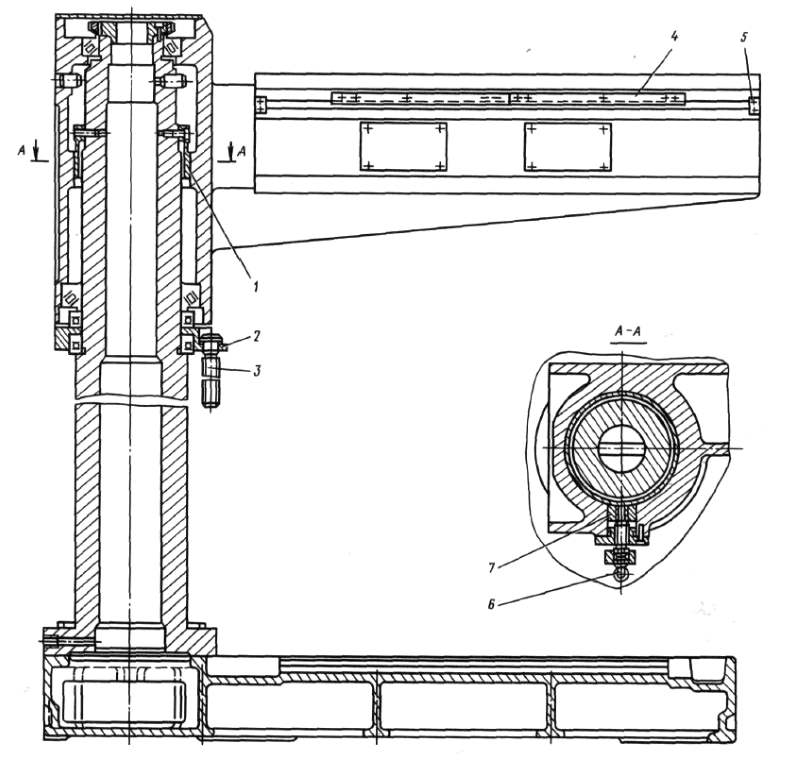
1. Регулировка отжима и зажима колонны станка осуществляется путем поворота полого винта 3 относительно гайки 7 (см. рис. 8 ).
Для регулировки необходимо;
- а) установить давление в системе в пределах 35..40 кг/см2;
- б) подать масло под давлением в полость “Б” (отжим);
- в) отвернуть болты 1, крепящие фланец 2;
- г) поворотом фланца 2 произвести отжим (установив осевой ход колонны в пределах 0,4..0,5 мм);
- д) вывести фланец 2 из зацепления с винтом 3, совместить по крепежным отверстиям и закрепить винтами I.
Регулировку производить таким образом, чтобы при выполнении зажима колонны плунжер 21 не доходил до крышки 25.
В противном случае, не будет достигнуто полное усилие зажима.
При нормально отрегулированном зажиме поворотные части станка не должны поворачиваться от усилия менее 250 кг (для станка мод. 2Н55) и 150 кг (для станка мод, 2Н53), приложенного на конце рукава в горизонтальной плоскости. При отжиме поворот должен осуществляться усилием не более 5 кг.
2. Регулирование зажима рукава на колонне производится подкладыванием компенсационных шайб 41 под гайки 42 болтов 30 (см. рис. 10). Такой способ позволяет избежать повторного засверливания гаек и болтов. Затяжка гаек производится при неподвижном рукаве. Зажим считается достаточным, если по верхнему торцу бочки рукава на стороне, противоположной разрезу, не проходит щуп 0,03 мм.
3. Регулирование плавного перемещения рукава по колонне осуществляется гайками 32 (ом.рис.10) во время перемещения рукава. Перемещение рукава вниз должно происходить без рывков.
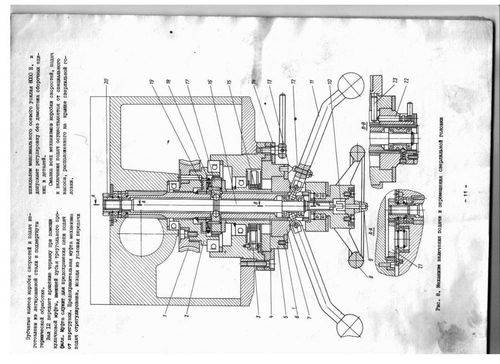
4. Зажим сверлильной головки на направляющих рукава можно отрегулировать поворотом эксцентриковой втулки 11 (см. рис. 11). В отрегулированном положении втулка стопорится специальным фиксатором 21. Закрепление головки считается достаточным, если ее нельзя сдвинуть с места маховиком ручного перемещения при приложении усилия 25 кг.
5. При необходимости уменьшить зазор между направляющими корпуса головки и рукава следует освободить гайки эксцентриковых осей 8 (см.рис.11) и поворотом их установить необходимый зазор (до 0,05 мм). При этом легкость перемещения головки по рукаву не должна нарушиться.
6. Повышенный осевой люфт шпинделя устраняется подтяжкой гайки 5 (см.рис.18).
7. Регулирование пружины, уравновешивающей шпиндель с инструментом, осуществляется в нижнем положении шпинделя поворотом червяка 4 (см.рис.19). После регулировки необходимо совместить одну из рисок на квадрате червяка со стрелками на табличке.
8. Регулирование усилия подачи осуществляется вращением винта 9 (см.рис.15). После регулировки следует затянуть стопорную гайку 10.
Если при работе под нагрузкой перестает вращаться шпиндель или выключается подача вследствие срабатывания предохранительных устройств, необходимо остановить станок и проверить состояние инструмента (затупление, заедание в кондукторной втулке и т.д.) либо снизить режимы обработки.
Указания о мерах устранения возможных нарушений нормальной работы, относящихся к системам электрооборудования, гидрооборудования и смазки, приведены в соответствующих разделах настоящего “Руководства”.
Сведения о примененных в станках подшипниках качения приведены на рис. 32 и в спецификации.
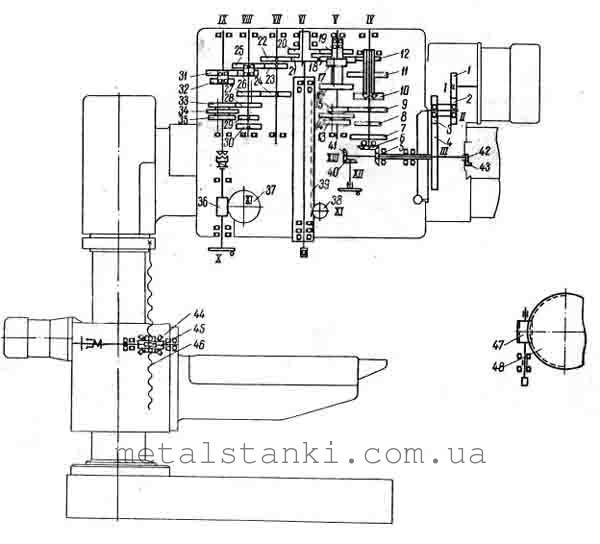
Сверлильная головка
Во время изготовления корпуса применяли чугун, который стоек к вибрационной нагрузке и не подвергается действию большой влажности. В середине расположена система переключения частот вращения шпинделя или подачи
Для важного увеличения служебного срока конструкции соприкасающиеся детали смазывают специализированной суспензией. Для этого на корпусе устанавливают насос смазки, привод основного движения или тормоз шпинделя. Управление коробкой передач проходит через установленные с наружной стороны рукояти
Во время изготовления зубчатых колес применяют легированную сталь, которая имеет очень высокую устойчивость к износу
Управление коробкой передач проходит через установленные с наружной стороны рукояти. Во время изготовления зубчатых колес применяют легированную сталь, которая имеет очень высокую устойчивость к износу.
Сверлильная головка
При изготовлении корпуса использовали чугун, устойчивый к вибрационной нагрузке и не подвержен воздействию повышенной влажности. Внутри расположена система переключения скоростей вращения шпинделя или подачи. Для существенного продления срока службы конструкции соприкасающиеся элементы смазывают специальной суспензией. Для этого на корпусе устанавливают насос смазки, привод главного движения или тормоз шпинделя.
Управление коробкой передач проводится через установленные снаружи рукоятки. При изготовлении зубчатых колес используют легированную сталь, которая имеет повышенную износостойкость.
Порядок работы на станке 2К52-I
Настройка, наладка и режим работы
После установки станка обратите внимание на его устойчивость и при необходимости закрепите основание (при работе на тяжелых режимах). Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим
Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим.
В связи с конструктивными особенностями станка 2К52-I (переносного типа), устанавливаемого обычно без жесткого крепления, режимы резания на нем назначаются более низкими по сравнению со станками стационарного типа.
Выбор режимов резания производится в зависимости от обрабатываемого материала и диаметра режущего инструмента. Рукоятка коробки подач устанавливается в положение, соответствующее выбранной механической подаче. Требуемую частоту вращения выбирайте двумя рукоятками, находящимися на лицевой стороне бочки, в соответствии с табличкой.
ВНИМАНИЕ! Переключать частоту вращения и подач можно только при остановленном шпинделе. При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя
При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя. Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток
Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток.
Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных его составных частей для восстановления их нормальной работы. Конструкция станка предусматривает возможность регулирования отдельных элементов, детали которых изнашиваются в процессе эксплуатации.



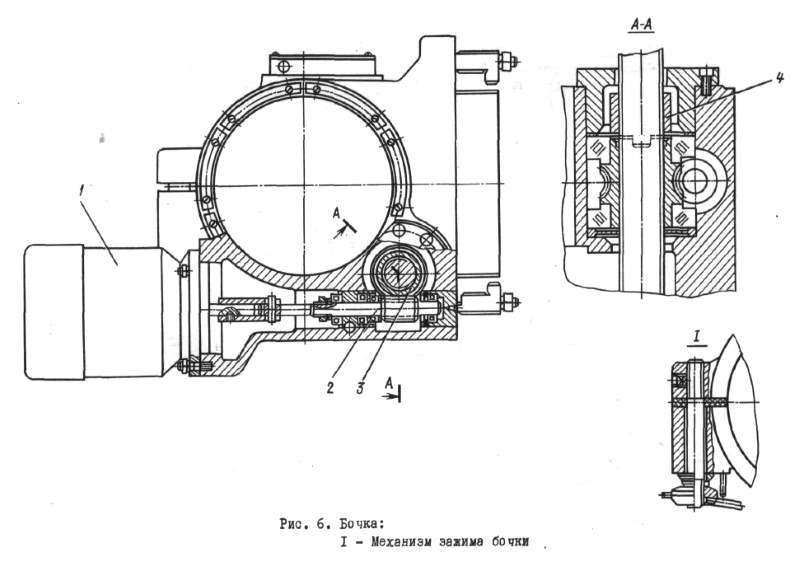
Регулировка зажима бочки на колонне производится поворотом гайки 1(см.рис.12) на угол, соответствующий износу резьбы, и затем блокировкой гайки 2.
Зажим считается достаточным, если бочка не поворачивается на колонне под действием усилия 1000 Н на конце рукава.
Зажим каретки на направляющих рукава можно отрегулировать поворотом эксцентрикового вала, воздействующего на втулку 3 (см.рис. 14), тягу в и прижим 7. Зажим каретки считается достаточный, если ее нельзя сдвинуть с места под действием усилия 2500 Н.
При необходимости отрегулировать зазор между призматическими направляющими рукава и каретки освободите зажимы эксцентриковых осей I и II и поворотом этих осей установите необходимый зазор (до 0,05 мм). При этом не должна нарушаться легкость перемещения каретки с головкой по рукаву. После окончания регулировки затяните зажимы эксцентриковых осей винтами.
Для облегчения усилия перемещения каретки по направляющим рукава на ней установлены подшипники, с помощью которых каретка находится во взвешенном состоянии по отношению к направляющим рукава. Регулировка осуществляется поворотом торсионного эксцентрика до начала появления зазора между передней направляющей рукава и кареткой.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки, доступ к которой возможен после извлечения шпинделя из корпуса сверлильной головки.
Регулировка предохранительной муфты от перегрузок по осевой силе производится двумя гайками 5 (см.рис. 17),которыми затягивают пружину 4. Номинальное осевое усилие достигается настройкой на режимы, причем при режимах, указанных в разделе 10.3, муфта обеспечивает передачу осевого усилия 7500±1000 Н ( срабатывания — проскакивания кулачков полумуфты 2 относительно кулачков полумуфты I — не происходит).
Предельные допускаемые режимы работы
Материал — сталь 45, ГОСТ 1050-74 Диаметр обработки — 25 мм Инструмент — сверло 25 мм Инструмент — сверло 25-3, ГОСТ 10903-77
Частота вращения шпинделя — 160 об/мин Подача — 0,125 мм/об Скорость резания — 14,2 м/мин Крутящий момент на шпинделе — 110±10 Н·м Осевая сила резания — 7500±1000 Н
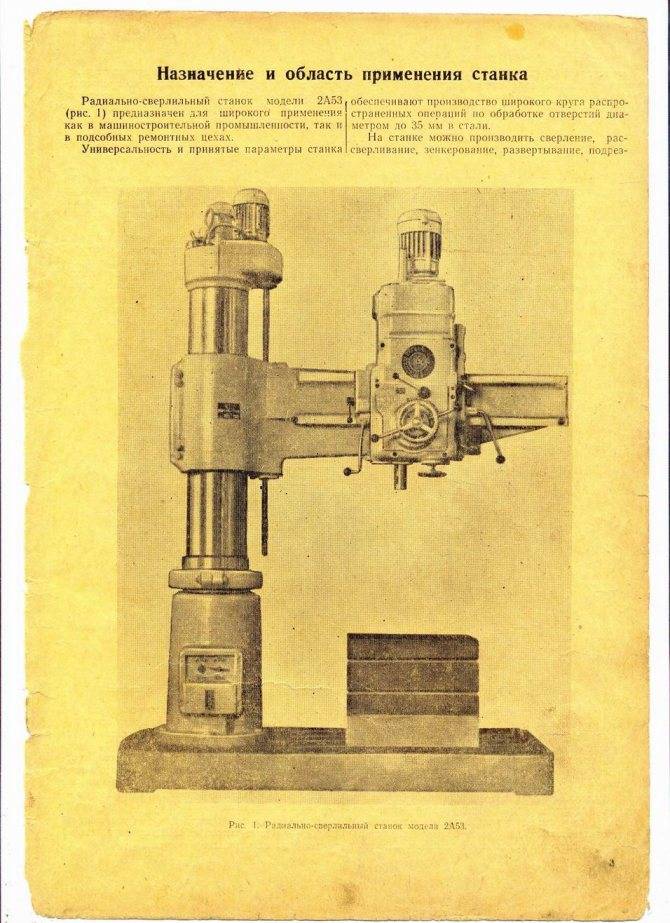
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Производитель
С советских времен модель 2М55 выпускается предприятием «Одесский завод радиально-сверлильных станков». Основано это предприятие было еще в позапрошлом веке — в 1884 году. В советские времена оно называлось Машиностроительным заводом имени Ленина. Станки это предприятие начало выпускать еще в 1928 году.
Первый радиально-сверлильный агрегат, рассчитанный на выполнение отверстий диаметром до 50 мм, заводом был изготовлен в 1946 году — сразу после войны. Помимо популярной модели 2М55, это предприятие поставляет на российский и украинский рынки такие качественные, хорошо известные многим производственникам агрегаты, как 2А55, 2Н55, 2А554 и т. д. Некоторые станки этого производителя рассчитаны на сверление отверстий до 75 или даже 100 мм в диаметре. Любые станки одесского завода считаются у потребителей продукцией очень качественной и надежной. Касается это, разумеется, и модели 2М55.

Смотреть галерею
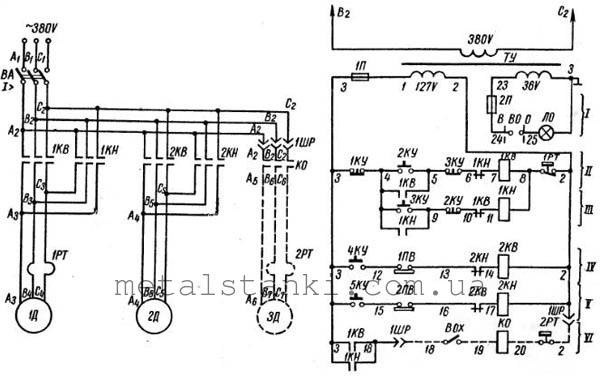
Описание электросхемы радиально-сверлильного станка 2Е52
Напряжение к силовой цепи и к цепи управления подается при включении рычага автоматического выключателя А (рис.10). При этом включается трансформатор управления и освещения ТУ0.
Переключатель управления двигателем находится в нейтральном положении, т.е. все контакты КПС, КПВ, КПН разомкнуты.
Траверса зажата и находится на средней высоте колонны. В этом положении НЗ контакты ПВВ и ПВН путевых выключателей замкнуты.
При повороте рукоятки управления 4 (си. рис.3) по пазу I вверх замыкается контакт КПС (2-11), а переходный контакт КПВ (2-1) включается и отключается. В это время включается катушка KB реверсивного пускателя НО блок-контактом KB (2-1) переходит на самопитание и главными НО контактами KB включает электродвигатель.
Отключение двигателя производится переводом рукоятки в нейтральное положение.
Реверсирование двигателя осуществляется поворотом рукоятки вниз. В этом случае замыкается контакт переключателя КПН и включается катушка пускателя КН.
Быстрое перемещение траверсы производится поворотом рукоятки управления по пазу II при разжатом положении рукава на колонне.
Перемещение траверсы вверх и вниз ограничивается путевыми выключателями ПВВ и ПВН, которые при размыкании HЗ контактов в цепи катушек пускателя отключают двигатель.
Лампа местного освещения включается выключателем ВО.
Оглавление

Радиально-сверлильный станок 2М55 получил широкое применение не только в ремонтных цехах, а и в крупносерийном производстве. На станке можно выполнять следующие виды работ:
- Сверление;
- Рассверливание;
- Зенкерование;
- Развертывание;
- Нарезку резьбы метчиком
С применением приспособления и специального инструмента, на станке возможно выполнять работы, характерные расточным станкам
Устройство радиально-сверлильного станка 2М55
- Плита
- Цоколь
- Система охлаждения
- Токосъемник
- Рукав
- Механизм подъема
- Механизм зажима рукава
- Редуктор
- Гидростанция
- Зажим
- Сверлильная головка
- Муфта фрикционная
- Коробка скоростей станка
- Коробка подач станка
- Червячный вал
- Механизм подач станка
- Ручное перемещения сверлильной головки
- Зажим сверлильной головки
- Гидропреселектор
- Привод гидропреселектора
- Гидравлическая панель
- Командоконтролер
- Шпиндельная бабка
- Противовес
- Насос
- Главный цилиндр
- Гидрокоммуникация
- Система смазки
- Электрооборудование для колонны
- Электрооборудование для рукава
- Электрооборудование для головки
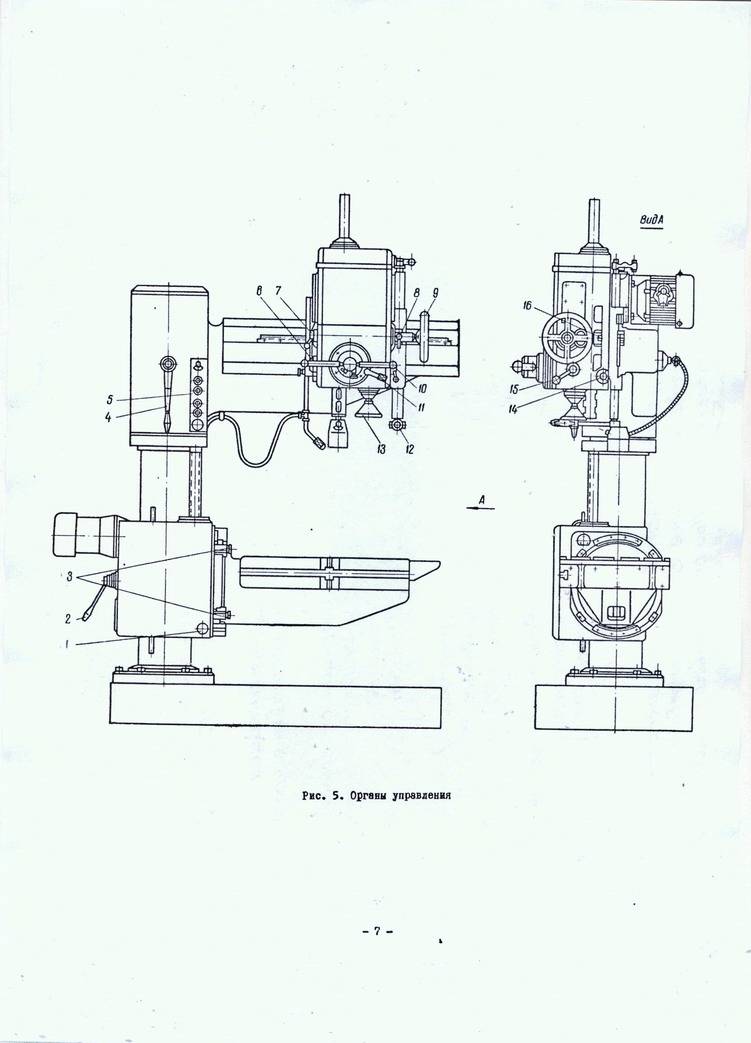
Органы управления радиально-сверлильного станка 2М55
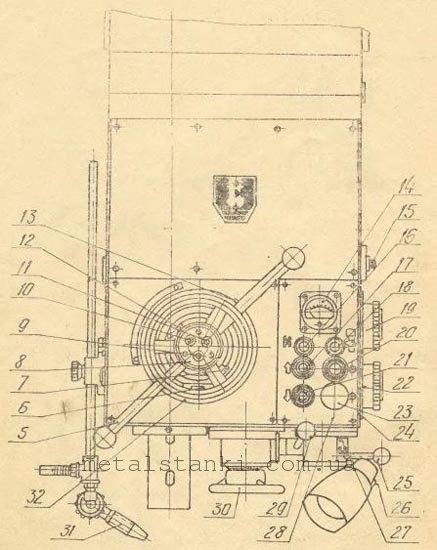
- Выключатель электронасоса охлаждения
- Вводной выключатель из каталога ABB;
- Ускоренный подвод шпиндельной бабки и включения механической подачи
- Включение упора для настройки необходимой глубины сверления
- Блокировка механизма подачи при нарезании резьбы
- Отжим сверлильной головки
- Отжим колонны и головки
- Зажим колонны и головки
- Соединение лимба с механизмом подачи станка
- Точная настройки лимба на необходимую глубину сверления
- Указатель нагрузки
- Рукоятка натяжения пружин противовеса
- Сигнальная лампа
- Управления подъемом рукава
- Отключения шпиндельной бабки от коробки скоростей
- Рукоятка предварительного набора скоростей
- Пуск главного двигателя
- Управление опусканием рукава и остановкой рукава при подъеме
- Рукоятка предварительного набора подач
- Кнопка «Общин стоп»
- Управление пусковой реверсивной муфтой
- Выключатель освещения
- Рукоятка включения механической подачи
- Маховик топкой ручной подачи шпинделя
- Край включения охлаждающей жидкости
- Маховик перемещения сверлильной головки
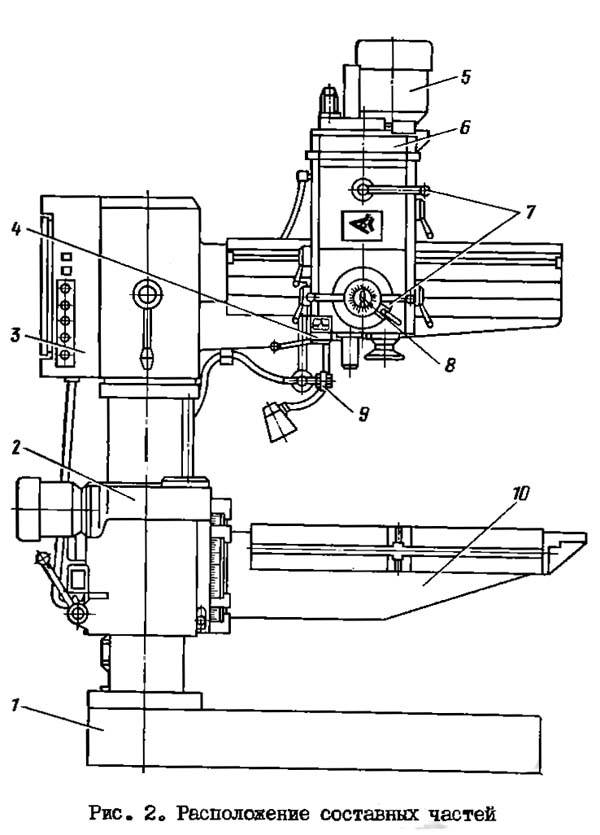
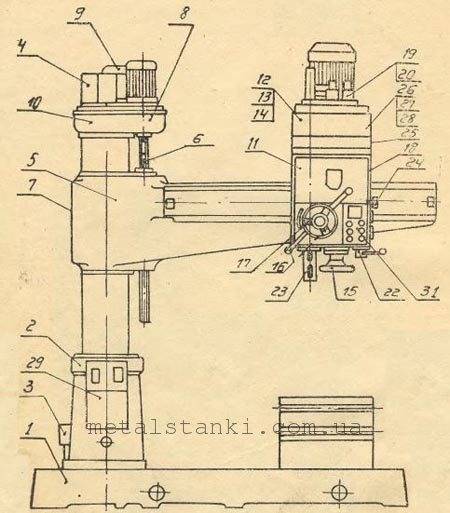
Плита, цоколь и колона радиально-сверлильного станка
Фундаментная плита 1 – жесткая отливка, усиленная ребрами в продольных и поперечных направлениях. На поверхности плиты расположены Т-образные пазы, служащие для крепления стола, заготовок или специального приспособления.


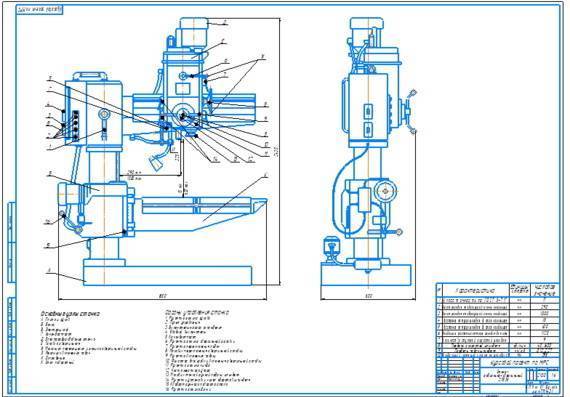
На плите неподвижно крепится цоколь 5 , в котором на подшипниках 3 и 10 установлена колона 6. Колона является наиболее нагруженной деталью станки, поэтому выполнена из стальной трубы и имеет закаленную с маленькой шероховатостью рабочую поверхность, по который перемещается рукав.
Как устроен станок?
Вот основные детали станка:
- основание;
- колонна;
- корпус;
- бочка рукав;
- головка для сверления;
- электрическое оборудование;
- каретка.

Каретка станка
На основание крепится корпус и рукав, а на торцевой части прикрепляется емкость для жидкости охлаждения.
Колонна являет собой большую трубу из стали, которая установлена в цоколе и прикреплена двумя подшипниками. Там же расположено электрооборудование и механизмы для зажима, стоит знать, что зажимы не входят в комплект с первоначальным оборудованием, их надо заказывать отдельно.
Отливка из чугуна плотной формы – это корпус, который является основной деталью для коробки скоростей. В нем также есть место для электрического оборудования.
Рукав прикрепляется к корпусной части посредством четырех прихватов. По направлению данной детали ходит каретка вместе с головкой для сверления.
Сама головка состоит из шпинделя, устройство для управления и короб для подач.
Шпиндель состоит из чугуна. Имеет большой диапазон для частоты сверления.
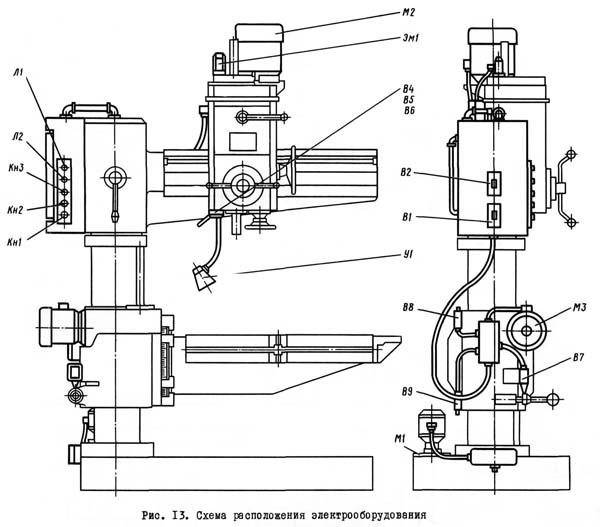
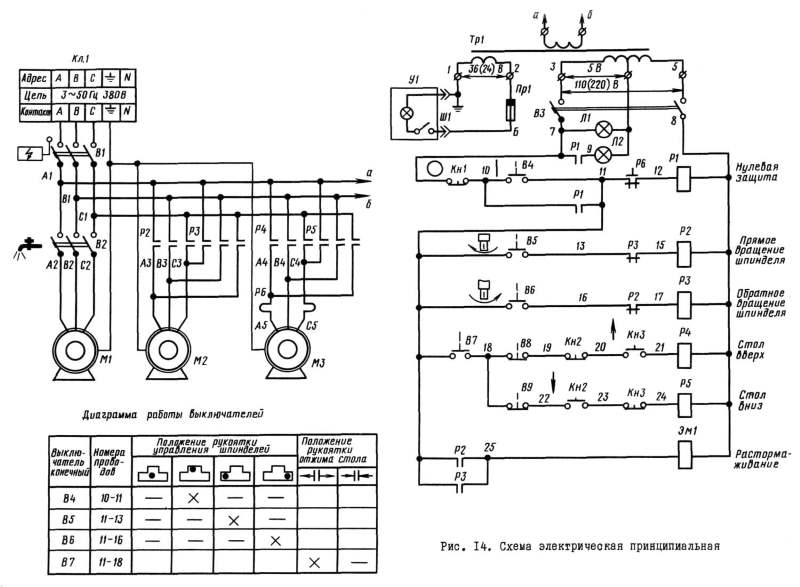
Первоначальный пуск и указания о порядке управления станком 2Л53У
Для подготовки станка к работе необходимо: дверку электрошкафа плотно закрыть; включить вводной выключатель BI, убедиться что сигнальная белая лампочка Л1 загорелась; подъемом рукоятки командоаппарата включить станок, при этом должна загореться зеленая лампочка Л2.
Наладочные перемещения стола осуществляются кнопками Кн2 и КнЗ, но прежде необходимо отжать бочку.
Для включения прямого вращения шпинделя необходимо рукоятку командоаппарата повернуть влево, для обратного вращения — вправо. Для остановки шпинделя рукоятку командоаппарата следует вернуть в нейтральное положение.
Отключение станка, обычное и аварийное, осуществляется красной грибовидной кнопкой Кн1 «О».
Внимание! Вводной выключатель BI под нагрузкой не выключать, это допустимо только в аварийном случае
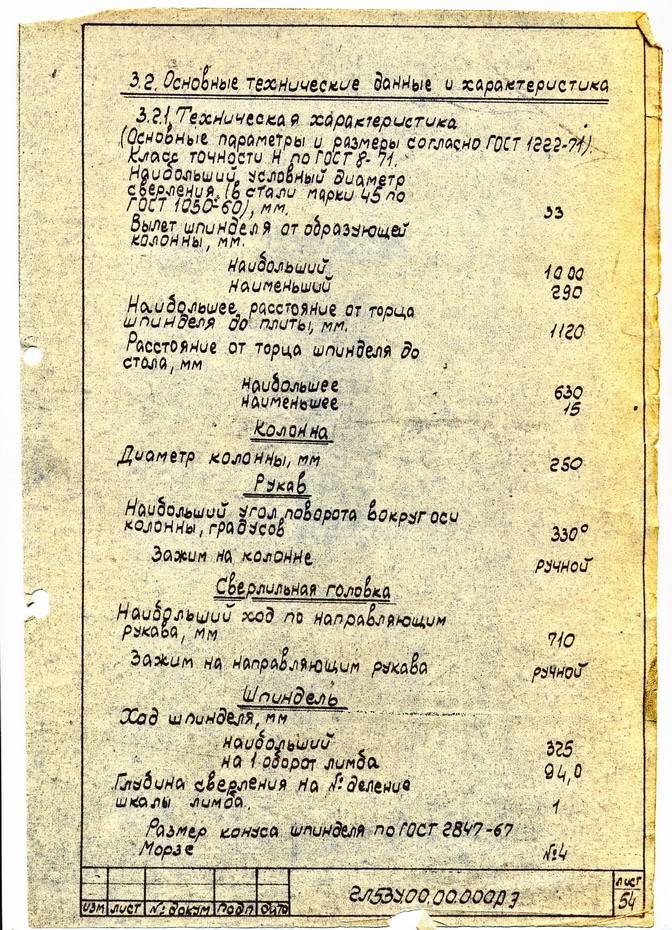
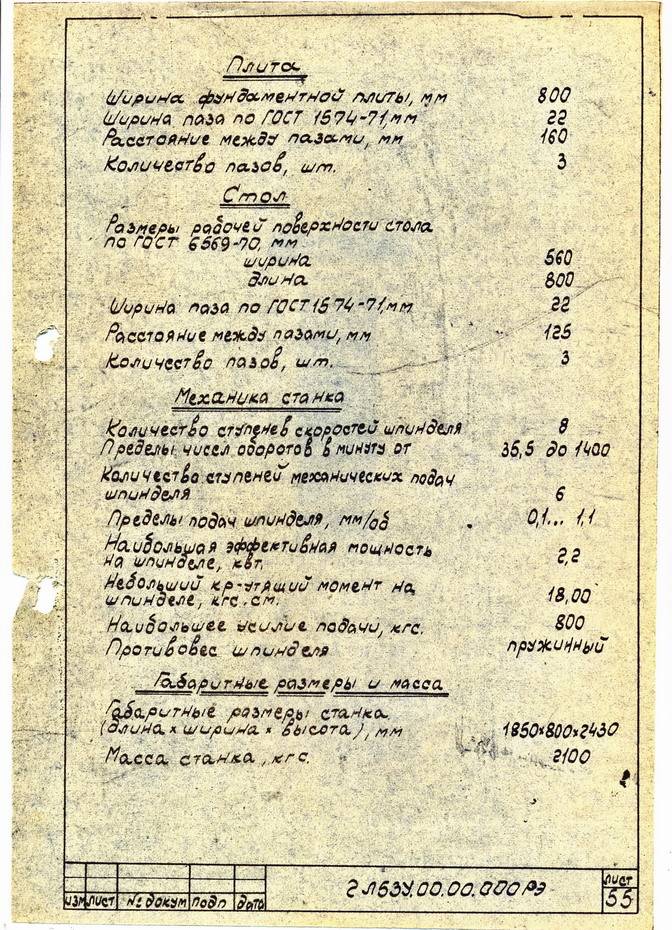
Технические характеристики:
| Основные параметры станка | |
| Класс точности станка | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 35 |
| Наибольший условный диаметр сверления в чугуне, мм | |
| Диапазон нарезаемой резьбы в стали 45, мм | |
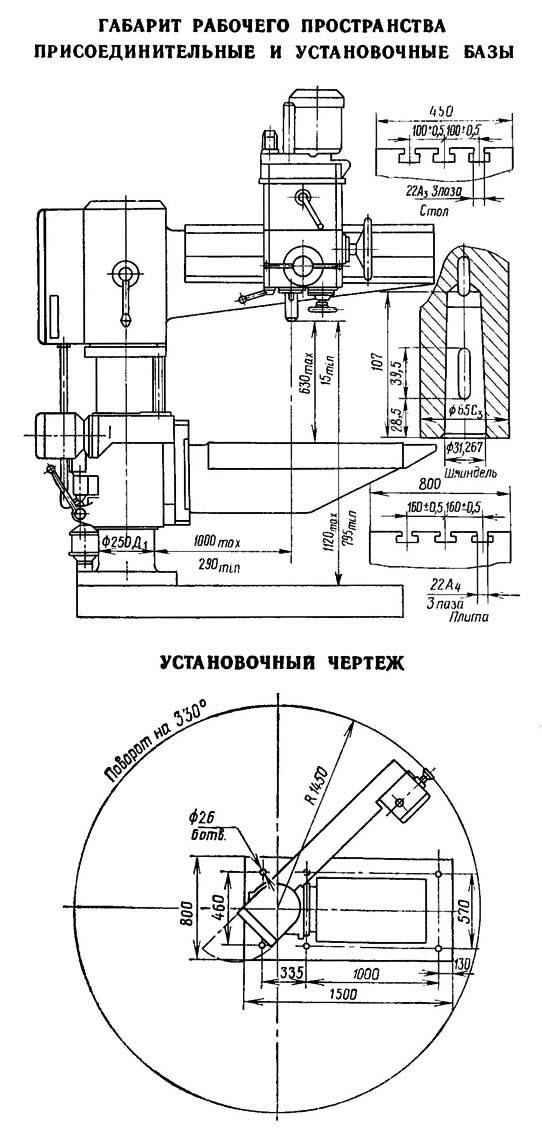
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 290..1000 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 710 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 1120 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 15..630 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | — |
| Наибольшее вертикальное перемещение стола по колонне, мм | 340 |
| Скорость вертикального перемещения рукава по колонне, м/мин | — |
| Угол поворота рукава вокруг колонны, град | 330 |
| Размер поверхности плиты (ширина длина), мм | 800 х 1500 |
| Подъемный стол | |
| Размер поверхности стола (ширина длина), мм | 450 х 800 |
| Угол поворота стола вокруг колонны, град | 360 |
| Угол поворота стола вокруг горизонтальной оси, град | 10 |
| Скорость перемещения стола по колонне, мм/мин | 314 |
| Шпиндель | |
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 325 |
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 4 |
| Частота прямого вращения шпинделя, об/мин | 35,5..1400 |
| Количество скоростей шпинделя прямого вращения | 8 |
| Частота обратного вращения шпинделя, об/мин | |
| Количество скоростей шпинделя обратного вращения | |
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,1..1,1 |
| Число ступеней рабочих подач | 6 |
| Перемещение шпинделя на одно деление лимба, мм | 1 |
| Перемещение шпинделя на оборот лимба, мм | 94,2 |
| Наибольший допустимый крутящий момент, кгс*см | 1800 |
| Наибольшее усилие подачи, кН | 8 |
| Зажим вращения колонны | Ручной |
| Зажим рукава на колонне | Ручной |
| Зажим сверлильной головки на рукаве | Ручной |
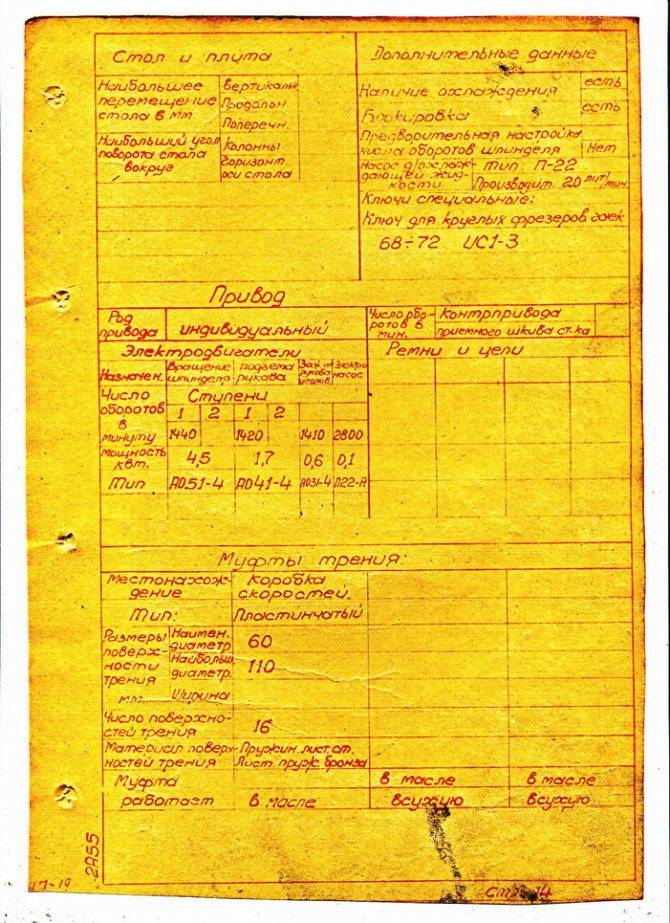
| Электрооборудование. Привод | |
| Количество электродвигателей на станке | 3 |
| Электродвигатель привода главного движения, кВт | 2,2 |
| Электродвигатель привода перемещения рукава, кВт | — |
| Электродвигатель привода перемещения стола, кВт | 0,56 |
| Электродвигатель привода гидрозажима колонны, кВт | — |
| Электродвигатель привода гидрозажима сверлильной головки, кВт | — |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 |
| Электродвигатель набора скоростей, кВт | — |
| Электродвигатель набора подач, кВт | — |
| Суммарная мощность установленных электродвигателей, кВт | |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1850 х 800 х 2430 |
| Масса станка, кг | 2100 |
Технические характеристики сверлильного станка 2Л53
| Наименование параметра | 2532л | 2Л53у | 2л53 |
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 32 | 35 | 35 |
| Диапазон нарезаемой резьбы в стали 45, мм | М24 × 3 | ||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 280..1000 | 290..1000 | 290..1000 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 720 | 710 | 720 |
| Наибольшее расстояние от торца шпинделя до плиты, мм | 1120 | 1120 | 1160 |
| Расстояние от торца шпинделя до стола, мм | 630 | 15..630 | 15..685 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | — | — | — |
| Наибольшее вертикальное перемещение стола по колонне, мм | 340 | 340 | 345 |
| Диаметр колонны, мм | 240 | ||
| Угол поворота рукава вокруг колонны, град | 360° | 330° | |
| Размер поверхности плиты (ширина длина), мм | 800 х 1120 | 800 х 1500 | 800 х 1000 |
| Подъемный стол | |||
| Размер поверхности стола (ширина длина), мм | 450 х 1000 | 450 х 800 | 560 х 800 |
| Угол поворота стола вокруг колонны, град | 360° | 360° | |
| Угол поворота стола вокруг горизонтальной оси, град | -80°, +90° | -80°, +90° | |
| Цена деления шкалы поворота стола вокруг горизонтальной оси, град | 1° | 1° | |
| Скорость перемещения стола по колонне, мм/мин | 314 | 314 | |
| Шпиндель | |||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 320 | 325 | 325 |
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 4 | Морзе 4 | Морзе 4 |
| Частота прямого вращения шпинделя, об/мин (число ступеней регулирования скорости) | 45..2000 (12) | 35,5..1400 (8) | 35,5..1400 (8) |
| Пределы рабочих подач на один оборот шпинделя, мм/об (число ступеней регулирования подач) | 0,1..1,0 (6) | 0,1..1,1 (6) | 0,1..1,1 (6) |
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 |
| Перемещение шпинделя на оборот лимба, мм | 94,2 | 94,2 | 94,2 |
| Наибольший допустимый крутящий момент, Н·м (кгс) | 200 (20) | 180 (18) | 180 (18) |
| Наибольшее усилие подачи, кН | 10 | 8 | 8 |
| Зажим вращения колонны | Ручной | Ручной | Ручной |
| Зажим рукава на колонне | Ручной | Ручной | Ручной |
| Зажим сверлильной головки на рукаве | Ручной | Ручной | Ручной |
| Противовес шпинделя | Пружинный | Пружинный | |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель привода главного движения, кВт (об/мин) | 3,0 (1500) | 2,2 (1500) | 2,2 (1400) |
| Электродвигатель привода перемещения стола, кВт (об/мин) | 0,56 (1500) | 0,56 (1500) | 0,6 (1370) |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Суммарная мощность установленных электродвигателей, кВт | 3,675 | ||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1850 х 800 х 2600 | 1850 х 800 х 2430 | 2000 х 800 х 2390 |
| Масса станка, кг | 2150 | 2100 | 2300 |
Список литературы
Станок радиально-сверлильный облегченный 2Л53У. Руководство по эксплуатации 2Л53У.00.00.000 РЭ, 1974
Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Панов Ф.С. Работа на станках с ЧПУ, 1984
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Тепинкичиев В.К. Металлорежущие станки, 1973
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
ГС545 Подключение станка
При подключении станка необходимо убедиться в соответствии напряжения и частоты питающей сети электрическим параметрам станка, указанным в таблице, находящейся на двери электрошкафа.
Ввод проводов заземления и электропитания производится через: концевое соединение, установленное на левой боковой стенке злектрошкафа поз.23 (Рис.2) (вид со стороны электрошкафа). Подключение станка к питающей сети выполнить медным проводом сечением 1,5мм.
В случае необходимости выполнения заземления станка стальной шиной используется специальный болт, расположенный ниже вводного концевого соединения поз.24 (Рис.2).
Бочка и плита для базирования заготовки
Радиально сверлильный уменьшенный станок 2л53у имеет следующие основные элементы:
- Плита для базирования заготовки и рукав. Паспорт содержит следующую информацию о данных конструктивных элементах: при изготовлении плиты изготавливают чугун, на поверхности расположены Т-образные пазы. Конструкция также имеет вертикальную колону, на которой сверху расположен рукав. На рукаве есть направляющими, по которыми движется сверлильная головка. Ограничителем служат упоры. Кроме этого по колоне двигается бочка при помощи винта. Технические характеристики определяют высокую устойчивость к износу по причине установка резервуара для жидкости, а также насоса для создания требуемого давления. Подача смазки может контролироваться через установленный электрический шкаф на торце.
- Бочка. Инструкция по эксплуатации определяет возможность расположения шпинделя на различной высоте относительно плиты. Корпус изготавливается из чугуна путем отливки. Зажим конструкции проводится при помощи рукоятки вручную. Есть и контактный блокирующий выключатель, который исключает вероятность случайного перемещения бочки.
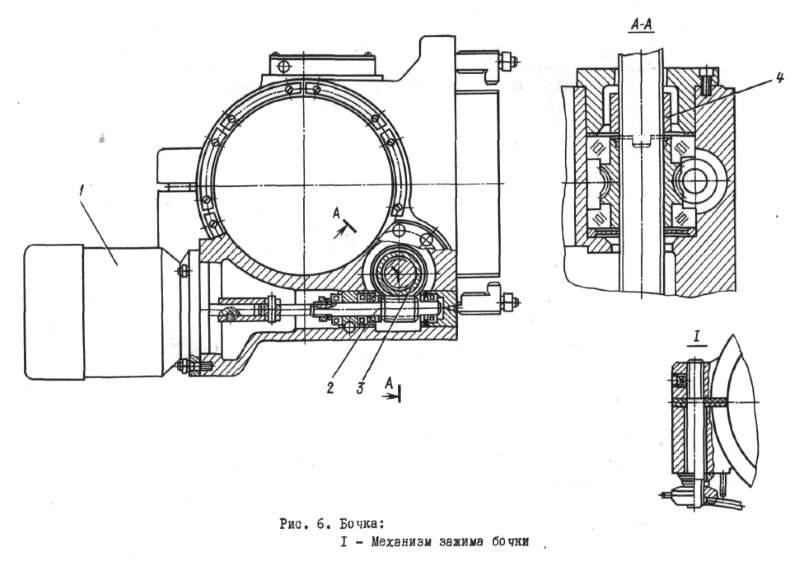
Бочка станка 2Л53У

Плита станка 2Л53У
Проводя обзор этой модели отметим, что сверлильная головка может выходить за пределы плиты. Основной электродвигатель устанавливается сверху на стойке и расположен вертикально.
Покупаем Платы
Покупаем по самым высоким ценам:
- Бытовая электроника (платы должны быть очищены от металла, пластика, трансформаторов больше 3 см в любой стороне и мониторных черных катушек)
- Материнские платы от ноутбуков и материнские платы до поколения Pentium 4 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены), вид.звук.сет.
- Материнские платы поколения Pentium 4 и выше. Socket: 423, mPGA 478, 775, 1155 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены)
- Платы импортные (пластиковые, металлические и алюминиевые элементы должны быть удалены)
- Платы компьютерные комплектующие, оперативная память c жёлтой ламелью
- Платы с ценными радиодеталями (конденсаторы КМ, микросхемы (желтые), разъемы (желтые), транзисторы (желтые)) отечественного производства
- Платы сотовых телефонов (без корпуса и дисплея) поколение 2СИМ, сенсорные, смартфоны
- Платы сотовых телефонов (без корпуса и дисплея.) До поколения 2СИМ и сенсорных
- Платы управления военными и советскими приборами, производства СССР (пластиковые, металлические и алюминиевые элементы должны быть удалены) без ценных радиодеталей
- Срезка с плат (неликвиды переключателей, транзисторов, микросхем и т. д.)
Электрооборудование и электрическая схема сверлильного станка 2М112
Электропитание сверлильного станка 2м112 ~380 или ~220 Вольт.
Станки, изготовленные для промышленных предприятий и учебных заведений имют питающее напряжение ~380 В, для передвижных мастерских – ~220 В. Местное освещение имеет безопасное напряжение ~24 В.
Все электрооборудование станка: переключатели, трансформатор, предохранители помещается под плитой рабочего стола.
Техническая характеристика электропривода
- Тип электродвигателя привода шпинделя — АИР714У3 или 4А71А4У3
- Электродвигатель – асинхронный трехфазный, с короткозамкнутым ротором, высота оси вращения 71 мм, масса 8,4 кг
- Мощность электродвигателя привода шпинделя – 0,55 кВт
- Частота вращения электродвигателя привода шпинделя – 1370 об/мин
Первоначальный пуск и указание по монтажу и эксплуатации
При установке необходимо прежде всего подсоединить станок (узел охлаждения) к общей системе заземления с помощью специального болта, расположенного на плите станка (на станке бака узла охлаждения).
Ввод питающих проводов осуществляется заказчиком через отверстие, находящееся на задней части плиты станка (на кожухе пульта управления узла охлаждения).
Аппарат ОСЗР (СОЖ) подключается автономно к питающей цепи.
Станок (узел охлаждения) к питающей сети подключается с помощью переключателя Q1.
В начале необходимо произвести пробный пуск станка на холостом ходу, на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.
Защита
Электрооборудование стапка защищено от коротких замыкании и перегрузок плавкими предохранителями F1, F2, F3.
Для предотвращения самозапуска электродвигателя применена нулевая защита с использованием контактов магнитных пускателей К1 и К2.
Указания по обслуживанию электрооборудования станка
Монтаж электрооборудования произведен проводами следующих расцветок:
- силовые цепи — черными
- цепи управления — красными
Для обеспечения длительной и безаварийной работы станка необходимо регулярно очищать электродвигатель, пусковую и защитную аппаратуру от пыли, а контакты — от нагара; соединения приводов с аппаратурой по мере необходимости подтягивать.
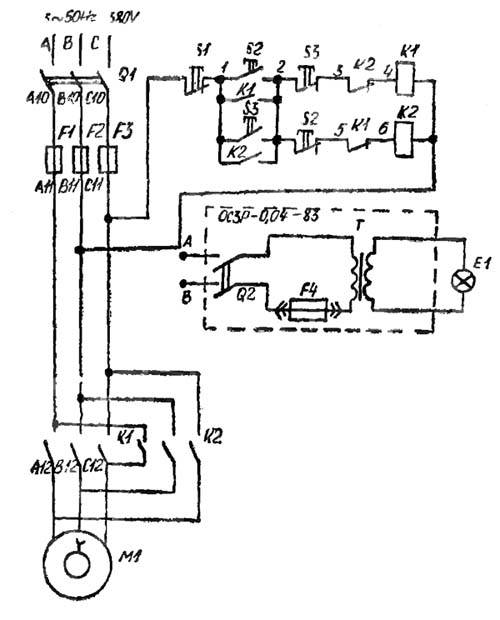
Электрическая схема сверлильного станка 2м112 на 380В
Перечень элементов к электрической схеме
- Q1 – Переключатель ПКУ3-154И-2037У3 ТУ 16-526.047-74
- S1 – Выключатель КЕ201У3 исп. 5 красный «П» ТУ 16-642.015-84
- S2, S3 – Выключатель КЕ181У3 исп. 2 черный «П» ТУ 16-642.015-84
- Е1 – Светильник НКП03-60-0.04УХ4 ТУ 16.876.184-86. Лампа М 024-40 ГОСТ 1182-77
- Ml – Двигатель АИР 71 А4У3, 380 В, 50 Гц ТУ 16-525.564-84 или 4А71А4У3 ГОСТ 19523-81
- F1, F2, F3 – Предохранитель ПРС-6У3-П с плавкой вставкой ПВД1-6У3 ТУ 16-522.112-74
- К1, К2 – Пускатель ПМЕ-041У4 (380 В, 50 Гц) ОСТ 16.0.536.001-72
- Т, Q2, F4 – Аппарат ОСЗР-0,04-83УХЛ3 ТУ 16-6/1 041-84 (СОЖ)
Допускается замена комплектующих без ухудшения качества станка.
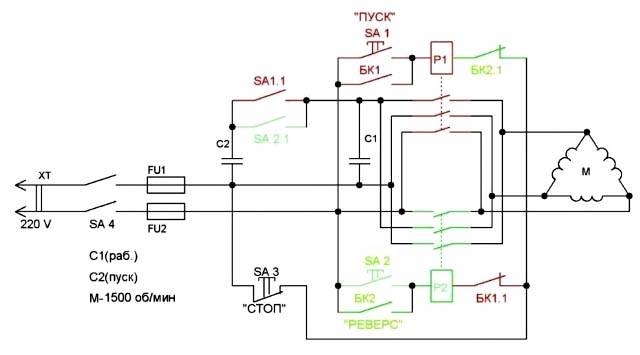
Электрическая схема сверлильного станка 2м112 на 220В

Пульт управления сверлильного станка 2м112
Монтаж электросхемы сверлильного станка 2м112
Особенности конструкции узлов станка
Рабочий стол
Опорная плита изготовлена в виде отливки из модифицированного чугуна. Для усиления в конструкции предусмотрены продольные и поперечные ребра. Специальные Т-образные пазы позволяют использовать разные способы фиксации обрабатываемых деталей. Можно устанавливать:



- Трехкулачковый патроны, в них закрепляют цилиндрические детали. Тогда осевые сверления будут выполнены с высокой точностью.
- Четырехкулачковые патроны предназначены для фиксации несимметричных деталей на столе.
- Пневматические или эксцентриковые фиксаторы используют для позиционированного закрепления специальной формы.
Опорная колонна
Для фиксации колонны используется конусное кольцо. При осевом перемещении конус зажимает цилиндр, не позволяя ему проворачиваться во втулке. Непроизвольный поворот колонны невозможен. Она жестко фиксируется.
Для облегчения перемещений конусного кольца использованы специальные фланцы. Для их смещения применяют винтовые зажимы, соединенные рукоятками управления и соответствующими механизмами продольного перемещения.





