

Расположение составных частей и органов управления зубофрезерного станка 5К32
Расположение составных частей и органов управления станка 5к32
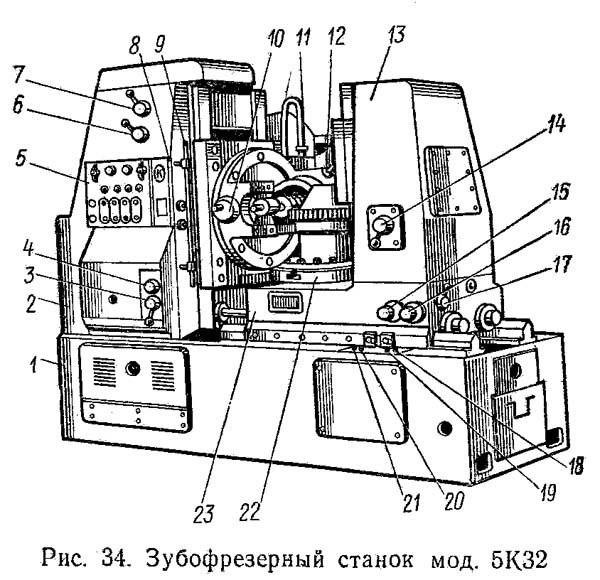
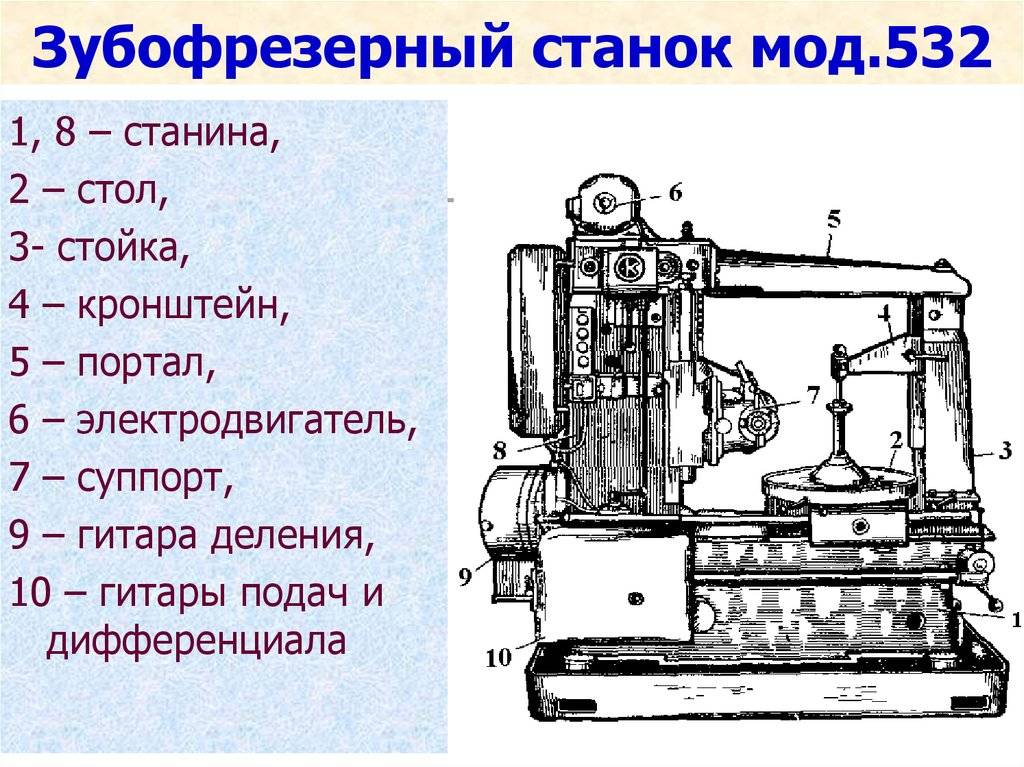
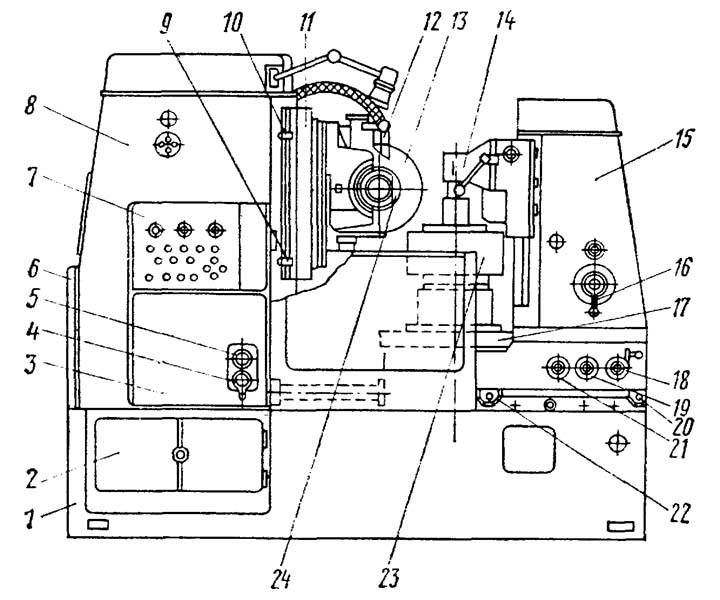
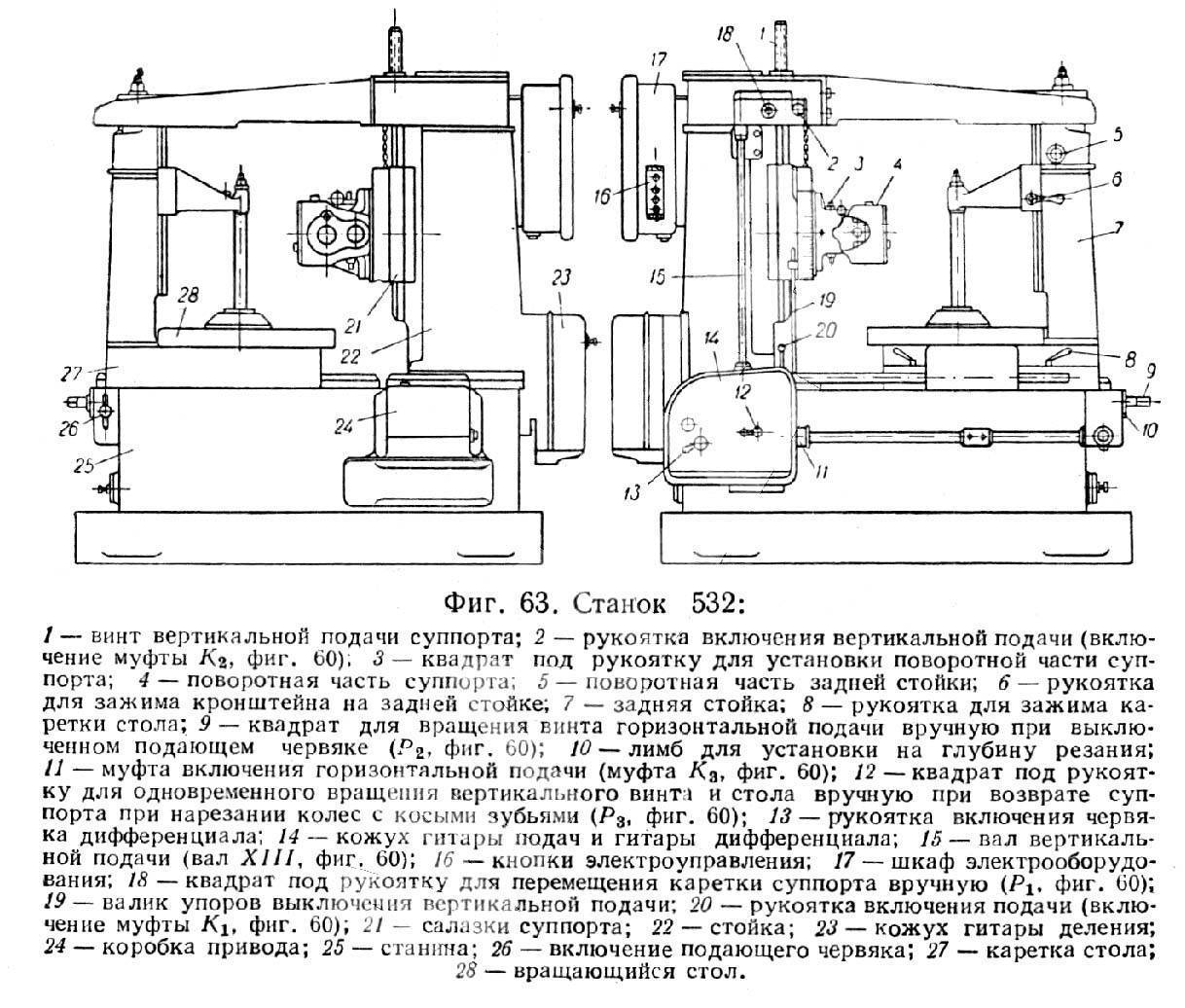
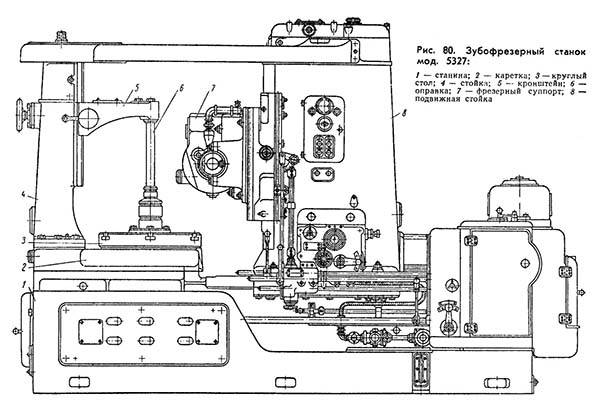
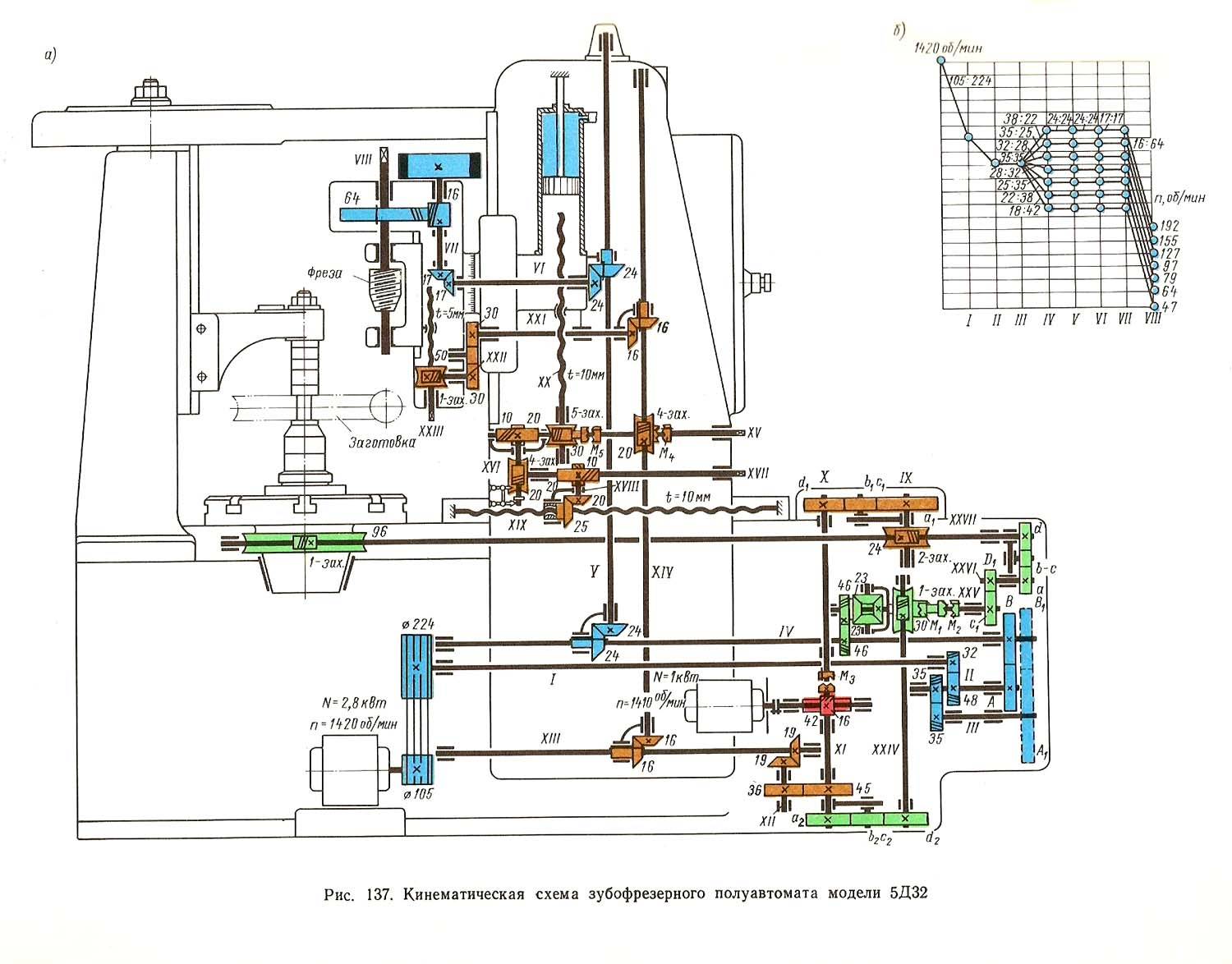
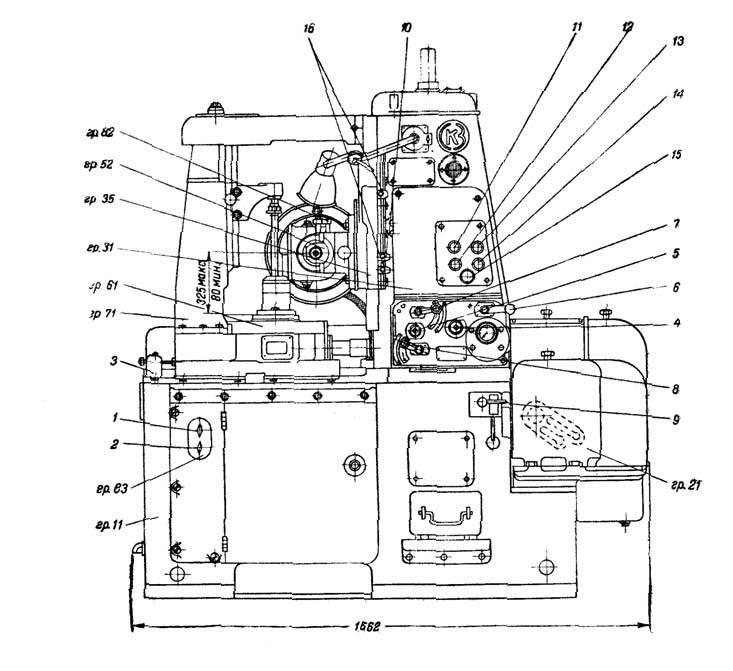
Рассмотрим основные узлы и органы управления вертикального зубофрезерного полуавтомата 5К32 (рис. 34). На горизонтальных направляющих станины 1 устанавливают салазки 23 стола 22. По этим направляющим салазки со столом перемещаются в радиальном направлении. К станине станка прикреплена передняя стойка 2. На вертикальных направляющих установлен суппорт 10 с фрезерной, головкой 11, которые перемещаются в вертикальной плоскости с помощью ходового винта, расположенного вертикально и включаемого рукояткой 3. Ручное перемещение суппорта осуществляют от рукоятки, надеваемой на квадрат 4. Наличие поворотного круга у суппорта дает возможность поворачивать оправку фрезы вместе с фрезерной головкой в вертикальной плоскости на заданный угол и закреплять ее в этом положении. Стол находится на кольцевых направляющих и центрируется коническим выступом. К столу прикреплено червячное колесо, приводимое во вращение червяком. От степени точности изготовления этой червячной пары зависит в основном степень точности нарезаемых на станке зубчатых колес. Сочетание высокооловянистой бронзы делительного (червячного) колеса со шлифовальным стальным азотированным червяком дает хорошие результаты по сохранению точности делительной пары.
Для регулирования зазора в делительной паре червяк изготовляют с переменной толщиной витка (двухшаговый). Это означает, что шаг по левому профилю червяка равен 19,132 мм, а шаг по правому профилю равен 18,566 мм.
В радиальном направлении стол перемещают ходовым винтом, гайка которого прикреплена к салазкам станка. Для ручного перемещения стола на квадрат 15 надевают рукоятку, а на квадрат 16 — рукоятку для ручного перемещения упора включения радиальной подачи. По вертикальным направляющим задней стойки 13 перемещается кронштейн 12, поддерживающий верхний конец оправки, что предохраняет ее от деформации, вызываемой силами резания. Кронштейн перемещается гидравлически включением рукоятки 14. Рукоятками 6 и 7 управляют осевой подачей фрезы, а упоры 8 и 9 служат для выключения перемещения суппорта. Рукоятка а на квадрат 16 — рукоятку для ручного перемещения упора включения радиальной подачи. По вертикальным направляющим задней стойки 13 перемещается кронштейн 12, поддерживающий верхний конец оправки, что предохраняет ее от деформации, вызываемой силами резания. Кронштейн перемещается гидравлически включением рукоятки 14. Рукоятками 6 и 7 управляют осевой подачей фрезы, а упоры 8 и 9 служат для выключения перемещения суппорта.
Рукоятка 17 служит для фиксирования установки упоров. Упоры служат для аварийного быстрого подвода стола 18, выключения быстрого подвода стола 19, останова стола быстрого отвода 20 и аварийного 21. При срабатывании аварийного упора обеспечивается вся электросхема станка и возможны только ручные перемещения. На пульте управления 5 расположены кнопки включения и выключения гидронасоса, пуск и. останов главного электродвигателя, быстрого подвода — отвода стола, суппорта, а также переключатели метода фрезерования (попутное или встречное), освещения, цикла.
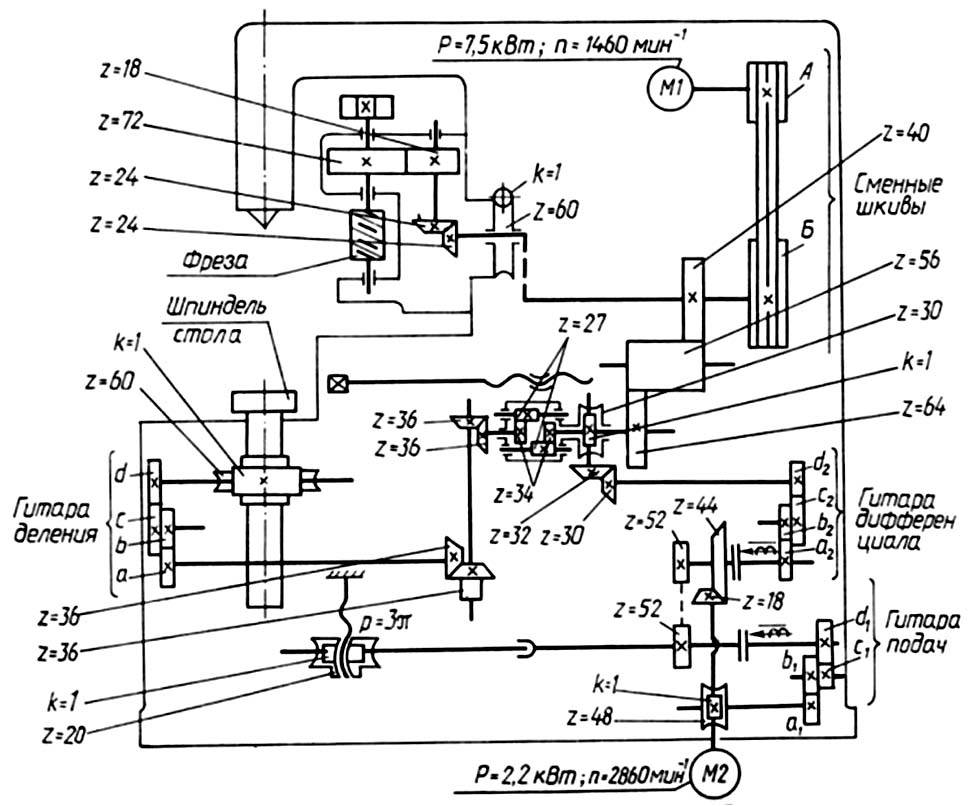
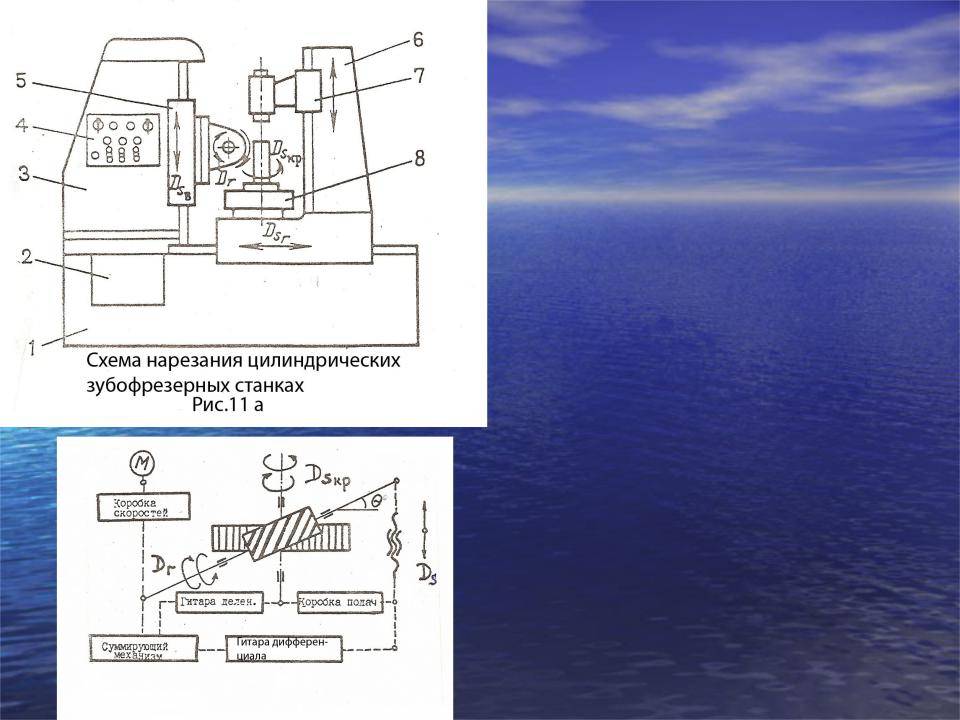
Настройка станка для нарезания цилиндрических прямозубых колес. При нарезании цилиндрических прямозубых колес фрезе сообщают вращательное движение в направлении стрелки А (см. рис. 32). Если фреза левозаходная, то обрабатываемое колесо должно вращаться в направлении, указанном стрелкой В; если же фреза правозаходная, то в направлении, противоположном стрелке.
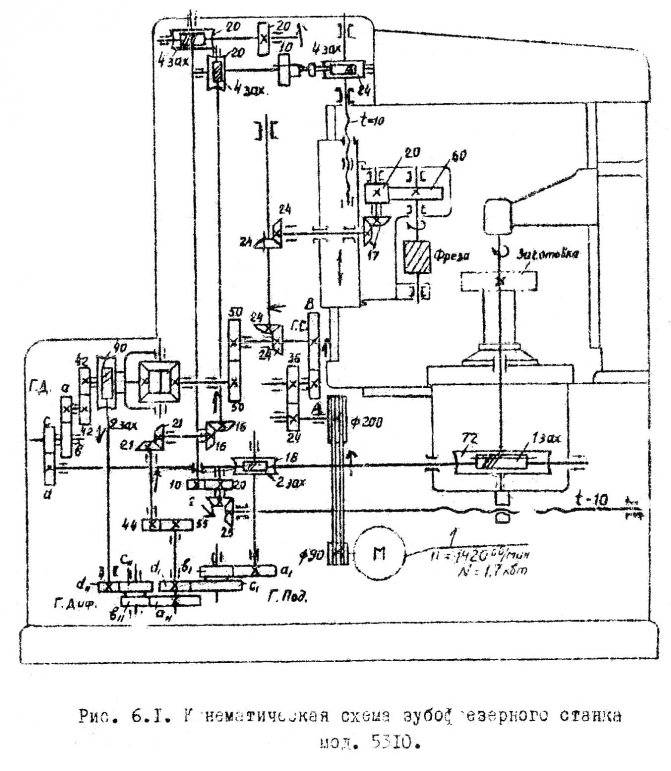
Технические характеристики зубофрезерного станка 5310
| Наименование параметра | 5К310 | 5310 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса для стали, мм | 4 | 3 |
| Наибольший модуль нарезаемого колеса для чугуна, мм | 4 | 4 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм | 200 | 60..200 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 180 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 170 | |
| Наибольший угол наклона нарезаемых зубъев обрабатываемых колес, град | ±60 | ±60 |
| Наибольший диаметр червячных нарезаемых колес, мм | 60..180 | |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая ширина группы нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 150 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 20 | |
| Наименьшее число нарезаемых зубьев | ||
| Расстояние от оси шпинделя до направляющих суппорта, мм | 150 | |
| Стол | ||
| Диаметр стола, мм | 200 | 150 |
| Наибольшее перемещение отруки/ механически, мм | 130/ 130 | |
| Конус морзе | КМ4 | |
| Расстояние между осями стола и фрезы, мм | 45..180 | 30..160 |
| Расстояние от плоскости стола до оси фрезы, мм | 145..365 | 80..325 |
| Ускоренное перемещение стола, мм/мин | 130 | |
| Ручное перемещение стола на одно деление лимба, мм | 0,1 | |
| Перемещение упора остановки стола на одно деление лимба, мм | 0,02 | |
| Предохранение от перегрузок | есть | есть |
| Блокировка | есть | есть |
| Блокирующие упоры | есть | есть |
| Суппорт | ||
| Наибольшее перемещение фрезерного суппорта, мм | 220 | 245 |
| Ускоренное перемещение суппорта, мм/мин | 280 | 300 |
| Наибольший диаметр режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Наибольшая длина режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Диаметры фрезерных оправок, мм | 25 х 210 | |
| Наибольший угол поворота суппорта, град | ±60° | ±60° |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° |
| Поворот суппорта на одно деление шкалы нониуса, мин | 10` | 6` |
| Конусное отверстие шпинделя | Морзе 4 | Морзе 3 |
| Наибольшее осевое перемещение фрезы, мм | 50 | 100 |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 0°, мм | 220 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 30°, мм | 170 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 45°, мм | 150 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 60°, мм | 30..105 | |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | нет | нет |
| Приспособление для быстрой установки суппорта под углом | нет | нет |
| Автоматическое включение обратного хода суппорта | нет | нет |
| Автоматическое выключение станка по окончании обработки изделия | есть | есть |
| Предохранение от перегрузок | есть | есть |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 63..400 | 63..318 |
| Число ступеней оборотов фрезы | 9 | 8 |
| Пределы продольных (вертикальных) подач фрезы на один оборот стола, мм/об | 0,63..4 | 0,25..4 |
| Пределы радиальных подач стола на один оборот стола, мм/об | 0,315..2 | 0,1..1 |
| Пределы тангенциальных подач, мм/об | ||
| Число ступеней продольных (вертикальных) подач | 9 | |
| Число ступеней радиальных подач | 9 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 3 |
| Электродвигатель главного привода, кВт | 4 | 1,7 |
| Электродвигатель ускоренного хода, кВт | 2 | 1 |
| Электродвигатель привода шагового движения, кВт | 0,27 | |
| Электродвигатель привода гидронасоса, кВт | 1,1 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 7,49 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2000 х 1300 х 2040 | 1562 х 923 х 1700 |
| Масса станка с электрооборудованием и охлаждением, кг | 4350 | 1550 |
Список литературы по зубообработке
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
Гальперин Е.И. Наладка зуборезных станков, 1960.
Козлов Д.Н. Зуборезные работы, 1971.
Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
Мильштейн М.З. Нарезание зубчатых колес, 1972.
Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Эксплуатация зубофрезерных станков
Определение дефектов станков. Зубофрезеерные станки характеризуются сложностью кинематики, конструкции узлов и механизмов. Они требуют тщательного ухода и правильной эксплуатации. Необходимо уметь определять погрешности в работе станка и своевременно их устранять. При работе станка появляются вибрации, в результате чего в узлах и механизмах станка появляются люфты. В некоторых узлах станка в соединениях деталей всегда имеются люфты и мертвые ходы. При работе станка могут возникнуть большие вибрации, дрожание режущего инструмента и обрабатываемой заготовки, в результате чего заметно ухудшается чистота обрабатываемой поверхности, а стойкость режущего инструмента значительно уменьшается.
Основными причинами возникновения вибраций при зубонарезании могут быть следующие:
-Недостаточная жесткость или перегрузка станка;
-Недостаточная устойчивость фундамента станка;
-Неправильные режимы резания: велика скорость резания, подача и глубина резания;
-Большой износ режущего инструмента;
-Нежесткое крепление инструмента, приспособления и заготовки.
Основным требованием, предъявляемым к основанию, на котором стоит станок, является его жесткость. Наилучшим основанием является индивидуальный фундамент. Станок должени плотно прилегать к фундаменту и жестко крепиться болтами.
Методы нарезания зубчатых колес
В настоящее время различают два метода нарезания эвольвентных зубчатых колес: копирования и обкатки (огибания). Метод копирования как малопроизводительный и неточный метод нарезания зубчатых колес применяется в единичном производстве для неответственных передач. Метод обкатки, наиболее высокопроизводительный и более точный, широко применяется в серийном и массовом производстве. Методом копирования нарезают зубчатые колеса на фрезерных, строгальных, долбежных и специальных станках. Режущим инструментом при этом служат дисковые, пальцевые модульные фрезы, фасонные резцы и различные зуборезные головки. Все эти инструменты имеют профиль режущей части, соответствующий контуру впадины нарезаемого колеса. Методом обкатки зубчатые колеса нарезают на зуборезных станках: зубофрезерных, зубодолбежных, зубострогальных и др. Режущим инструментом служат червячные фрезы, долбяки, зуборезные гребенки, резцы и др.
На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и червячные колеса методом обкатки (огибания). Метод обкатки основан на использовании принципа зубчатого зацепления. Режущий инструмент и заготовка составляют зубчатую пару. Вращение червячной фрезы и заготовки в процессе нарезания зубьев колеса аналогично вращению червяка и зубчатого колеса, находящихся в зацеплении.
Предприятия в Рязанской области

ООО «МОДУЛЬ-1»
Рязанская обл., Шипиловский район, РП Лесной, Промзона
Рейтинг по отзывам:
(0.0)
Стаж (лет): 10 Сотрудников: 15 Площадь (м²): 2000 Станков: 30
Подробнее о предприятии Показать услуги (36)
Горизонтально-расточные работы Долбёжная обработка Заточка инструмента Зубофрезерная обработка Координатно-расточные работы Механическая обработка на обрабатывающем центре Нарезание резьбы Плоскошлифовальные работы Развертывание отверстий Сверление отверстий на станках с ЧПУ Сверление отверстий на универсальных станках Токарная обработка на станках с ЧПУ Токарная обработка на универсальных станках Фрезерная обработка на станках с ЧПУ Фрезерная обработка на универсальных станках Шлицефрезерная обработка Объёмная закалка Отжиг металла Отпуск металла Газовая/газопламенная/кислородная резка Лазерная резка Плазменная резка Рубка на гильотинных ножницах Вальцовка листового металла Гибка листового металла Аргонная (аргонодуговая) сварка Газовая сварка Изготовление деталей по образцам заказчика Изготовление деталей по чертежам заказчика Изготовление нестандартных металлоконструкцийИзготовление изделий из алюминия Покраска кистью Покраска краскопультом Изготовление изделий из арматуры Изготовление изделий из нержавеющей стали Изготовление изделий из оцинкованной стали
ООО «Техмашпром»
Рязанская обл., г. Рязань, ул. Западная, д. 6Б
Рейтинг по отзывам:
(0.0)
Стаж (лет): 4 Сотрудников: 11 Площадь (м²): 1000 Станков: 35
Подробнее о предприятии Показать услуги (52)
Зубофрезерная обработка Координатно-расточные работы Круглошлифовальные работы Нарезание резьбы Плоскошлифовальные работы Развертывание отверстий Сверление отверстий на универсальных станках Слесарные работы Строгальная обработка Токарная обработка на универсальных станках Фрезерная обработка на универсальных станках Улучшение металла Газовая/газопламенная/кислородная резка Лазерная резка Плазменная резка Резка на ленточнопильном станке Рубка на гильотинных ножницах Вальцовка листового металла Вальцовка профиля Вальцовка пруткового металла Вальцовка трубы Гибка листового металла Гибка на прессе Гибка профиля Гибка пруткового металла Гибка трубы Аргонная (аргонодуговая) сварка Контактная сварка Наплавка Полуавтоматическая дуговая сварка Ручная дуговая сварка Сварка арматуры Вырубка металлаЛистовая штамповка Объёмная штамповка Перфорация металла Правка плоского металлопроката Пробивка металла Раскрой металла на координатно-пробивном прессе Изготовление деталей по образцам заказчика Изготовление деталей по чертежам заказчика Изготовление нестандартных металлоконструкций Изготовление типовых металлоконструкцийОбработка в галтовочном барабане Пескоструйная обработка Покраска кистью Покраска краскопультом Порошковая покраска Изготовление изделий из арматуры Изготовление изделий из нержавеющей стали Изготовление изделий из оцинкованной стали Разработка 3D моделей по чертежам
«Не нашли подходящего исполнителя? Разместите заказна портале и получайте предложения от предприятий уже сегодня.Это бесплатно и не займет много времени»
Разместить заказ
Сделаем на заказ
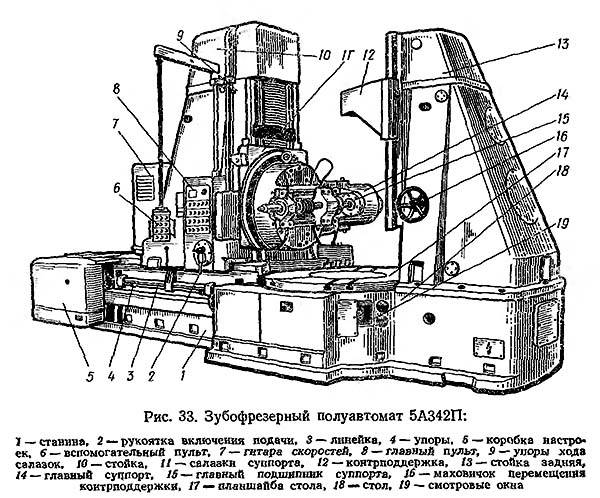
Зубофрезерный станок 5А342П
 | Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |
Станок зубофрезерный LIEBHERR L902
Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |
Станок зубофрезерный Pfauter P1501
Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |

Станок универсальный зубофрезерный 53А50
Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |
Станок зубофрезерный 5А342П
Изготовитель: Первая станкостроительная компания, ООО
Подробнее > |
Универсальный зубофрезерный полуавтомат 5к324
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Универсальный зубофрезерный станок 5К32
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Универсальный зубофрезерный станок 5К328А
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Станок зубофрезерный 53А11, полуавтомат
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Тяжелый зубофрезерный станок 5А342П
Изготовитель: Коломенский завод тяжелого станкостроения
Подробнее > |
Универсальный зубофрезерный 53А80, или 53А80Н
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Зубофрезерный станок 53А50
Изготовитель: Егорьевский станкостроительный завод “Комсомолец”
Подробнее > |
Классификация по назначению
Еще важным показателем можно назвать назначение оборудования. Конструкция станков создается под выпуск определенной продукции. По данному показателю выделяют следующие группы оборудования:


- Резьбо-нарезные.
- Зубофрезерные станки для конических шестерен.
- Для нарезания зубьев цилиндрических колес.
- Для обработки цилиндрических колес и шлицевых валов.
- Для выпуска червячных колес.
- Резьбофрезерные.
- Для обработки торцевых поверхностей колес.
- Зубоотделочные, обкатные и проверочные.
- Шлифовальные.
Кроме этого есть оборудование, создаваемое под определенные условия обработки. Его отводят в отдельную группу.
В заключение отметим, что оборудование для нарезания зубьев выпускается самыми различными компаниями. На протяжении длительного периода на производственных линиях в машиностроительной промышленности устанавливали модели, производимые на заводах СССР. Сегодня зарубежная техника намного обходит отечественную, позволяет получать изделия с высокоточными размерами и показателем шероховатости.
голоса
Рейтинг статьи
Распространенные модели оборудования
Зуборезный станок 5М14, конструкцию которого мы рассмотрели в предыдущем разделе статьи, являлся одним из наиболее востребованных долбежных агрегатов во времена СССР, используется он в машиностроительной промышленности и по сей день.
В базовой комплектации станок зубодолбежный 5М14 может выполнять нарезку прямозубых колес цилиндрического типа, однако изготовленное по спецзаказу оборудование оснащалось винтовыми направляющими, позволяющими нарезать винтовые зубья.
Зуборезный станок 5М14
Рассмотрим технические характеристики данного агрегата:
- диаметры обрабатываемых колес — от 20 до 500 мм;
- максимальная ширина нарезаемых зубьев: при наружном зацеплении — 105 мм, при внутреннем — 75 мм;
- диапазон нарезаемых модулей — от 2 до 6 мм;
- угол наклона зубьев — до 23 градусов;
- ход штросселя — до 125 мм;
- максимальное продольное перемещение суппорта — 50 мм;
- расстояние шпиндель-стол — до 350 мм;
- количество двойных ходов долбяка — 400, 265, 179 и 124 мм.
5М14 оснащен электроприводом мощностью 2800 Вт. Данная модель является крупногабаритным стационарным оборудованием, имеющим размеры 180*135*220 см и вес 3.5 тонн. В качестве ее аналога можно рассматривать зубодолбежный станок 5140, имеющий схожие характеристики и функциональные возможности, который отличается увеличенным до 8 мм модулем нарезаемого колеса.
Зуборезный станок 5В12
Среди компактных моделей выделим зуборезный станок 5В12. Как и рассмотренные выше агрегаты он произведен на Корсунь-Шевченковском станкостроительном заводе. Это высокопроизводительное устройство, способное без смены комплектации нарезать прямые и косые зубья на колесах цилиндрического типа с внутренним и наружным зацеплением.
Данная модель отличается сравнительной простотой настройки, что позволяет использовать ее в сфере мелкосерийного производства. Станок является полностью автоматизированным в пределах 1-го рабочего цикла. Рассмотрим функциональные возможности 5В12:
- диаметры обрабатываемых колес — от 12 до 208 мм;
- максимальная ширина нарезаемых зубьев: при наружном зацеплении — 50 мм, при внутреннем — 30 мм;
- диапазон нарезаемых модулей — от 2 до 4 мм;
- ход штросселя — до 50 мм;
- максимальное продольное перемещение суппорта — 50 мм;
- расстояние шпиндель-стол — до 140 мм;
- количество двойных ходов долбяка — 600, 425, 315 и 200 мм.
5В12 комплектуется электроприводом мощностью 2200 Вт. Вес станка составляет 1.95 тонн, размеры — 132*94*182 см.
Детальные технические характеристики зубодолбежного станка полуавтомата 5В12
Электрическая схема зубодолбежного станка 5В12
Также может быть полезно: Паспорт 5М150 5м150П 5М161 к меню
Особенности настройки
Настройка зубодолбежного станка состоит из следующих операций:
- Подбор шестерен деления и подачи ;
- Подбор кулачка радиальной подачи.
- Подбор требуемой скорости оборотов привода и числа ходов долбяка.
Чтобы определить число ходов долбяка используется формула:
- d — скорость резки;
- k — ширина профиля зубьев обрабатываемой детали);
- p — перебег долбяка за торец детали.
За длину хода долбяка при этом берется результат не менее соотношения L = k +4 мм. Выполнить расчет сменных колес на делительную гитару можно по формуле:
- O, P, J, L — количество зубьев на сменных колесах гитары;
- d — фактический диаметр делительной окружности долбяка;
- n — число ходов, рассчитанное в первой формуле.
Также потребуется высчитать сменные кольца на гитару радиальной подачи, делается это по формуле:В формуле M — несменный коэффициент для используемой модели станка, Yрад — величина радиальной подачи колеса на 1 ход долбяка.
Читать также: Расчет настройки и наладка зубодолбежного полуавтомата модели 514
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Виды станков
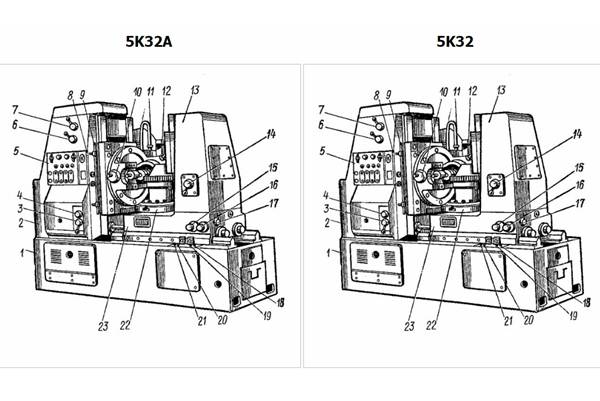
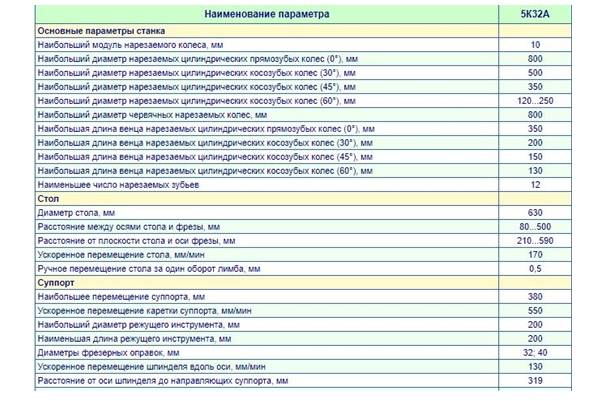
Существует множество зубофрезерных станков, которые отличаются друг от друга по незначительным признакам. В нашей статье для примера будут использоваться модели 5К32 и 5К32А. Из названия можно понять, что эти модели имеют огромное сходство.
5К32
Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
- Используются на малых и средних предприятиях. Подходит как для домашней мастерской, так и для небольших и средних цехов.
Метод обработки
В основе обработки лежит метод обката. С его помощью нарезают колеса зубчатой формы. Используются различные методы зубофрезерования – встречный и попутный. Подача также осуществляется по-разному: стандартными методами и по диагонали.

Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
Основное отличие от своего родственника 5К32 – узкая направленность. Если первая модель отлично подходит для малых мастерских и средних производств, то 5К32А используется на средних и особо крупных промышленных предприятиях.
Метод обработки
Для нарезания колес зубчатой формы, заготовки и фреза обкатываются и выпускают готовое колесо. Используется несколько видов зубофрезерных работ: встречный метод обработки и попутный. Подача осуществляется двумя путями: обычным и по диагонали.
При подаче по диагонали, обработка проходит особым образом. Фреза перемещается не только по собственной оси, но по длине обрабатываемого зуба. Из-за этого повышается стойкость фрезы.

Расчёт гитары деления. Как посчитать?
Расчёт гитары деления на зубофрезерный станок, пожалуй одно из самых необходимых действий при настройки станка. Считать гитару деления должен уметь каждый зуборезчик (на некоторых предприятиях в чертежах написана гитара деления).
Основная формула для расчётов — это отношение постоянной станка к количеству зубьев нарезаемой детали: c деления/количество зубьев. К примеру если постоянная станка 24, а нам необходимо нарезать 99 зубьев, то гитара деления будет выглядеть так — 24/99 (a/b). Ведущая шестерня 24, а ведомая 99. Иногда приходится разлаживать числа, так как шестерни могут не соединиться или постоянная такая что не поставишь, например есть постоянная 10, или число зубьев большое — от 127 и больше. Тогда гитара деления выглядит так — a/b c/d/. Шестерня a соединяется с шестерней b, которая на одном валу с шестерней c, шестерня c соединяется с шестерней d. Есть чуть другой вариант, главное что бы числитель не соединялся с числителем, а знаменатель со знаменателем и передаточное число соответствовало основному варианту — a/b. Всё это понятней на видео которое я сделал для вас:
Какие постоянные у зубофрезерных станков? Сильно долго не буду вникать в это, сразу по быстрому, постоянные которые знаю из личного опыта: 10, 15, 20, 24, 25, 30, 48, 60, 72. А вот к примеру постоянная на зубодолбёжном станке разная, это количество зубьев на долбяке.
В некоторых случаях гитара деления берётся из таблиц. К примеру на рейкофрезерный станок. На данном станке получается именно шаг определённого модуля. К примеру при обкатке или единичном делении на обычном зубофрезерном станке получается тоже шаг, но он получается путём деления окружности на равные части. В случаем же с рейкой — она может быть условно бесконечной, поэтому тут расчёт чуть другой именно на шаг. Таблица гитары деления на реечный станок, должна быть в паспорте данного станка.
Так же гитара деления считается по другим формулам, а проще взять сразу с таблица, на некоторые зарубежные станки. Например я сейчас начал работать на немецком зубофрезерном станке GFL там есть таблица.
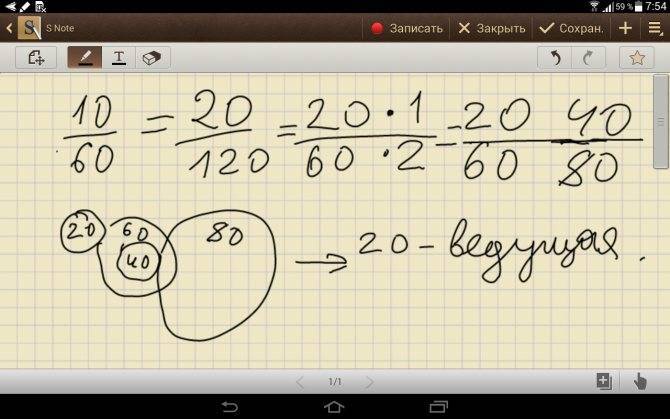
Давайте я вам покажу на изображениях как считать гитару деления. К примеру посчитаем гитару деления с постоянной станка — 10, число зубьев — 60.
Давайте возьмём вариант чуть посложней, постоянная станка — 30, а нарезать надо 366 зубьев. Гитара деления будет с паразиткой (паразитка любая удобная шестерня которая служит для изменения вращения и не влияет на передаточное число). Итак:
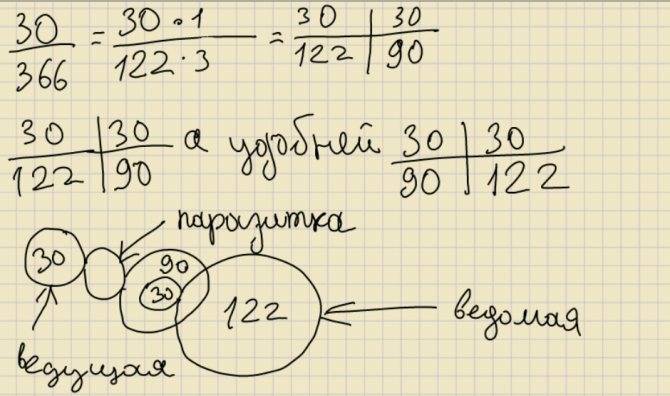
В этом случае можно посчитать чуть по другому, но принцип не меняется.
 Требуется зуборезчик в Санкт-Петербурге.
Требуется зуборезчик в Санкт-Петербурге.
Предыдущая запись
 Требуется зуборезчик. Киев.
Требуется зуборезчик. Киев.
Следующая запись
Юрий Давыдов » Новости
Зубофрезерные станки. Конструкция, описание и технические характеристики.

Зубофрезерные станки предназначены для нарезания цилиндрических колёс с прямым и винтовым зубом внешнего зацепления с помощью фасонных дисковых, пальцевых и червячных модульных фрез. Если в зубофрезерном станке имеется помимо вертикального ходового винта радиального или тангенциального перемещения инструмента относительно заготовки, то на нём можно также нарезать червячными фрезами червячные колёса. Станок, имеющий все три выше перечисленных винта, относится к универсальным зубофрезерным станкам.
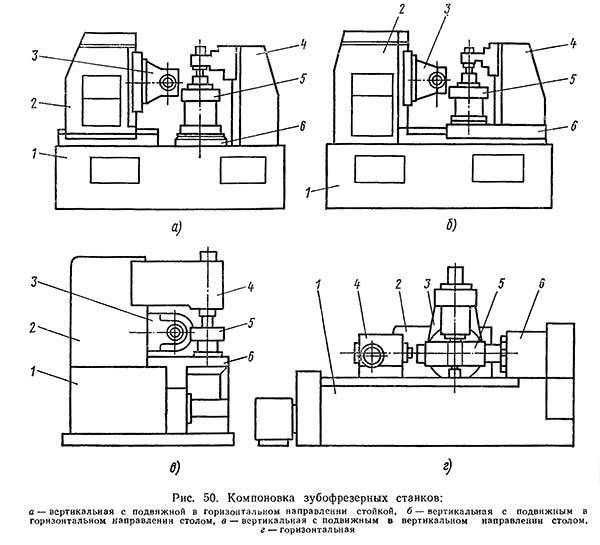
На зубофрезерных станках производят нарезание цилиндрических и червячных колес по методу обката и по методу копирования с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода. В зависимости от расположения оси изделия станки разделяются на вертикальные (состоят из станины, инструментальной стойки фрезерного суппорта задней стойки стола для установки изделия. Вертикальные станки выполняют с подвижной в радиальном направлении стойкой или с подвижным в этом направлении столом, а также со столом подвижным в вертикальном направлении. Компоновка станков с подвижной стойкой и неподвижным столом наиболее удобна для автоматизации процесса зубонарезания.
Горизонтальные станки, предназначенные для нарезания зубьев на тяжелых деталях, выполняют с подвижной в горизонтальном направлении инструментальной стойкой а станки для нарезания колес малых размеров- с подвижным столом, несущим изделие.
Технические данные зубофрезерных станков
Профиль зуба образуется копированием или обкатом, форма зуба по длине методом касания. Зубофрезерные станки метода копирования имеют простую структуру, состоящую из групп: ФV(В1), ФS(П2), а также деления Д(В3). Станки касания-обката имеют две или три группы формообразования и не имеют группы деления: профиль зуба: ФV(В1 В2); форма по длине: прямозубые: ФS(П3),косозубые: ФS(П3 В4).
Метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
Формообразование зубьев червячного колеса осуществляется методами радиального и тангенциального врезания. При первом методе используют винт радиального пере-мещения. Формирование боковых поверхностей зубьев по профилю и длине, а также делительный процесс осуществляются одним сложным движением Фu, (В1В2). Процесс радиального врезания зубьев фрезы в заготовку осуществляется движением Вр (П7). При втором методе используют винт тангенциального перемещения и специальную червячную фрезу с заборным конусом. Образование профиля и формы зуба по длине, а также делительный процесс осуществляются, как и при первом методе, движением Фu (В1В2). Вторым движением Фs2 (П5В6) осуществляется тангенциальное –врезание за счет конусной части фрезы и еще раз формирование боковых поверхностей.
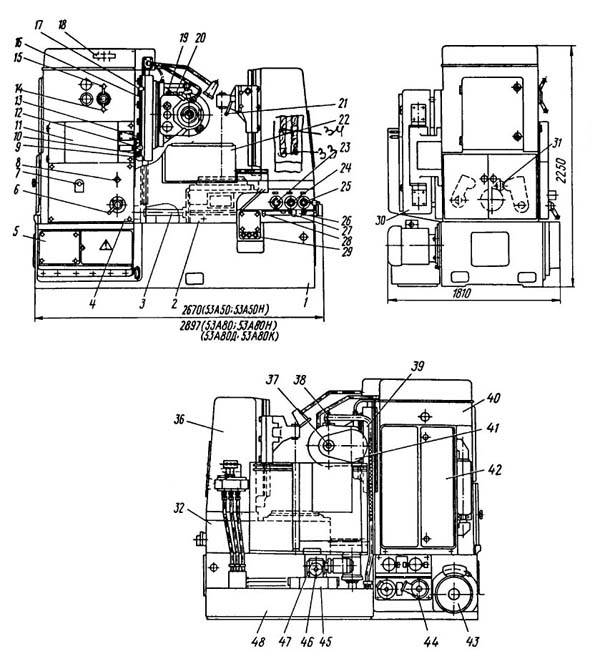
Полуавтоматы зубофрезерные вертикальные 53А50, 53А50Н, 53А80, 53А80Н предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.


Зубофрезерные полуавтоматы моделей 53А50, 53А80 и изготавливаются по классу П ГОСТ 8-71, а их модификации по классу Н ГОСТ 8-71. Станки моделей 53А50, 53А80 комплектуются суппортами с непрерывной передвижкой фрезы (с ползушкой), а модели 53А50Н, 53А80Н — суппортами с периодической (шаговой) передвижкой фрезы. По заказу Покупателя возможна комплектация зубофрезерных станокв системой ЧПУ.



Универсальный зубофрезерный станок предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки.


На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.





