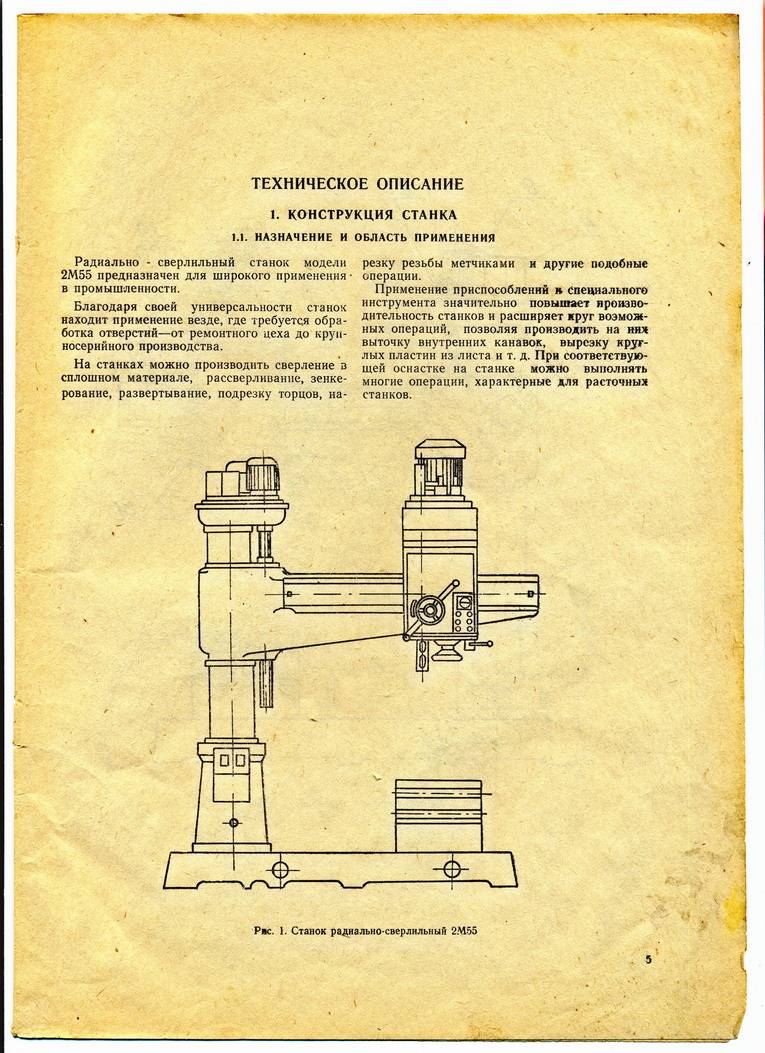
Конструкция радиальных сверлильных станков
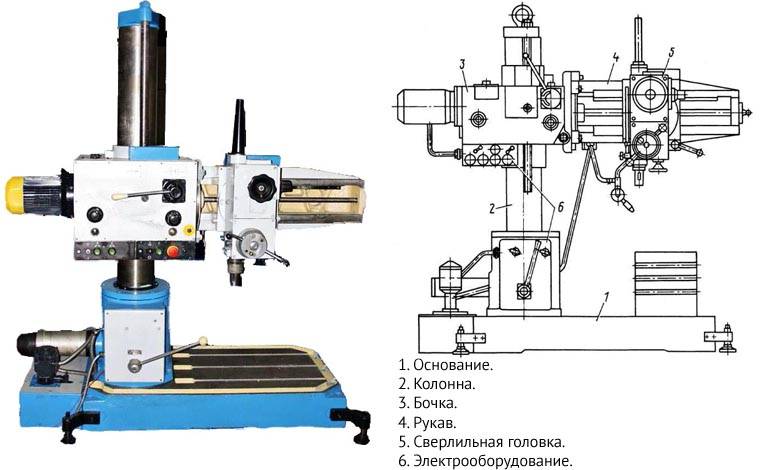
Каждый станок радиально-сверлильной группы состоит из:
- жесткого основания,
- цилиндрических колонн (внутренней и внешней),
- траверсы (хобота),
- сверлильной головки (шпиндельной бабки),
- электрического и гидравлического оборудования управления.
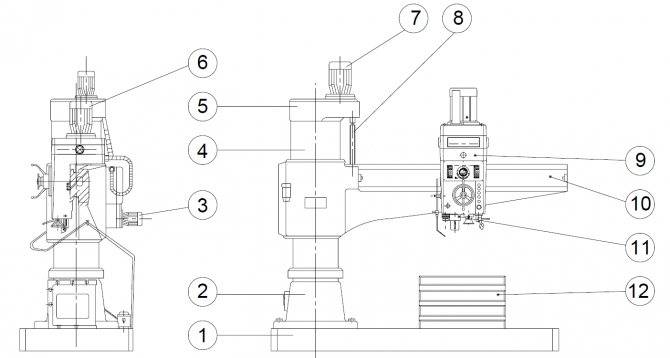
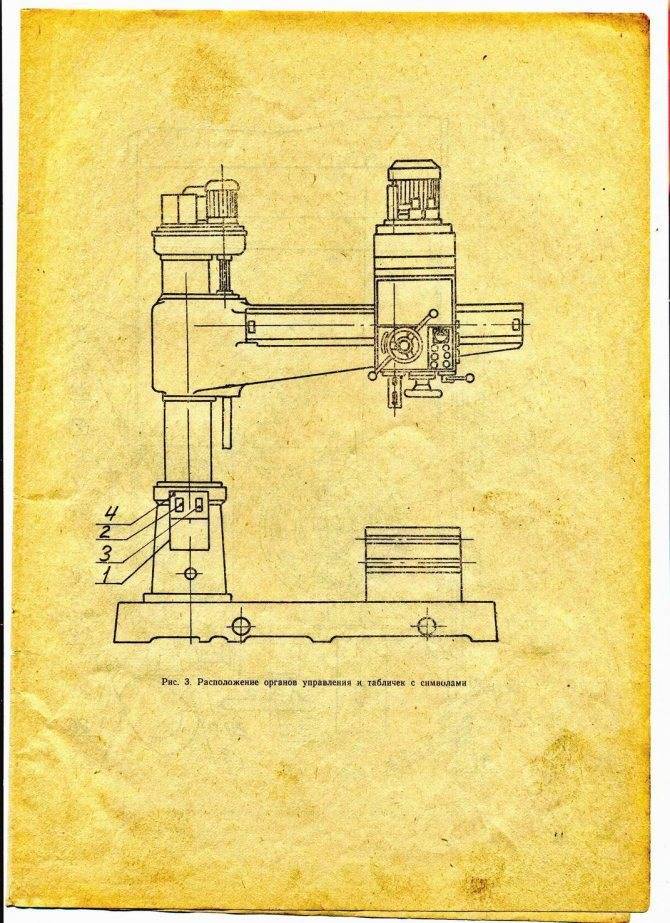
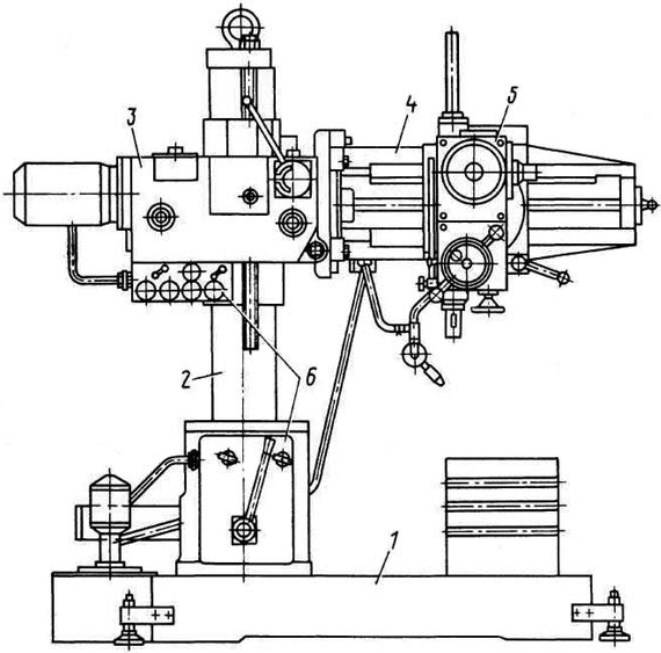
Основные узлы 1 Основание 2 тумба 3 э/д насоса гидравлики 4 колонна 5 резервуар подъема опускания руки и зажима колонны 6 э/д шпинделя 7 э/д подъема/опускания руки 8 винт подъема/опускания руки 9 Шпиндельная бабка 10 рука
Кинематика
Главные движения при сверлильных операциях — вращение и перемещение пиноли шпинделя станка. Кинематические цепочки, выполняющие эти движения, снабжены элементами управления, позволяющими задавать инструменту необходимую скорость вращения и подачу.
- поворот подвижной колонны радиально-сверлильного станка,
- вертикальное перемещение консоли (траверсы),
- фиксация траверсы на колонне на операционной высоте,
- фиксация шпиндельной головки на траверсе,
- переключение скоростей шпинделя и подач пиноли.
При обработке деталей на радиальных сверлильных станках координаты центра отверстия и оси инструмента совмещаются передвижением сверлильной головки относительно неподвижной заготовки в полярной системе координат. Эта система характеризуется двумя параметрами: углом поворота траверсы и радиусом положения на ней шпиндельной головки.
Обработка отверстий под углом возможна только при установке под углом самой заготовки с помощью специальной оснастки и приспособлений.
Радиально-сверлильный станок Z30132
Станина с рабочим столом
Станина станка, совмещенная с рабочим основанием (столом), как правило, отлита из серого чугуна. Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.
Заготовку небольших габаритов можно устанавливать на приставном коробчатом столе, либо непосредственно закреплять на специально обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола применяется редко, т.к. вносит дополнительную погрешность в точность обработки изделия.
Поворотная колонна
Колонна установлена вертикально на станине станка и поворачивается вокруг своей оси относительно неподвижной внутренней стойки на роликовых подшипниках. Траверса закреплена на колонне.
В верхней части колонны монтируется механизм подъема/опускания траверсы, приводимый в движение от электродвигателя.
Траверса (консоль)
Консоль (рука или хобот) радиально-сверлильного станка смонтирована непосредственно на колонне; она имеет отдельный электропривод, перемещается вверх-вниз, а также вращается вокруг вертикальной оси вместе с опорной колонной. Вращение, в зависимости от модели станка, может происходить как вручную, так и с помощью электрического привода.
На направляющие консольной траверсы устанавливается сверлильная бабка с рабочим шпинделем. В соответствии с высотой заготовки траверса может быть опущена или поднята. В нише, расположенной с обратной стороны рукава, монтируется электрооборудование, элементы гидравлики.
Шпиндельная головка
Сверлильная головка (шпиндельная бабка), смонтированная на траверсе, конструктивно представляет собой отдельный силовой агрегат, имеющий коробки подач, скоростей, а также механизмы установки глубины сверления.
В радиально-сверлильных станках шпиндель служит для фиксации обрабатывающего инструмента и передачи ему вращающего момента и линейной подачи.
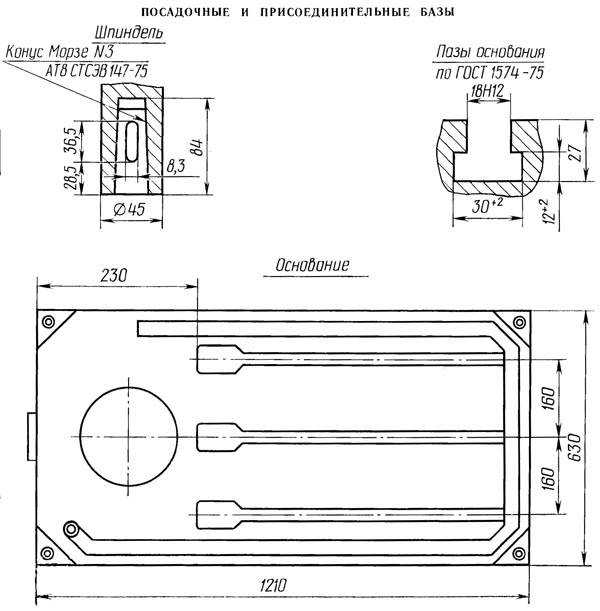
Инструмент вставляется во внутренний конус пиноли (конус Морзе № 4-6 или метрический конус, в зависимости от модели), а затем координатно ориентируется относительно обрабатываемой детали путем поворота консоли и перемещения вдоль нее шпиндельной бабки.
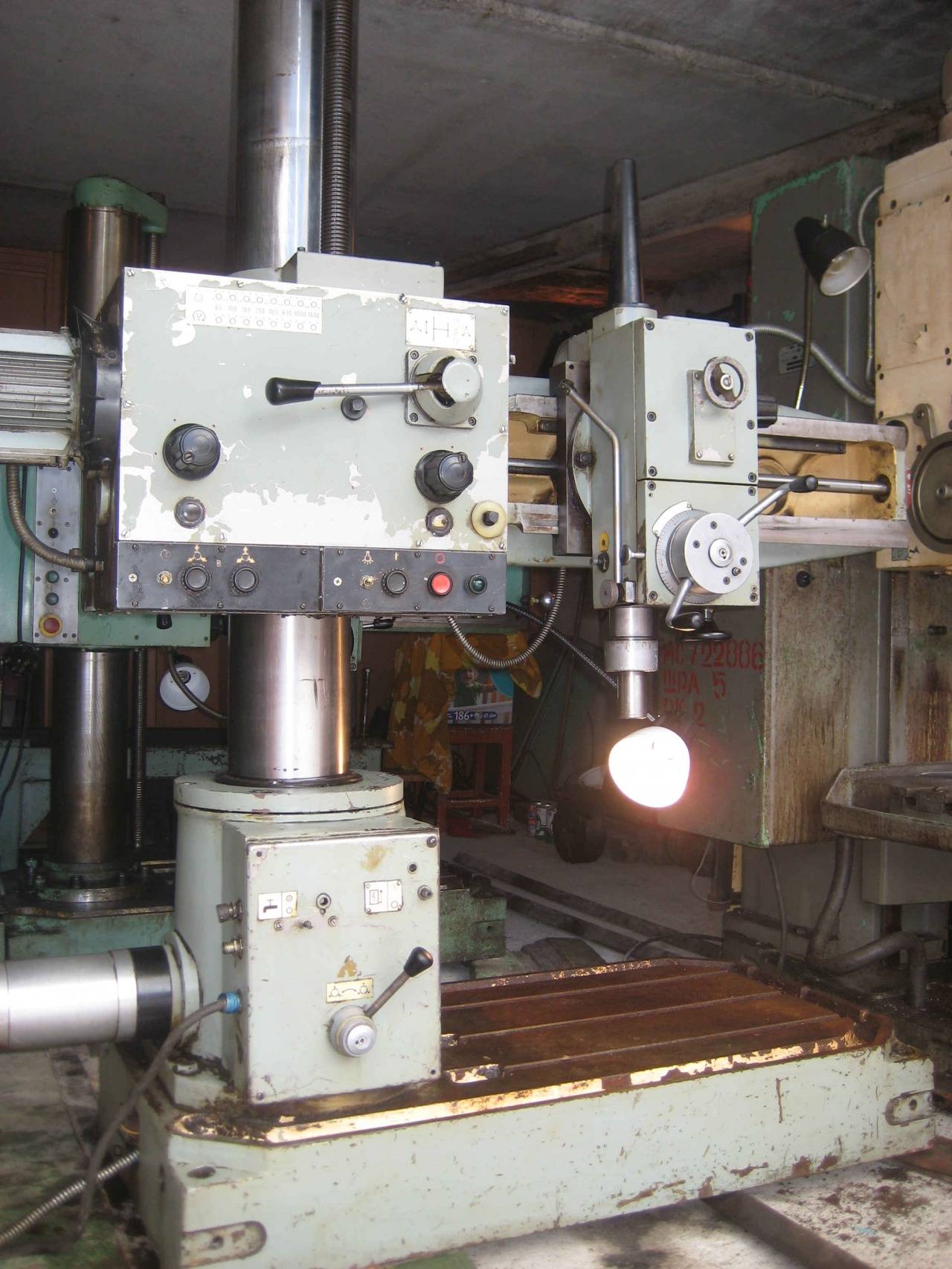
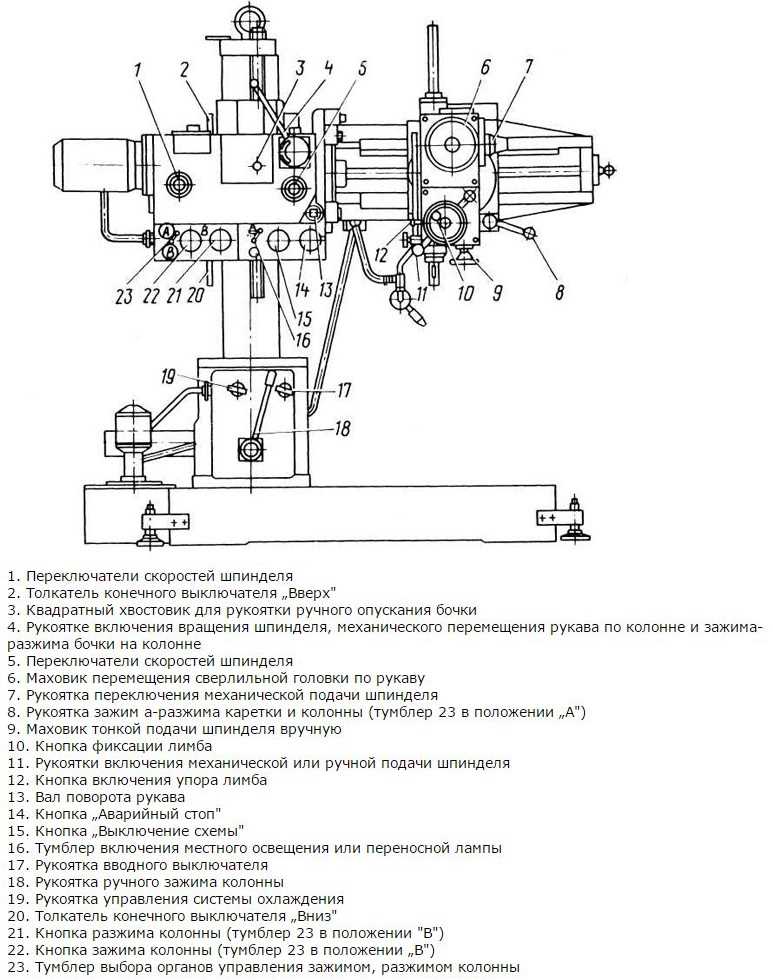
Для удобства оператора все управление станка расположено на сверлильной головке:
- многофункциональный штурвал перемещения шпиндельной бабки и пиноли шпинделя;
- кнопки управления зажимом/разжимом узлов, включением/выключением вращения шпинделя, аварийного останова, включения освещения рабочей зоны;
- рукоятки выбора скорости вращения, подачи шпинделя, направления вращения шпинделя, переключения ручной и автоматической подачи.
|
| Радиально-сверлильный станок z3050 |

Коробка подач располагается между шпинделем и электродвигателем шпинделя; вращение от электродвигателя передается через зубчатые зацепления и фрикционные соединительные муфты. Фрикционная муфта позволяет выполнить быстрый реверс при нарезании резьбы, отключение подачи при достижении необходимой глубины сверления и предохранить коробку скоростей от перегрузок.
Покупаем Платы
Покупаем по самым высоким ценам:
- Бытовая электроника (платы должны быть очищены от металла, пластика, трансформаторов больше 3 см в любой стороне и мониторных черных катушек)
- Материнские платы от ноутбуков и материнские платы до поколения Pentium 4 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены), вид.звук.сет.
- Материнские платы поколения Pentium 4 и выше. Socket: 423, mPGA 478, 775, 1155 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены)
- Платы импортные (пластиковые, металлические и алюминиевые элементы должны быть удалены)
- Платы компьютерные комплектующие, оперативная память c жёлтой ламелью
- Платы с ценными радиодеталями (конденсаторы КМ, микросхемы (желтые), разъемы (желтые), транзисторы (желтые)) отечественного производства
- Платы сотовых телефонов (без корпуса и дисплея) поколение 2СИМ, сенсорные, смартфоны
- Платы сотовых телефонов (без корпуса и дисплея.) До поколения 2СИМ и сенсорных
- Платы управления военными и советскими приборами, производства СССР (пластиковые, металлические и алюминиевые элементы должны быть удалены) без ценных радиодеталей
- Срезка с плат (неликвиды переключателей, транзисторов, микросхем и т. д.)
Работа и эксплуатация
В устройствах этого типа коробки скоростей и рабочих передач находятся в сверлильной бабке.
Соответственно и все основные органы в агрегатах 2м55, 2к52, 2а554, а также ас2532, 2н55 и 2532л располагаются непосредственно на ее лицевой поверхности.
Основным движением, при котором осуществляется резания в устройствах данного класса, принято считать вращение используемого рабочего инструмента.
Необходимое вращательное движение он получает через передачу непосредственно от электродвигателя, который также обеспечивает при необходимости вспомогательное движение используемого рабочего инструмента.
Параметры заданной обработки перед началом работ выставляются с помощью специальных рукояток, расположенных на коробке передач.
Точно таким же образом происходит управление подачей. Основные рабочие характеристики агрегата описываются несколькими показателями.
Также учитывается основной номер присоединенного конуса, который располагается внутри шпинделя.
Берется во внимание и наибольшее перемещение самого шпинделя. В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель
В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель.
При эксплуатации станков сверлильного типа данного класса обязательно учитывается количество ступеней, отвечающих за рабочее вращение в шпинделе.

На функциональные возможности станка оказывает большое влияние и мощность используемого электрического двигателя.
Стоит отметить и то, что на стоимость устройств из этой категории влияет, в первую очередь, функциональный набор, все его технологические возможности, а также техническое состояние.
Ремонт сверлильного станка должен проводиться профессиональными мастерами, которые хорошо разбираются в устройстве и принципе действия агрегатов этого класса.
Это поможет продлить срок службы устройства и сделает его эксплуатацию безопасной.
Обязательным условием работы на устройствах этого класса является строгое соблюдение правил по технике безопасности, которые должен соблюдать каждый оператор.
В любом случае, настольный сверлильный станок этого класса считается надежным и достаточно функциональным оборудованием, при помощи которого можно производить качественную обработку различных металлических поверхностей.
Привод
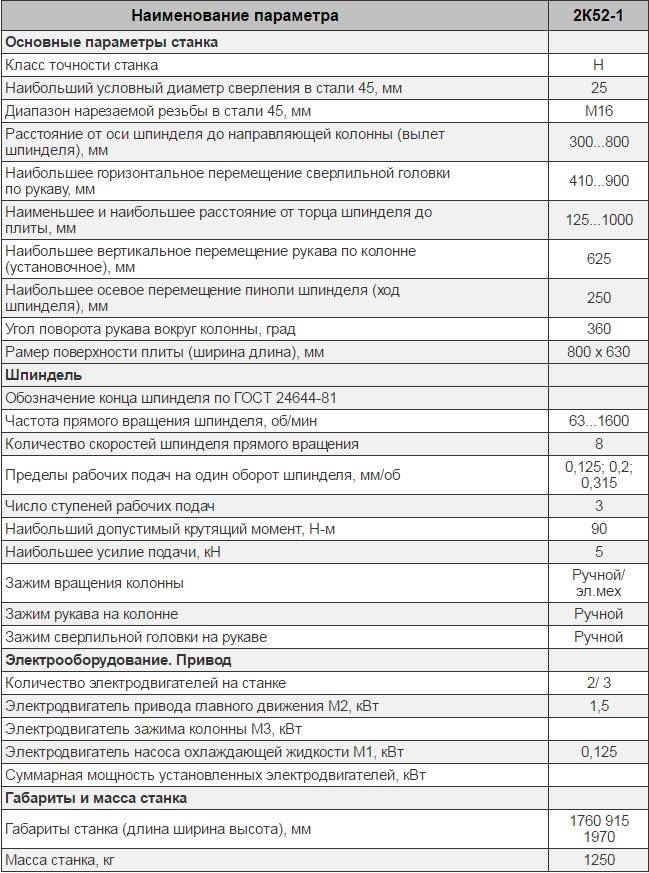
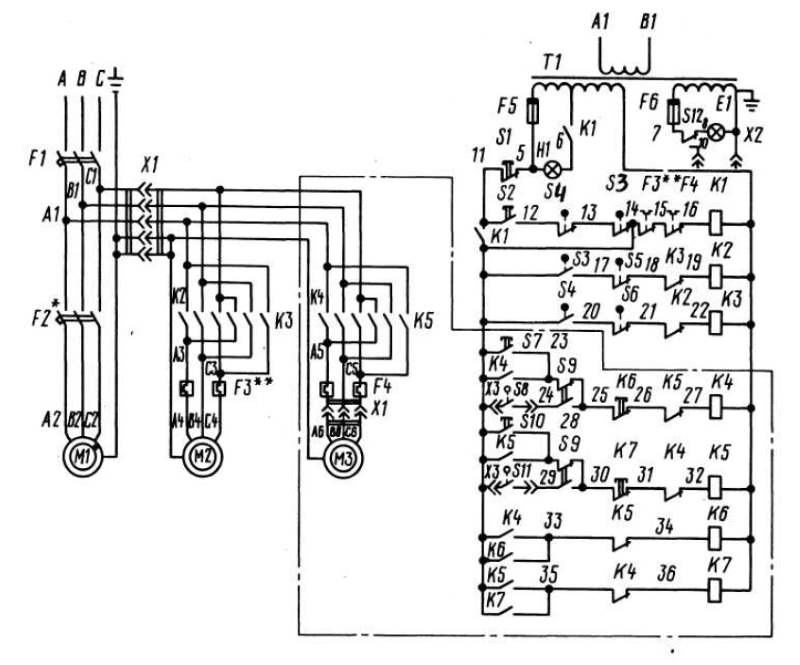
Главный механизм обеспечения скорости вращения, ее переключение в процессе сверлильной деятельности и работу коробки скоростей характеризуется одной особенностью. Осуществив разборку коробки скоростей сверлильного станка 2К52, паспорт которой включает собственный электропривод, можно сказать о наличии нескольких подобных механизмов.
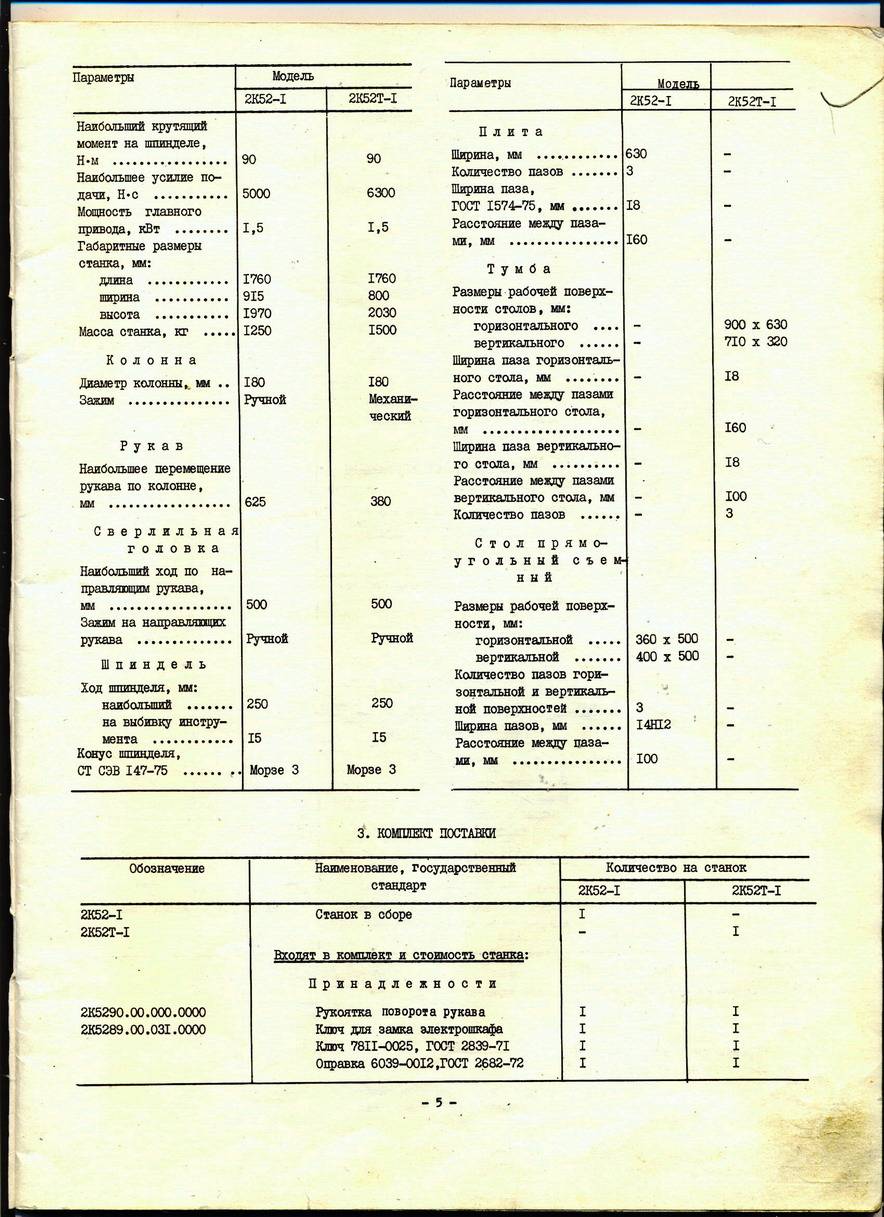
Допускается установка 3х электрических двигателей согласно руководству по эксплуатации 2К52и другим нормативным документам. Мощность основного привода составляет 1,5 кВт.
В руководстве указывается масса установки – 1250 кг., также отображается полная расшифровка названия станка.
Кинематическая схема строится на четырех цепях, первой из которых является цепь вращения основного шпинделя. Осуществляя разборку установки можно заметить, нагрузка при вращении шпинделя равномерно распределяется по коробке скоростей, приводному валу типа У.
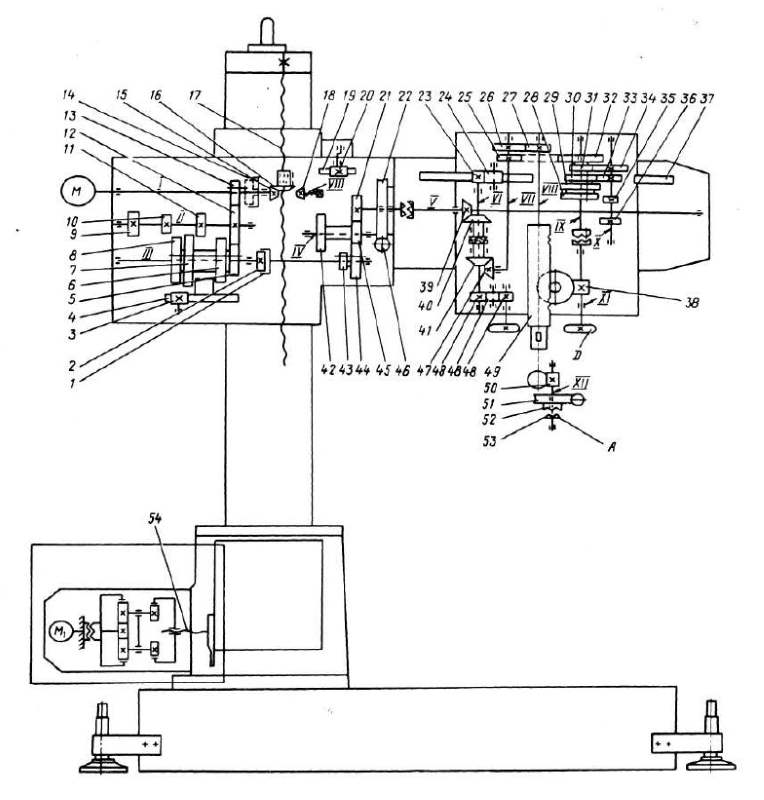
Кинематическая схема станка 2К52
Составляющими кинетической схемы также являются:
- Цепь осуществления подач.
- Цепь вертикального смещения основного рукава.
- Цепь осуществления зажима колоны.
В процессе сборки конструкторы оснастили установку 2К52 максимальным набором дополнительных модулей. Расширенная функциональность позволяет увеличить точность всех операций, появляется также возможность работы со сложными заготовками, ускоряется производительность.
В итоге, машина для сверления 2К52 обладает подходящими для выполнения многих работ параметрами, регулировка которых позволяет добиться достаточно высокой точности. Каждая рабочая операция производится без сложных манипуляций, что под силу выполнить даже работнику с минимальной квалификацией. Получаемые отверстия всегда имеют правильную форму.
голоса
Рейтинг статьи
Технические характеристики сверлильного станка 2Л53
| Наименование параметра | 2532л | 2Л53у | 2л53 |
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 32 | 35 | 35 |
| Диапазон нарезаемой резьбы в стали 45, мм | М24 × 3 | ||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 280..1000 | 290..1000 | 290..1000 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 720 | 710 | 720 |
| Наибольшее расстояние от торца шпинделя до плиты, мм | 1120 | 1120 | 1160 |
| Расстояние от торца шпинделя до стола, мм | 630 | 15..630 | 15..685 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | — | — | — |
| Наибольшее вертикальное перемещение стола по колонне, мм | 340 | 340 | 345 |
| Диаметр колонны, мм | 240 | ||
| Угол поворота рукава вокруг колонны, град | 360° | 330° | |
| Размер поверхности плиты (ширина длина), мм | 800 х 1120 | 800 х 1500 | 800 х 1000 |
| Подъемный стол | |||
| Размер поверхности стола (ширина длина), мм | 450 х 1000 | 450 х 800 | 560 х 800 |
| Угол поворота стола вокруг колонны, град | 360° | 360° | |
| Угол поворота стола вокруг горизонтальной оси, град | -80°, +90° | -80°, +90° | |
| Цена деления шкалы поворота стола вокруг горизонтальной оси, град | 1° | 1° | |
| Скорость перемещения стола по колонне, мм/мин | 314 | 314 | |
| Шпиндель | |||
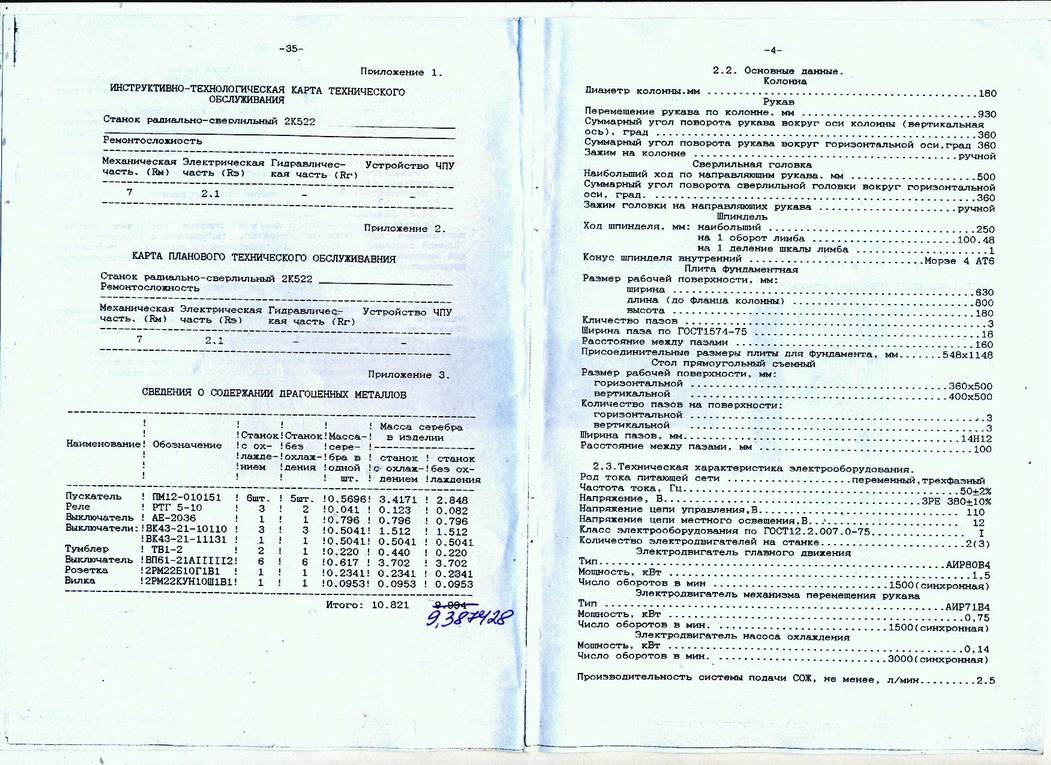
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 320 | 325 | 325 |
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 4 | Морзе 4 | Морзе 4 |
| Частота прямого вращения шпинделя, об/мин (число ступеней регулирования скорости) | 45..2000 (12) | 35,5..1400 (8) | 35,5..1400 (8) |
| Пределы рабочих подач на один оборот шпинделя, мм/об (число ступеней регулирования подач) | 0,1..1,0 (6) | 0,1..1,1 (6) | 0,1..1,1 (6) |
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 |
| Перемещение шпинделя на оборот лимба, мм | 94,2 | 94,2 | 94,2 |
| Наибольший допустимый крутящий момент, Н·м (кгс) | 200 (20) | 180 (18) | 180 (18) |
| Наибольшее усилие подачи, кН | 10 | 8 | 8 |
| Зажим вращения колонны | Ручной | Ручной | Ручной |
| Зажим рукава на колонне | Ручной | Ручной | Ручной |
| Зажим сверлильной головки на рукаве | Ручной | Ручной | Ручной |
| Противовес шпинделя | Пружинный | Пружинный | |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель привода главного движения, кВт (об/мин) | 3,0 (1500) | 2,2 (1500) | 2,2 (1400) |
| Электродвигатель привода перемещения стола, кВт (об/мин) | 0,56 (1500) | 0,56 (1500) | 0,6 (1370) |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Суммарная мощность установленных электродвигателей, кВт | 3,675 | ||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1850 х 800 х 2600 | 1850 х 800 х 2430 | 2000 х 800 х 2390 |
| Масса станка, кг | 2150 | 2100 | 2300 |
Список литературы
Станок радиально-сверлильный облегченный 2Л53У. Руководство по эксплуатации 2Л53У.00.00.000 РЭ, 1974
Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Панов Ф.С. Работа на станках с ЧПУ, 1984
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Тепинкичиев В.К. Металлорежущие станки, 1973
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Сверлильные станки: применение, конструкция, механизм действия
Сверлильные станки для производства отверстий в бытовых и промышленных условиях имеют одинаковое назначение. Они применяются для создания отверстий в заготовках из древесины, бетона, металла и т.д. Роль режущего инструмента выполняет сверло, которое аккуратно снимает стружку с детали.
Для создания отверстий в заготовках конструкция сверлильного агрегата должна включать в себя плиту-основание. На эту плиту монтируются все остальные элементы. Устройство вертикально-сверлильного станка предусматривает наличие сверлильного блока. Блок устанавливается на опорную стойку, которая фиксирует обрабатывающую часть и производит ее смещение.
Если вы хотите купить сверлильный станок, нужно принять во внимание такие особенности, как:
- тип сверлильного патрона;
- максимальный размер сверла;
- размеры рабочего стола;
- мощность двигателя;
- количество скоростей.
Очень важно понять принцип действия такого оборудования. Передача вращательного движения к шпинделю производится с помощью механизма скоростей
Чтобы начать сверление, режущий инструмент требуется опустить, направив его к обрабатываемой детали. Положение сверлильного блока на вертикальной штанге можно изменять.
Дополнительное оборудование для сверлильных станков бытового назначения
В комплектацию сверлильных станков, имеющих бытовое назначение, может быть включено дополнительное оборудование. Некоторые модели станков оснащаются рабочим столом, крепящимся к стойке, который можно вручную поднимать и опускать. Другой вид дополнительного оборудования — механизм, с помощью которого можно регулировать глубину сверления. Для этого кончик режущего инструмента опускают до отметки, соответствующей желаемой глубине отверстия, а затяжной рычаг регулирующего механизма закручивают, ограничивая возможность движения сверла.
Защитный экран — еще одна разновидность дополнительных устройств, которыми оборудуются станки для сверления. Такие экраны защищают пользователя от летящей во время работы стружки.





2К52 станок радиально-сверлильный переносной. Назначение и область применения
Станки радиально-сверлильные модели 2К52 выпускались до 1990 года, затем в кинематическую схему станка были внесены существенные изменения. В частности, изменено количество зубьев практически во всех зубчатых передачах, что привело к появлению станка с индексом 2К522.
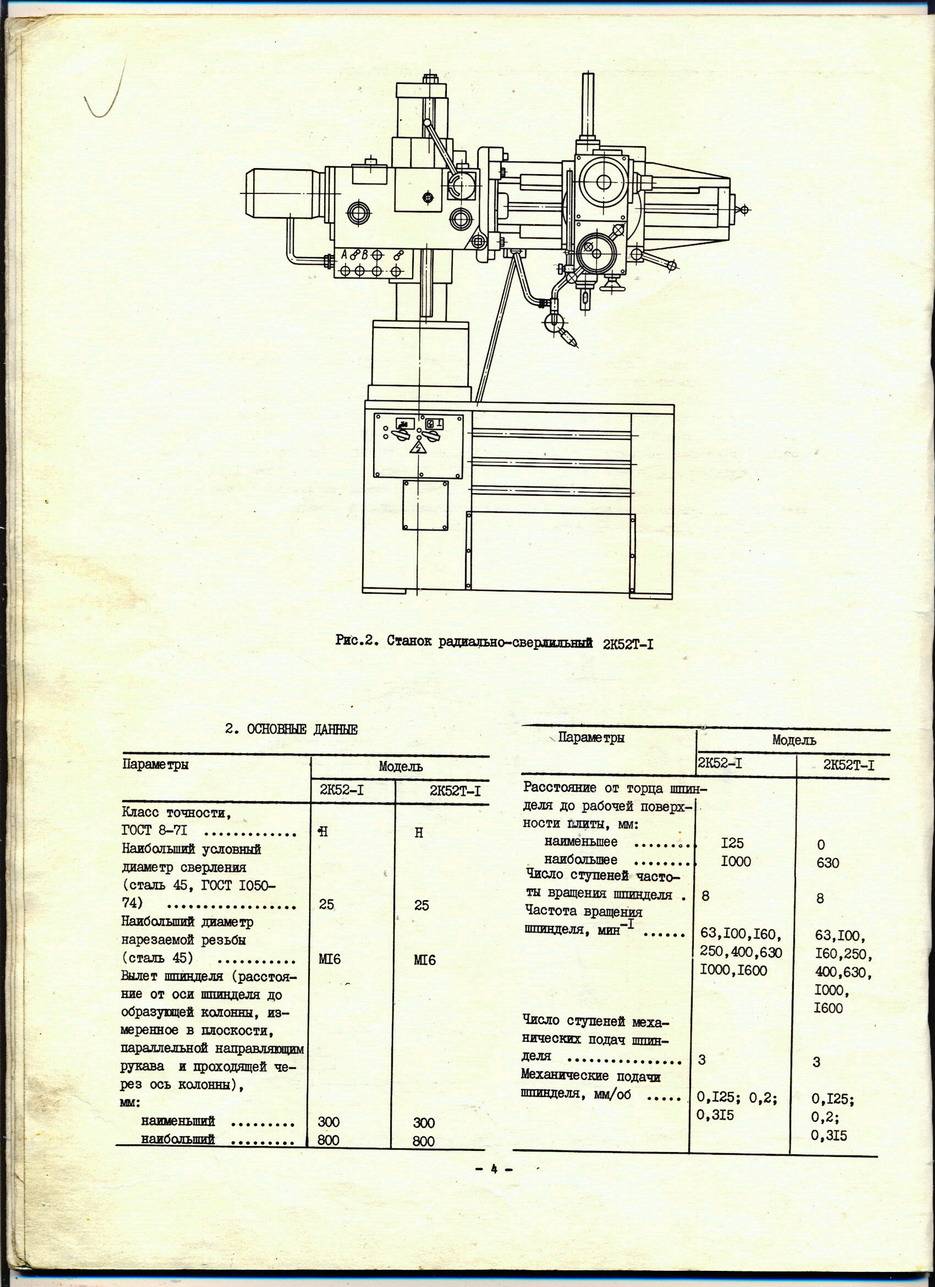
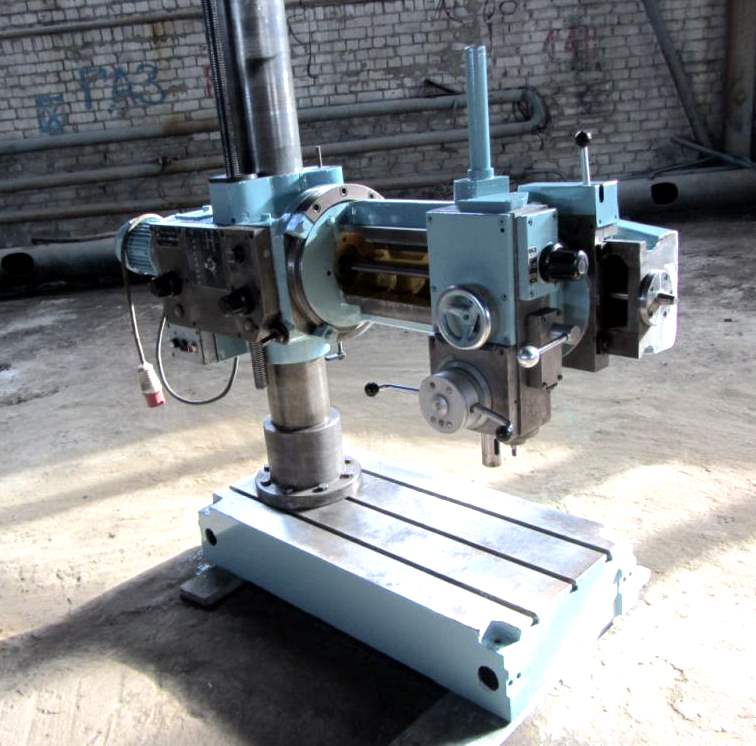
Радиально-сверлильный переносной станок модели 2К52 предназначен для обработки отверстий в средних и крупных деталях в единичном, мелкосерийном и серийном производстве.
На сверлильном станке 2К52 можно выполнять: сверление, рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание отверстий. Наиболее эффективно может быть использован при обработке отверстий, расположенных под углами в разных плоскостях крупногабаритных деталей, в инструментальных, ремонтных, экспериментальных, сборочных и производственных цехах.
Принцип работы и особенности конструкции станка
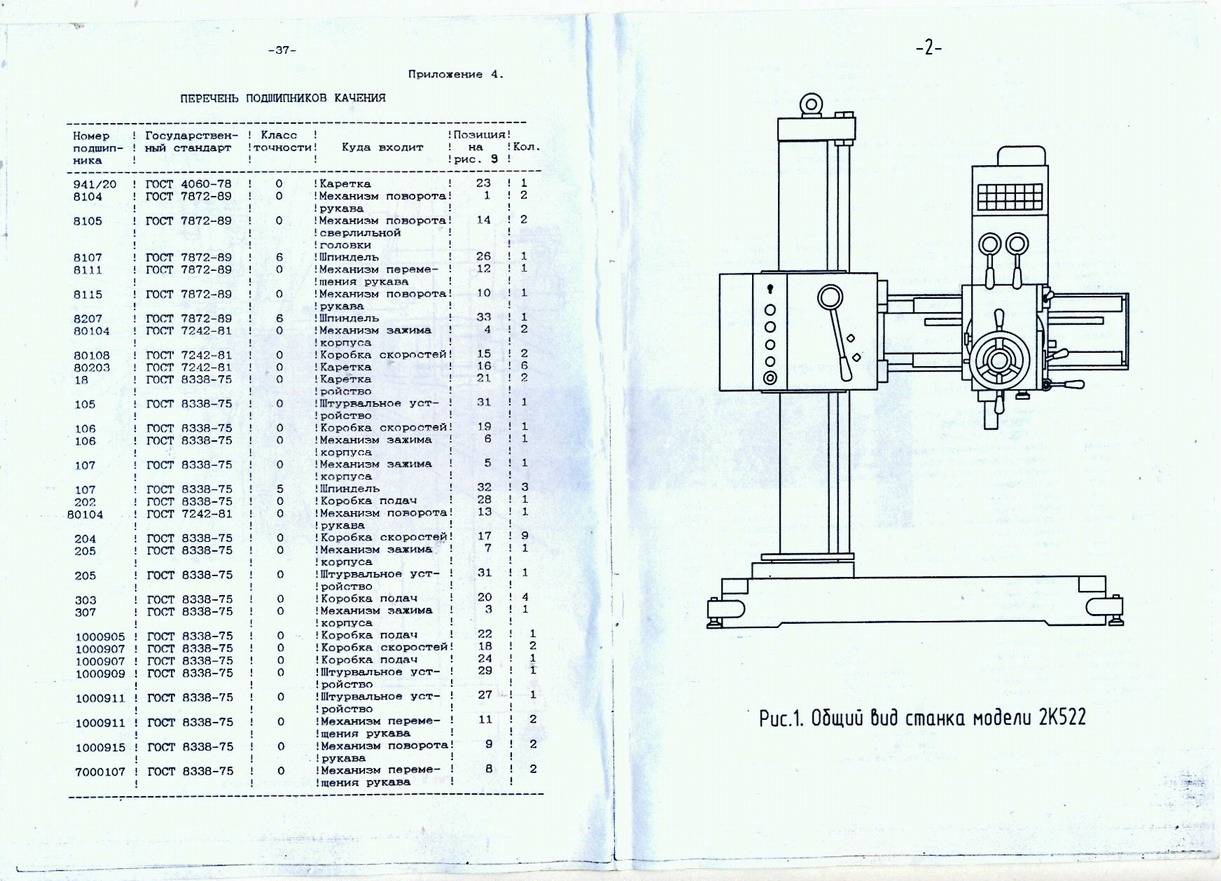
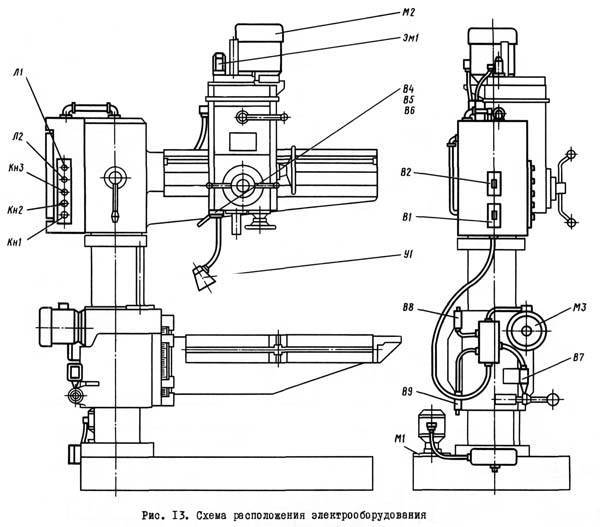
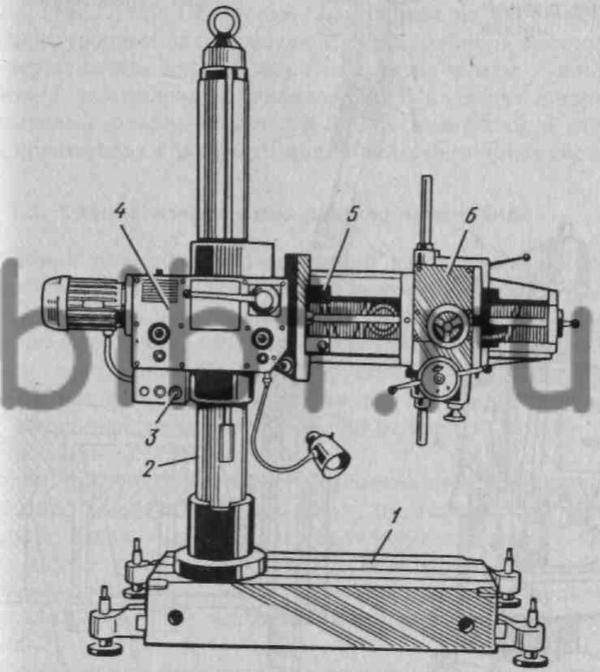
Станок 2К52 состоит из следующих основных узлов: основания, колонны, корпуса, рукава, каретки, сверлильной головки, механизма зажима колонны, системы подачи охлаждающей жидкости и электрооборудования.
На основание устанавливается колонна с корпусом и рукавом, а с торца к нему крепится бак для охлаждающей жидкости.
Колонна представляет собой стальную трубу, установленную в цоколе на двух подшипниках. В цоколе размещены часть электроаппаратуры и механизм зажима колонны.
Корпус представляет собой чугунную отливку жесткой формы и является базовой деталью для сборки коробки скоростей, механизма перемещения корпуса по колонне механизма зажима корпуса на колонне.
В нише корпуса смонтировано электрооборудование.
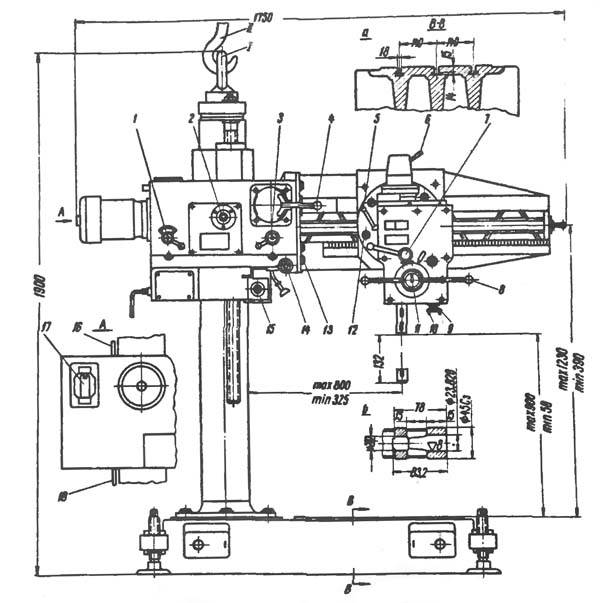
На лицевой стороне корпуса расположены рукоятки управления коробкой скоростей, механизмом перемещения бочки по колонне и пульт управления.
Рукав крепится к корпусу четырьмя прихватами. По направляющим рукава перемещается каретка с закрепленной на ней сверлильной головкой. Поворот рукава вокруг своей оси осуществляется рукояткой через червячную передачу.
Сверлильная головка представляет собой чугунную отливку, в которой смонтированы шпиндель, коробка подач и штурвальное устройство.
Шпиндель станка имеет широкий диапазон регулирования частоты вращения и может пространственно ориентироваться за счет разворота рукава и сверлильной головки.
Станок оснащен устройством обработки отверстий на заданную глубину и устройствами, предохраняющими от перегрузок по крутящему моменту и осевой силе. При обработке крупногабаритных деталей вне рабочей поверхности плиты станок выставляется с помощью винтовых опор. Обработку мелких деталей рекомендуется производить на коробчатом столе, установленном на плите стола.
Отличительной особенностью станка данного типоразмера является наличие поворотной колонны и монтаж каретки сверлильной головки на направляющих рукава па подшипниках качения, что значительно повышает удобство эксплуатации станка.
Станок изготовляется для эксплуатации в условиях умеренного климата, по заказу для эксплуатации в условиях тропического климата, а также для обработки деталей в дюймовой системе измерений.
Электрооборудование станка может быть выполнено для тока питающей сети с частотой 50 и 60 Гц и напряжением 220, 380, 400, 415, 440, 600 В.
По заказу станок выполняется с электромеханическим зажимом колонны, а также с системой подачи охлаждающей жидкости в зону резания.
Класс точности станка Н по ГОСТ 8—77.
Шероховатость обработанных поверхностей в зависимости от выполняемых работ R = 80-20 мкм.
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.


Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Зубообрабатывающие станки
5А12
зубодолбежный Ø 208, Егорьевск5А122 зубодолбежный Ø 250, Корсунь-Шевченко5А140П зубодолбежный Ø 500, Егорьевск5Б150 зубодолбежный Ø 800, Егорьевск5В12 зубодолбежный Ø 200, Корсунь-Шевченко5В150 зубодолбежный Ø 800, Клин5М14 зубодолбежный Ø 500, Харьков5М150 зубодолбежный Ø 800, Клин5М161 зубодолбежный Ø 1250, Клин514 зубодолбежный Ø 500, Егорьевск5111 зубодолбежный Ø 80, Корсунь-Шевченко5122 зубодолбежный Ø 200, Корсунь-Шевченко5140 зубодолбежный Ø 500, Корсунь-Шевченко
5А26
зубострогальный Ø 610, Саратов, СЗТЗС5А250П зубострогальный Ø 500, Саратов, СЗТЗС5С23П зубострогальный Ø 125, Саратов, СЗЗС5С276П зубострогальный Ø 500, Саратов, СЗТЗС5С280П зуборезный Ø 800, Саратов, СЗТЗС5Т23В зубострогальный Ø 125, Саратов, СЗЗС5236П зубострогальный Ø 125, Саратов, СЗЗС525 зуборезный Ø 500, МЗКРС Москва526 зубострогальный Ø 610, Саратов, СЗТЗС5230 зуборезный Ø 320, Саратов, СЗТЗС528С зуборезный Ø 800, Саратов, СЗТЗС
5.3. Cтанки зубофрезерные для цилиндрических колес
5А342
зубофрезерный Ø 2000, Коломна5Б312 зубофрезерный Ø 320, Витебск5В312 зубофрезерный Ø 320, Витебск5Д32 зубофрезерный Ø 800, Егорьевск5Е32 зубофрезерный Ø 800, Егорьевск5К32 зубофрезерный Ø 800, Егорьевск5К32А, 5К324А зубофрезерный Ø 800, Егорьевск5К301п зубофрезерный Ø 125, Вильнюс5К310 зубофрезерный Ø 200, Витебск5К324 зубофрезерный Ø 500, Егорьевск5К328А зубофрезерный Ø 1250, Егорьевск5М32 зубофрезерный Ø 800, Егорьевск53А11 зубофрезерный Ø 1250, Егорьевск53А20 зубофрезерный Ø 200, Вильнюс53А30П зубофрезерный Ø 320, Витебск53А50 зубофрезерный Ø 500, Егорьевск53А80 зубофрезерный Ø 800, Егорьевск53В30П зубофрезерный Ø 320, Витебск532 зубофрезерный Ø 750, Егорьевск5310 зубофрезерный Ø 200, Егорьевск5327 зубофрезерный Ø 1000, Егорьевск5342 зубофрезерный Ø 2000, Коломна5350А шлицефрезерный Ø 150, Куйбышев, СВСЗ
5Б63
резьбофрезерный Ø 450 х 400, Мелитополь5Д07 резьбонарезной Ø 39 х 320, Чита561 резьбофрезерный Ø 400 х 700, Куйбышев, СВСЗ5993 резьбонарезной Ø 42 х 280, ЧитаВМС-2А резьбонарезной Москва
5А841
зубошлифовальный Ø 320, Москва5В833 зубошлифовальный Ø 200, Егорьевск5М841 зубошлифовальный Ø 320, Москва5К822В резьбошлифовальный Ø 150, МЗКРС Москва5702 зубошевинговальный Ø 320, Витебск5822 резьбошлифовальный Ø 150, МЗКРС Москва5822м резьбошлифовальный Ø 150, МЗКРС Москва