

Акустический, или ультразвуковой контроль
Способ основан на возбуждении в конструкции колебаний определенной частоты, амплитуды, скважности импульсов и анализе отклика конструкции на эти колебания. Интерпретация результатов с помощью специализированных компьютерных программ позволяет воссоздать двумерные сечения исследуемого объекта, не разрушая его. Различают две основных группы методик акустической дефектоскопии:
Различают две основных группы методик акустической дефектоскопии:
- Активные — установка осуществляет излучение колебаний и последующий прием отклика от конструкции.
- Пассивные — осуществляется только измерение колебаний и импульсов.

Ультразвуковой неразрушающий контроль
Звуковые колебания с частотой выше 20 килогерц называют ультразвуком. Ультразвук является одним из самых популярных способов акустической дефектоскопии в промышленности и позволяет проверять качество и пространственную конфигурацию практически любых материалов. Популярность ультразвука определяется его преимуществами перед другими методами:
- низкая цена оборудования;
- компактность установок;
- безопасность для персонала;
- высокая чувствительность и пространственное разрешение.
Ультразвуковой способ мало применим к конструкциям, имеющим крупнозернистую структуру или сильно шероховатую поверхность.
Безопасность ультразвука для человека позволяет широко использовать его в медицинской диагностике, включая обследование ребенка в утробе матери и раннее определение его пола.
Вихретоковый метод неразрушающего контроля
Способ основан на наведении в исследуемом объекте вихревых (приповерхностных) токов малой интенсивности и частотой до нескольких мегагерц помещения его в электромагнитное поле, создаваемое вихретоковым преобразователями измерения. Применяется для металлов и других электропроводящих материалов. На основании неоднородностей приповерхностного вихревого поля можно судить о наличии неоднородностей и других дефектов в наружном слое металла (до глубины в несколько миллиметров). Измерения с высокой точностью определяют также дефекты лакокрасочных и защитных покрытий, нанесенных на металлическую деталь. В роли вихретокового преобразователя служить мощная катушка индуктивности, генерирующая высокочастотное электромагнитное поле. Вихревые токи, наводимые этим полем в приповерхностном слое металла, измеряют этой же катушкой (совмещенная схема) или отдельной (разнесенная схема). По пространственной картине распределения интенсивности измеренных токов определяют места неоднородностей, вносящих искажение в поле.

Вихретоковый метод неразрушающего контроля
На применении вихревых токов основано большое количество различных конструкций дефектоскопов, специализирующихся на определении толщины и однородности листов металлопроката и покрытий на конструкциях, непрерывного измерения диаметра проволоки и пруткового проката во время их производства. Применяются вихретоковые устройства, наряду с ультразвуковыми, и для определения состояния лопаток турбин и других ответственных высоконагруженных узлов.
Радиоволновой метод неразрушающего контроля
Заключается в облучении исследуемого объекта радиочастотным излучением и измерении параметров прошедшей, отраженной или рассеянной электромагнитной волны.

Радиоволновой метод
Он применим к диэлектрическим, полупроводниковым материалам, а также к тонкостенным металлическим оболочкам и конструкциям, в которых хорошо распространяются радиоволны. Используется для проверки однородности, габаритов и формы изделий из пластика, резины, композитных материалов. Измеряют при этом амплитудные, фазовые или поляризационные характеристики волны. Неразрушающий контроль радиоволновым методом позволяет обнаружить в массе материала неоднородности, посторонние включения, некачественные клеевые и сварные соединения и другие дефекты.
Подводные роботы
Для обследования корпусов судов применяется подводный робот, разработанный в МВТУ им. Баумана. Робот имеет восемь винтов, может маневрировать в подводном положении.
Пристыковавшись к корпусу судна за счет прижимного винта, робот перемещается по обшивке с помощью колёс.
Робот несёт и зачистную машинку для подготовки “пятачка” для ультразвуковой толщинометрии.
Подводный робот МВТУ
Задачи для подводных роботов обещают быть обширными и разнообразными в связи с планами освоения шельфов в Ледовитом и Тихом океане. Здесь планируются целые подводные «города» для добычи газа. В том числе и потребуется делать диагностику оборудования и трубопроводов. Проблемы, которые встанут перед такими роботами во многом навигационные — борьба с течением, мутной водой, биообрастанием.





Обучение и аттестация специалистов
Обучение и аттестацию специалистов по ультразвуковой дефектоскопии проводит в специальных аттестованных организациях. Существует 3 уровня квалификации у дефектоскопистов.
I уровень присваивается новичкам работа которых будет проводиться под наблюдением специалиста со II или III уровнем. Специалист первым уровнем не может самостоятельно выбрать методику контроля, проводить оценку результатов, подбирать технологию и режим.
Дефектоскопист II уровня могут самостоятельно проводить и руководить работами. Принимать решение по выбору способа контроля, методик, технологий, также проводить оценку результатов контроля. Они могут разрабатывать технологические карты и утверждать их.
Дефектоскописты с III уровнем могут руководить работой дефектоскопистов с I и II уровнем, проводит обучение и аттестацию.
Область применения — где применяется ультразвуковой контроль
Ультразвуковой контроль весьма универсальный метод и обладает очень широкой областью применения. С его помощью можно контролировать как металлические, так и неметаллические изделия такие как: керамика, полимеры, стекло. Ограничением является лишь контроль пористых материалов, в которых происходит сильное затухание волн. Также весьма затруднительно использование данного метода при контроле изделий со сложной конфигурацией (резьбовые соединения) и контроль на малых толщинах.
УЗД (ультразвуковая дефектоскопия) применяется при контроле сварных швов и основного металла при техническом диагностировании, строительстве, реконструкциях в процессе эксплуатации и при монтаже. Применяется на таких объектах как :
- объекты котлонадзора (котельное оборудование);
- подъёмные сооружения (краны, подъёмники, лифты и так далее);
- объекты газоснабжения;
- горная промышленность (здание и сооружение, а также оборудование шахт и рудников);
- угольная промышленность;
- объекты контроля нефтяной и газовой промышленности;
- металлургическая промышленность;
- объекты химической и нефтехимической промышленности;
- железнодорожный транспорт;
- хранение, переработка зерна;
- объекты строительства (здания и сооружения, а также металлические конструкции);
- электроэнергетика.
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт оптико-физических измерений» (ФГУП «ВНИИОФИ»)
2 ВНЕСЕН Техническим комитетом по ТК 371 «Неразрушающий контроль»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 октября 2019 г. № 1071 «ст
4 ВЗАМЕН ГОСТ Р 56542—2015
Пробила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. Nt 162-ФЗ «О стандартизации е Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Стзндартииформ. оформление. 2019
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и рас* пространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Особенности выбора метода неразрушающего контроля
В ряде отраслей промышленности, таких, как :
- атомная;
- химическая;
- аэрокосмическая;
- оборонная;
выбор способов дефектоскопии строго регламентирован государственными стандартами и нормами сертифицирующих организаций, таких, ка МАГАТЭ или Госатомнадзора.
Вне этих отраслей руководитель подразделения качества предприятия выбирает методики дефектоскопии, руководствуясь следующими параметрами:
- физико-химические свойства применяемого материала;
- размеры и прежде всего — толщина конструкции;
- тип контролируемого объекта, соединения или конструкции;
- требования технологического процесса;
- стоимостные параметры того или иного способа дефектоскопии.
Универсального способа определить все дефекты и сразу не существует. При планировании стратегии качества изделия необходимо определить дефекты, наиболее значимые по степени привносимого ими риска неисправности. Далее находится та комбинация средств измерения и методик неразрушающего контроля, которая:
- позволит выявить все критически значимые дефекты с заданной вероятностью;
- минимизирует финансовые издержки трудозатраты;
- окажет минимальное влияние на основной производственный процесс.
Средства неразрушающего контроля применяются сегодня практически на всех производствах — от авиазавода и судоверфи до авторемонтной мастерской и кондитерской фабрики. Контролируют прочность сварных швов и герметичность сосудов высокого давления, качество лакокрасочного покрытия и однородность массы для приготовления зефира в шоколаде. Экономя предприятиям средства на проведение выборочных испытаний на разрушение, применение неразрушающей дефектоскопии сказывается и на цене выпускаемых на рынок продуктов при одновременной гарантии их высокого качества.
Разновидности методов МК
Чтобы выявлять и фиксировать потоки рассеяния, указывающие на присутствие деформаций и повреждений, применяют несколько методов МК, различающихся в соответствии с ГОСТ 24450-80 по способам получения исходных данных:
- Магнитопорошковый – наиболее распространенный и востребованный метод. Отличающийся простотой применения, высокой сенсетивностью и универсальностью, он используется для обнаружения поверхностных и расположенных на глубине до 2 мм деформаций с помощью магнитного порошка в качестве индикатора
- Индукционный – основан на применении индукционных преобразователей (катушек), улавливающих локальные потоки возмущения поля, образующиеся над повреждениями намагниченного объекта контроля
- Магниторезисторный – использует магниторезистивные преобразователи для выявления и регистрации потоков рассеивания над деформациями намагниченного объекта контроля
- Магнитографический – использование записи магнитного поля исследуемого объекта на соответствующем носителе. Воспроизведение полученной сигналограммы анализируется для выявления дефектов
- Пондеромоторный – построен на пондеромоторном взаимодействии фиксируемого магнитного поля исследуемого объекта и магнитного поля постоянного магнита, электромагнита или рамки с током
- Феррозондовый – использование феррозондовых преобразователей для обнаружения и регистрации рассеяния магнитных полей сварочных швов и прочих исследуемых объектов
- Метод эффекта Холла – применение одноименных преобразователей для фиксации локальных возмущений полей над объектами контроля
Цель аттестация персонала по НК
Установленная законом аттестация персонала в области неразрушающего контроля выполняется, чтобы:
- Подтвердить теоретическую и практическую подготовку специалистов для осуществления одного или нескольких видов НК
- Получить объективную информацию о внутренней структуре изделий и материалов
- Оформлять корректные заключения об исследовании объектов повышенной опасности, строительных и промышленных объектов
Сферы применения полученных знаний
Действующие правила аттестации (ПБ 03-440-02) выполняются специалистами при возведении, монтаже, изготовлении, ремонте технических устройств, зданий и сооружений. Объектами НК могут выступать сооружения, где функционируют:
- Горнорудная техника
- Оборудование нефтяной и газовой промышленности
- Паровые и водогрейные котлы
- Объекты железнодорожного транспорта
- Системы газоснабжения и электроэнергетики
- Аппараты угольной промышленности
- Подъемные сооружения
- Техника металлургической промышленности
- Системы, применяемые на взрывопожароопасных и химически опасных производствах
Уровни квалификации
Персонал проходит подготовку по трем уровням профессиональной квалификации, которые указываются в удостоверении аттестованных специалистов:
- Первый уровень. Позволяет обслуживать технику для НК и составлять отчеты по итогам работ
- Второй уровень. Специалист занимается контролем на опасных объектах и дает заключения
- Третий уровень. Эксперт руководит неразрушающим контролем на всех стадиях его выполнения
Об авторе Галина Лебединцева Эксперт по учебно-методической работе
Надежность и статистика
Испытания на вероятность обнаружения (POD) являются стандартным способом оценки техники неразрушающего контроля в заданном наборе обстоятельств, например: «Каков POD отсутствия дефектов плавления в сварных швах труб с использованием ручного ультразвукового контроля?» POD обычно увеличивается с размером дефекта. Распространенной ошибкой в тестах POD является предположение, что процент обнаруженных дефектов – это POD, тогда как процент обнаруженных дефектов – это всего лишь первый шаг в анализе. Поскольку количество протестированных дефектов обязательно ограничено (не бесконечно), необходимо использовать статистические методы для определения POD для всех возможных дефектов, помимо ограниченного количества протестированных. Другой распространенной ошибкой в POD-тестах является определение статистических единиц выборки (элементов тестирования) как дефектов, тогда как истинная единица выборки – это элемент, который может содержать или не содержать дефект. Рекомендации по правильному применению статистических методов к испытаниям POD можно найти в Стандартной практике анализа вероятности обнаружения для данных попаданий / промахов ASTM E2862 и Оценка надежности системы неразрушающей оценки MIL-HDBK-1823A из Справочника Министерства обороны США.


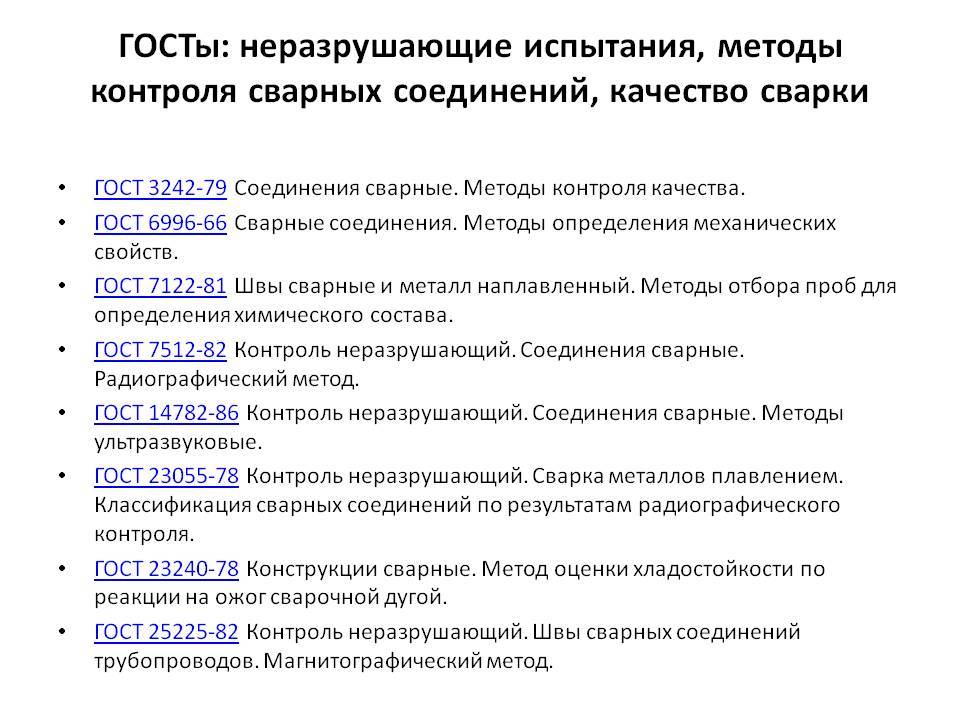
Методы неразрушающего контроля качества сварных соединений
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 “Контроль неразрушающий. Методы оптического вида” устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 “Контроль неразрушающий. Сварные соединения. Радиографический метод”.
Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
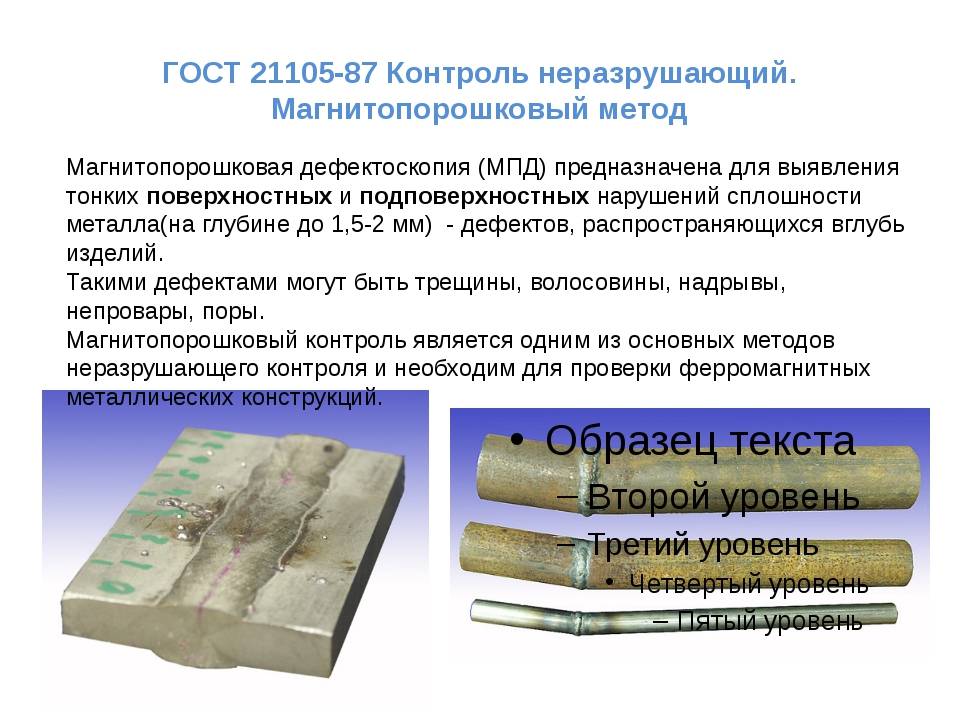
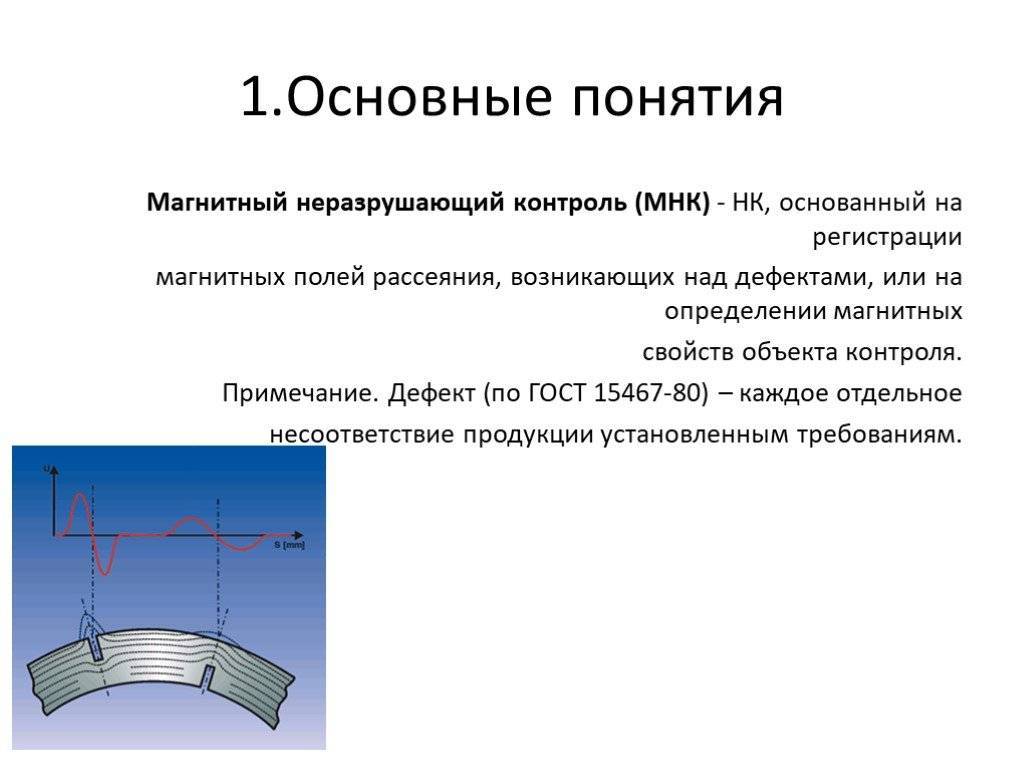
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Метод неразрушающего контроля проникающими веществами
Суть способа заключается в том, что во внутренние полости контролируемого устройства или конструкции запускают специально подготовленную жидкость, реже — химически активное или радиоактивное вещество. По его скоплению или следам и определяют место дефекта.
Различают две разновидности:
- капиллярный, для нахождения поверхностных капиллярных трещин, по которым и просачивается вещество – индикатор;
- течеискание — для обнаружения утечек в трубопроводах и емкостях.

Метод неразрушающего контроля проникающими веществами
Поверхность тщательно очищают, далее наносят на нее вещество-индикатор, или пенетрант. После определенной выдержки наносят вещество — проявитель и наблюдают картину дефектов визуально. В случае применения радиоактивных маркеров обнаружение дефектов производят соответствующей рентгенографической аппаратурой. Методика обладает следующими достоинствами:
- высокая чувствительность;
- простота применения;
- наглядность представления.
Он хорошо сочетается с другими методиками и служит им для взаимной проверки.
Какие выявляет дефекты
Главным источником информации теплового контроля является температурное поле проверяемой поверхности, отражающее процессы теплопередачи, характеристики которых зависят от наличия внутренних и наружных повреждений:
- Пористость
- Трещины
- Пустоты
- Литейные дефекты (непровары, скрытые раковины)
- Инородные включения
- Локальные перегревы
- Отклонения физических параметров от нормативов
Основанный на взаимодействии теплового поля объекта с чувствительными термодинамическими элементами, ТК позволяет выявлять разрушения на поверхностях, разделяющих тепло и холод:
- Стены и кровли строений
- Корпуса холодильников
- Функционирующие двигатели
- Прочие объекты с переходными тепловыми процессами
У метода много плюсов, таких как дистанционность, универсальность, точность, оперативная обработка информации и возможность комбинирования с другими разновидностями НК.
Выявляемые дефекты
Методы МК впервые были использованы в 19 веке. С их помощью оценивали прочность, а также структурное состояние ружейных затворов и оболочек разрывных снарядов. С тех пор успели сформироваться три основные сферы МК:
- Контроль сплошностей в ферромагнетиках
- Оценка прочности и структурного состояния ферромагнитных сталей и сплавов
- Определение фаз в конкретном сплаве
Контроль качества магнитными методами дает возможность выявлять повреждения, обладающие характеристиками:
- Брак с шириной раскрытия на поверхности обследуемого участка от 0,002 мм при глубине от 0,01 мм
- Крупные внутренние дефекты, залегающие на глубине от 2 мм
- Поверхностные повреждения глубиной до 2 мм
- Брак под немагнитным покрытием толщиною до 0,25 мм
Сегодня магнитный контроль востребован практически во всех промышленных отраслях:
- Нефтехимия
- Металлургия
- Машиностроение
- Энергетика (ТЕЦ, АЭС)
- НГК (трубопроводы, промышленные емкости)
- Авиа-, судо- и автомобилестроение
Особенности технологии МК
Метод МК не требует специальной предварительной подготовки, поскольку является бесконтактным. Его суть заключается в анализе поля рассеяния, образующегося в местах скопления дефектов при намагничивании исследуемых объектов.


Проведение МК регулируется национальными и международными стандартами, включая, ГОСТ 21105-87, РД-13-05-2006 и EN 1290:1998.
- Магнитная проницаемость несплошности гораздо ниже, чем у остальной части исследуемого объекта. Ее наличие искривляет магнитные силовые линии. Некоторые из них выходят на поверхность пораженного участка, чтобы обойти повреждение и образуют локальный магнитный поток рассеяния
- Возникновение полей возмущения фиксируется магнитными преобразователями, среди которых наиболее распространены датчик Холла и его индукционные, феррозондовые, и магниторезистивные вариации
- Мероприятия контроля завершаются размагничиванием каждой используемой детали в поле солеонида, питаемого переменным током
Бесконтактный магнитный контроль чаще всего применяют в диагностике:
- Магистральных трубопроводов:
- Отдельных труб с любым диаметром
- Прокатных листов
- Арматуры
- Вертикальных стальных резервуаров
Приборы и оборудование
Для намагничивания контролируемых объектов используют стационарные и портативные магнитные дефектоскопы. Первые позволяют с высокой точностью выявлять поверхностные и более глубокие повреждения любой направленности, вторые – контролировать объекты в полевых условиях.
Недостаток диагностических магнитных дефектоскопов заключается в узкой направленности и требовательности к температурному режиму. Для получения более корректных результатов эксперты рекомендуют использовать многоканальную модель с функцией ультразвукового анализа.
- Работа прибора начинается его калибровкой с проверкой по эталонам и очищением поверхности контролируемой детали
- Намагничивание детали в соответствии с типом намагничивания и параметрами чувствительности
- Нанесение индикаторного вещества
- Визуальный осмотр детали с возможностью фиксации индикаторного рисунка для дальнейшего анализа с помощью многофункционального дефектоскопа
На основании сравнения полученных рисунков с нормативными образцами делают заключение о возможности целевого применения исследуемого объекта.
Алгоритм контроля
Проведение вихретокового контроля регламентируется руководством РД-13-03-2006, которым предусматривается составление технологических карт для каждого отдельного проверяемого объекта. Технология контроля деталей вихретоковым методом предполагает поэтапный поиск дефектов.
- Визуальный осмотр проверяемой поверхности.
- Предварительная настройка и калибровка используемых устройств с помощью эталонных образцов.
- Корректирование предварительной калибровки на объекте контроля.
- Выявление отклонений преобразователем путем зигзагообразного сканирования исследуемой поверхности.
- Обработка полученных результатов и оценка качества объекта контроля.
К качеству выпускаемой продукции предъявляются жесткие требования, что стимулирует разработку и увеличивает разнообразие новых типов вихретоковых дефектоскопов и преобразователей.





