

Преимущества перфорации металла нашей компанией
Возможность пробивки разъёмов и отверстий сложной формы за один удар и высечкой контуров в материале толщиной до 6мм.
Благодаря технологии обработки деталей на микроперемычках Microjoint не нужно снимать или выгружать каждую деталь со стола станка, что значительно увеличивает скорость резки.
Использование роликовых инструментов для резки и формовки листа позволяет выполнять операции особенно быстро Виды роликового инструмента: отрезной, формовочный (ребра жесткости) и зиговочный инструменты.
Используя инструмент MultiBend, можно выполнить высококачественный отгиб полок (до 25мм высотой и 55мм в длину) быстрее любого листогибочного пресса.
Формовка и холодная штамповка
Формовка зенковок с обоих сторон листа, отбортовок, пуклевок. Формовка жалюзи различных форм и любой длины, и других специальных форм.
Применение кластерного инструмента дает возможность пробивать несколько отверстий за один удар, что увеличивает скорость резки многократно.
Возможность нарезки резьбы от M3 до M10 со скоростью 360 об/мин.
Гравировка, нанесение текста и символов на деталь, кернение.
Холодная штамповка листового металла
Наши сотрудники готовы ответить на любой ваш вопрос, касающийся реализуемой услуги.
Также вы можете отправить нам свою заявку, приложив схему чертежа изделия, которое вы хотите получить.
Ручной процесс
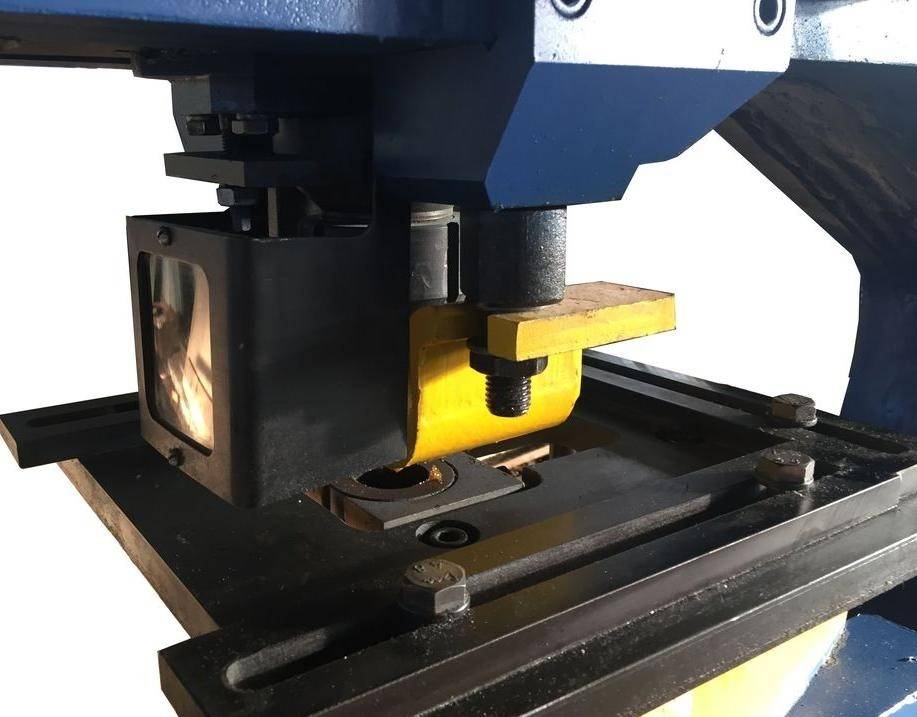
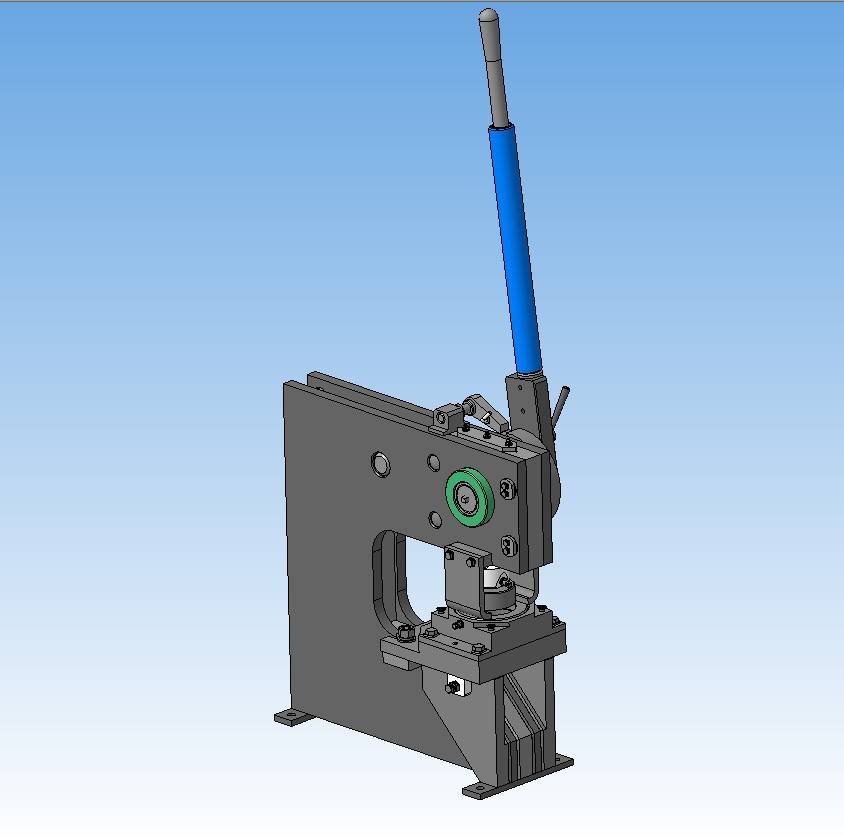
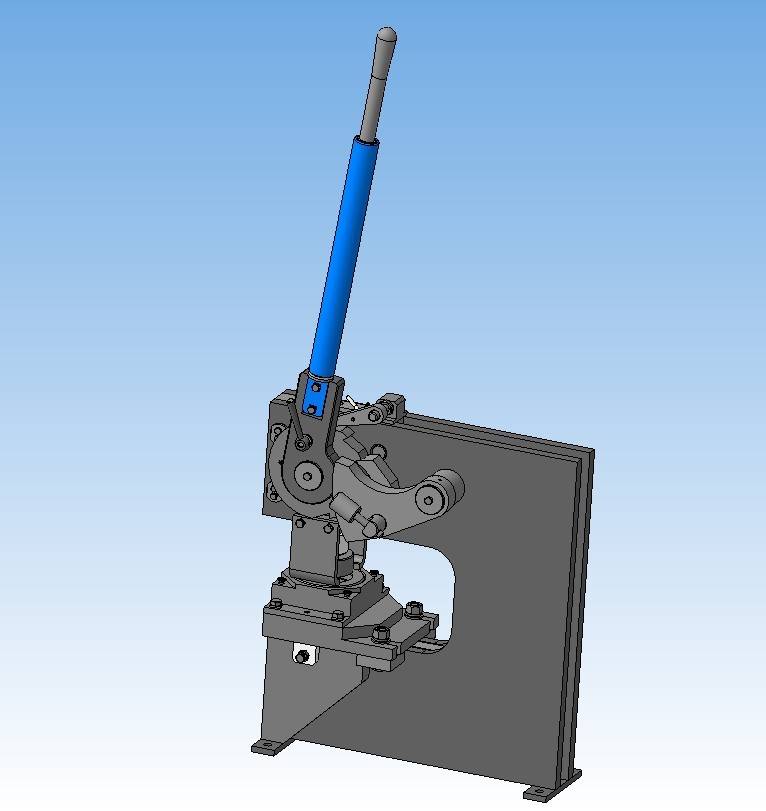
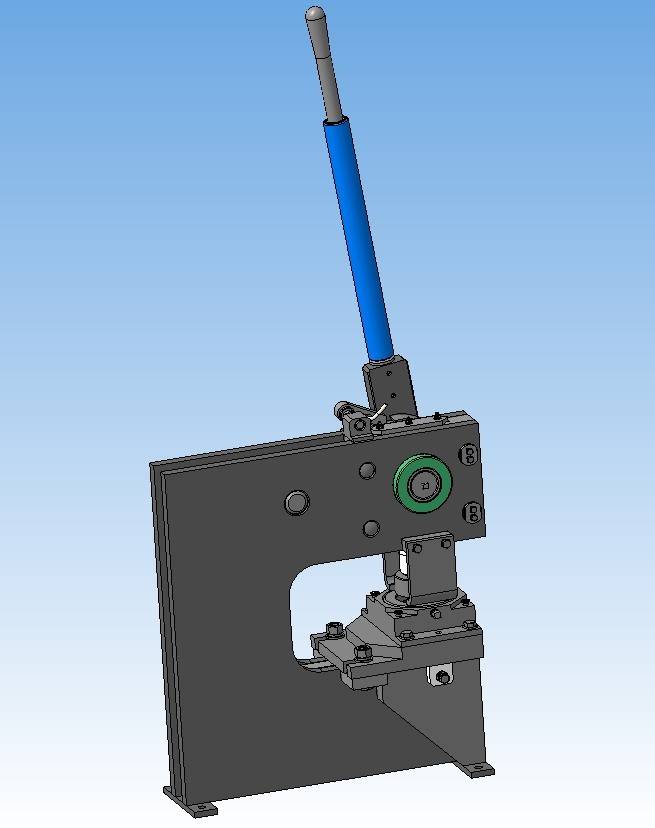
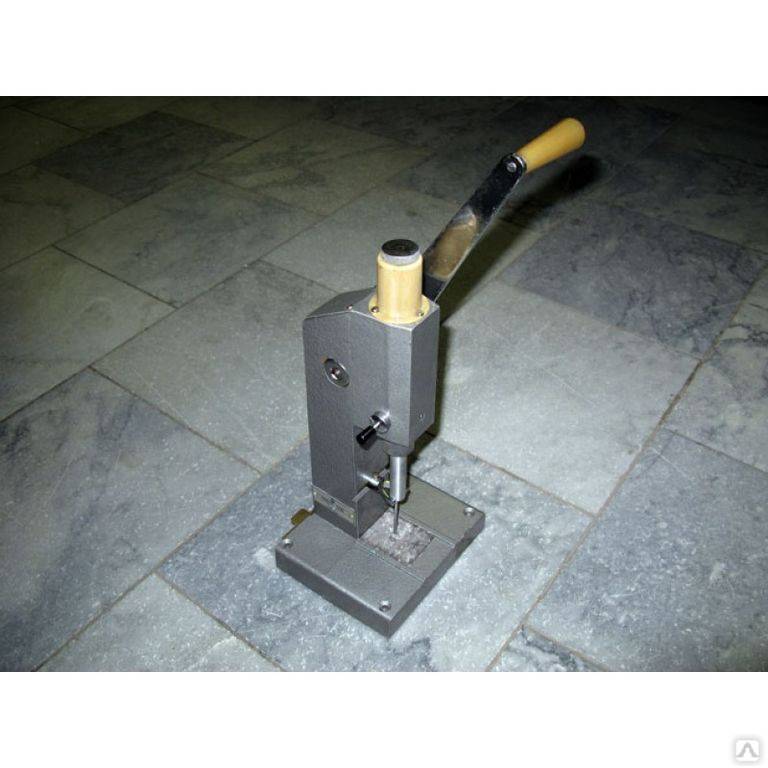
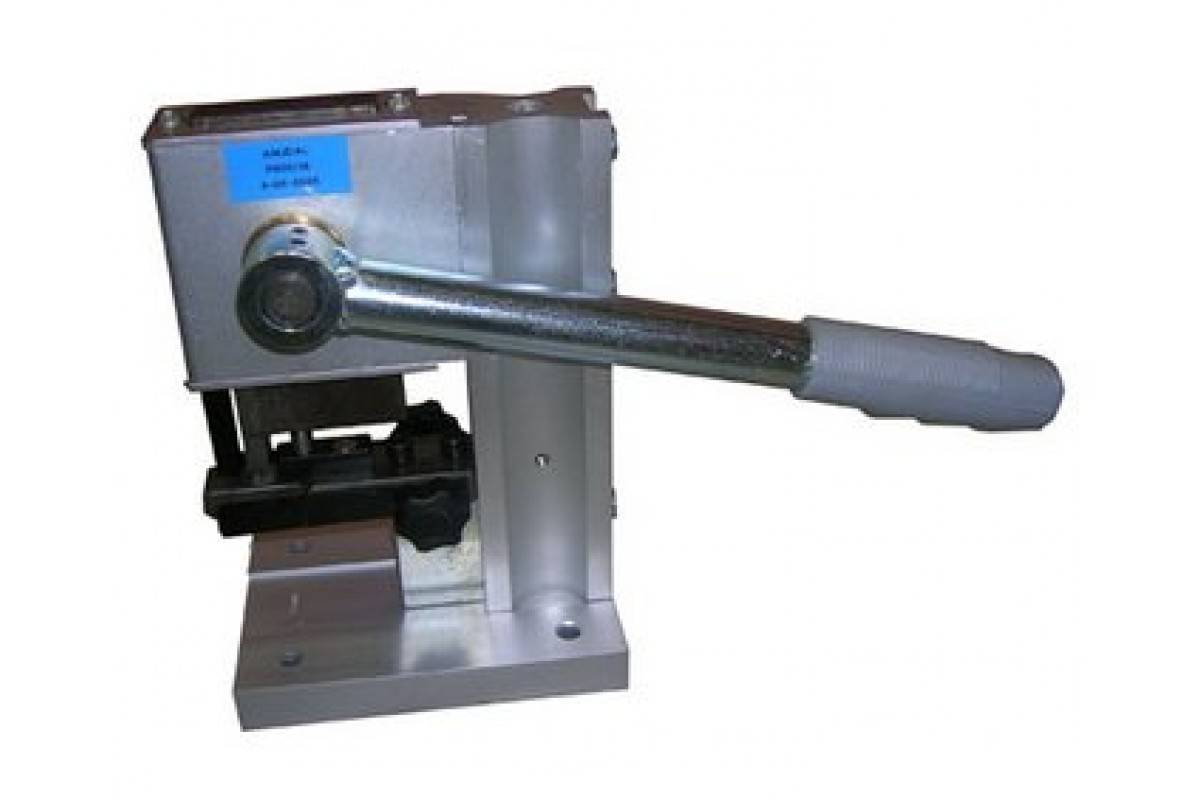
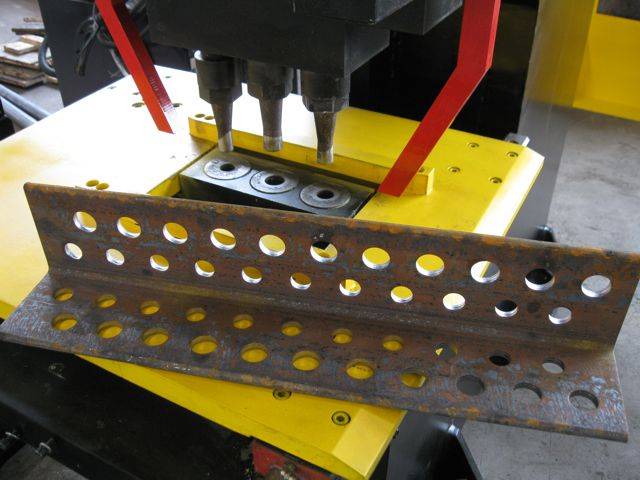
В отсутствие на производстве станка с ЧПУ пробивка отверстий в листе или трубе может осуществляться вручную – на пресс-ножницах. В целом, этот процесс мало отличается от автоматического режима.
На стол станка также кладется заготовка, но предварительно ее необходимо разметить, точно указав керном центр каждого отверстия. В дальнейшем положение заготовки вручную погоняется так, чтобы отмеченный центр был ровно напротив центра пунсона.
Далее запускается пресс, который, также как и в автоматизированном процессе, выдавливает внутреннюю часть металла. После этого операция по установке заготовки повторяется.
Ручной вариант существенно медленнее, но на небольших партиях это не так заметно. К тому же стоимость пресс-ножниц существенно ниже, чем станка с ЧПУ.
За работой данного станка можно понаблюдать далее:
https://youtube.com/watch?v=8gJHu4fl6Kg
Расчет необходимого усилия пробивки
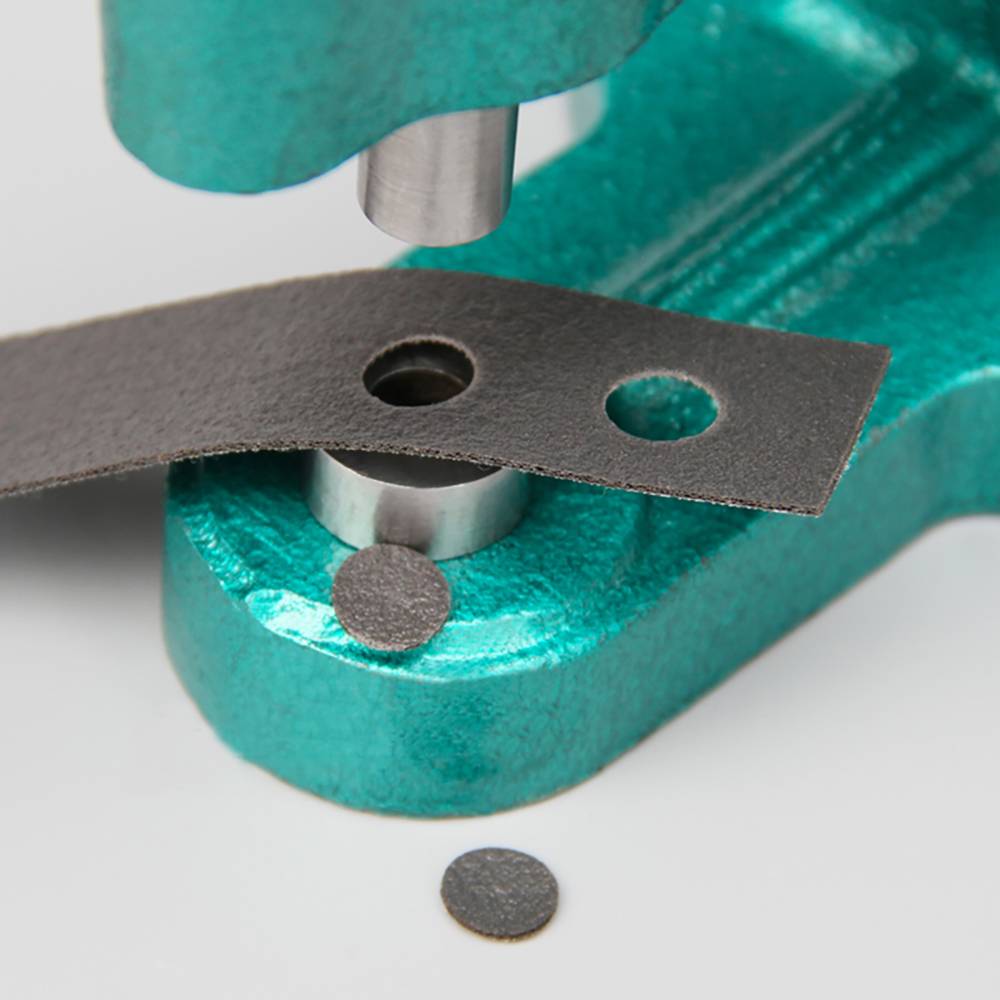
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия. Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу. В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Читать также: Модульная резьба что это такое
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Где купить надежные вырубные станки и кругорезы
Купить ручные и автоматические вырубные станки и кругорезы с чпу по металлу от производителя по выгодным ценам в интернет магазине Metalmaster. В нашем каталоге представлен большой выбор видов современных новых моделей, всех габаритов: размеры (длина, ширина, высота), вес. При покупке вырубных станков и кругорезов прилагается подробная инструкция по управлению настройками и эксплуатацией, так же на сайте можно изучить технические характеристики: описание, фото, устройство, видео, мощность, применение, назначение. Если возникли вопросы по производству и продажи оборудования, стоимости доставки, обратитесь к нашим менеджерам по телефонам: 8 (495) 730 30 64 или.
ONLINE трансляция из демозала Metal Master
Виды оборудования
Оборудование, которое используют для получения отверстий можно разделить на «условно ручные», то есть те, которые нуждаются в постоянном присутствии оператора — станочника, и на автоматизированные, которые работают при минимальном участии человека. В качестве инструмента для пробивки отверстий в металле применяют различного вила пробойники, штампы и некоторые другие.
К первой группе относят оборудование, работающее от механического, гидравлического или другого вида привода. Вторые — это полностью автоматизированные станки, работающие под управлением ЧПУ, к примеру, координатно-просечные прессы или дыропробивной станок.
Ручной процесс
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле применяют сверла и соответствующее оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента применяют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно устанавливать на ручные прессы.

Ручной процесс пробивки
Сверление отверстий производят на сверлильных, фрезерных или токарных станках. В качестве рабочего инструмента применяют сверла. Для окончательного формования отверстия используют зенкера, цековки, развертки. С их помощью устраняют овалы, формируют фаски, повышают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле используют разные прессы — пневматические, гидравлические и пр. Усилия, развиваемые для эффективной работы штампа, состоящего из двух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и тысяч тонн.
Пробивание отверстий на комбинированных пресс — ножницах
Нередко в производстве для получения отверстий применяют комбинированные пресс — ножницы.

Пробивание отверстий на комбинированных пресс — ножницах
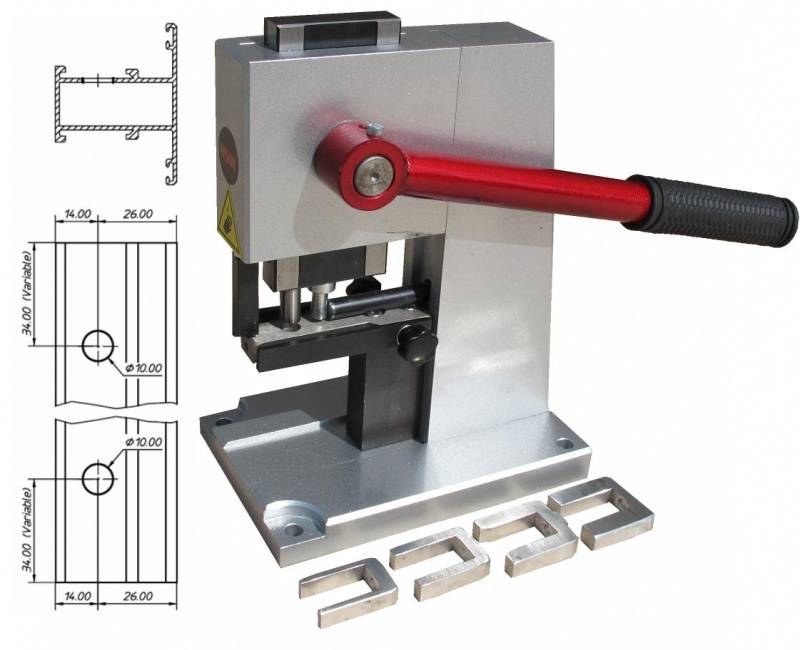
Это устройство состоит из нескольких механизмов, которые позволяют обрабатывать металлический профиль, к примеру, уголок, резать полосы металла, осуществлять вырубку в форме прямо- или треугольников и, само собой, на этих ножницах устанавливают инструмент для пробивки отверстий в металле. Как правило, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в своем теле отверстие, соответствующее размеру пуансона. Через нее происходит удаление отходов вырубки.





Следует отметить, что вышеперечисленные способы получения отверстий не отличаются высокой производительности, особенно, в условиях крупносерийного или массового производства. Появление автоматизированного оборудования позволяет устранить эту проблему.
Пробивание отверстий на прессах
Использование оборудования, работающего под управлением системы ЧПУ привело к снижению трудоемкости производственных процессов, соответственно это положительно отражается на стоимости готового изделия.Дело в том, что управляющая программа, которая вносится перед началом работы, содержит в себе точные данные относительно расположения отверстий на листе.

Пробивание отверстий на прессах
Например, револьверный пробивной станок оснащают барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разными размерами и формами. При работе, программа автоматически выбирает необходимый инструмент. Такое инженерное решение позволяет менять инструмент не, останавливая работу станка, и повышать скорость получения готового изделия. На оборудовании этого типа, возможно, получение до 1 500 отверстий в минуту.Получение готового изделия состоит из нескольких операций. Первая заключается в укладке листа металла на рабочий стол. Для закрепления ее на нем применяют зажимы разного типа.После того как установлен и закреплен оператор запускает управляющую программу. После этого начинается перемещение заготовки. По координатам, заданным в программе, в необходимой точке, происходит опускание прижимного устройства, фиксирующего лист в нужном месте. После прижима происходит удар, наносимый пробойником (пуансоном).
На инструментальном барабане может быть установлен поворотный инструмент, который существенно расширяет возможности станка и позволяет выполнять резку контуров сложных форм.Пресс для пробивки отверстий в металле позволяют выполнять, кроме пробоя, следующие операции:
- пулевка — выдавливание, получение кромок разной направленности;
- формовка;
- неокончательная пробивка.
Недостатки технологии
Надо помнить о том, что качество получаемой продукции напрямую зависит от нескольких факторов, среди них которых — качество инструмента, настройки оборудования, добротности программного обеспечения, применяемого для создания управляющей программы.

Координатная пробивка и ее недостатки
Но надо отметить, что в принципе, вне зависимости от способа получения группы отверстий, дефекты при ручной пробивке и автоматизированной одинаковы.
Смещение отверстий
Чаще всего при изготовлении группы отверстий можно встретить такой дефект, как смещение отверстий относительно друг друга или сторон листа. Этот дефект, может проявиться из-за ошибок в программе, неправильных настроек станка и пр.
Заусенцы
Этот дефект появляется вследствие того, что неправильно подобраны размеры пуансона и матрицы. Кроме того, заусенцы появляются в результате некачественной заточки инструмента.

Пуансоны и матрицы
Борозды
Нередки случаи появления бород на поверхности отверстия вдоль его оси. Они вызваны наличием дефектов поверхности пуансона.

Борозды при пробивке металла
Читать также: Как рассчитать мощность силового трансформатора по нагрузке
Пробивка металла в Санкт-Петербурге
В промышленном производстве металлических деталей операции холодной штамповки максимально востребованы. С их помощью изготавливаются идеально гладкие, редко требующие дополнительной механической обработки, детали с точными размерами и формами. И формоизменяющие, и разделительные операции, в частности пробивка, о которой пойдет речь, очень производительны и экономичны.
Пробивка отверстий и пазов существенно упрощает сборку конструкций, снижает вес крупногабаритных деталей. Перфорированные изделия используются при изготовлении вытяжных и вентилируемых систем, для калибровки и сортировки в сельском хозяйстве. Пробивка (перфорация) металла
используется даже для декорирования изделий, например перфорированные декоративные панели с перфорированными рисунками.
https://youtube.com/watch?v=xtMAJNZ9yz0
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов
Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость
Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.
Лучший сервис по поиску заказов и исполнителей прямоугольной вырубки в Москве
Осуществляя как поиск работы для своей организации, так и компанию, оказывающую услуги по металлообработке в Москве, вы с легкостью найдете все, что вы ищите на нашем ресурсе. Предлагая множество вариантов сотрудничества, мы обладаем преимуществами, которых нет в других проектах. Среди них:
- полное отсутствие посредников между сторонами договора;
- самый простой способ формирования взаимоотношений;
- единая стоимость для всех пользователей нашего сервиса;
- индивидуальный подход;
- сервис не участвует в сделках.
Естественно, каждый наш пользователь в Москве отыщет для себя и свои преимущества сотрудничества с нами, а наш ресурс продолжит функционировать на благо всех контрагентов, работающих в нужной сфере.
Применяемое оборудование
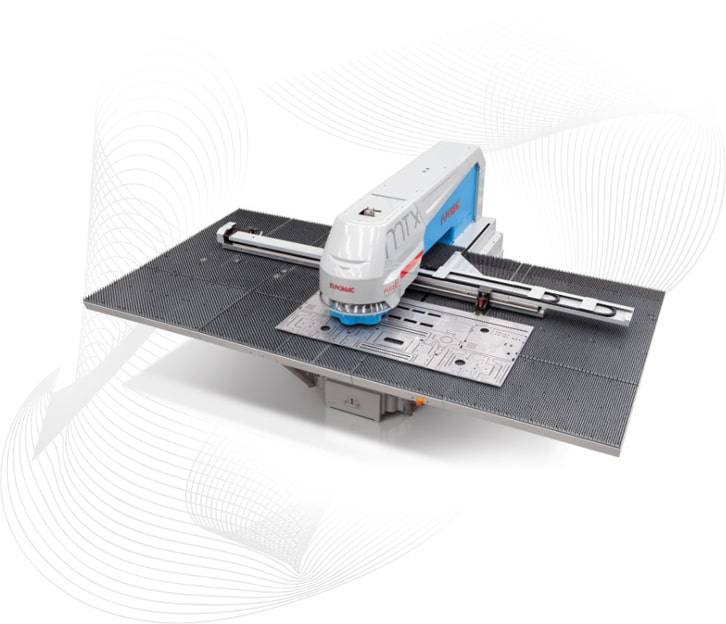
Euromac mtx flex 12 hibrid
Наш завод оснащен двумя координатно-пробивными прессами EUROMAC, на которых возможно выполнение различных операций, таких как: пробивка, высечка, формовка, нарезание резьбы, гравировка, маркировка, отбортовка, прокатка ребер жесткости, резка, пробивка отверстий под любым углом и т.д. Станок работает с различными материалами: низкоуглеродистой и нержавеющей сталью, алюминием, латунью, медью, пластиком, композитными материалами и др. Толщина обрабатываемого материала от 0,5 до 12 мм.







ПРЕИМУЩЕСТВА
- мощность при низком энергопотреблении;
- низкие затраты на эксплуатацию;
- небольшие требования по занимаемой площади;
- простое, интуитивно понятное программирование и управление, значительно снижающее затраты на обучение и поддержку;
- гибкость в выборе инструмента, позволяющая выполнять широкий спектр заказов на одном станке;
- высокая производительность;
- пробивка сложных форм при минимальном наборе инструмента.
Euromac mtx 6 index
Станок предназначен для выполнения различных операций, таких как: высечка, формовка, нарезание резьбы, гравировка, маркировка, отбортовка, прокатка ребер жесткости, резка, пробивка отверстий под любым углом. MTX 6 index работает с низкоуглеродистой и нержавеющей сталью, алюминием, латунью, медью, пластиком, композитными материалами. Толщина обрабатываемого материала от 0,5 до 12 мм.
ПРЕИМУЩЕСТВА
- мощность при низком энергопотреблении;
- низкие затраты на эксплуатацию;
- небольшие требования по занимаемой площади;
- интуитивно понятное программирование и управление;
- гибкость в выборе инструмента, позволяющая выполнять широкий спектр операций на одном станке;
- высокая производительность;
- пробивка сложных форм при минимальном наборе инструмента.
Euromac ZX flex
Произведенный в Италии координатно-пробивной пресс ZX flex имеет высокую производительность и продуктивность. Новая усиленная станина Euromac с увеличенными размеранми обеспечивает идеальную соосность инструмента и позволяет работать с большей скоростью, обеспечивая высокую стабильность и рабочую точность. Установка второго дополнительного двигателя на оси Y позволяет получить более чем 40% увеличение ускорений и 30% увеличение скорости перемещения листа. Уникальная Гибридная Система FLEX совмещает мощность гидравлики (усилие 30 т) с точностью электронного контроля. Низкое энергопотребление при пробивке (среднее 4,5 кВт). Кроме того, система FLEX обеспечивает контроль величины хода вверх и вниз каждого установленного инструмента и его индивидуальную регулировку:
ПРЕИМУЩЕСТВА
- регулировка скорости ударов от 10 до 2000 уд/мин;
- ускорения/торможения перемещения штока;
- времени задержки в заданной точке (идеально для операций формовки).
Rainer LUX 1220
Листоштамповочный цент с ЧПУ Rainer LUX 1220 обладает модульной, легко конфигурируемой револьверной головкой и большим рабочим диапазоном, что обеспечивает его высокую производственную мощность. Станок позволяет изготавливать плоскостные заготовки и детали из листа до 2,0 мм, с точностью позиционирования 0,1 мм. Данное оборудование имеет следующие требования к обабатываемому материалу:
- листы металла должны иметь прямолинейность края, зажимаемого автоматическими зажимами, не менее 0-0,5 мм при работе с репозиционированием или 0-0,8 мм при работе без репозиционирования;
- обрабатываемые листы должны быть плоскими;
- рабочее поле 2042 х 1310 мм;
- максимальный вес листа 165 кг;
- максимальная глубина штамповки 6,4 мм.

Практические рекомендации
В процессе координатной пробивки действуют правила, соблюдение которых помогает ускорить процедуру и исключает операционные ошибки:
- Величина зазора должна быть прямо пропорциональной толщине заготовки: чем толще деталь, тем больше зазор. Уменьшение допустимого значения приведет к повреждению пуансона, превышение допустимого параметра – к риску повышенной деформации краев отверстия.
- Количество насадок. Станочное оборудование револьверного типа оснащается разным количеством инструментов в барабане – от 2 до 34. Для разноплановой обработки лучше выбирать станки с расширенными характеристиками.
- Скорость работы. Напрямую связана с толщиной листа. Если используется тонкая заготовка, то скорость пробивки занижается, чтобы избежать возникновения волн.
- Работа с толстыми заготовками. Процесс облегчается, если рабочий стол оборудован шариками. Щеточное покрытие подойдет для перемещения тонких и легких заготовок.
- Точность пробивки. При соблюдении технологий погрешность в параметрах не превышает 0,04 мм, что повышает выгодность такой обработки в сравнении с другими технологиями.
Как осуществляется сверление уголка
Начинается сверление уголка с проделывания углубления с применением кернера, потом металл закрепляют в особом зажимном устройстве. Сверло станка делает в отмеченной точке отверстие.
Перед тем как начать работы необходимо установить быстроту вращения сверла и силу нажатия на заготовку. К большей общей производительности приведут выше установленные параметры. Сверло выбирают по заданному заблаговременно диаметру, а также в соответствии с обрабатываемыми типами металла. При этом учитывается то, что у полученного отверстия диаметр будет больше, чем у самого сверла.
Перед выполнением такой работы станок надо регулировать, чтобы наиболее точно и глубоко просверлить металл. Сверла, которые используются в работе, должны быть правильно заточены.
У нашей компании в Москве для сверления металла используются современные станки, которые обеспечены программным управлением, а это способствует повышению точности.
Пробивка отверстий
| Менеджер отдела продаж Мезенцев Юрий Владимирович |
Пробивка отверстий представляет собой одну из самых востребованных операций обработки листового материала штамповкой. Если учесть, что в такой отрасли как приборостроение штампованные изделия составляют порядка девяноста процентов и большая часть этих изделий имеет те или иные функциональные отверстия, то становится понятной популярность серийной пробивки отверстий на штампах. Ведь этот метод относится к самым производительным. Пробивка отверстий подразделяется на черновую и чистовую.
Черновая пробивка отверстий
При черновой пробивке качество отверстий стараются увеличить разными способами. Например, обеспечив максимально возможную соосность между пуансоном и матрицей, а также путем учета допуска на размеры этих частей. Когда размеры матрицы или пуансона не соответствуют допустимым параметрам, возникает снижение стойкости штампа, причем это явление происходит с катастрофической скоростью – буквально в несколько раз. Кроме того, возрастает усилие, необходимое для пробивки отверстия. В результате образуются заусенцы, повышается шероховатость и возникают дефекты в виде трещин.
На качество черновой обработки путем пробивки влияют также свойства металла (прочность, пластичность, твердость и т.д.) и толщина листа
Безусловно, состояние режущих кромок матрицы и пуансона, расстояние между ними тоже имеет немаловажное значение. Чтобы уменьшить усилие, необходимое для пробивки отверстий, применяют режущие детали со скошенными краями. Если отверстие пробивается матрицей, то она имеет скошенные кромки, а пуансон – ровные, если же пробивка отверстия осуществляется пуансоном, то используется плоская матрица и пуансон со скошенными краями
Размеры скоса должны быть меньше толщины листа, но при этом подбираются в зависимости от толщины материала. Когда необходимо пробить в листовом металле несколько отверстий, то уменьшение усилия получают за счет ступенчатого расположения пуансонов. При этом чем меньше пробиваемое отверстие, тем короче пуансон, однако разница между высотами пуансонов не может быть больше толщины обрабатываемого листа, в противном случае короткие пуансоны не смогут пробить отверстие
Если отверстие пробивается матрицей, то она имеет скошенные кромки, а пуансон – ровные, если же пробивка отверстия осуществляется пуансоном, то используется плоская матрица и пуансон со скошенными краями. Размеры скоса должны быть меньше толщины листа, но при этом подбираются в зависимости от толщины материала. Когда необходимо пробить в листовом металле несколько отверстий, то уменьшение усилия получают за счет ступенчатого расположения пуансонов. При этом чем меньше пробиваемое отверстие, тем короче пуансон, однако разница между высотами пуансонов не может быть больше толщины обрабатываемого листа, в противном случае короткие пуансоны не смогут пробить отверстие.
Чистовая пробивка
Для того, чтобы уменьшить шероховатость, возникающую из-за зазора между пуансоном и матрицей, используются такие способы как создание подпирающего усилия в месте среза и ступенчатый пуансон. Подпирающее усилие создается ребром прижима, расположенного точно по абрису пробиваемого отверстия. Ребро, вдавливаясь, создает смещение металла и в месте воздействия противоположной части возникают напряжения сжатия, в результате чего образуется гладкое отверстие, имеющее заданные размеры и форму. Для того, чтобы точно рассчитать необходимое усилие подпора, нужно правильно выбрать угол скоса подпирающего ребра, расстояние между ним и отверстием, учесть толщину металла и его характеристики, выбрать смазочный материал. Для тонколистового металла желательно создавать ребра подпора и со стороны матрицы, и со стороны пуансона. Самой популярной операцией пробивки отверстий является пробивка отверстий малого диаметра. Однако у этой процедуры есть ограничения, связанные с толщиной листа. Поэтому для такой операции создаются специальные штампы, в которых устойчивость и прочность пуансона обеспечивается за счет специальных направляющих элементов (шайб, втулок, телескопических и других). Для того, чтобы обеспечить стабилизацию пуансона, желательно, чтобы направляющие элементы охватывали его со всех сторон, что в полной мере могут обеспечить телескопические направляющие.
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.








Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Как сверлить трубу
5. Расскажем, как очень точно просверлить сквозное отверстие в трубе практически любого диаметра. Без всяких сложных приспособлений. Нам понадобится часть тетрадного листа в клетку. Закрепляем один конец скотчем или клеем и ровно обматываем трубу. Размечаем, где необходимо отверстие. Измеряем диаметр трубы. По простой формуле находим половину длины окружности. Откладываем от первой метки. Сворачиваем обратно и сверлим трубу с 2 сторон. Таким образом можно очень точно просверлить в трубе любое количество равноудалённых отверстия. А если сразу разместить необходимое количество бумажек, то работа пойдет гораздо быстрее. Вместо тетрадных листов подойдёт малярный скотч.
Пробойник и его назначение
Инструмент представляет собой заостренную металлическую трубочку, приставив который ко многим видам материала и ударив по нему несколько раз можно сделать аккуратное круглое отверстие. Инструмент можно сделать из любой тонкостенной трубочки, главное, чтобы его края были достаточно острыми.
Есть также многолезвийный режущий инструмент, которые обрабатывает конические и цилиндрические отверстия в деталях, Такой инструмент также называют зенкер-пробойник, поскольку он объединяет сразу две функции:
- острый наконечник сразу пробивает отверстие;
- встроенное лезвие расширяет отверстие до нужного диаметра.
Инструмент позволяет не только увеличить диаметр отверстия, сделать его более точным, но и значительно улучшить качество выполняемой работы. Механическая обработка потребует высокой мощности, чтобы операция была выполнена наиболее точно. Вручную такие операции выполнять сложно, поэтому с этой целью используются специальные станки любого типа:
- токарные;
- фрезерные;
- агрегатные.
Стандартный пробойник состоит из режущей части, калибрующей и режущей части, хвостовика и шейки. Главные режущие кромки расположены специально на режущей части и под определенным углом. Вид зенкера-пробойника определяет величину угла инструмента, например, для пластичных материалов угол составляет примерно 15о, а для более хрупких металлов около 5о. Калибрующая часть имеет цилиндрическую форму, на ней всегда располагаются калибрующие кромки, назначение которых — калибровка и зачистка отверстий. На конце калибрующей части выполнен небольшой обратный конус с величиной занижения 0,04-0,07 мм для предупреждения повреждений концов зубьев.
В зависимости от предназначения заточки количество зубьев в каждом типе инструмента разное. Зубья располагаются равномерно, чтобы увеличить чистоту обработки материала, а также производительность и улучшить качество.
Пробивка металла
Технология пробивки отверстий в металле является одной из самых распространенных методик в процессе обработки металла. Благодаря этому процессу можно получить отверстия, размеры, форма и позиционирование которых будут в точности соответствовать проектным величинам. Пробивка металла может осуществляться с образованием единичного отверстия, либо с производством ряда последовательных отверстий. Во втором случае процедура называется перфорацией. Способы пробивки металла могут быть следующими:
- ручной метод;
- пресс-ножницами;
- координатно-пробивными станками.
Наиболее трудозатратный и наименее производительный способ, конечно же, ручной. Кром того, этот метод еще и имеет большую погрешность. Однако при этом стоимость оборудования для пробивки металла ручным методом самая низкая. Этот способ не предназначается для крупносерийного производства. В то время как пробивка металла на револьверных координатно-пробивных станках с числовым программным управлением позволяет добиться высочайшей производительности и точности. Но этот способ не будет окупаться при единичном производстве, поскольку оборудование для него стоит довольно дорого.
Преимущества, слабые места и особенности пробивки металла
По сравнению с операцией сверления, пробивка металла во многом более выгодна. Во-первых, пробивка занимает меньше времени, поэтому она более эффективна. Кроме того, в отличие от того же самого сверления и многих других способов, используемых для получения отверстий, при пробивке не происходит перегревание металла. Значит, исключается отпуск в месте проведения обработки изделия, не возникают окислы, не происходит изменение кристаллической решетки. Однако, есть и обратная сторона медали, которая может быть как полезной, так и вредной, в зависимости от целей. При пробивке металла происходит наклеп, который может уплотнять структуру металла, а может и вызывать радиальные микротрещины, которые впоследствии станут очагом развития коррозии. Еще один минус пробивки металла заключается в том, что иногда возникает необходимость механической обработки полученного отверстия, поскольку образуются заусенцы. Ведь обработка методом пробивки подразумевает воздействие на металл давлением, в результате которого происходит отрыв металла. Кроме того, если величина (диаметр) отверстия должна быть меньше толщины листа, то пробивание заменяют на сверление.
Существует два способа пробивки металла – на полный и неполный диаметр. Под понятием «полный диаметр» подразумевается проектная величина отверстия. При пробивке на неполный диаметр размеры отверстия уменьшаются по сравнению с проектным на определенную величину, а затем доводятся до необходимого путем механической обработки.
Одним из наиболее распространенных способов пробивки металла является обработка посредством пресс-ножниц. При этом лист или деталь размещают на матрице, а пуансон опускается на заготовку и выдавливает отверстие. Опускание пуансона происходит не до конца, а примерно до половины толщины металла, дальнейший отрыв которого происходит под влиянием деформирующих сил. Пробивка отверстия в металле с помощью пресс-ножниц может производиться с предварительной разметкой специальным инструментом – керном, либо без нее.
Пробивные станки представляют собой оборудование, состоящее из гидравлических прессов, пробивных устройств, штампов, которые устанавливаются на опорном столе и подвижном основании. Эти станки могут быть автоматизированные, либо управляться вручную. Они могут быть включены в состав сложных конвейерных устройств, осуществляющих одновременно и другие операции, такие как гибку профиля.





