

Как выбрать присадочную проволоку?
Сварочную проволоку выбирают исходя из следующих рекомендаций:
- Во-первых, диаметр изделия должен соответствовать ширине зазора между стыкуемыми деталями. В ином случае наблюдается повышенный расход присадочной проволоки.
- Во-вторых, присадочный материал, а равно и тип флюса у порошковой и активированной проволоки, должен соответствовать типу основного металла. То есть, сталь варят стальной проволокой, алюминий – алюминиевой проволокой, а медь – медной. Причем при сварке железоуглеродистых сплавов (сталь и чугун) под стать основному металлу должен быть не только тип присадочного материала, но и его химический состав (содержание углерода, легирующих компонентов и прочего). Поэтому проволока присадочная нержавеющая не используется для сварки углеродистых сталей (и наоборот)
- В-третьих, проволока должна соответствовать схеме подачи присадочного материала в сварочную ванну. То есть, порошковые сорта нельзя монтировать в барабаны подачи типовой проволоки. А вот активированный вариант уживется с типовой разновидностью без каких-либо проблем.
- В-четвертых, варить металл можно, в принципе, любой подходящей проволокой, но максимальную производительность гарантирует только определенный сорт, специально подобранный под режим сварки. Так, порошковая проволока подходит только под MIG/MAG, а типовым вариантом удобно варить в ТIG или MIG режимах.
- В-пятых, проволока должна быть качественной. То есть, ее диаметр должен быть равномерным по всей длине, а бухта с проволокой должна быть свернута аккуратно без перехлестов. И, разумеется, на проволоке не должно быть следов ржавчины – лишний источник водорода в сварочной ванне нам не нужен.
Необходимое сварочное оборудование и газовые смеси
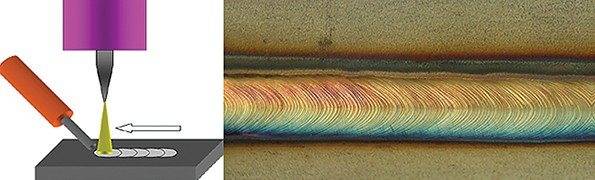
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
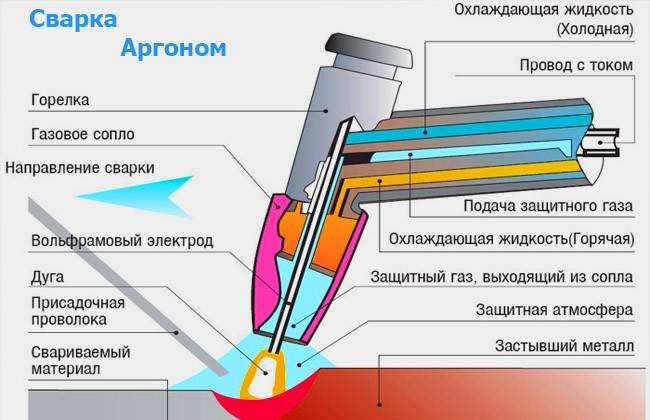
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.
В сложных случаях при подборе газовой смеси необходима консультация специалиста и изучение справочных материалов потому, что состав металла или сплава может потребовать неоднозначного решения.

Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную.
У проволоки должен быть свой сертификат или паспорт, где будет указан рекомендуемый вылет. Обычно вылет проволоки должен составлять от 15 до 20 мм. В процессе сварки вылет должен быть неизменным. Внимательно прочтите рекомендации, которые дает производитель в сертификате или паспорте.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа. Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
Необходимое сварочное оборудование и газовые смеси
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.
В сложных случаях при подборе газовой смеси необходима консультация специалиста и изучение справочных материалов потому, что состав металла или сплава может потребовать неоднозначного решения.

Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Нюансы применения
На сегодня разработано множество методов сварки, работающих на основании различных принципов. Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.
Процесс применения присадочной проволоки
По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
К материалу этого класса существуют такие требования, например, ее использование не должно создавать проблем при розжиге и сопровождении дуги. Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться.
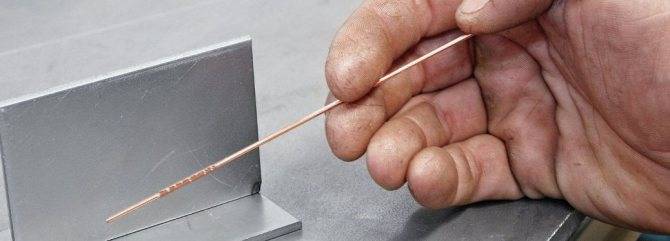
Шов должен отвечать всем требованиям нормативной документации и на нем должно быть, ни каких дефектов – подрезов, непроваров, пор и трещин. Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку.
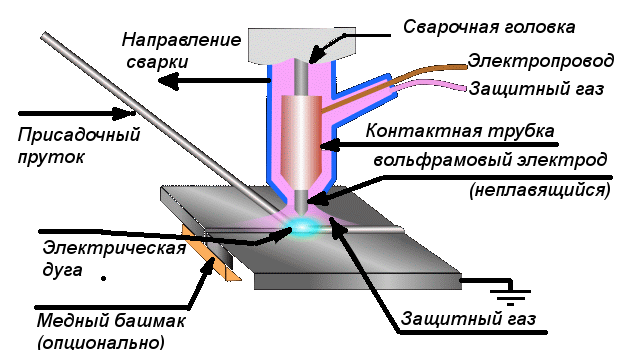
Схема сварки при использовании присадочной проволоки
Химический состав для сваривания стали
Стальная сварочная присадка гарантирует хорошие механические свойства сварного шва. Основные марки проволочной присадки, используемые для сварки углеродистых сталей, показаны в таблице ниже:
| Маркировка присадочной проволоки | ||
| Защита: азот и гелий | Защита: CO2 | |
| 20ХГСА | Св-15ХМА, Св-18ХГСа | Св-08Г2С |
| 30ХГСА | Св-15ХМА, Св-18ХГСа | Св-10ГСМ, Св-10ГСМТ, Св-08Ч2СМА |
| 12ХМ | Св-08ХМ | Св-10ХГ2СМА |
| 15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ |
| 12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
| 15Х1МФ | Св-08ХМ | Св-08Х1М1ГСФ |
| 15Х5М, 15Х5, 15Х5ВФ | Св-10Х5М, Св-08Г2С | Св-08Г2С |
Согласно государственному стандарту, присадочные проволоки для сварки нержавейки и обычной стали подразделяются на:
- углеродистые, предназначенные для соединения изделий из низко и среднеуглеродистых сталей;
- легированные, для сваривания низколегированных и термостойких металлов;
- высоколегированные, использующиеся при работе с хромникелевыми, нержавеющими или другими легированными сортами сталей.
Присадочные материалы для нержавейки представляют собой хром или никельсодержащие стали.
Основными преимуществами специализированных сварочных присадок, предназначенных для соединения изделий из нержавеющей стали, являются:
- высокое качество сварного шва;
- однородность и отсутствие пор в соединении;
- коррозионная стойкость;
- минимальный коэффициент разбрызгивания металла;
- стабильное горение электрической дуги при работе.
При попытке рассчитать расход присадки на шов следует учитывать, что присадка для нержавеющей стали обладает увеличенным ресурсом.
Расходники, применяемые при работе с высоколегированными или нержавеющими сталями, подразделяются на два вида:
- порошковые;
- сплошные.
Метод сварки в среде аргона.
Порошковые присадки позволяют вести сварочные работы без применения защитных газов. В простейшем случае порошковая присадка представляет собой полую трубку с флюсом внутри.









При работе, флюс и присадочные элементы образуют облако газа, способствующего качественной проварке шва. Подобные проволоки могут применяться в условиях недостаточного пространства, поскольку сварочный аппарат без баллона с газом может доставать даже до самых труднодоступных мест.
Сплошные проволоки – это обыкновенные присадки, предназначенные для проведения сварочных работ в среде защитных газов, например, Аргона или углекислоты.
Стоит отметить, что присадочные элементы, используемые для сварки нержавеющей стали, делятся на классы:
- нормальной точности;
- повышенной точности с маркировкой П.
Наиболее часто используемыми видами присадочных материалов для сварки изделий из нержавейки являются:
- Св06Х20Н11М3.
- Св01Х18Н10.
- Св01Х19Н9.
При расшифровке следует помнить, что:
- А обозначает азот;
- Б – ниобий;
- В – это вольфрам;
- Д – медь;
- М – молибден;
- С – это кремний;
- Т – титан;
- Х – хром;
- Н – никель;
- Ю – алюминий;
- Ф – ванадий;
- Ц – цирконий.
Основные требования к хранению
С применением присадочного материала выполняются практически все виды сварочных швов. Каждый тип изделия разрабатывается с учетом метода сварки и группы металла.
Проведенный анализ химического состава сварочных изделий, результат их испытаний и соответствие продукции документируется изготовителем
При покупке расходного материала необходимо обращать внимание на сертификат, где указываю марку, партию и тип изделия, химические и механические свойства, длину, диаметр и угол загиба
В сертификате к присадочному материалу также отмечают классификацию продукции по роду и полярности тока и область применения, что помогает правильно выбрать материал для сварки.
поставляются в различных видах упаковки. Обычно формируются в пластиковых мешках, картонных коробках, тубусах, бочках. Извлеченные из упаковки проволока и прутки в нормальных условиях сохраняются в течение 2 недель. В условиях высокой влажности продукция теряет свои свойства и подлежит утилизации.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
- 0,6 мм;
- 0,8 мм;
- 1,0 мм;
- 1,2 мм;
- 1,6 мм.
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву
Список типов материалов для сварки, фото
Ассортимент сварочных проволок бренда «ДЕКА» имеет в своем составе материалы, позволяющие их использовать в различных сварочных технологиях. Основное применение сварочной проволоки – при работе на полуавтоматах. Подавляющее большинство свариваемых проволокой материалов – малоуглеродистые, низколегированные стали. Однако также сваривают коррозионностойкие, высоколегированные, алюминиевые и другие сплавы. Это возможно при наличии сварочной проволоки, имеющей состав близкий к свариваемым материалам.

Самозащитная проволока DEKA E71TGS 1,0 мм. Фото DEKA
Торговая марка «Дека» предлагает следующие виды сварочной проволоки:
- омедненная сварочная проволока (! не путать с медной);
- стальная омедненная сварочная проволока под сварку под флюсом;
- нержавеющая сварочная проволока;
- газозащитная сварочная проволока;
- самозащитная сварочная проволока;
- алюминиевая сварочная проволока.
Справка. Титановые проволоки, среди перечня которых популярна ВТ1-ооСв, а также материалы для работы с чугунными изделиями и ПАНЧ-11 выпускаются другими производителями.
Для полуавтомата
В сварочной технологии для получения качественных сварных швов при обеспечении производительности работы, широко используются полуавтоматы. В обеспечении их работы непосредственное участие принимает сварочная проволока. Разнообразие присадочных материалов значительно увеличивает номенклатуру свариваемых материалов.

Сварочная омедненная проволока ДЕКА ER70S-6 0,8 мм. евро-кассета, 5 кг. Фото Сварочные Технологии
Порошковая
Для защиты сварочного шва от внешних воздействий выполняется сварка в искусственно созданной среде. Газ (углекислый, аргон) подается через горелку в зону сварки. Дополнительно для лучшей защиты может быть организована его подача через специальные поддувы. Образованная газовая среда инертна и не дает раскаленному металлу сварочного шва вступать в реакцию с элементами воздуха.

Порошковая (самозащитная) сварочная проволока DEKA. Фото DEKA
Порошковая проволока используется без применения защитного газа. Ее конструкция представляет трубку наполненную металлическим порошком и флюсом. Предохраняющий газовый слой образуется при сгорании флюса. Обычно таким методом сваривают места, где невозможно применить защитный газ.
Видео
В ролике ниже показана разница сварки порошковой и сплошной проволокой, как раз на примере Дека.
Омедненная, флюсовая, для стали 345
Неоспоримыми преимуществами обладает сварочная проволока покрытая медью. Благодаря своей высокой проводимости, медь обеспечивает низкое контактное сопротивление. Поэтому обеспечивается стабильное горение дуги, металл практически не разбрызгивается. Хорошее скольжение не изнашивает подводящий наконечник. В омедненной сварочной проволоке минимальное количество вредных примесей. Коррозийная стойкость по сравнению с обычной проволокой на порядок выше.

Омедненная сварочная проволока для сварки под флюсом DEKA EM 12 (Св08ГА) 4,0 мм. (25 кг). Фото DEKA









Флюсовая сварочная проволока используется при сварке полуавтоматом без газа. Это является основным преимуществом такой сварочной проволоки. В остальном преимущества омедненной проволоки не вызывают сомнений.
Сталь С345 – это строительная сталь с определенными механическими свойствами. Так как она легируется фосфором, то сваривается с большими проблемами – могут при резком нагреве-охлаждении образовываться трещины. Такую сталь сваривать нужно в подогретом состоянии и в качестве присадочного материала подобрать единственно подходящий.
Для сварки нержавейки
Для сварки нержавеющих материалов важно, чтобы присадочный материал соответствовал свойствам свариваемых материалов. Варить ею на полуавтомате без газа нельзя (кроме порошковой проволоки). Требуется особо тщательно подбирать режимы работы
Требуется особо тщательно подбирать режимы работы.

Нержавеющая проволока DEKA ER308LSi 1,6 мм по 15 кг. Фото DEKA
Черные стали
К ним можно отнести не только углеродистые, но и низколегированные стали. Варятся они при помощи ММА, но действительно высокачественного прочного сварного соединения можно добиться только с TIG. Считается, что низкоуглеродистые стали свариваются проще всего. Тем не менее процессы, проходящие в околошовной области могут приводить к упрочнению излишне разогретых зон при обычной сварке,а при многослойной сварке могут появляться проблемы с охрупчиванием. У кипящей и полуспойкойной низкоуглеродистой стали наблюдается падение показателя ударной вязкости в околошовной зоне. Как известно, черные стали с содержанием углерода:
- до 0,25% относятся к хорошо свариваемым (ст.3, ст.10). Но в случае возникновения проблем, наподобие тех, что описаны выше, рекомендуется небольшой предварительны подогрев 150-200 градусов в электропечи СНОЛ.
- от 0,25 — 0,45% считаются трудносвариваемыми или ограниченно свариваемыми. Их нужно греть перед сварочными манипуляциями вольфрамовым электродом и обязательно термообрабатывать после. Если есть возможность провести полную термообработку, такую как отжиг или закалка+старение — это самый лучший вариант. Но если изделие уже готово, и в нем не допускаются какие-либо деформации, придется ограничиться низкотемпературным отпуском (или, как еще называют этот процесс, отдыхом).
- от 0,45% углерода и выше сталь не применяется для сварных конструкций, особенно, если она даже незначительно легирована. Но это для конструкций. Еслиизделие не будет нести каких-либо нагрузок, можно попытаться сварить и ст.55, только без резких температурных перепадов, с применением всех «металлургических» хитростей.
И наконец, мы добрались до сварочного прутка. Все вышеописанные случаи свариваются прутком Св.-08Г2С ГОСТ 2246-70 или его незначительными модификациями. Раскислители кремний и марганец в его составе положительно влияют на механические свойства шва, сдерживают развитие пористости шва, появление раковин, уменьшают разбрызгивание и т.д. Пруток используется для сварки изделий или конструкций ответственного назначения, таких как сосуды, трубопроводы высокого давления, нагруженные узлы и детали. Импортный аналог Св.-08Г2С: омедненный сварочный пруток ER 70S-6. Микронное покрытие меди — это, конечно, большой плюс, так как медь защищает стальной стержень от питтинговой коррозии и окисления — эти процессы активно проходят в складских условиях хранения. Пруток ER 70S-6 не нужно зачищать перед сваркой наждаком, опасаясь, что грязь на его поверхности проявится в виде дефектов в сварном шве.
Механические показатели метала в шве при использовании ER 70S-6:
- Предел текучести 525 МПа;
- Предел прочности 595 Мпа;
- Удлинение 26%;
- КV – 30°С 70 Дж.
К меню
Виды алюминиевой проволоки и правила ее применения
Присадочная проволока, которая используется для соединения деталей, изготовленных из алюминия и его сплавов, может относиться к одной из двух категорий:
- Алюминиевая проволока, применяемая для выполнения технологической операции холодной высадки (требования к качественным характеристикам такой присадочной проволоки оговариваются в ГОСТ 14838-78).
- Проволока для сварки алюминия, а также сплавов на основе данного металла.

Рекомендуемые марки проволок для сварки алюминиевых сплавов
Выбирая сварочную проволоку для сварки алюминиевых сплавов с различным химическим составом, лучше остановить свой выбор на универсальных типах такого расходного материала. Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
- устойчивость сварного шва к образованию горячих трещин;
- высокую прочность формируемого шва;
- пластичность полученного соединения;
- способность сварного шва успешно противостоять коррозионным процессам.
Правильно подобранная алюминиевая проволока – не единственное условие, позволяющее получить качественное и надежное сварное соединение. Очень большое значение также имеет правильная подготовка соединяемых деталей, которая заключается в тщательной очистке их поверхностей и удалении с них тугоплавкой оксидной пленки
Важно выполнить такую процедуру непосредственно перед началом сварки, так как алюминиевая поверхность под воздействием окружающей среды быстро покрывается оксидной пленкой
По этой же причине проволока, предназначенная для сварки алюминия, после вскрытия упаковки, в которой она поставляется с завода, должна быть использована достаточно быстро. Иначе ее поверхность будет подвергнута активному окислению. В этом случае качественные характеристики проволоки будут значительно ухудшены, что скажется и на характеристиках формируемого с ее помощью сварного соединения.

Временное хранение вскрытой катушки с алюминиевой проволокой
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500оС во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла. Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Разновидности проволоки для нержавейки 12х18н10т
Для сваривания деталей из нержавейки необходимо использовать аргонодуговую сварку и присадку, выполненную из такого же материала. Она может иметь разные свойства, которые могут подходить для других случаев. Из стали 12×18Н10Т производят сортовой прокат. Присадочный материал этой марки должна отвечать требованиям ГОСТ 18143-72.
Сварочная присадочная проволока нашла свое применение в машиностроительной и пищевой отраслях промышленности, на стройке и пр. Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Для сварочных работ применяют изделия произведенные по технологии холодного вытягивания. У нее довольно низкая цена и в то же время такая обработка сохраняет все ее свойства. Такая проволока обеспечивает качество шва при обработке любого материала.

Проволока нержавеющая 12Х18Н10Т
Так, системы водоснабжения часто собирают из трубопроводной арматуры, изготовленной из этой марки стали. При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.
Эта марка стали выпускается в нескольких вариантах. Для ее производства применяют технологии горячего или холодного проката. Они позволяют получать изделие диаметром от 0,2 до 6 мм. При использовании проволоки этой марки необходимо учитывать то, что она может изменять некоторые свои параметры исходя из диаметра.
Сварка деталей из нержавеющей стали – это сложный технологический процесс и если нарушать его правила, то в результате может получиться большое количество некондиционной продукции. Во избежание этого необходимо сделать правильный выбор материала проволоки. Проволока из стали 12Х18Н10Т – это специфичный продукт и вполне вероятно может не подойти для большинства видом легирующей стали. Главное правило выбора материала для сварки – идентичность химсостава. Проволока, выполненная из этой проволоки, хороша тем, что промышленность выпускает широкую номенклатуру и проблем с выбором, как правило, не встает. Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Разновидности присадочных прутков
Единой классификации нет. Это произошло из-за уровня их разнообразия. Существуют образцы, соответствующие каждому типу металла.
Такая классификация делит прутки на несколько видов.
Коррозийно-стойкие

присадочные прутки из нержавейки Этот тип предназначен для обработки разновидностей стали повышенной стойкости к появлению коррозий. К примеру, они применяются для сваривания нержавеющей стали.
Швы, созданные коррозийно стойким видом, обладают устойчивостью как к точечной, так и к межкристаллической коррозии.
Этот тип рабочего элемента также используется при наплавке.
Алюминиевые

Пруток присадочный ER4043 для алюминия
Созданы для сварки алюминия. Нередко в состав этих проволок входит дополнительный металл, такой как кремний, магний либо цирконий.








Это делается для того, чтобы созданные при помощи алюминиевых проволок сварочные швы не давали трещин при высоких температурах.
Имея высокую теплопроводность, этот тип плавится одновременно с металлом детали, и шов получается однородным и равномерным.
Медные
Для данного типа характерна высокая теплопроводность и текучесть во время производства.
Такие показатели характеристик облегчают работу с медными деталями, обеспечивая качество шва вне зависимости от размера элемента.
Эта разновидность прекрасно проявляет себя в работах с мелкой электрической техникой.
Но также подходит для сварочных дел с деталями крупных габаритов (корабельных, к примеру). Медный тип создает ровный, прочный шов с пониженными характеристиками пористости.
Никелевые
Этот вид используется для сваривания никеля и его сплавов. Характерной чертой, которых являются прочность и высокая стойкость к окислам.
Такие показатели характерны и для прутков, применяемых в обработке никелевых деталей.
Отличительные особенности, достоинства и недостатки
Для обеспечения нормального функционирования технологического процесса требуется достаточно сложное и громоздкое оборудование. Это является основным недостатком данного вида сварки. Однако возможность выполнить качественное соединение заготовок материалов, которые другими методами сварить нельзя, делает этот недостаток необходимым условием для проведения работ.

Нержавеющая проволока DEKA ER308LSi 1,6 мм. по 15 кг. Фото DEKA
Следует отметить, что расход аргона и материалов сильно зависит от материала свариваемых заготовок. Это зависит от требований к степени защиты сварочных швов. Самый большой расход аргона требуется при сварке титановых сплавов, несколько меньший – для алюминиевых. Самый маленький расход аргона потребуется для нержавеющих сталей.





