

Знакомство со станком
Как своими руками сделать токарный станок по металлу
Данное форматное оборудование, изготовленное в промышленных условиях или самостоятельно, выполняет задачу раскроя многих материалов:
- древесина разных пород;
- фанера;
- шпон;
- ДСП;
- МДФ;
- ДВП;
- ламинат;
- листовые композиты;
- облицовочный пластик;
- меламин.
Разрезать без сколов эти материалы возможно, благодаря установке на форматный станок отдельной пилы малого диаметра, выполняющей предварительную подрезку по дереву на линии действия основного диска.
Основные части
Каждый форматнораскроечный агрегат включает в себя такие конструктивные элементы:
- станина;
- основной стол (неподвижный);
- дополнительный стол (подвижный);
- узел раскроя (пильный);
- направляющие;
- приспособления дополнительной комплектации.
Пильный агрегат
Эта часть раскроечных станков представляет собой цельный блок на раме, состоящий из 2 пил с электродвигателями мощностью от 3 кВт до 5,5 кВт. Высота расположения над столом в среднем 0,08 – 0,13 м устанавливается ручной настройкой или электромеханическим приводом. Угол наклона меняется в пределах 0 — 46° при помощи поворотных секторов.
Подрезной диск Ø до 120 мм, скоростью 8000 об/мин, имеет направления вращения по ходу заготовки. Для сокращения времени перенастройки у форматно раскроечного станока felder присутствует система, которая позволяет убирать в сторону подрезной орган одним нажатием кнопки. Это необходимо, когда для производства детали на фельдер нужен основной диск большого диаметра.
Устройство пильного узла
Основная пила вращается со скоростью 4000 – 6000 об/мин против направления подачи листа. Режим работы задают в зависимости от твердости материала (рез по дереву, слоистым, клееным плитам ЛДСП, пакету).
Движение по вертикали происходит 2 способами: поворот вокруг горизонтальной оси, скольжение по вертикальным направляющим. При установке узла раскроя в различные положения, пилы продолжают находиться в одной плоскости по отношению друг к другу. Ось поворота рассчитана и выполнена с использованием цапф так, чтобы не допустить заклинивания вращающегося ножа в неподвижной части форматного стола.
Столы
Неподвижная основа представляет собой гладкую фрезерованную плиту из чугуна. Увеличение размера рабочей зоны под крупногабаритный мебельный материал достигается дополнительной навеской плоскостей (удлиняющих, расширяющих), перемещением упорной линейки.
Размещение форматного листа раскроя производят на базовой плоскости подвижного стола. Конструкция собрана на каретке жестко, исключая деформации под максимально разрешенным весом пакета. Материал изготовления – алюминий. В нем сочетается прочность (многокамерный профиль) и незначительный собственный вес. Чтобы избежать следов от трения стола и заготовки в процессе производства, алюминий проходит специальную обработку (анодирование).
Роликовая каретка
Составные элементы подвижного стола:
- каретка;
- опорная рама;
- угловая упорная линейка;
- откидные упоры;
- телескопические упоры.
Длина каретки в среднем 3,2 м, что позволяет укладывать сырье, соответствующее стандартным размерам для дсп, большинству других листовых материалов. Выход раскроечного узла за край реза составляет 20 – 30 см.
Механизм передвижения стола
Движение тележки происходит по призматическим направляющим профилям посредством роликов (шариков), удерживаемых сепаратором. Элементы вращения бывают стальными, пластиковыми. V-образный профиль направляющих изготовлен из стали. Крестообразный способ расположения X-Roll дает равномерное распределение нагрузки и плавность хода. Вибрации, перекосы устраняются системой регуляторов, компенсаторов.
Дополнительная оснастка
Точность форматно – раскроечной обработки на станке повышается автоматизацией работы, остановки, возврата в исходное положение, возможностью программирования операций, отслеживанием процесса на пульте управления оборудованием. Раскроечные модели станка, представленные в мебельной промышленности (россия) комплектуются в различных вариантах:
- электрическим тормозом основной пилы;
- двигателями повышенной мощности;
- регуляторами скорости вращения диска;
- системой смазки;
- электромеханическими приводами настройки положения узлов, приспособлений;
- прижимными устройствами для заготовки;
- датчиком вибрации;
- дополнительными упорами, линейками;
- блоками программирования, индикации, защиты;
- системы локализации стружки, пыли;
- выдвижными опорными рамами.
Altendorf F45 – от 450 000 рублей
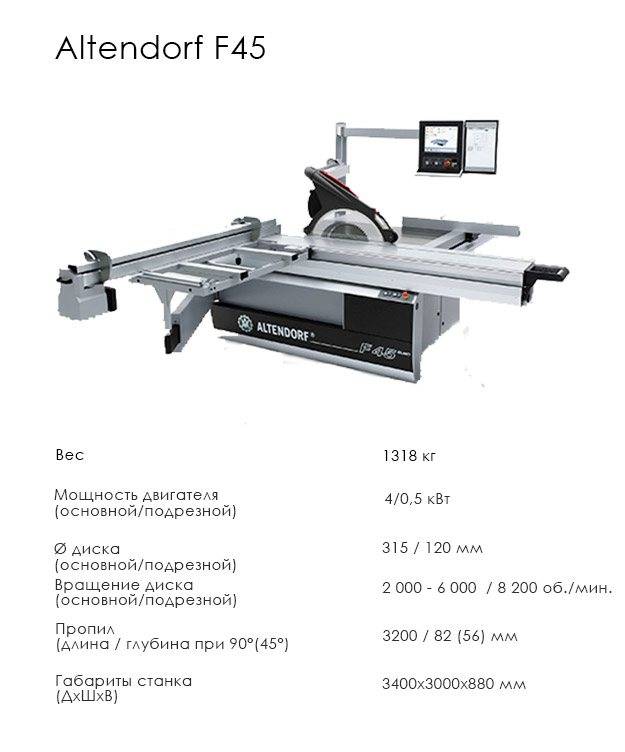
Базовая версия линейки форматно-раскроечных станков, рассчитанных на работу в промышленных масштабах с ЛДСП, массивом, гипсокартоном, пластиком, алюминием. Электронная настройка положения дисков. Индикация всего: от текущих значений до кодов ошибок. Удобные и надёжные системы фиксации дисков на валах. Ручная установка упоров с использованием механизма тонкой настройки. Комфортное расположение блока управления. Плавная регулировка скорости вращения пильного диска.
С учётом перечня всех доступных базовых решений, становится обоснованной относительно высокая стоимость нового и б/у оборудования. Плюс и в том, что для адаптации любой модели обновлённой линейки F45 под технические условия конкретного производства, предлагается фирменный список дополнительной оснастки из 15 позиций.
Имейте в виду: если подрезной диск крутится в ту же сторону, что и основной – это не поломка, а особенность работы блока управления мотора Vario. Именно так он реагирует на ошибки подключения к трёхфазной сети. Для того чтобы запустить станок правильно, надо просто поменять местами фазы. Основной привод здесь управляется частотным преобразователем, поэтому на его работу перестановка фаз никак не влияет. Технические характеристики Altendorf F45
| Характеристика | Значение |
| Мощность двигателя (основной / подрезной), кВт | 4 |
| Ø диска (основной / подрезной), мм | 315 / 120 |
| Вращение диска (основной / подрезной), об/мин | 2 000-6 000 / 8 200 |
| Пропил (длина / глубина при 90°(45°), мм | 3 200 / 82(56) |
| Габариты станка (ДхШхВ (вес)), мм (кг) | 3200х3000х910 (1318) |
Видео о форматно-раскроечном станке Altendorf F45:
Как правильно выбрать
При выборе конструкции надо учитывать следующие факторы:
- вид операции;
- угол наклона зубьев;
- расширительные прорези;
- углубление между зубьями;
- геометрию заточки;
- выступы.
Пила производится двух видов – монолитная и твердосплавная.
Монолитные конструкции имеют свойство быстро тупиться и поэтому для них требуются частые заточки и развод. Ремонтные работы необходимо проводить самостоятельно.
Пила с твердосплавными зубьями HW отличается высокой ценой, но до переточки срок эксплуатации заметно больше и качество выше. Для ремонта требуется специальный станок. Такой диск хорошо справляется с металлами и ламинатом.
Тонкий подрезной диск гарантирует более точный раскрой материала с высокими показателями качества. Такие конструкции предлагает итальянская компания Freud.

Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.







Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Как выбрать модель
Критерии:
- производительность — количество метров распила в час или за рабочую смену;
- максимальная и минимальная площадь обрабатываемых поверхностей;
- простота настройки, эксплуатации агрегата;
- наличие производственных площадей для размещения оборудования;
- качество, надежность механизма;
- затраты на эксплуатацию, обслуживание оборудования;
- цена.
MJ-45KB-2
Подходит для средних и мини-производств по изготовлению корпусной мебели. Мощная сварная станина обеспечивает точное вхождение пилы в тело плиты, гасит вибрацию силового оборудования. Пильный узел может работать под наклоном 45°. Станок кроит ДСП, МДФ, ЛДСП и некоторые другие материалы. Прост в обслуживании, работе.
JTS-315SP SM
Станок JET JTS-315SP SM — многофункциональный компактный агрегат весом 50 кг. Оборудование удобно для оснащения небольших мастерских. Станина — массивный чугунный стол. В комплекте поставляется второй дополнительный стол. Это обеспечивает работу агрегата без вибраций.
Пильный узел приводится в рабочий режим асинхронным однофазным электродвигателем. Это позволяет подключать станок к бытовой электросети.
Достаточный запас мощности не вызывает перегрев двигателя.
Максимальный диаметр фрезы — 250 мм. Глубина распила — до 70 мм. Для выреза пазов меняют положение дополнительного стола.
Недостаток конструкции — трудности обработки листового материала большой площади.
WoodTec PS 45
Агрегат WoodTec PS 45 предназначен для продольных, поперечных и угловых распилов ЛДСП, МДФ, массивных древесных заготовок. Раскрой производится с предварительной подрезкой нижней кромки. Это исключает появление сколов на поверхности материалов.
Пильный узел помещен в литой чугунный корпус — процесс распила не подвержен воздействию вибрации. Станок имеет раздельные приводы: основной и вспомогательный, вращающий подрезную фрезу.
Микрометрическая настройка упрощает фиксацию параллельного упора. Точность — до 0,8 мм.
Максимальный ход подвижного стола — 3200 мм. Пила наклоняется до 45°. Пильный диск диаметром до 350 мм обеспечивает высоту пропила до 75 мм. Размер рабочего стола (1200×650 мм) позволяет изготавливать вертикальные стенки корпусной мебели. Общий вес установки — 880 кг.
Altendorf F 45
Модель выполняет чистовые продольные, поперечные и угловые разрезы облицованных плит. Станок имеет электромеханическую регулировку высоты и угла наклона главной пилы.
Высокая точность обработки обеспечивается встроенной роликовой тележкой и круглыми направляющими каретки.
С 2006 года фирма Altendorf выпускает новое поколение станков, имеющих усовершенствованные пильные суппорта и шпиндельные узлы подрезного механизма. Система управления позволяет производить высококачественный раскрой плит.
Максимальная высота пропила — 200 мм. В пильный узел устанавливают главные пилы диаметром от 250 мм до 550 мм. Вес станка — от 870 кг до 1170 кг.
Оборудование используется крупными предприятиями по изготовлению мебели.
Filato Fl-3200B
Выполняет работы по раскрою плитных материалов (ЛДСП и МДФ). Аббревиатура 3200B обозначает наибольшую длину пропила в мм.
Удлиненная каретка и широкий стол позволяют устанавливать, передвигать плиты большой площади относительно пильного узла. Узел — основная пила и подрезной диск. Подрезка гарантирует отсутствие появления сколов на поверхности заготовок.










Раскроечный станок с ЧПУ FL выдерживает тяжелый беспрерывный режим работы. Используется производителями массовых серий корпусной мебели, имеет большой запас прочности.
ITALMAC Omnia-3200R
Выполняет распиловку в поперечном направлении и под углом ЛДСП, ДВП, фанеры, других материалов, покрытых шпоном, ламинатом, пластиком.
Модели 3200R устанавливаются на больших предприятиях по производству корпусной и кухонной мебели. Максимальная длина распила — 3200 мм. Оборудование оснащено роликовой кареткой с 4 направляющими балками. Пила помещена в литой стальной корпус. Регулируется подъем, опускание, угол наклона пильного узла. Станок оборудован числовым программным управлением.
Скорость вращения основной и подрезной пилы контролируется с помощью цифровой консоли. Установлен электродвигатель мощностью 0,75 кВт.
| № | Модель станка | Цена, руб |
| 1 | MJ-45KB-2 | 270 000 |
| 2 | JTS-315SP SM | 50 000 |
| 3 | WoodTec PS 45 | 270 000 |
| 4 | Altendorf F 45 | 570 000 |
| 5 | Filato Fl-3200B | 475 000 |
| 6 | ITALMAC Omnia-3200r | 230 000 |
Качество спила ламинированного ДСП
Вспомогательная информация.
Станки для раскроя листовых материалов
Категория:
Деревообрабатывающие станки
Станки для раскроя листовых материалов
Далее: Станки для смешанного раскроя
Конструкция станков. Для обрезки мебельных щитов с четырех сторон и раскроя листовых материалов используют станки ЦТЗФ-1 и ЦТЗФ-2.
Плиты размером 1850X3750 мм раскрывают на станке ЦТМФ с программным управлением, а форматную обработку щитовых деталей выполняют на станках ЦФ2.
Станок форматно-обрезной трехпильный ЦТЗФ-1 состоит из сварной станины с двумя рельсовыми направляющими, закрепленными на стойках рамы.
На направляющих установлена каретка с распиливаемым материалом. Сбоку станка имеется пульт управления, гидростанция и гидропривод. На траверсе смонтированы два продольных суппорта с пилами и поперечный суппорт с пилой для поперечного пиления.
Суппорты позволяют опускать или поднимать пилы маховичками в зависимости от диаметра пил и толщины распиливаемой пачки плит. Продольные суппорты на траверсе на заданную ширину выпиливаемых деталей устанавливают вручную с помощью рукоятки через цепную передачу.
Подача суппорта поперечного резания вдоль траверсы осуществляется от гидромотора через систему блоков тросом.
Рис.
Каретка
Устройство, приводящее в движение подвижный стол. Каретка — ключевой элемент станка. От её типа и качества зависит точность реза (примерно 0,1 мм на 1 м распила). Причем однажды настроенная каретка должна сохранять точность не один год!
Каретки форматно-раскроечных станков бывают двух видов:
— роликовые; — шариковые.
Какая лучше? Сами производители не скажут Вам в точности, так как у каждого типа свои преимущества.
Роликовые каретки дают большую точность и выдерживают большие нагрузки, поэтому подходят для тяжёлых, много работающих станков, но и стоят дороже. Шариковые каретки менее долговечны, но дешевле, и больше подходят для малых производств.
Важен и материал каретки, обычно это прочный и лёгкий алюминиевый сплав. Есть «бюджетные» роликовые каретки, где ролики не полностью металлические, а частично из пластика. Срок службы такой каретки ниже. Хотя при правильной эксплуатации каретка прослужит свыше гарантийных 5-6 лет.
На какие параметры обращать внимание при выборе станка:
- — тип и длина каретки: от первого зависит точность распила и долговечность оборудования, от второго — длина пропила, то есть максимальный размер детали, которую Вы сможете распилить – обычно 3200 мм;
- — диаметр пилы: от него зависит высота пропила, то есть максимальная толщина заготовки;
- — мощность двигателя, от которой зависит производительность, и установленная мощность станка, то есть сумма мощностей основной и подрезной пил.
Дополнительные полезные опции форматно-раскроечных станков:
— наличие защитной системы аспирации – станок оборудован устройством, которое, как пылесос, в процессе работы улавливает и отсасывает опилки. Эта опция очень важна для Вашего здоровья, так как дышать мельчайшими опилками вряд ли полезно!
— наличие пневматического прижима пилы также важно для безопасности работы. Заготовка надёжно фиксируется, благодаря чему, во-первых, пальцы не попадут под пилу; во-вторых, повысится точность распила. У современных моделей мебельных станков есть ещё немало разных опций, однако перечисленных для успешной работы на небольшом производстве вполне достаточно
У современных моделей мебельных станков есть ещё немало разных опций, однако перечисленных для успешной работы на небольшом производстве вполне достаточно.
На что обращать внимание при покупке форматно-раскроечного станка
Выбор оборудования для мебельного производства зависит от объёма производства. Оно должно обладать достаточной для обеспечения его материалом производительностью.
В числе других определяющих выбор факторов:
Для раскроя длинных заготовок необходимо приобретать станки с ходом каретки, превышающем плановые размеры распила. Максимальная ширина раскроя деталей ограничивается шириной станины. Для работы с крупногабаритным материалом необходимо приобретать оборудование со складной станиной. Обеспечить точность размеров может только штатное оборудование.
Какой тип станины у Вашего форматно-раскроечного станка?
СкладнойМонолитный
Для угловых срезов нужно устанавливать на производстве форматно-раскроечные станки с двумя пильными дисками. Высокую производительность могут обеспечить модели, оснащённые мощными электродвигателями. Такой тип оборудования обладает большим рабочим ресурсом. Ровность среза материала зависит от частоты вращения рабочего вала с распильными дисками.





Среди других факторов, оказывающих влияние на выбор модели станка:
- финансовые возможности;
- габариты;
Перед покупкой оборудования лучше сначала определиться с требуемыми его техническими характеристиками, а затем провести сравнительный анализ моделей нужного класса.
Виды
Несмотря на общие принципы работы, станки могут быть разных типов:
- Горизонтальные с подвижным столом. Наиболее распространённый вид. Пильный узел расположен на в прорези верхней части станины, листы ДСП или ДВП укладываются на рабочий стол, который ездит по каретке относительно диска. Конструкция зарекомендовала себя как универсальная, она используется на предприятиях всех типов.
- Горизонтальные с подвижным диском. В этом варианте форматно-раскроечных станков на салазках каретки ездит диск, а заготовка неподвижно закрепляется на рабочем столе. Этот тип менее распространён в силу того, что даёт менее чистый и точный рез, однако в некоторых моментах он устроен даже проще первого.
- Вертикальные. Были придуманы для тесных производственных помещений и цехов. Благодаря тому, что плоскость простирается вверх, экономится много места. Практически все вертикальные станки сделаны автоматическими: в них пильный узел расположен на каретке, благодаря которой он перемещается вверх и вниз благодаря специальным тяговым электродвигателям. К блоку управления примыкает процессорный узел, куда оператор вводит программу раскроя.
Классификация по целевому использованию
Форматно-раскроечные станки не имеют бытового исполнения, это сугубо производственные изделия. Тем не менее, производство мебели бывает разным, и у каждого свои потребности в оборудовании.
Традиционно выделяют три типа станков:
- Лёгкие. В данном случае они действительно мало весят по сравнению с более сложными устройствами. Однако главное их отличие – упрощённая конструкция и минимум регулировок. В таких станках может отсутствовать штатная система отсоса стружки и пыли, наклон диска и другие функциональные приспособления. Однако при довольно бедной комплектации и не слишком крепкой конструкции у них есть существенный плюс: низкая цена. Такие агрегаты применяются в маленьких мастерских, а также фирмах, где изготовляют мебель по индивидуальным заказам, то есть поток невелик. В результате станок используется периодически, по мере накопления заказов. Ресурс двигателя рассчитан не более, чем на 5 часов в день.
- Средние. Ими оснащаются небольшие мебельные цеха. Рассчитан на поточную работу в течение одной рабочей смены, которая в большинстве стран составляет восемь часов. В этом типе оборудования уже присутствуют все необходимые черты профессионального инструмента: полный набор линеек, измерителей и упоров, нужные регулировки, крепления для оснастки.
- Тяжёлые. Крупные станки для непрерывного производства. Они работают большую часть суток и выключаются лишь на пересменку. Большой запас прочности, заложенный в них, рассчитан на постоянную работу под нагрузкой. Такие станки можно встретить на крупных мебельных фабриках, где загрузка оборудования расписана на несколько дней вперёд.
Какой форматно-раскроечный станок приобрели бы Вы?
Легкий/СреднийТяжелый
Как сэкономить: основные проблемы современных станков
Как сделать форматно-раскроечный станок своими руками Чтобы при продаже снизить цены на станки, и, тем самым привлечь внимание покупателя, производителям приходится применять материалы более низкой прочности и недорогие комплектующие при разработке и продаже форматно-раскроечных станков. Попытки завода занять свое место на рынке такими методами для меня конечно являются естественными ввиду развития рыночной экономики. Однако отрицательные стороны такой экономии при постоянной работе со станком проявляются уже через некоторое время
Однако отрицательные стороны такой экономии при постоянной работе со станком проявляются уже через некоторое время
Попытки завода занять свое место на рынке такими методами для меня конечно являются естественными ввиду развития рыночной экономики. Однако отрицательные стороны такой экономии при постоянной работе со станком проявляются уже через некоторое время.
Проблемы возникают, чаще всего, с направляющими, которые могут ещё ко всему изнашиваться неравномерно. Это в свою очередь влияет на точность станка.
Еще одним проблемным элементом может стать пильный блок. Если производитель не продумал удобство работы с пильным агрегатом, то процесс настройки различных параметров — будь то замена приводных ремней, установка наклона или позиционирования подрезной пилы — будет приводить не только к временным, но и материальным затратам, не говоря уже о потраченных нервах.

Если у вас есть в штате квалифицированные кадры, способные разобраться с более сложными элементами оборудования, то я бы посоветовал присмотреться к станкам с блоками управления двигателями электронного типа. Такие усовершенствования получили широкое распространение благодаря возможности широкой настройки скоростей пильного агрегата. Также внедрение таких технологий помогают экономить на энергопотреблении оборудования в целом.
В целях экономии при покупке оборудования существует метод подбора станка, который будет «заточен» под конкретные задачи. «Специальная серия» — так называют иногда подборку станков такого рода. Принцип подбора такого оборудования схож с принципом «Лего». Например нет необходимости приобретать станок где подрезной пильный агрегат с отдельным приводом, если вам нужно распиливать древесину массивного формата. Но такая комплектация была бы неоспоримым преимуществом при обработке ЛДСП (ламинированный ДСП).
По моему мнению лучше приобрести оптимизированный станок под определенные задачи и немного потерять в так называемой «универсальности», но при этом сэкономить, чем покупать самый бюджетный вариант с сильно упрощенной элементной базой.





