

Этапы работы
Использование электрического лобзика — наиболее распространённый вариант при пилении ДСП в домашних условиях, из-за доступности инструмента, универсализма и простоты обращения.
Требования к используемым пилкам:
- небольшие зубья;
- отсутствие разводки, если пилить предстоит ламинированный ДСП;
- узкое полотно для фигурных резов.

Процесс пиления заключается в последовательном выполнении трёх операций: разметки листов, распиловки и обработки кромки при необходимости.
Раскрой материала
При домашних работах важно правильно провести раскрой материала, чтобы минимизировать количество отходов
Особое внимание уделяют «раскладке» если ЛДСП имеет явно выраженный рисунок, который необходимо учесть
Рекомендуется провести планирование расположения деталей на листе бумаге, разлинованной в клеточку. В сети Интернет легко найти калькуляторы и программы, автоматически проводящие планировку оптимального расположения деталей.
До начала работы необходимо уложить лист на прочном основании, принимая во внимание, что под местом реза нужен запас свободного пространства для хода пилки. Далее алгоритм раскроя заключается в наклейке малярной ленты и проведении линий распила перманентным маркером
Далее алгоритм раскроя заключается в наклейке малярной ленты и проведении линий распила перманентным маркером.
Процесс распиловки
 Распил ДСП лобзиком с помощью направляющей
Распил ДСП лобзиком с помощью направляющей
Ровные линии рекомендуется пилить с помощью направляющих.
Алгоритм работы следующий:
- Острым ножом или специальным инструментом прорезают слой ламината. Операция снижает количество сколов.
- Струбцинами закрепляют направляющую, о которую будет опираться подошва лобзика при прямом резе. Обойтись без приспособления можно, если качество кромки не имеет решающего значения или при большом опыте работы. Место расположения выбирают исходя из ширины опорной плиты лобзика.
- Устанавливают средние обороты вращения электродвигателя, убирают режим качения.
- Начинают пропил от края к центру. Нажим инструмента исключают, так как в этом случае пилку обязательно уведёт в сторону или рез будет проходить под углом в плоскости листа.
- При необходимости проводят допиливание, обойдя верстак.
- В конце пропила исключают обламывание листа под собственным весом.
Если необходимо выпилить внутреннее отверстие под люк, установку электрических розеток или выключателей, сначала проводят разметку. Далее просверливают ДСП сверлом на 1–2 мм превышающим ширину пилки. Установив пилку в образовавшееся отверстие, проводят пиление.
Обработка после обрезки
Если используют жёсткие профили, =достаточно удалить пыль. Оклейку проводят столярным клеем.
Облицовка торца ДСП проводят плёнками из разного материала:
- шпона;
- меламина;
- ПВХ.
Для обработки используют фрезер, напильник или шлифмашинку.
Самоклеящиеся плёнки прижимают каким-либо ровным бруском. После приклеивания срезают выступающие части торцевой ленты.
Фигурный раскрой
Криволинейные поверхности заданной конфигурации получить в домашних условиях еще сложнее, при этом придется дополнительно потратиться еще на приобретение фрезера, который поможет избавиться вам от сколов и зазубрин, образовавшихся, когда вы будете резать ДСП.
Цена на ручной фрезер может значительно колебаться, в зависимости от фирмы-производителя, мощности, наличия дополнительных функций. Если вы не планируете заниматься производством мебели профессионально, то целесообразно приобрести недорогую модель.
Для раскроя ДСП нужно выполнить следующие шаги:
- разметив на листе ДСП контуры необходимой детали, выкраиваем ее электролобзиком, стараясь пилить отступая всего на пару миллиметров от намеченной косильной лески реза;
- изготавливаем из ДВП или фанеры шаблоны проектного радиуса и тщательно зашлифовываем им торцы наждачкой;
- приложив шаблон к отделываемой детали, зажмем его струбцинами и обработаем ручной копировальной фрезой с подшипником, убирая лишний материал ровно до намеченной косильной лески.
При этом безразлично, какая фреза (с двумя или четырьмя ножами применяется). Единственное условие – ножи должны по всей высоте захватывать обрабатываемую толщину среза. После обработки остается только наклеить на деталь кромку. Как это делается – смотрите на
Как выбрать модель
Критерии:
- производительность — количество метров распила в час или за рабочую смену;
- максимальная и минимальная площадь обрабатываемых поверхностей;
- простота настройки, эксплуатации агрегата;
- наличие производственных площадей для размещения оборудования;
- качество, надежность механизма;
- затраты на эксплуатацию, обслуживание оборудования;
- цена.
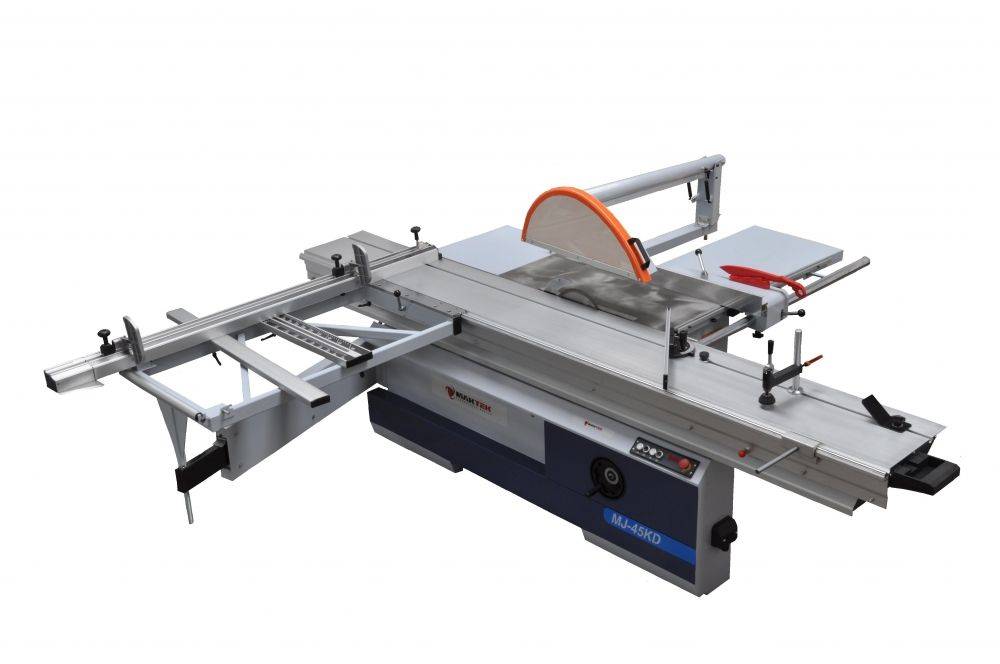
MJ-45KB-2
Подходит для средних и мини-производств по изготовлению корпусной мебели. Мощная сварная станина обеспечивает точное вхождение пилы в тело плиты, гасит вибрацию силового оборудования. Пильный узел может работать под наклоном 45°. Станок кроит ДСП, МДФ, ЛДСП и некоторые другие материалы. Прост в обслуживании, работе.

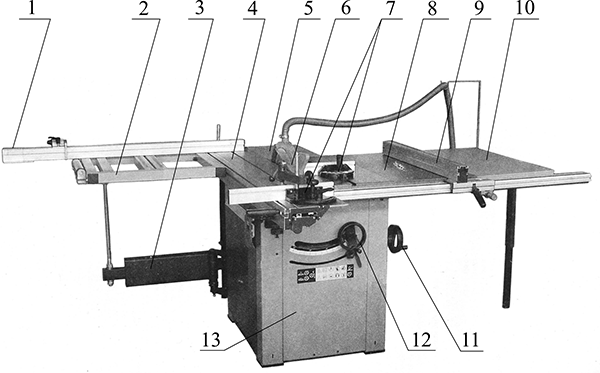
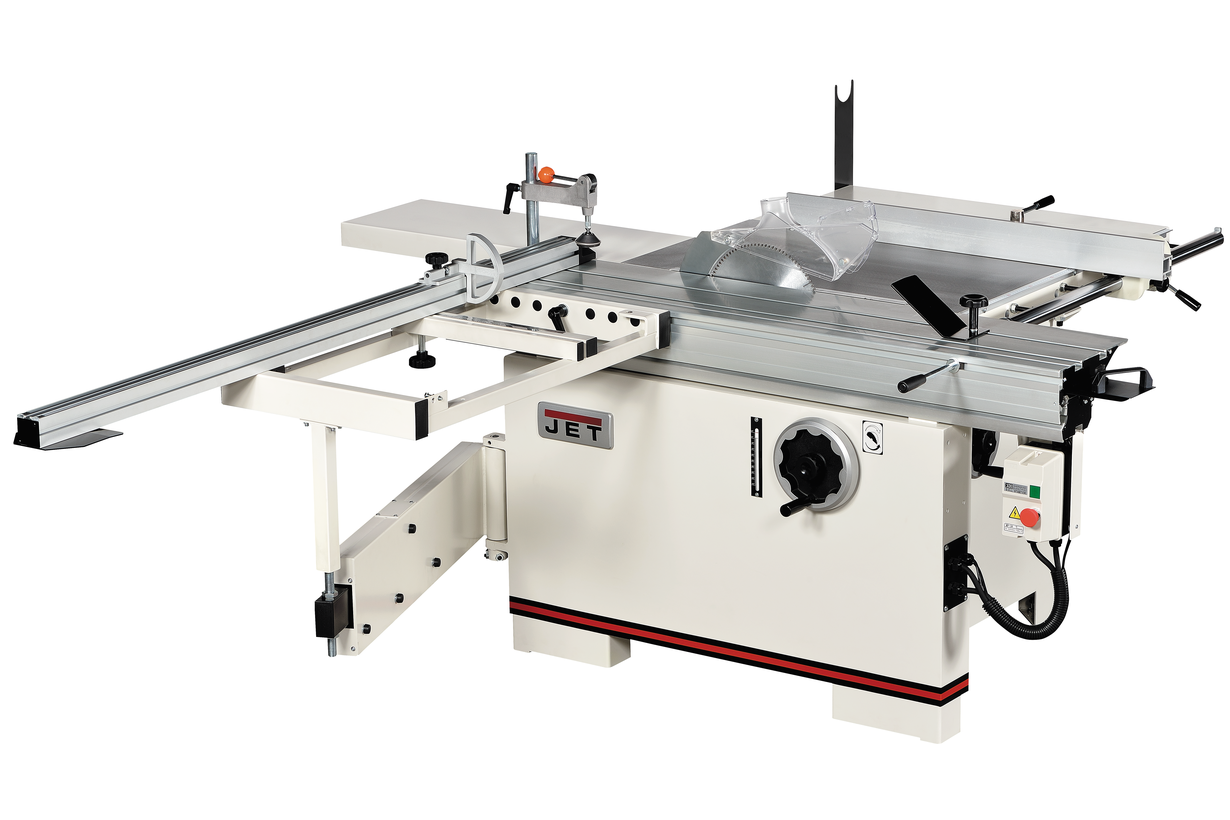
JTS-315SP SM
Станок JET JTS-315SP SM — многофункциональный компактный агрегат весом 50 кг. Оборудование удобно для оснащения небольших мастерских. Станина — массивный чугунный стол. В комплекте поставляется второй дополнительный стол. Это обеспечивает работу агрегата без вибраций.
Пильный узел приводится в рабочий режим асинхронным однофазным электродвигателем. Это позволяет подключать станок к бытовой электросети.
Достаточный запас мощности не вызывает перегрев двигателя.
Максимальный диаметр фрезы — 250 мм. Глубина распила — до 70 мм. Для выреза пазов меняют положение дополнительного стола.

Недостаток конструкции — трудности обработки листового материала большой площади.
WoodTec PS 45
Агрегат WoodTec PS 45 предназначен для продольных, поперечных и угловых распилов ЛДСП, МДФ, массивных древесных заготовок. Раскрой производится с предварительной подрезкой нижней кромки. Это исключает появление сколов на поверхности материалов.
Пильный узел помещен в литой чугунный корпус — процесс распила не подвержен воздействию вибрации. Станок имеет раздельные приводы: основной и вспомогательный, вращающий подрезную фрезу.
Микрометрическая настройка упрощает фиксацию параллельного упора. Точность — до 0,8 мм.
Максимальный ход подвижного стола — 3200 мм. Пила наклоняется до 45°. Пильный диск диаметром до 350 мм обеспечивает высоту пропила до 75 мм. Размер рабочего стола (1200×650 мм) позволяет изготавливать вертикальные стенки корпусной мебели. Общий вес установки — 880 кг.

Altendorf F 45
Модель выполняет чистовые продольные, поперечные и угловые разрезы облицованных плит. Станок имеет электромеханическую регулировку высоты и угла наклона главной пилы.
Высокая точность обработки обеспечивается встроенной роликовой тележкой и круглыми направляющими каретки.
С 2006 года фирма Altendorf выпускает новое поколение станков, имеющих усовершенствованные пильные суппорта и шпиндельные узлы подрезного механизма. Система управления позволяет производить высококачественный раскрой плит.







Максимальная высота пропила — 200 мм. В пильный узел устанавливают главные пилы диаметром от 250 мм до 550 мм. Вес станка — от 870 кг до 1170 кг.
Оборудование используется крупными предприятиями по изготовлению мебели.

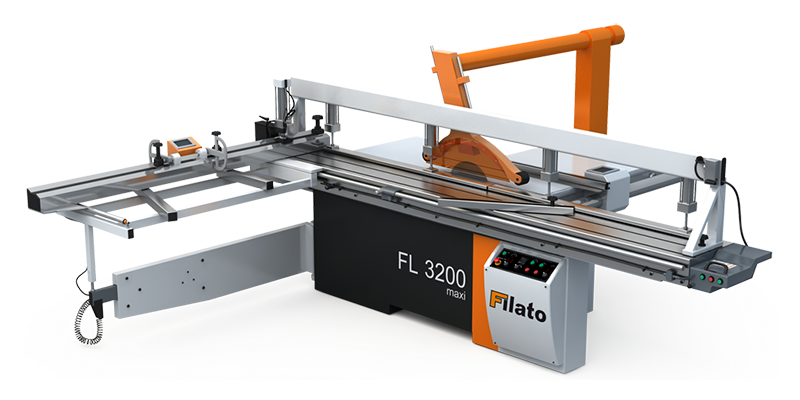
Filato Fl-3200B
Выполняет работы по раскрою плитных материалов (ЛДСП и МДФ). Аббревиатура 3200B обозначает наибольшую длину пропила в мм.
Удлиненная каретка и широкий стол позволяют устанавливать, передвигать плиты большой площади относительно пильного узла. Узел — основная пила и подрезной диск. Подрезка гарантирует отсутствие появления сколов на поверхности заготовок.
Раскроечный станок с ЧПУ FL выдерживает тяжелый беспрерывный режим работы. Используется производителями массовых серий корпусной мебели, имеет большой запас прочности.

ITALMAC Omnia-3200R
Выполняет распиловку в поперечном направлении и под углом ЛДСП, ДВП, фанеры, других материалов, покрытых шпоном, ламинатом, пластиком.
Модели 3200R устанавливаются на больших предприятиях по производству корпусной и кухонной мебели. Максимальная длина распила — 3200 мм. Оборудование оснащено роликовой кареткой с 4 направляющими балками. Пила помещена в литой стальной корпус. Регулируется подъем, опускание, угол наклона пильного узла. Станок оборудован числовым программным управлением.
Скорость вращения основной и подрезной пилы контролируется с помощью цифровой консоли. Установлен электродвигатель мощностью 0,75 кВт.
№ | Модель станка | Цена, руб |
1 | MJ-45KB-2 | 270 000 |
2 | JTS-315SP SM | 50 000 |
3 | WoodTec PS 45 | 270 000 |
4 | Altendorf F 45 | 570 000 |
5 | Filato Fl-3200B | 475 000 |
6 | ITALMAC Omnia-3200r | 230 000 |
Назначение форматно-раскроечного оборудования
Процесс работы за станком
Эта аппаратура предназначена для выполнения продольных, поперечных резов древесины и раскроя пиломатериалов под заданным углом, форматного обрезания и порезки заготовок щитового типа, исключения и добавления свесов после их облицовывания. И, к тому же для раскроя на болванки определённого размера полноформатных плит.
Задействованное в мебельном производстве форматное оборудование, даёт возможность выпускать высококачественную продукцию. На этих станках можно задавать базовые параметры элементам мебели, чтобы в дальнейшем по ним осуществлялась обработка. С помощью раскроечных станков можно выполнять как разовую обработку заготовок, так и серийную.
Форматно-раскроечный агрегат способен обрабатывать такие материалы, как:
- древесина любой породы;
- фанера различной толщины;
- плиты USB, МДФ, ДВП и ДСП;
- листы из композита с пластиковой облицовкой или ламинированные плёночно-бумажным материалом, меламином или шпоном.
«Циркулярка из циркулярки»
В среде столяров-самоучек считается, что превращение ручной циркулярной пилы в станковый инструмент — самый простой метод получения сразу «трех зайцев», а именно:
- высокого качества реза, гарантированного высокими оборотами вращения пилы;
- вала, установленного в коллекторном двигателе на подшипники, с честью выдерживающего радиальную нагрузку;
- идеального (консольного) крепления диска, оно дает возможность относительно быстрой замены режущего инструмента, поэтому разборки циркулярки не потребуется.
Главное преимущество изготовления такого станка — «родной» двигатель, гарантирующий максимум производительности благодаря идеальному вращающемуся моменту, оптимальным оборотам. Другие плюсы данного решения:
- Относительно простая фиксация, позволяющая быстро снять пилу в случае большой необходимости.
- Мощный двигатель, обеспечивающий долгую работу из-за способности выдерживать значительные нагрузки.
- Нормальный тепловой режим, который гарантирует принудительная вентиляция этого ручного инструмента.
- Возможность получить достаточную глубину реза, используя диски большого диаметра. 60-75 мм — величина, дающая хороший шанс сделать качественные заготовки для различных изделий, изготавливаемых в домашних условиях.
Станина и столешница
Переделка ручной пилы в циркулярный станок начинается с изготовления стола (либо корпуса-коробки), с обратной стороны которого потом будет крепиться ручной электроинструмент таким образом, чтобы над поверхностью столешницы выступала часть режущей кромки.
Форму и размер стола выбирают, ориентируясь на габариты будущих пиломатериалов. Если планируют делать заготовки небольших размеров, то вполне хватит длины 1500 мм, ширины — 600-700 мм. Для изготовления станины циркулярки подходит стальной уголок, имеющий ширину полки, равную 25-30 мм. Сверху и снизу конструкцию усиливают распорками, сделанными из того же уголка или арматуры. Этот вариант оптимален, чтобы обеспечить каркасу станка максимальную жесткость.
Для столешницы чаще выбирают ламинированную ДСП либо ОСП, некоторые мастера останавливаются на фанере, толщина этого материала — 15-20 мм, но можно взять более тонкий материал, а затем соединить вместе 2 листа. Элементы, составляющие столешницу, совсем не обязательно должны быть одинакового размера, иметь симметричное расположение относительно станины. Главное, чтобы конструкции не грозил риск опрокидывания.
В столешнице делают запил, предназначенный для выдвижения диска. Ту часть поверхности стола, что будет прилегать к режущему инструменту, нередко закрывают жестью, металлическим листом (алюминий, сталь), текстолитом или пластиком. Такое решение дает возможность максимально облегчить перемещение деревянного пиломатериала.








Модификация управления пилы
Такие операции можно выполнять лишь в одном случае: если у инструмента закончился гарантийный срок. Для удобства управления циркулярным станком контакты кнопки и гашетки (рычага) выводят на внешний электрический выключатель, который крепят на корпусе в удобном месте, но там, где полностью исключены случайные нажатия.
Если хозяин предусматривает в будущем возможность периодически снимать ручной инструмент, то контакты фиксируют изолентой либо хомутом. Шнур циркулярки в этом случае включают в переноску, оснащенную кнопкой-выключателем.
Направляющая линейка
Она необходима для точного реза материала разной ширины, поэтому эта линейка (упор) обязана уметь перемещаться параллельно режущей кромке. Такой элемент также изготавливают из стального уголка. В столешнице делают прорези, в которых крепят концы направляющей с помощью винтов.
Более простой вариант — сосновая доска. Ее ширина — 40 мм, длина ее — на 200 мм больше, чем у стола. Сначала в нижнюю часть выступающих краев запрессовывают гайки, а винтами фиксируют Г-образные зацепы. После установки доски на столешницу циркулярки их притягивают винтами, благодаря им крючки поднимаются и надежно крепят линейку. Так же легко ее можно переместить в любое место.
Принцип работы оборудования
Принцип действия станка для ДСП несложен:
- Распиливаемый лист упирается в левый неподвижный упор рабочего стола.
- Проводится разметка линии реза.
- Запускается двигатель.
- После набора рабочих оборотов, стол двигают по направляющим к диску и производят распил по намеченной линии.
Основные настройки и регулировки устройства следующие:
- позиция листа;
- глубина пропила;
- угол реза.
На мебельных фабриках наряду со станком для распила используют дополнительное оборудование, оно предназначено для работы по отделке и выполнения вспомогательных операций. Это фрезер для разделки кромок, ламинирующая установка и сверлильный станок
Другие типы подрезных дисковых пил:
- составные подрезные пилы;
- цельные (монолитные) подрезные пилы (в том числе конические).
Регулируемые составные пилы имеют две части, соединенные между собой и механизм регулировки ширины пропила. Обе части имеют одинаковое количество зубьев, чаще всего 10-12. Изменяя настройку регулирующего механизма, пила меняет ширину подрезки, и её можно использовать для основных форматных пил разной ширины на форматно-раскроечных станках, не имеющих возможности регулирования подрезной пилы по высоте пропила.
Если такая возможность имеется, то используются конические подрезные пилы. Глубина пропила конической подрезной пилы зависит от ширины пропила основной пилы.
Качество спила ламинированного ДСП
Вспомогательная информация.
Станки для раскроя листовых материалов
Категория:
Деревообрабатывающие станки
Станки для раскроя листовых материалов
Далее: Станки для смешанного раскроя
Конструкция станков. Для обрезки мебельных щитов с четырех сторон и раскроя листовых материалов используют станки ЦТЗФ-1 и ЦТЗФ-2.
Плиты размером 1850X3750 мм раскрывают на станке ЦТМФ с программным управлением, а форматную обработку щитовых деталей выполняют на станках ЦФ2.
Станок форматно-обрезной трехпильный ЦТЗФ-1 состоит из сварной станины с двумя рельсовыми направляющими, закрепленными на стойках рамы.
На направляющих установлена каретка с распиливаемым материалом. Сбоку станка имеется пульт управления, гидростанция и гидропривод. На траверсе смонтированы два продольных суппорта с пилами и поперечный суппорт с пилой для поперечного пиления.
Суппорты позволяют опускать или поднимать пилы маховичками в зависимости от диаметра пил и толщины распиливаемой пачки плит. Продольные суппорты на траверсе на заданную ширину выпиливаемых деталей устанавливают вручную с помощью рукоятки через цепную передачу.
Подача суппорта поперечного резания вдоль траверсы осуществляется от гидромотора через систему блоков тросом.
Рис.
Каретка
Устройство, приводящее в движение подвижный стол. Каретка — ключевой элемент станка. От её типа и качества зависит точность реза (примерно 0,1 мм на 1 м распила). Причем однажды настроенная каретка должна сохранять точность не один год!
Каретки форматно-раскроечных станков бывают двух видов:
— роликовые; — шариковые.
Какая лучше? Сами производители не скажут Вам в точности, так как у каждого типа свои преимущества.
Роликовые каретки дают большую точность и выдерживают большие нагрузки, поэтому подходят для тяжёлых, много работающих станков, но и стоят дороже. Шариковые каретки менее долговечны, но дешевле, и больше подходят для малых производств.
Важен и материал каретки, обычно это прочный и лёгкий алюминиевый сплав. Есть «бюджетные» роликовые каретки, где ролики не полностью металлические, а частично из пластика. Срок службы такой каретки ниже. Хотя при правильной эксплуатации каретка прослужит свыше гарантийных 5-6 лет.
На какие параметры обращать внимание при выборе станка:
- — тип и длина каретки: от первого зависит точность распила и долговечность оборудования, от второго — длина пропила, то есть максимальный размер детали, которую Вы сможете распилить – обычно 3200 мм;
- — диаметр пилы: от него зависит высота пропила, то есть максимальная толщина заготовки;
- — мощность двигателя, от которой зависит производительность, и установленная мощность станка, то есть сумма мощностей основной и подрезной пил.
Дополнительные полезные опции форматно-раскроечных станков:
— наличие защитной системы аспирации – станок оборудован устройством, которое, как пылесос, в процессе работы улавливает и отсасывает опилки. Эта опция очень важна для Вашего здоровья, так как дышать мельчайшими опилками вряд ли полезно!
— наличие пневматического прижима пилы также важно для безопасности работы. Заготовка надёжно фиксируется, благодаря чему, во-первых, пальцы не попадут под пилу; во-вторых, повысится точность распила
У современных моделей мебельных станков есть ещё немало разных опций, однако перечисленных для успешной работы на небольшом производстве вполне достаточно.
Знакомство со станком
Как своими руками сделать токарный станок по металлу
Данное форматное оборудование, изготовленное в промышленных условиях или самостоятельно, выполняет задачу раскроя многих материалов:
- древесина разных пород;
- фанера;
- шпон;
- ДСП;
- МДФ;
- ДВП;
- ламинат;
- листовые композиты;
- облицовочный пластик;
- меламин.
Разрезать без сколов эти материалы возможно, благодаря установке на форматный станок отдельной пилы малого диаметра, выполняющей предварительную подрезку по дереву на линии действия основного диска.
Основные части
Каждый форматнораскроечный агрегат включает в себя такие конструктивные элементы:
- станина;
- основной стол (неподвижный);
- дополнительный стол (подвижный);
- узел раскроя (пильный);
- направляющие;
- приспособления дополнительной комплектации.
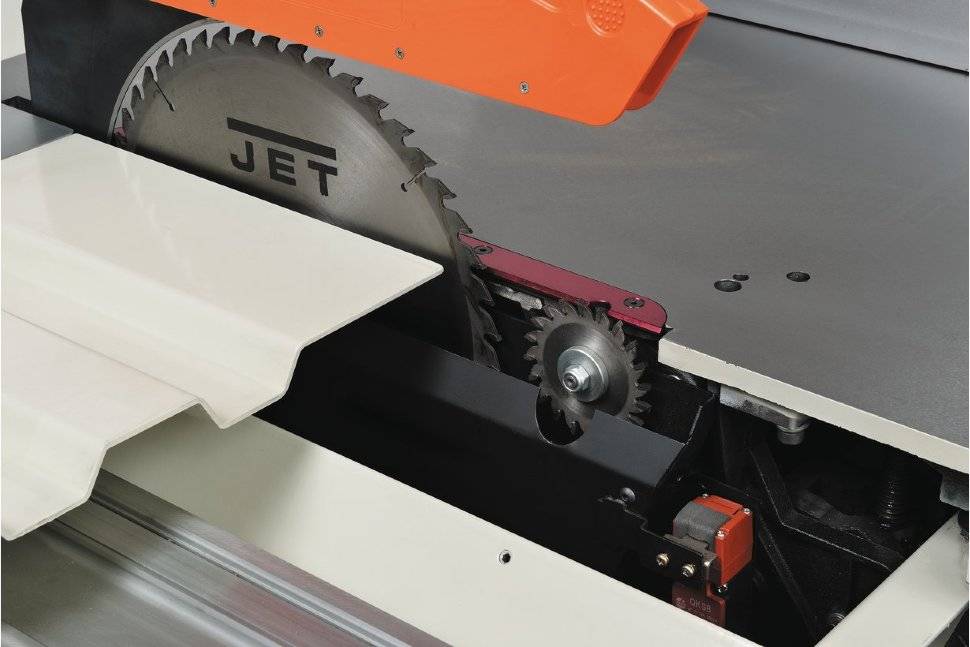
Пильный агрегат
Эта часть раскроечных станков представляет собой цельный блок на раме, состоящий из 2 пил с электродвигателями мощностью от 3 кВт до 5,5 кВт. Высота расположения над столом в среднем 0,08 – 0,13 м устанавливается ручной настройкой или электромеханическим приводом. Угол наклона меняется в пределах 0 — 46° при помощи поворотных секторов.
Подрезной диск Ø до 120 мм, скоростью 8000 об/мин, имеет направления вращения по ходу заготовки. Для сокращения времени перенастройки у форматно раскроечного станока felder присутствует система, которая позволяет убирать в сторону подрезной орган одним нажатием кнопки. Это необходимо, когда для производства детали на фельдер нужен основной диск большого диаметра.

Устройство пильного узла
Основная пила вращается со скоростью 4000 – 6000 об/мин против направления подачи листа. Режим работы задают в зависимости от твердости материала (рез по дереву, слоистым, клееным плитам ЛДСП, пакету).










Движение по вертикали происходит 2 способами: поворот вокруг горизонтальной оси, скольжение по вертикальным направляющим. При установке узла раскроя в различные положения, пилы продолжают находиться в одной плоскости по отношению друг к другу. Ось поворота рассчитана и выполнена с использованием цапф так, чтобы не допустить заклинивания вращающегося ножа в неподвижной части форматного стола.
Столы
Неподвижная основа представляет собой гладкую фрезерованную плиту из чугуна. Увеличение размера рабочей зоны под крупногабаритный мебельный материал достигается дополнительной навеской плоскостей (удлиняющих, расширяющих), перемещением упорной линейки.
Размещение форматного листа раскроя производят на базовой плоскости подвижного стола. Конструкция собрана на каретке жестко, исключая деформации под максимально разрешенным весом пакета. Материал изготовления – алюминий. В нем сочетается прочность (многокамерный профиль) и незначительный собственный вес. Чтобы избежать следов от трения стола и заготовки в процессе производства, алюминий проходит специальную обработку (анодирование).

Роликовая каретка
Составные элементы подвижного стола:
- каретка;
- опорная рама;
- угловая упорная линейка;
- откидные упоры;
- телескопические упоры.
Длина каретки в среднем 3,2 м, что позволяет укладывать сырье, соответствующее стандартным размерам для дсп, большинству других листовых материалов. Выход раскроечного узла за край реза составляет 20 – 30 см.
Механизм передвижения стола
Движение тележки происходит по призматическим направляющим профилям посредством роликов (шариков), удерживаемых сепаратором. Элементы вращения бывают стальными, пластиковыми. V-образный профиль направляющих изготовлен из стали. Крестообразный способ расположения X-Roll дает равномерное распределение нагрузки и плавность хода. Вибрации, перекосы устраняются системой регуляторов, компенсаторов.
Дополнительная оснастка
Точность форматно – раскроечной обработки на станке повышается автоматизацией работы, остановки, возврата в исходное положение, возможностью программирования операций, отслеживанием процесса на пульте управления оборудованием. Раскроечные модели станка, представленные в мебельной промышленности (россия) комплектуются в различных вариантах:
- электрическим тормозом основной пилы;
- двигателями повышенной мощности;
- регуляторами скорости вращения диска;
- системой смазки;
- электромеханическими приводами настройки положения узлов, приспособлений;
- прижимными устройствами для заготовки;
- датчиком вибрации;
- дополнительными упорами, линейками;
- блоками программирования, индикации, защиты;
- системы локализации стружки, пыли;
- выдвижными опорными рамами.
Виды и классификация
Выбирая оборудование для мебельного цеха, необходимо учитывать специфику деятельности, планируемые объемы выпуска, а также размеры помещения, где планируется осуществлять основную деятельность. Все станки для мебельного производства подразделяются на следующие категории:
- фрезерные станки с ЧПУ;
- форматно-раскроечные;
- кромкооблицовочные;
- сверлильно-присадочные;
- обрабатывающие центры с ЧПУ;
- оборудование и прессы для облицовывания;
- оборудование для обработки шпона;
- покрасочные камеры;
- упаковочное оборудование;
- багетное оборудование;
- оборудование для производства матрасов;
- оборудование для изготовления стульев;
- межстаночная механизация.
С помощью фрезерных станков осуществляется фрезеровка поверхности материалов.
Форматно-раскроечные устройства бывают горизонтальными и вертикальными.
Сверлильно-присадочные и сверлильные станки для мебельного производства необходимы при создании сквозных или глухих отверстий для последующей сборки мебели и крепления фурнитуры. .
Для защиты готового изделия от деформации его покрывают специальной кромкой. Обработка торцов осуществляется на специфическом оборудовании – станке для кромкования и облицовки.
Элементы распила и отдельные детали отличаются немалым весом и внушительными размерами. Поэтому достаточно весомое значение имеет межстаночное оборудование. С помощью конвейерных линий заготовки перемещают по цеху.
МДМ – техно решает любые производственные задачи
Предложения МДМ-ТЕХНО способны удовлетворить потребности любого клиента. У нас есть оборудование для лазерной резки фанеры, а также:
- станки для форматного раскроя ДСП, в том числе установки с перемещаемой кареткой;
- множество видов пил вертикального класса;
- автоматизированные центры для резки листовых деревосодержащих материалов;
- ленточнопильные установки для резки ДСП;
- торцовочные станки для концевой отрезки заготовок;
- двусторонние форматные обрезные установки;
- оборудование для фигурной резки фанеры с разным уровнем возможностей.
В интернет магазине компании МДМ-ТЕХНО представлены функциональные, современные технические решения с привлекательной стоимостью. Многообразие предложений позволяет каждому клиенту сделать оптимальный выбор. Легко купить станки, способные результативно решить стоящие перед мебельным производством задачи.
Форматно-раскроечный станок CORMAK PS315-2000
Продукция известна своим превосходным качеством сборки узлов и деталей. Два диска пильного узла закреплены на шпинделях, которые могут поворачивать пилы на угол 45. Рабочий стол станка собран из алюминиевого полированного профиля.

Подрезной пилящий диск первым прорезает заготовку, оставляя в ней ровную без изъянов канавку. Второй основной диск расширяет паз и довершает сквозной пропил. Специальные упоры надёжно фиксируют обрабатываемую плиту, не допуская смещения во время производственного процесса
Торцы полученных фрагментов отличаются совершенно гладкой поверхностью без заусенцев, что особенно важно при нарезке элементов корпусной мебели из ламинированных ДСП и МДФ





