

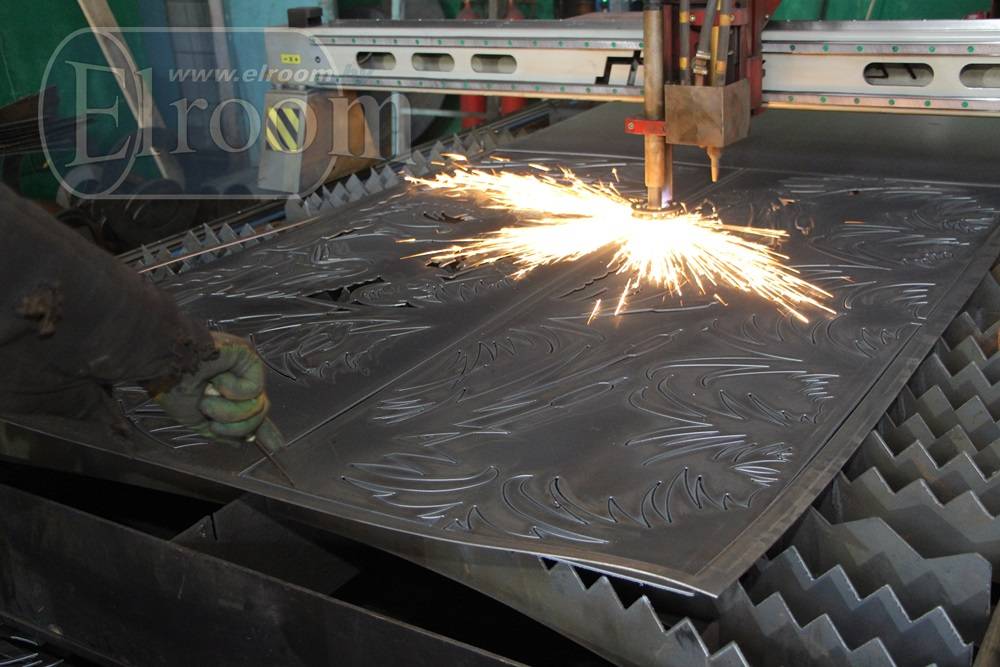
Готовые изделия по чертежам для плазменной резки
Огромное количество ярких задумок остаются на стадии идеи, не получая воплощения, только потому что их автор не обладает какими-либо навыками. Например, он не может перенести идею в формат чертежа или не умеет выполнять резку изделия по чертежу. Наша компания поможет вам довести дело до конца.
Мы обеспечим вам:
- грамотную техническую консультацию по технологиям и материалам;
- перевод чертежей в электронный вид;
- полный цикл производства от разработки до доставки готового изделия получателю.
У нас есть все необходимое оборудование для производства металлоизделий, поэтому мы берем на себя ответственность в решении за вас самых сложных и необычных задач в сфере металлообработки.
Для работы над заказом мы принимаем:
- эскизы;
- чертежи;
- дизайн проект.
У нас есть все необходимое оборудование для быстрой и качественной резки, обеспечивающее высокую точность раскроя, даже когда речь идет о фигурных и сложных изделиях.
Наша компания оперативно выполняет заказы частных лиц и компаний. Стоимость услуги остается низкой, а сокращения затрат удается добиться за счет минимального энергопотребления станком.
Особенности технологии
- Толщина заготовок – до 220 мм.
- Обрабатываются любые металлические вещества.
- Скорость первичного потока при начальной дуге обычно составляет 800 – 1500 м/с.
- Чем уже сопло, тем больше ускорение потока.
- Проплав очень точный, точечный.
- Область возле разреза остается фактически не нагретой.
Есть два подвида процедуры в зависимости от замыкания проводящего контура.
Как работает резка плазменной струей
Металл не является замыкающим элементом, он находится между двумя сторонами – анодом и катодом. Принцип используется в том случае, когда обрабатываются неметаллы и вещества с низкой электропроводностью, то есть диэлектрики. Плазма образуется между электродом и наконечником, а заготовка просто находится между двумя полюсами.
Плазменно-дуговая резка
Используется, когда нужно разрезать металлическую плашку, которая имеет высокую токопроводимость. Это позволяет разжигать электродугу между проводником и образцом для резки. При этом образуется струя. Плазмообразование происходит при содействии кислорода под высоким давлением и ионизирующего газа.
Обрабатываемая зона резги начинает плавиться и капли выдуваются вниз, образуя отверстие, ровный срез. Применяется постоянный ток прямой полярности.
Основные преимущества
Резка металлов с помощью плазмы является одним из наиболее современных и технически совершенных способов работы с различными металлами.
Эта технология появилась относительно недавно, но получила широкое распространение, благодаря ряду преимуществ, которые она предлагает по сравнению классическими инструментальными методами работы с металлами.
Основные преимущества плазменной резки металла заключаются в:
- скорости резки;
- универсальности (можно работать с любыми металлами и славами);
- нет ограничений по форме обрабатываемых деталей и сложности вырезаемых фигур;
- срез, который образуется в процессе резки, обладает высокой чистотой и качеством поверхности.
Для того, чтобы максимально использовать все преимущества плазменной резки металлов — необходимо правильно и точно подбирать режимы работы установки под конкретный материал, при этом необходимо учитывать множество факторов, таких как:
- свойства материала;
- его толщина;
- скорость и температура плазмы;
- скорость выполнения разреза.
При правильном подборе этих, а так же некоторых других специфических параметров — плазменная резка будет осуществляться быстро и с высоким качеством.
Резка металла с помощью плазмы более безопасна, чем обычная газопламенная резка, так как в процессе резки не используются баллоны с кислородом, горючими газами.
Таблица скоростей плазменной резки
Аппараты для плазменной резки могут иметь различные габариты и назначение.
Аппараты для ручной плазменной резки могут производится с различными конструктивными особенностями сопла и охладительных систем.
Наиболее компактные и универсальные из них могут работать на открытом воздухе, в условиях открытых строительных либо монтажных площадок.
При этом, плазма может создаваться как на прямую – из воздуха, так и из подаваемых газов, таких как водород либо аргон.
Еще одним различием в таких аппаратах является система охлаждения плазмотрона, она может быть как жидкостной так и воздушной.
Воздушная система лучше подходит для работы на открытых площадках, но обладает меньшей эффективностью и не позволяет аппарату развивать действительно высокую мощность.
Если еще 20-30 лет назад резка металла плазмой была мало распространена и относилась к экзотическим методам работы с металлами, то в наше время можно легко найти компании, которые занимаются предоставлением таких услуг, либо же самостоятельно приобрести оборудование для осуществления ручной плазменной резки.
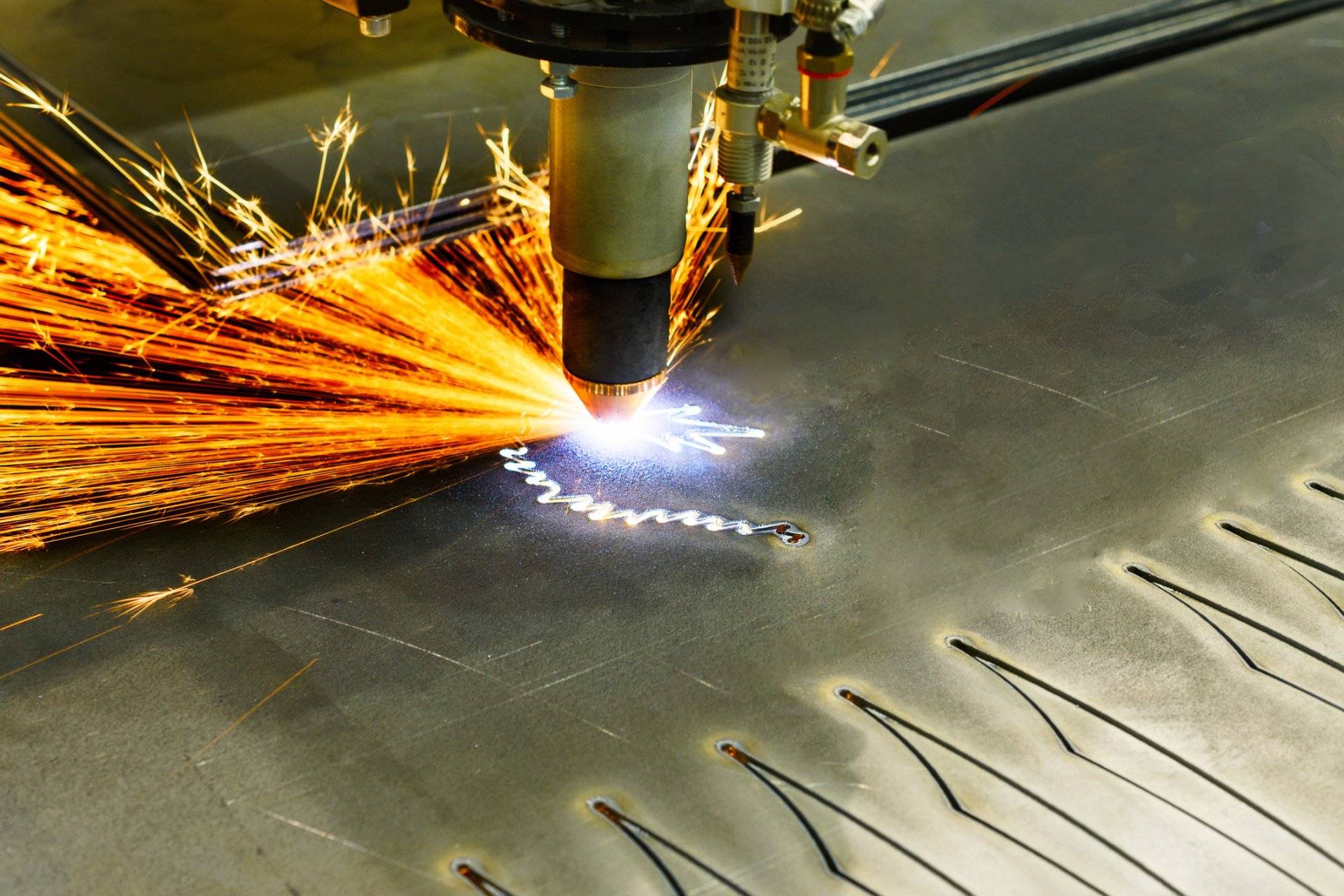
Технология работы плазморезкой
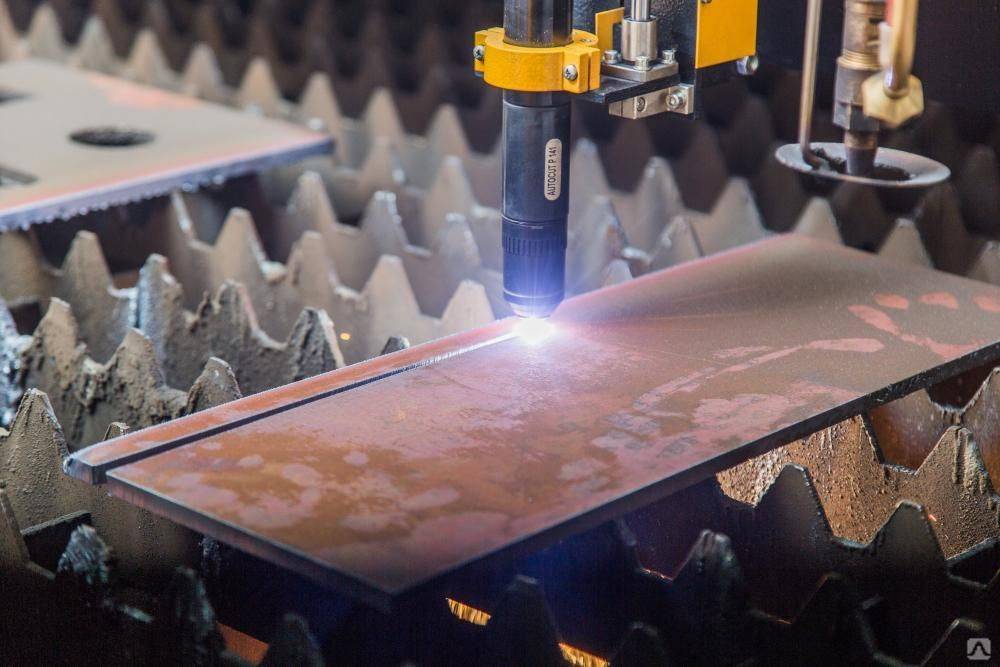
Перед тем как начать разрезание плазмой, стоит знать, как проходит весь процесс. В отличие от лазерной резки, горелку плазмы стоит разместить близко к краю материала.
После включения кнопки «пуск» будет зажжена сначала дежурная дуга, потом режущая. Горелку с режущей дугой необходимо медленно вести по материалу.








![Ручная плазменная резка [аппараты, оборудование, видео]](https://benzo-electro-instrument.ru/wp-content/uploads/2/1/5/215ecd6abd3f72e359d54923ac6dd3a5.jpeg)
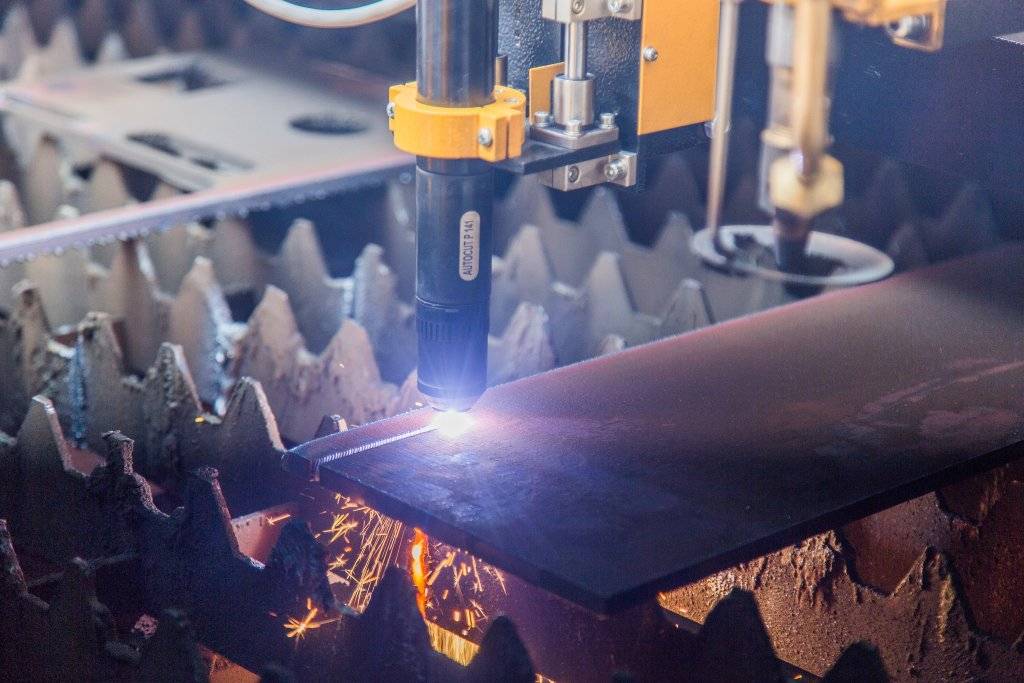
Для регулировки скорости разрезания, рекомендуется контролировать появление искр с другой стороны металла. Когда их нет, то полностью материал разрезать не удалось.
Причин можно отметить несколько: высокая скорость прохождения аппарата, низкий ток, горелка не находилась под углом в 90 гр. к разрезаемому металлу. Как правильно установить угол резки, показано на видео.
Видео:
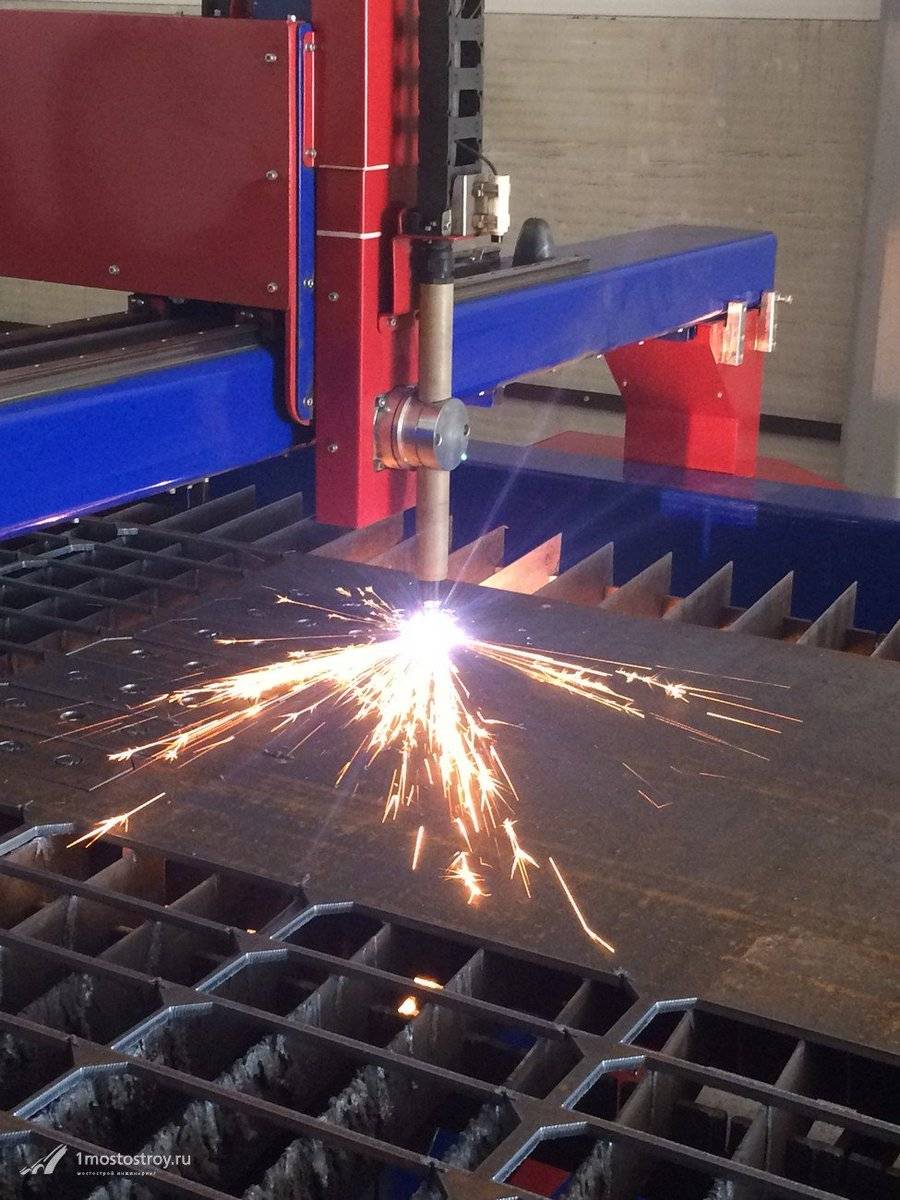
После завершения процесса, горелку нужно наклонить, как показывают схемы. Стоит помнить, что после выключения пуска, воздух будет идти еще какое-то время.
Проплавить полностью металл плазморезка сможет в тот момент, когда наклон составит 90 градусов и выше.
После включения аппарата — дождаться появления режущей дуги, создать между горелкой и материалом прямой угол. Так любая фигурная конструкция может получить отверстие.
При работе с плазморезкой стоит изучить схемы аппарата — в них указана наибольшая толщина металла, в котором можно сделать отверстие. Технология плазменной резки подробно показана на видео.
Видео:
Декор из древесины и ширпотреб
Если есть намерение производить декор из деревянных заготовок, надо знать, что дерево должно быть хорошо просушено, имея влажность, аналогичную влажности воздуха помещения, где планируется обработка. Для этого оно должно полежать там минимум неделю.
И уже потом можно производить на фрезерном станке журнальные столики с резными ножками, декоративную решётку для маскировки радиаторов отопления, подгардинники, табуреты и подсвечники, оригинальные рамы, массивные деревянные кресты, полочки и кронштейны, кресла, подставки для комнатных растений, жалюзи из деревянных плашек, подставки для телефона, под сковороду для горячей посуды или под чашки.
Стоимость эксплуатации
Стоимость эксплуатации установок складывается из стоимости
- энергетических затрат и затрат на рабочие газы;
- стоимости расходных комплектующих;
- стоимости сервисного обслуживания и ремонта.
Энергетические затраты
Основными потребителями электроэнергии в лазерной и плазменной установках являются лазер (источник тока для плазмы), координатная система со стойкой управления, вытяжная система, чиллер (для охлаждения рабочего тела лазера или мощного плазмотрона).
Энергопотребление лазерных и плазменных установок может быть близко по значению или различно, что зависит от ряда факторов. Например, при резке металла одной толщины (до 5..8 мм) с одной скоростью лазером и плазмой энергопотребление установок (включая оборудование, необходимое для работы установок – компрессор, чиллер, и др.) практически одинаково.
По иному обстоит дело при высокопроизводительной лазерной резке на высокой скорости. При той же толщине металла уже понадобится лазерная установка мощностью в 3..4 раза превышающей мощность плазменного станка. При резке металла толщиной более 8 мм потребная мощность лазера возрастает в несколько раз по сравнению с плазменными установками.
Энергопотребление установок при резке тонколистового металла находится либо на одном уровне, либо с небольшим перевесом в сторону плазмы. Резка толстого металла требует уже более высоких энергозатрат от лазера. В первом приближении лазерные и плазменные установки можно отнести к одному классу энергопотребления.
Обе системы резки включают в себя источник сжатого воздуха (кислорода, азота). Лазерная резка требует более высокой степени очистки рабочего газа, чем при плазменной резке, что, в свою очередь, требует присутствия высококачественных фильтрующих элементов, сепараторов, и др. в системе подготовки газа.
Расходные элементы и комплектующие
Основными расходными комплектующими для плазменной резки являются сопло и электрод, подвергающиеся непосредственному износу в процессе работы. При интенсивной резке, в зависимости от толщины металла, комплекта сопло-электрод может хватать на 600-800 прожигов или на 5-8 часовую рабочую смену. Защитные экраны, завихрители и др. элементы плазмотрона выходят из строя, как правило, в результате неправильных алгоритмов прожига и резки или аварийных ситуаций. Замена данных комплектующих производится с помощью обычной процедуры «открутил-закрутил» в течении нескольких минут.
Понятие «расходные» комплектующие для лазера весьма условно, т.к. детали лазерного источника и режущей головки (линзы, отражающие зеркала, сопла) выходят из строя реже, чем у плазмотрона, но их поломка и замена вытекают в дорогостоящий сложный ремонт. Например, «банальная» очистка линзы должна производиться под микроскопом в стерильных условиях и специальными инструментами. Стоимость линзы в 10..30 раз выше стоимости комплекта «сопло-электрод» для плазмы, а, например, лампа накачки для мощного СО2 лазера может стоить как качественный комплектный источник плазмы.
Сервисное обслуживание и ремонт
При правильной эксплуатации источник плазмы и плазмотрон не требует каких либо сложных операций по регулировке и сервисному обслуживанию. Данные операции сводятся к продувке внутренних полостей источника тока и плазмотрона. Элементы плазмотрона легко заменяются силами эксплуатанта. При замене же каких-либо оптических деталей лазерной головки требуется сложная регулировка квалифицированным персоналом.
От чистоты поверхности металла напрямую зависит срок службы лазерной головки, напротив, при плазменной резке на поверхности допускается как ржавчина, так и масляный налет.
Стоимость эксплуатации одного и того же оборудования на различных производствах может отличаться в несколько раз. На это влияет толщина основного обрабатываемого металла, время непрерывной работы, качество и своевременность технического обслуживания, правильная подготовка рабочих газов.
Резак на основе трансформатора
Как и другие компоненты системы, источник питания собирают или дорабатывают своими руками. Подробная инструкция помогает легко справиться с этой задачей.
Схема устройства
В электрическую цепь аппарата входят такие узлы:
- сварочный трансформатор с выпрямителем;
- пусковое реле;
- осциллятор;
- резистор, понижающий напряжение вспомогательной дуги;
- кнопка запуска;
- контактор, деактивирующий изначальную дугу;
- компрессор с элементами управления.
На правильно составленной схеме должны отображаться все элементы вне зависимости от мест их расположения.
Какие детали будут необходимы
Помимо сварочного инвертора, для создания аппарата потребуются:
- Держатель со сменным стержнем. При силе тока до 100 А и толщине обрабатываемой детали до 5 см элемент изготавливают из меди. Держатель более мощного агрегата снабжают каналами для жидкостного охлаждения. Для розжига дуги оставляют расстояние в 2 мм между соплом и электродом. Главный стержень делают подвижным.
- Изолятор из фторопласта. По причине быстрого износа деталь является сменной.
- Корпус с соплом.
- Кабели: силовой и для розжига дежурной дуги.
- Шланги. В аппаратах с жидкостным охлаждением неизолированный провод находится в трубке, подающей воду к горелке. Также потребуется отдельный шланг для вывода газа в сопло.
Сборка плазменного резака
Работу начинают с переделки сварочного трансформатора. Количество витков обмотки выбирают с учетом будущих характеристик оборудования и разрезаемых деталей.









При толщине листа до 1,2 см, силе тока 50 А и напряжении холостого хода 20 В устанавливают такие значения:
- сечение сердечника – 107 мм²;
- число витков первичной обмотки – 225, вторичной – 205.
После переделки трансформатора подсоединяют другие элементы:
- Компрессор производительностью 140-190 л в минуту. Давление, создаваемое агрегатом, должно составлять более 4,5 бара.
- Кабели и шланги для объединения компонентов. Сечение питающего провода зависит от мощности плазмореза. При силе тока 50 А оно составляет 6 мм². Сечение провода для дежурной дуги – 1,5 мм². Рекомендованный диаметр воздушного шланга – 1 см.
- Осциллятор. При создании плазмореза из трансформатора в качестве этого блока можно использовать автомобильную систему электронного зажигания.
Воздушный шланг соединяют с отводом компрессора. Провод клавиши пуска подключают к управляющему блоку.
Особенности использования
При работе с резаком из трансформатора от сварочного полуавтомата тщательно соблюдают правила безопасности, что объясняется воздействием следующих вредных факторов:
- Брызг расплава. Под влиянием плазмы металл нагревается до экстремальной температуры. Воздушный поток выдувает его из линии разреза. Попадание брызг на некоторые материалы приводит к их возгоранию. Контакт расплава с кожей человека приводит к глубоким ожогам. Поэтому плазменную струю направляют в противоположную от сварщика и легковоспламеняющихся материалов сторону.
- Запыленности и загрязненности воздуха вредными газами. Металл при плазменной резке начинает гореть. Дым опасен для органов дыхания человека. Поэтому над рабочим столом устанавливают вытяжку. Мастер надевает респиратор.
- Яркого света. Плазмотрон является мощным генератором ультрафиолетового излучения, вызывающего ожог сетчатки глаза. Поэтому резчик надевает защитную маску, оборудует рабочую зону передвижным щитом.
- Температуры. Края полученных заготовок длительное время сохраняют тепло. Прикасаться к ним можно только в рукавицах после остывания деталей.
Виды и технологии плазменной резки
Различают три технологических подхода в зависимости от среды, в которой проходит процедура:
- Воздух или азот в сочетании с электричеством. Самый простой аппарат.
- Два защитных газа, которые оберегают область воспламенения от воздействия окружающих веществ. Благодаря этому, появляется максимально чистая атмосфера – в этом пространстве будет очень ровный срез.
- С водой. Жидкость одновременно имеет две функции – защитную и охлаждающую. Применяется не со всеми металлами, так как некоторые из них вступают в химическую реакцию или быстрее после такой металлообработки окисляются.
Особенность всех трех типов в применении безопасных, пожаробезопасных материалов.

Этап второй: запускаем газовый резак
На этом этапе нужно настроить оборудование для резки, ориентируясь на толщину металла. Сперва на редукторах регулируется давление газов. Для кислорода оно составляет 5, а для пропана – 0,5 атмосферы. Затем поступаем следующим образом:
- Открываем баллон с пропаном и поджигаем резак.
- Упираем сопло в металл с небольшим наклоном и пускаем кислород.
- Настраиваем пламя. Для этого нужно поочередно открывать и закрывать пропан и кислород чтобы добиться появления так называемой коронки. Пламя должно приобрести синий цвет.
Все настройки на этом завершены. Теперь остается лишь разрезать металл.
Выбор плазмореза с ЧПУ для домашнего производства
Каким критериям стоит уделять наибольшее внимание при выборе перед покупкой недорогого плазмореза для домашнего производства изделий из листового металла? Перед принятием решения о покупке необходимо:
- Указать производителю тип и толщину металла, который будет способен резать инструмент.
- Узнать можно ли работать плазморезом на морозе (для большинства моделей при морозе необходимо аппарат и компрессор помещать в теплое помещение).
- Определить тип резки – плазменно-дуговая или резка плазменной струей:
Также важные технические параметры и характеристики устройства:
Скорость резки плазмотрона под управлением ЧПУ
Этот параметр определяет производительность плазменного резака. Скорость резки зависит от типа и толщины материала относительно удельного напряжения плазменной электрической дуги. Естественно, чем выше скорость резания, тем эффективнее будет резак.
Максимальный ток резки
Сила тока плазменного резака является основным показателем его мощности, эффективности и максимальной толщины материалов, которые он способен обрабатывать. Этот показатель для плазменных резаков варьируется от 5 до 160 А. Современные плазморезы позволяют плавно регулировать силу тока в широком диапазоне.
Рабочий цикл
Это еще один чрезвычайно важный параметр устройства, определяющий темп работы. Рабочий цикл определяет, насколько быстро перегреется резак, и как скоро потребуется перерыв, чтобы снизить температуру рабочих компонентов. Рабочий цикл определяется процентом от 10 минут от времени, в течение которого устройство может работать, и времени, в течение которого оно должно перестать работать.
Рабочий цикл должен из минимум 35% работы и соответственно 65% времени простоя. Чем больше процент работы относительно простоя, тем более эффективным будет устройство. Профессиональные плазменные резаки способны работать на 60% и выше.
Параметры плазменного газа
Большинство плазменных резаков используют сжатый воздух с давлением от 4 до 7 бар. Чем выше давление, тем больше мощность плазменной струи и, следовательно, выше качество и скорость резки.
Охлаждение плазменной горелки
Охлаждение ручки – важный аспект, на который нужно обращать внимание. В большинстве плазменных резцов среднего размера рукоятка охлаждается сжатым воздухом из компрессора, тогда как в более крупных плазменных резцах промышленного типа из-за большей силы тока и выработки большего количества тепла рукоятка охлаждается жидкостью из встроенного охладителя
Благодаря данной бизнес-идее вы можете самостоятельно организовать домашнее производство широчайшего ассортимента продукции. Все что вам нужно станок компьютер и немного опыта работы в программах с векторной графикой, cad-системах, которым можно обучатся в интернет по онлайн курсам или видео-урокам. А дальше только масштабировать свой производственный бизнес. Изделия из металла отличаются надежностью и долговечностью. При нанесении на готовые металлические изделия акриловой краски их срок гарантийной эксплуатации начинается от 15-ти лет.






Обработка цветных сплавов
Во время обработки цветных металлов применяются различные способы резки с учетом плотности материала, его типа и иных технических показателей. Для разрезания цветных металлов необходимо соблюдение таких рекомендаций:
- Резка алюминия — для материала толщиной до 7 см, может применяться сжатый воздух. Использование его нецелесообразно во время низкой плотности материала. Качественный рез алюминиевого листа до 2 см достигается во время применения чистого азота, а с толщиной 7−10 см при помощи водорода с азотом. Порезка плазмой алюминия при толщине более 10 см производится смесью водорода с аргоном. Такой же состав советуют применять для толстостенной высоколегированной стали и меди.
- Порезка нержавеющих сталей — для проведения работ не советуют применение сжатого воздуха, с учетом толщины материала может использоваться чистый азот или смеси с аргоном. Нужно учесть, что нержавеющая сталь довольно чувствительна к действию переменного тока, что может приводить к изменению ее структуры и более быстрому выходу из эксплуатации. Порезка нержавейки производится при помощи установки, которая использует принцип косвенного действия.
Классификация плазмотронов
Плазмотроны для резки металла делятся на электродуговые, высокочастотные и комбинированные.
По виду образования дуги:
- С дугой прямого действия, которая горит между металлическим изделием и неплавящимся электродом. Источник питания — постоянный ток.
- С дугой косвенного действия. Не связанная с изделием, она возбуждается и горит между анодом-соплом и катодом-электродом. Питание осуществляется переменным током.
По виду охлаждения:
- воздушное;
- водяное.
Более популярным является водяное охлаждение плазмотрона, так как теплоёмкость воздуха ниже, чем воды. Водяное охлаждение позволяет устанавливать на сопло и электрод высокие тепловые нагрузки, что увеличивает производительность плазменной сварки. Недостаток этого вида охлаждения состоит в усложнении конструкции самого устройства и необходимости постоянной подачи чистой воды.
По способу стабилизации дуги:
- водяной;
- вихревой;
- двойной;
- аксиальный одинарный;
- магнитный.
Водяной способ стабилизации дуги сложен по конструкции, имеет ненадёжную систему автоматической подачи и регулирования электрода.
Наиболее простыми и распространёнными являются вихревой, двойной и аксиальный одинарный виды стабилизации дуги. Магнитный способ стабилизации дуги не очень эффективен. Он создаёт малый сжимающий столб дуги, устройство сложное в эксплуатации.
По виду электрода для работы с металлом:
- газозащищённые;
- расходуемые;
- плёнкозащищённые.
Чаще других используются газозащищенные катоды с вольфрамовым стержнем. Расходуемые — это графитовые катоды. Из циркония, запрессованного в медной обойме, изготавливаются плёнкозащищенные электроды.





