

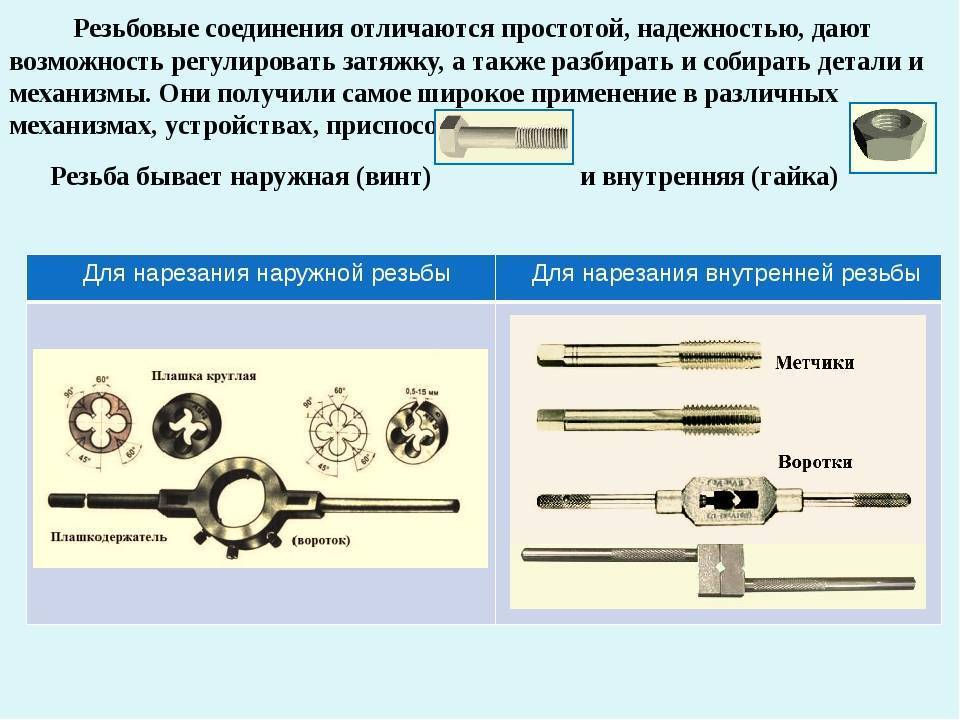
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия.
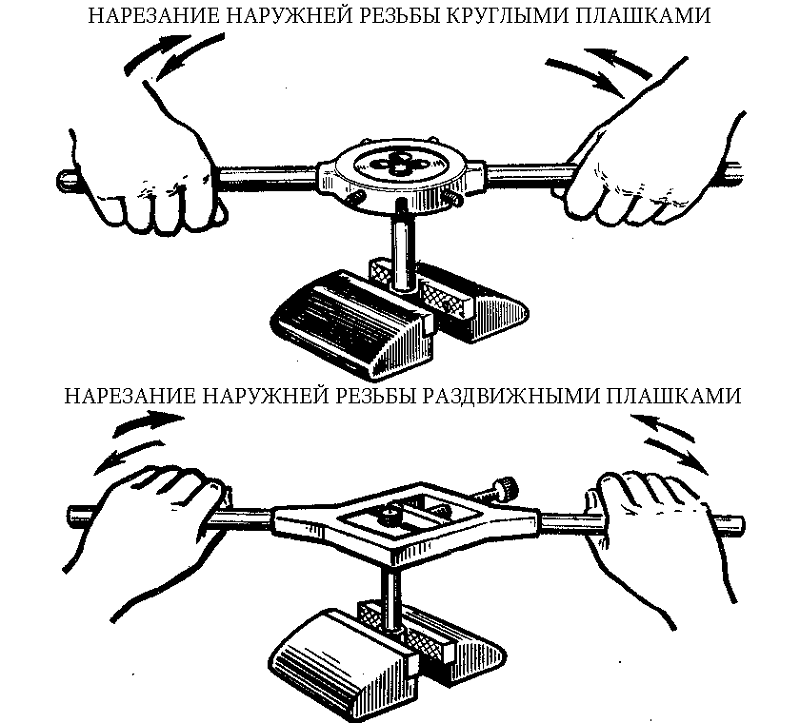
Варианты нарезания круглыми и раздвижными плашками
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
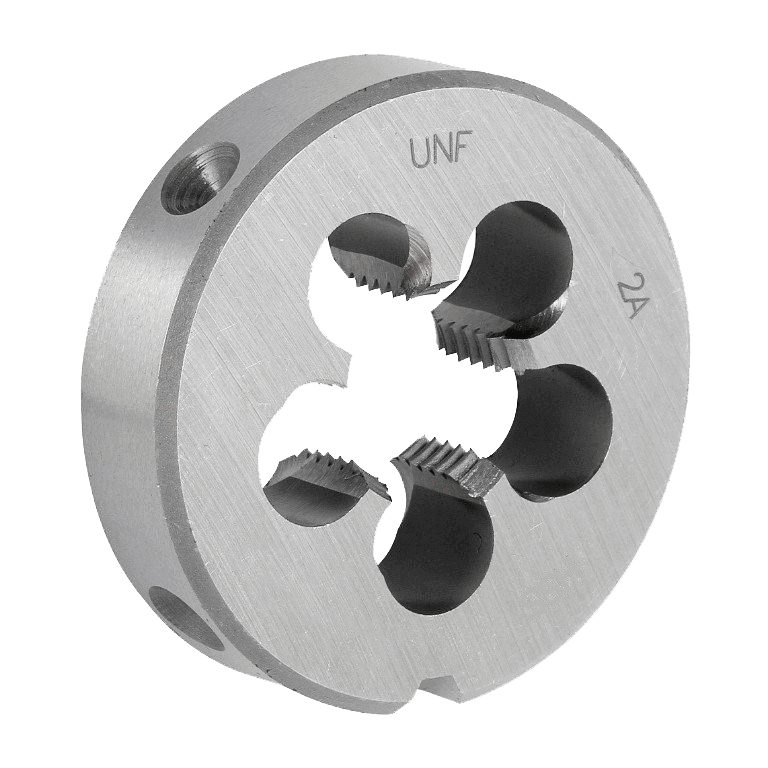
Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам
Некоторые специалисты могут определить параметры изделия «на глаз». Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла. Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом. Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким. В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.
Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Плашкодержатель с электроприводом

Его уже можно рассматривать как промежуточную модель для нарезки резьбы между ручным механическим инструментом и станком. Резьбонарезной электрический плашкодержатель значительно облегчает работу по нарезке резьбы и является более производительным. Есть разные варианты поставок в зависимости от набора аксессуаров и приспособлений.
В работе они используют те же головки, что и ручные модели (конечно, в рамках одной торговой марки и ограничений по диаметру резьбы). Направляющих губок в головке для устойчивого положения инструмента бывает недостаточно. Все-таки самый «слабый» из них имеет мощность 750 Ватт, но чаще используют модели от 1000 Ватт.
Если учесть, что передача вращения проходит с понижающим мощным редуктором, а 1 л.с равна 735, 5 Ватт, то удерживать в руках работающий инструмент уже проблематично. Поэтому в комплекте предусматривают струбцину-фиксатор. Как дополнительная опция может поставляться масляный насос для подачи специального масла в рабочую зону.

Есть определенные ограничения использования электрического клуппа. И дело даже не в том, что не всегда есть на площадке возможность подключения к сети. Электрический ручной плашкодержатель имеет вес от 5 кг и довольно значительные, по сравнению с механическим, габариты (тем более со струбциной). Поэтому при нарезке резьбы во время ремонта существующего трубопровода его применение просто невозможно.
Основное назначение — прокладка новых трасс и работа на объекте или использование в подготовке труб в условиях мастерской (хотя для этого уже можно применять переносные резьбонарезные станки).
В качестве продолжения темы — есть компактные переносные станки для нарезки резьбы.

Это идеальное решение для мастерской или заготовительного участка, если приходится работать со значительными объемами. Их мощность в Ваттах не отличается от бытового пылесоса или фена (от 1.5 кВт), но ее достаточно, чтобы обеспечить высокую производительность при работе с трубой до 4 дюймов. Они уже укомплектованы труборезом, гратоснимателем, автоматической подачей масла (точнее ее циркуляцией из поддона через систему фильтров) и могут устанавливаться на верстак или на съемные ножки. Трубогиб также можно сделать своими руками.
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
Диаметр нарезаемой резьбы М6 М8 М10 М12 М16 М20
Диаметр исходного стержня (или трубчатой заготовки),мм 5,80…5,95 7,75…7,90 9,70…9,95 11,80…11,95 15,80…15,95 19,80…19,95
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.

Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
https://youtube.com/watch?v=lsww6icPhaE%3F
Правила использования
Для изготовления винта на трубах потребуется набор плашек (гост 9740-71), вороток, то есть плашкодержатель, и зажим для труб.
Из набора инструментов выбирается та лерка, которая подходит по диаметру и шагу.
Если визуально определить необходимую не удается, на корпусе, как правило, сбоку, имеется соответствующая маркировка.
Необходимо не забыть и про то, что винт может быть как правым, так и левым.
Сам процесс начинается с подготовки трубы. Для этого с трубы снимают фаску, что легче всего сделать напильником. После этого на обрабатываемое место наносится любой смазывающий компонент. Это может быть и растительное масло, и моторное, и даже обычное сало.
Дальше плашка для нарезки резьбы, которая предварительно должна быть закреплена в плашкодержателе, подносится к трубе. Ею делается не меньше, чем полных два витка, направление которых совпадает с направлением резьбы.








В процессе этой работы, второй рукой необходимо сверху надавливать на лерку, чтобы та могла врезаться в металл. Как только это происходит, то дальше можно продолжать навинчивать до необходимой глубины.
Однако навинчивание не должно быть однонаправленным. Лучше всего делать пару оборотов вперед и хотя бы пол оборота обратно.
Проверка работы осуществляется простым навинчиванием гайки нужного размера и с нужным шагом.

Плашки для метрической резьбы
Надо сказать, что наиболее качественная и точная нарезка получается у разрезной плашки. Она имеет стопорное кольцо, с помощью которого есть возможность регулировки диаметра резьбы.
Есть и еще один нюанс с трубами. Например, они могут иметь несколько видов винтовых соединений:
- Упорное, то есть когда на соединяемые элементы оказывается постоянное большое одностороннее давление;
- Прямоугольное, то есть когда на соединяемые элементы находятся в движении;
- Трапециевидное;
- Треугольное.
Любой из этих видов изготавливается в последовательности, описанной выше.
Вывод: Как видно, винт используется повсеместно, так как это довольно надежный многоразовый способ крепежа. По этой причине и инструментов, которые способны нарезать резьбу, как внешнюю, так и внутреннюю, довольно много. Каждый из них имеет свои отличия и свои спецификации применения. Кроме того, каждый из них имеет свой ГОСТ, который регламентирует их изготовление.
Нарезка внутренней резьбы
Чтобы нарезать внутреннюю резьбу, мастеру потребуется метчик и вороток. Метчик состоит из 3 основных частей:
- Режущей части
- Калибрующей части
- Хвостовика
Вдоль винтовой нарезки метчика предусмотрены 3-4 канавки, которые используются для отвода стружки. Метчик может иметь несколько разновидностей головки:
- Вытянутую заостренную
- Плоскую
Метчики с вытянутой заостренной головкой используются для нарезки резьбы в сквозных отверстиях. В этом случае заостренная головка помогает центрировать режущую часть метчика при создании первых витков.
Метчики со сплюснутой головной частью используются для изготовления резьбы в глухих отверстиях. Такими метчиками немного сложнее нарезать первые витки резьбы.
Хвостовая часть метчика вставляется в вороток. Головка метчика помещается в отверстие и вращающим движением метчик вкручивается, нарезая таким образом резьбу.
Для нарезки внутренней резьбы обычно предлагаются комплекты метчиков. Если резьба создается в обычной углеродистой стали, то для винтовой нарезки рекомендуется использовать 2 метчика, черновой и чистовой.
Черновым метчиком делается первый проход. Суть чернового метчика в том, чтобы создать заготовку резьбы. В этом случае при прохождении чистовым метчиком можно добиться получения максимально чистой и точной винтовой канавки. При работе чистовым метчиком уже нет необходимости центрировать инструмент и прилагать излишние усилия для резки металла.
Если же внутренняя резьба создается в нержавеющей стали или твердом сплаве, то лучше всего использовать комплект из 3 метчиков: чернового, получистового, чистового. Тройной проход различными метчиками позволяет добиться получения винтовой канавки высокого качества.
Что еще нужно знать про виды резьбы.
Ручная или машинная нарезка внутренней резьбы
Как правило, вручную нарезается лишь метрическая резьба. При этом диаметр винтовой канавки обычно составляет не более 20 (мм). Если требуется создать резьбу более крупного размера, то мастеру потребуется помощь оборудования. Это же относится и к резьбе трубного (дюймового) типа.
Для машинной нарезки резьбы обычно используются:
- Токарный станок
- Сверлильный станок
- Резьбонарезная машина
Отличить метчики для ручной и машинной нарезки очень просто. В метчиках ручного типа хвостовая часть имеет квадратный шлиц, что позволяет фиксировать инструмент в воротке. Машинные же метчики имеют хвостовик под цанговый зажим или самоцентрирующийся патрон. В некоторых случаях хвостовик метчика создается под конус Морзе.
Отдельной категорией инструмента для машинной нарезки внутренней резьбы используются так называемые накатные метчики. Такие метчики лишены канавок для выхода стружки. В данном случае резьба создается без образования стружки.
Как нарезать резьбу плашкой.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140 0 .
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Источник
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
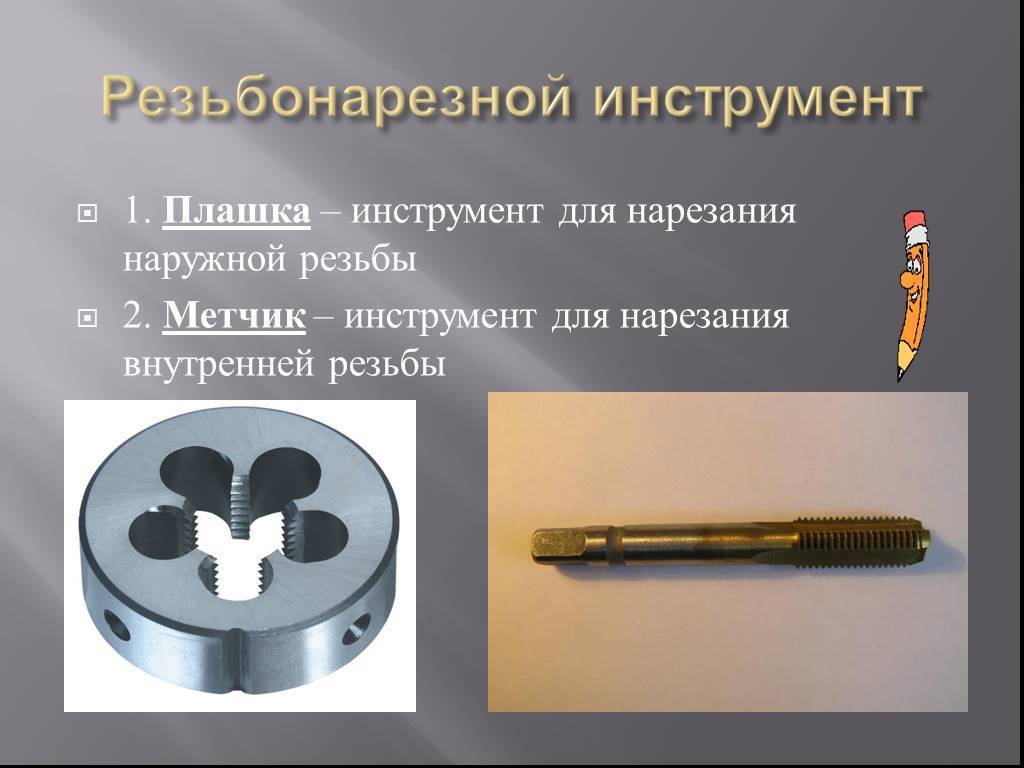
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Некоторые технические характеристики
Для начала отметим, что рассматриваемый тип инструмента может применяться только вместе со специальным держателями. Это связано с тем, что плашке следует передавать большое усилие во время механической обработки. Один держатель может использоваться для работы одновременно с различными типами лерок.
 Следует также учитывать нижеприведенную информацию:
Следует также учитывать нижеприведенную информацию:
- Левые плашки применяют для получения левонаправленной резьбы. Сегодня они используются крайне редко. Для обозначения инструмента наносится обозначение «LH». Подобная резьба требуется в том случае, когда элемент постоянно находится во вращении при эксплуатации.
- Трубные варианты исполнения отличаются от метрических, для обозначения на поверхность корпуса наносится символ «G».
- Для получения резьбы под конус применяется инструмент трубный конический. Чаще всего применяется на производственных линиях по выпуску станков или топливных трубопроводов. Обозначается путем нанесения на поверхность корпуса буквы «К».






При выборе инструмента следует уделить внимание и понятию шага — расстояние, образующееся между двумя соседними витками. Стоить учитывать, что плашка имеет основной и дополнительный шаг
Нарезание резьбы на токарном станке
Для формирования резьбы на токарном станке используют режущие инструменты, вершина которых перемещается с постоянной скоростью вдоль оси вращающейся заготовки. При этом на поверхности заготовки образуется винтовая линия. Наклон винтовой линии к плоскости, перпендикулярной центральной оси заготовки, зависит от соотношения скорости вращения шпинделя и скорости перемещения инструмента и обозначается углом подъема винтовой линии. Расстояние между двумя соседними одинаковыми элементами резьбы, измеренное вдоль оси, называется шагом резьбы.
При углублении инструмента в заготовку по винтовой линии образуется поверхность с такой же формой, как и у вершины инструмента. Профилем резьбы называется контур сечения резьбы на плоскости, проходящей через ее ось вращения. В зависимости от профиля резьбы делятся на треугольные, трапециевидные, прямоугольные и круглые, которые используются крайне редко. Резьба с прямоугольным профилем является упорной, она применяется для резьбовых пар, работающих под значительной нагрузкой.
В зависимости от формы базовой поверхности, резьбы разделяются на цилиндрические и конические. Конические резьбы используются в масляных, водяных, топливных и воздушных системах, словом там, где требуется герметичность соединения. По виду базовой поверхности резьбы можно разделить на внешние и внутренние.
По направлению различают левые и правые резьбы, правая резьба закручивается при вращении по часовой стрелки, а левая — против. По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
Нарезание резьбы резцами
Нарезание токарной резьбы резцами является наиболее распространенным способом. Оно применяется для создания наружной и внутренней резьбы. Для создания резьбы используются резцы призматической, стержневой и призматической формы. Их размеры и формы близки к аналогичным показателям фасонных резцов. Для наружной резьбы используются прямые и отогнутые резцы, для внутренней при небольшом диаметре отверстия применяются изогнутые резцы, а при большом диаметре — прямые резцы, закрепленные на оправке. Мелкие отверстия выполнить резцом невозможно. В глухих отверстиях при выполнении резцом резьбы предусматривается выточка для его выхода и фаски на кромках отверстия.
Большой выбор резцов и другого режущего инструмента для токарных станков можно найти в Разделе «Режущего инструмента для токарных станков».
Резцы для нарезания резьбы имеют в качестве режущей кромки пластины из быстрорежущих сталей и твердых сплавов. Для предварительных операций применяются пластины из сплавов Т15К6, Т14К8 и их аналоги, а для чистовых — Т30К4 и Т15К6. В обработке чугунных заготовок высокую эффективность показывают элементы из сплавов В2К, ВК3М, ВК4, ВК6М.
Плашки – обзор разновидностей приспособлений и основные характеристики (100 фото)
Если вы просматриваете различные фото плашек, то наверняка вам уже известно о том, что при помощи плашки для нарезания любой резьбы без проблем можно создать желаемую спираль, например, с внешней стороны какой-либо трубы. В зависимости от ваших возможностей, процесс можно выполнять или вручную, или на подходящем станке.
Для того чтобы по-настоящему освоить механизм этой операции, лучше изучить самостоятельно различную информацию о данном инструменте.
Основные характеристики плашки резьбонакатного типа
В последние пару лет позиции лидера при выполнении данной разновидности работ бесспорно занимает плашка, хотя известная многим лерка в свое время была также одним из инструментов, к которому обращались достаточно часто.
Однако прогресс не стоял на месте, и по этой причине на сегодняшний день эти два популярных приспособления объединены воедино и инструмент называется уже одним словом – плашка.
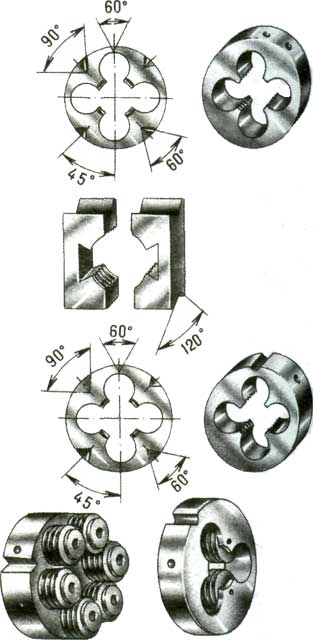
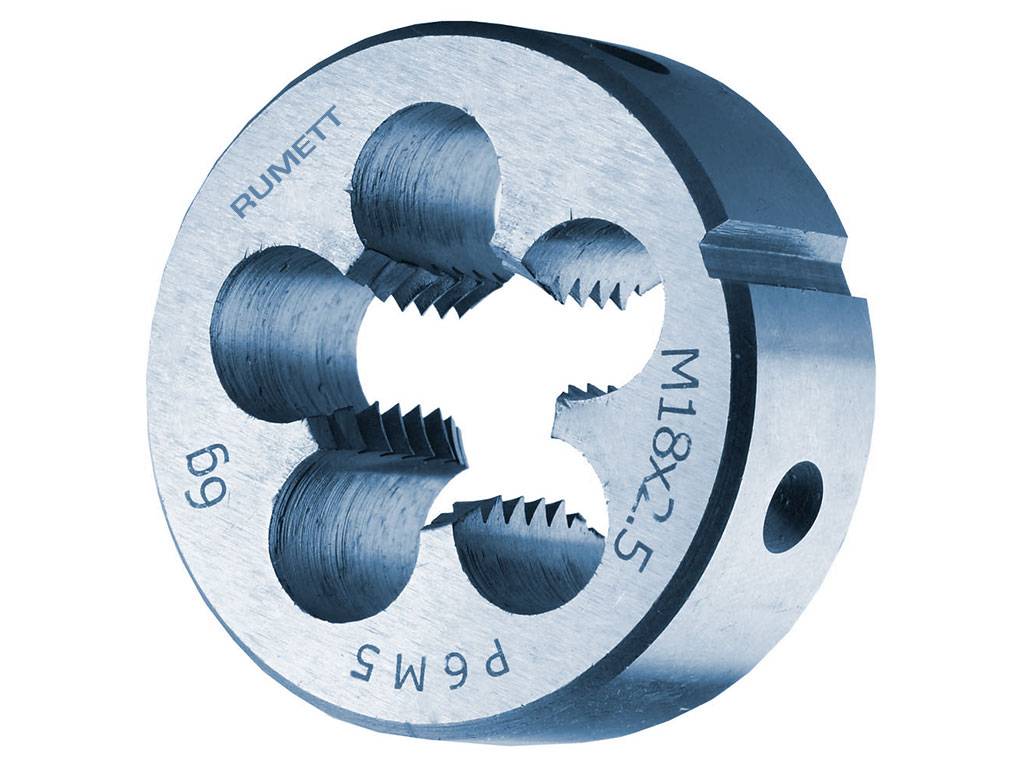
Внешне они достаточно сильно похожи на самые простые закаленные гайки с дополнительными осевыми отверстиями, которые образуют дополнительно режущие кромки
На всех устройствах есть от трех до шести стружечных отверстий, имеющих особую важность при отведении в сторону стружки
Разновидности приспособлений
Рассматривая набор плашек несложно обратить внимание на то, что они отличаются друг от друга рядом показателей. Основным критерием является конструкция
Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми
Основным критерием является конструкция. Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми.
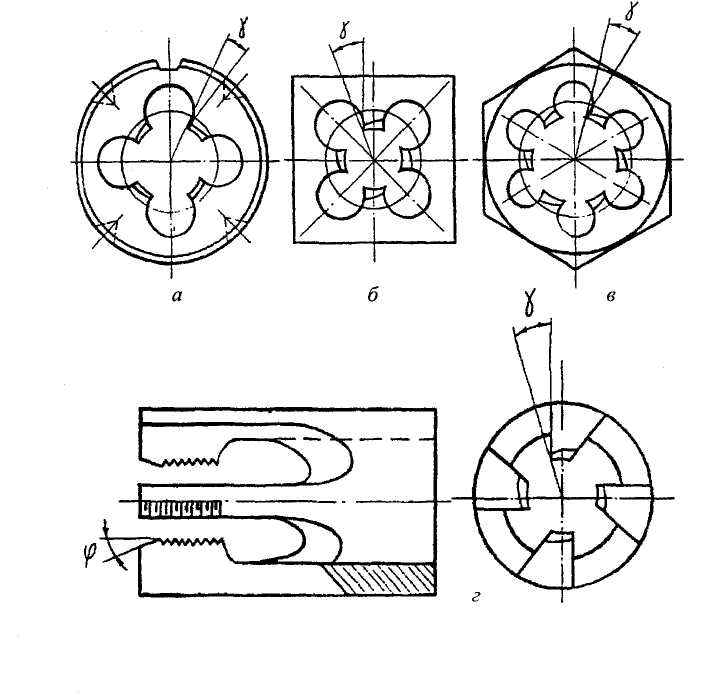
В зависимости от геометрической формы инструмент бывает не только круглым или квадратным, но также и призматическим, хотя намного реже, нежели первые два типа.
Кроме вышеперечисленных, есть также приспособления из дерева, однако они не являются нарезным инструментом, так как по сути представляют собой некую болванку-кругляш.
Формы, конструкции инструмента для нарезания резьбы
Если вы хотите, чтобы резьба получилась по-настоящему высокого качества, то в таком случае нет лучшего инструмента, чем цельная плашка. Стоит отметить, что различные виды плашки вполне могут быть в том числе и цельными. Отличного результата удается добиться, благодаря достаточно высоким показателям жесткости используемого материала.
Несмотря на множество положительных качеств, у инструмента есть и существенный минус, который заключается в небольшой износостойкости.
Модели разрезного типа используют чаще всего, когда нет необходимости в высокой точности. Такие приспособления обычно при эксплуатации немного пружинят, а в итоге получается, что резьба даже изменяется в диаметре.
Минусом является малая жесткость, которая отражается в первую очередь сразу же на качестве выполняемых работ, когда на выходе получается не совсем чистая резьба.
Левая плашка и различные специализированные модели
Кроме традиционных плашек очень часто в руках профессионалов можно увидеть специальные приспособления, при помощи которых можно добиться максимально точной резьбы. Они встречаются нескольких видов:
- Трубные;
- Левые;
- Метрические;
- Трубные канонические и многие другие.
Плашка метрического типа используется в тех случаях, когда необходима метрическая резьба. Абсолютно все измерения происходят тогда в миллиметрах.
Левые плашки используются в тех случаях, когда требуется левая резьба, что вполне логично. Работы такие встречаются достаточно редко, однако несмотря на это, специализированные инструменты все же существуют и даже пользуются спросом, что неудивительно, ведь в целом нарезание резьбы метчиками и плашками с каждым годом все больше набирает популярность среди профессионалов своего дела.
Освоит ли новичок резьбу плашкой с первого раза сложно сказать, поскольку здесь все зависит от его первоначальных навыков. Стоит иметь в виду, что для плашек различного типа, есть свои нюансы в работе.
Конечно у всех схожий принцип, поэтому освоив один из инструментов, вполне вероятно, что на работу с любым другим придется затратить намного меньше времени, а результат будет исключительно высокого качества.
Методы нарезки резьбы на трубах
Резьбу на водопроводных трубах возможно нарезать своими руками при помощи двух инструментов – плашки (ее еще именуют лерка) и клуппа. В чем отличие между ними?
Плашка представляет собой ручной резьбонарезной инструмент, внешняя сторона которого имеет посадочное место под корпус в виде двух противоположно расположенных пазов. А внутренняя сторона является пластиной с канавками и резьбовым отверстием для отвода стружки, воспроизводящие шаг и диаметр требующейся резьбы. На конце резьбового профиля имеются так именуемые участки сбега. Они делают двойную функцию: снабжают легкость при центровке участков двух труб перед их соединением и улучшают выход стружки, образующейся при нарезании резьбы. На торцовой поверхности плашки наносится обозначение диаметра резьбы. Для нарезания плашку вставляют в корпус-вороток, снабжаемый съемными ручками для проворота плашки, и закрепляют винтами.
Как верно нарезать резьбу плашкой? Лучше, в случае если нарезаемая труба будет надежно и ровно закреплена в слесарных тисках. Мельчайший перекос приведет к тому, что резьба будет нарезана с уклоном. Это приведет к прослаблению стены трубы и перекосу всего соединяемого участка водопроводной либо сантехнической системы.
Дабы обеспечить надежное направление направляться совершить маленькую доработку плашки. Для этого к одному из торцов плашки приваривают направляющую втулку, которая обязана с маленьким зазором (не более 0,2–0,4 мм) входить в трубу, где нарезается резьба. Протяженность направляющей втулки должна быть как минимум несколько диаметров нарезаемой резьбы.
Клупп – более опытный резьбонарезной инструмент (в продаже в большинстве случаев не редкость комплект из нескольких клуппов разного диаметра). Принципиальное отличие клуппа содержится в том, что его плашки раздвижные и складываются из четырех половинок, исходя из этого смогут настраиваться на нарезку резьбы различного диаметра, но одного шага. При насаживании клуппа на участок трубы плашки подводятся к поверхности и закрепляются в нужном положении. Регулировка относительного размещения разъемных плашек клуппа производится перемещением его замысел-шайбы.
Резьбовой клупп уже имеет в своей конструкции направляющий элемент, исходя из этого перекоса нарезаемой резьбы при его применении не будет.
Более практичной разновидностью клуппов считается трещоточный, в конструкции которого предусмотрен храповой механизм. Нарезка резьбы производится не вращательными, а качательными перемещениями рукояток с одновременной подачей плашки. Клупп незаменим, в случае если требуется нарезать резьбу на трубе, не снимая ее с участка трубопровода.
Особенности трубной резки

с покон веков для нарезания резьбы на трубчатых элементах употребляется не метрическая, а так называемая дюймовая резьба, которая отличается от простой другим углом профиля резьбы (55? против 60? у метрической). Помимо этого, дюймовая резьба имеет меньшее значение шага, что разъясняется малом толщиной стены трубы.









Небольшой ход свидетельствует, что на одной и той же длине резьбовой части витков резьбы окажется больше. Соответственно, возрастает и надежность соединения.
Резьба не редкость правой и левой. У правой резьбы витки, при рассматривании с торцевой части изделия, уходят вправо, а соответственно, у левой – влево. Существенно чаще используется правая резьба.
Выяснить, какая резьба на одном из резьбовых участков весьма легко: в случае если при наворачивании стыкуемого элемента, он проворачивается по часовой стрелке – значит, резьба правая.
На водопроводной трубе направление витков значения не имеет, потому, что изделия по окончании соединения не вращаются, а остаются неподвижными. Не считая трубной резьбы в соединениях применяют кроме этого и крепежную резьбу, у которой ход – более большой. Она выполняется на отверстиях и метизах под них.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.





